MDZ515X 封边机操作调整
在放板之前,首先要调整压梁高度。开电,通气,胶箱加热。
胶箱设定温度与热溶胶有关。看热溶胶的实际溶点温度。
高温胶一般是180---200度,低温胶是140-150度。
选好封边料的工作模式,厚封边料,薄封边料,木皮,实木。
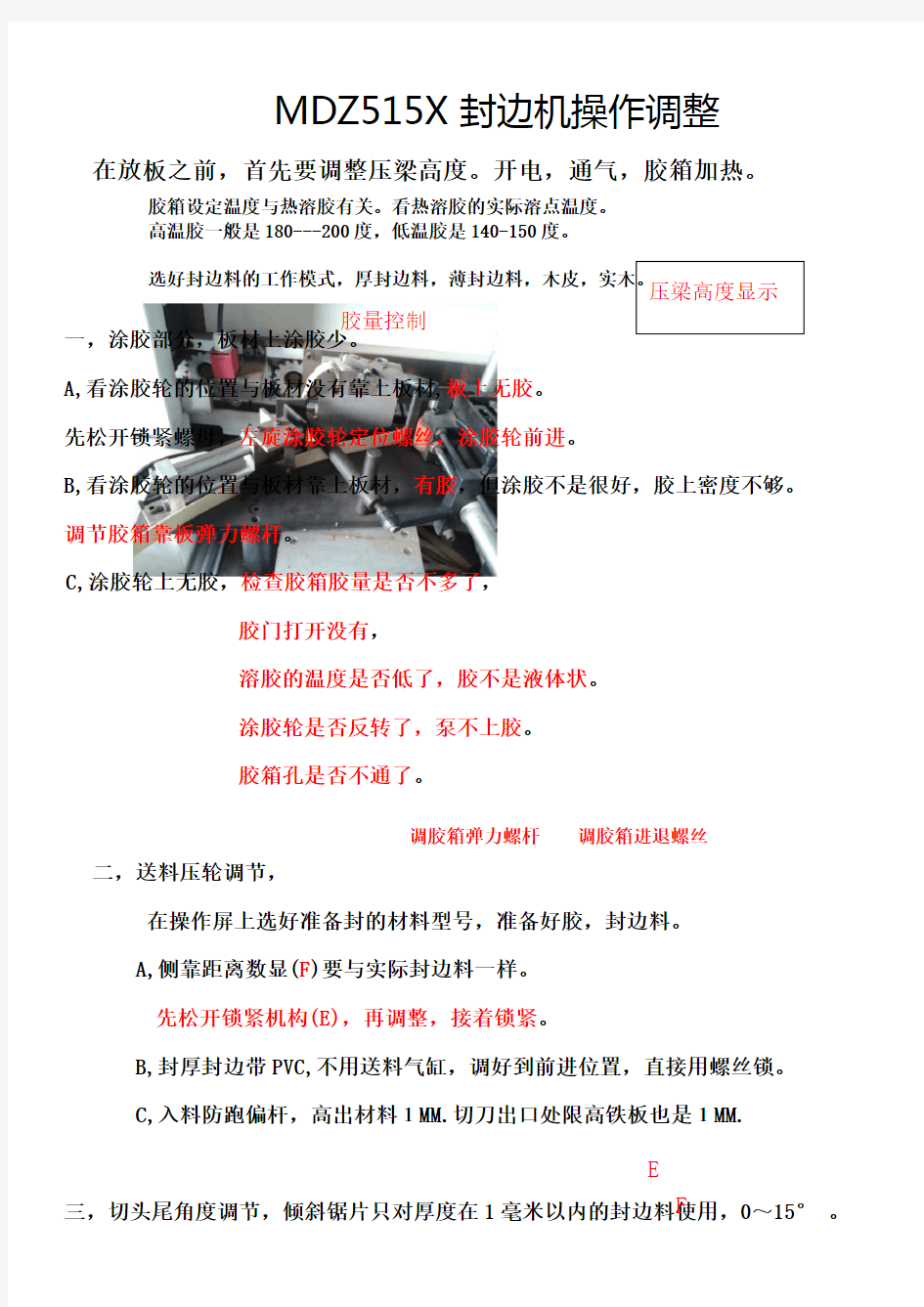
一,涂胶部分,板材上涂胶少。 A,看涂胶轮的位置与板材没有靠上板材,板上无胶。
先松开锁紧螺母,左旋涂胶轮定位螺丝,涂胶轮前进。
B,看涂胶轮的位置与板材靠上板材,有胶,但涂胶不是很好,胶上密度不够。 调节胶箱靠板弹力螺杆。
C,涂胶轮上无胶,检查胶箱胶量是否不多了,
胶门打开没有,
溶胶的温度是否低了,胶不是液体状。
涂胶轮是否反转了,泵不上胶。
胶箱孔是否不通了。
调胶箱弹力螺杆 调胶箱进退螺丝
二,送料压轮调节,
在操作屏上选好准备封的材料型号,准备好胶,封边料。
A,侧靠距离数显(F )要与实际封边料一样。
先松开锁紧机构(E),再调整,接着锁紧。
B,封厚封边带PVC,不用送料气缸,调好到前进位置,直接用螺丝锁。 C,入料防跑偏杆,高出材料1MM.切刀出口处限高铁板也是1MM.
三,切头尾角度调节,倾斜锯片只对厚度在1毫米以内的封边料使用,0~15° 。
E
F 胶量控制
压梁高度显示
1, 松开大锁紧螺丝A ,可调切头尾锯片角度,手动转动电机后,完成后再锁紧。 2, 松开小锁紧螺丝B,,用开口帮手调节电机尾部的螺丝C.
调节锯片前后进退,切削封边带余料的多少,完成后锁紧。
封边带余料长调螺丝向右转,封边带余料短调螺丝向左转。
0.16MPA 0.14MPA 0.26MPA 0.24MPA
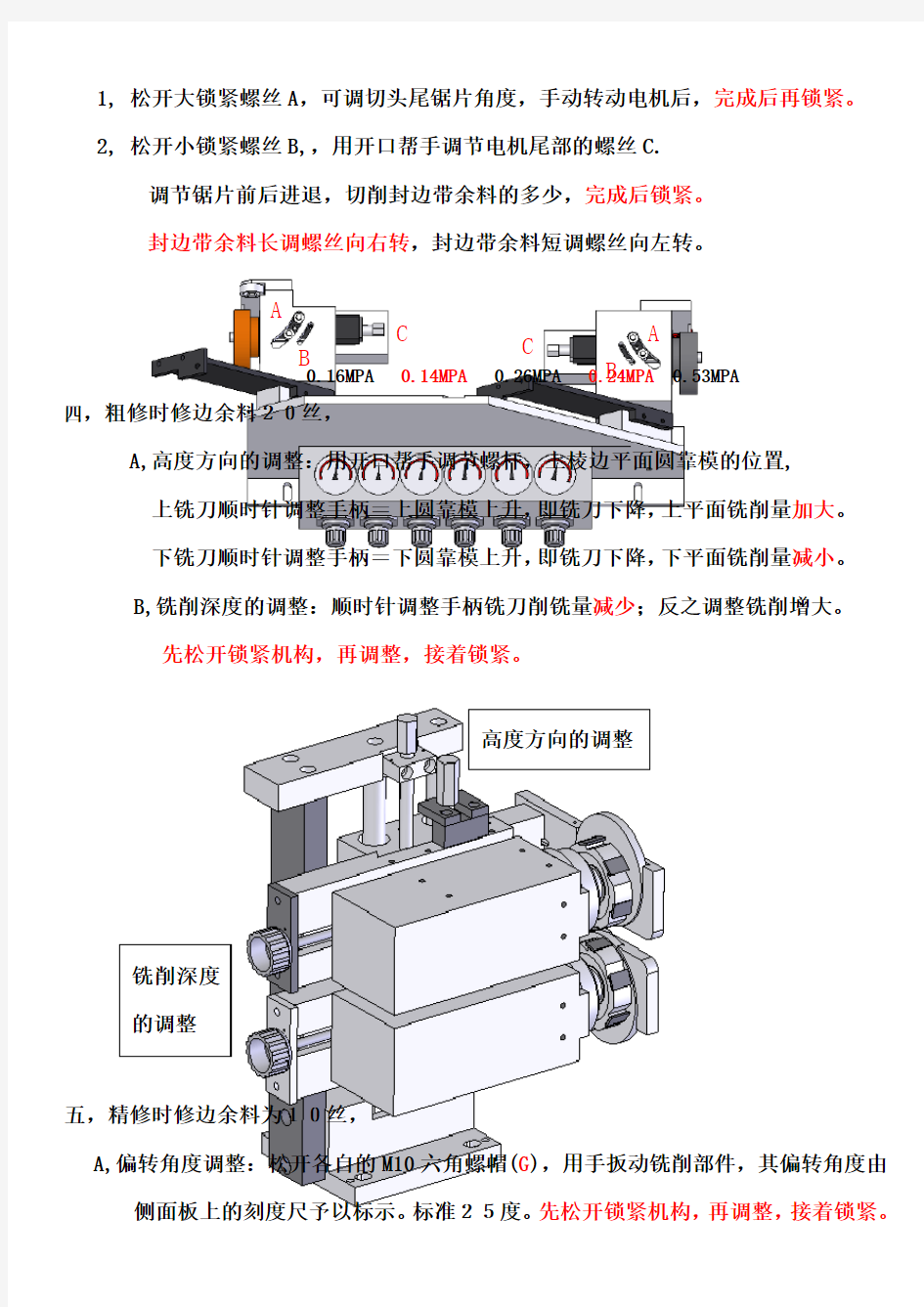
0.53MPA 四,粗修时修边余料20丝,
A,高度方向的调整:用开口帮手调节螺杆,上棱边平面圆靠模的位置,
上铣刀顺时针调整手柄=上圆靠模上升,即铣刀下降,上平面铣削量加大。 下铣刀顺时针调整手柄=下圆靠模上升,即铣刀下降,下平面铣削量减小。
B,铣削深度的调整:顺时针调整手柄铣刀削铣量减少;反之调整铣削增大。
先松开锁紧机构,再调整,接着锁紧。
五,精修时修边余料为10丝,
A,偏转角度调整:松开各自的M10六角螺帽(G ),用手扳动铣削部件,其偏转角度由
侧面板上的刻度尺予以标示。标准25度。先松开锁紧机构,再调整,接着锁紧。
高度方向的调整
铣削深度
的调整
B A A B
C C
B,高度方向的调整:用螺杆调节上棱边圆角圆靠模的位置,
上铣刀顺时针调整手柄=上圆靠模上升,即铣刀下降,上平面铣削量加大。
上铣刀数显表数字增加=上圆靠模上升,即铣刀下降,上平面铣削量加大。
下铣刀顺时针调整手柄=下圆靠模上升,即铣刀下降,下平面铣削量减小。
下铣刀数显表数字增加=下圆靠模上升,即铣刀下降,下平面铣削量减小。 C,铣削深度的调整:顺时针调节铣削减浅,反向调节铣削加深;
先松开锁紧机构,再调整,接着锁紧。
D,整个机座在小水平面里的前后移动位置,靠调节手柄,数字加大后退,数字减小前进。 侧靠模距离数显要与实际封边料一样。先松开锁紧机构,再调整,接着锁紧。
A,高度方向的调整:用螺杆调整上铲刮刀圆靠模的位置,
上铣刀数显表数字增加=上圆靠模上升,即上铲刮刀下降,上平面刮削量加大。 下铣刀数显表数字减少=下圆靠模下降,即下铲刮刀上升,下平面刮削量加大。 B,刮刀深度的调整:
;顺时针调节刮削减浅,反向调节刮削加深。
先松开锁紧机构,再调整,接着锁紧。
C,整个机座在小水平面里的前后移动位置,靠调节手柄,数字加大后退,数字减小
前进。侧靠模距离数显要与实际封边料一样。
先松开锁紧机构,再调整,接着锁紧。
先松开锁紧机构,再调整,接着锁紧。
调整电动机的高度:松开紧定六角螺帽螺丝,转动调节手柄。
先松开锁紧机构,再调整,接着锁紧。
高度方向的调整
抛光电机
角度调整