快速成形典型工艺比较
关键词及简称
光固化成形(简称:SLA或AURO)光敏树脂为原料
熔融挤压成形(简称:FDM或MEM)ABS丝为原料
分层实体成形(简称:LOM或SSM)纸为原料
粉末烧结成形(简称:SLS或SLS)蜡粉为原料
光固化成形
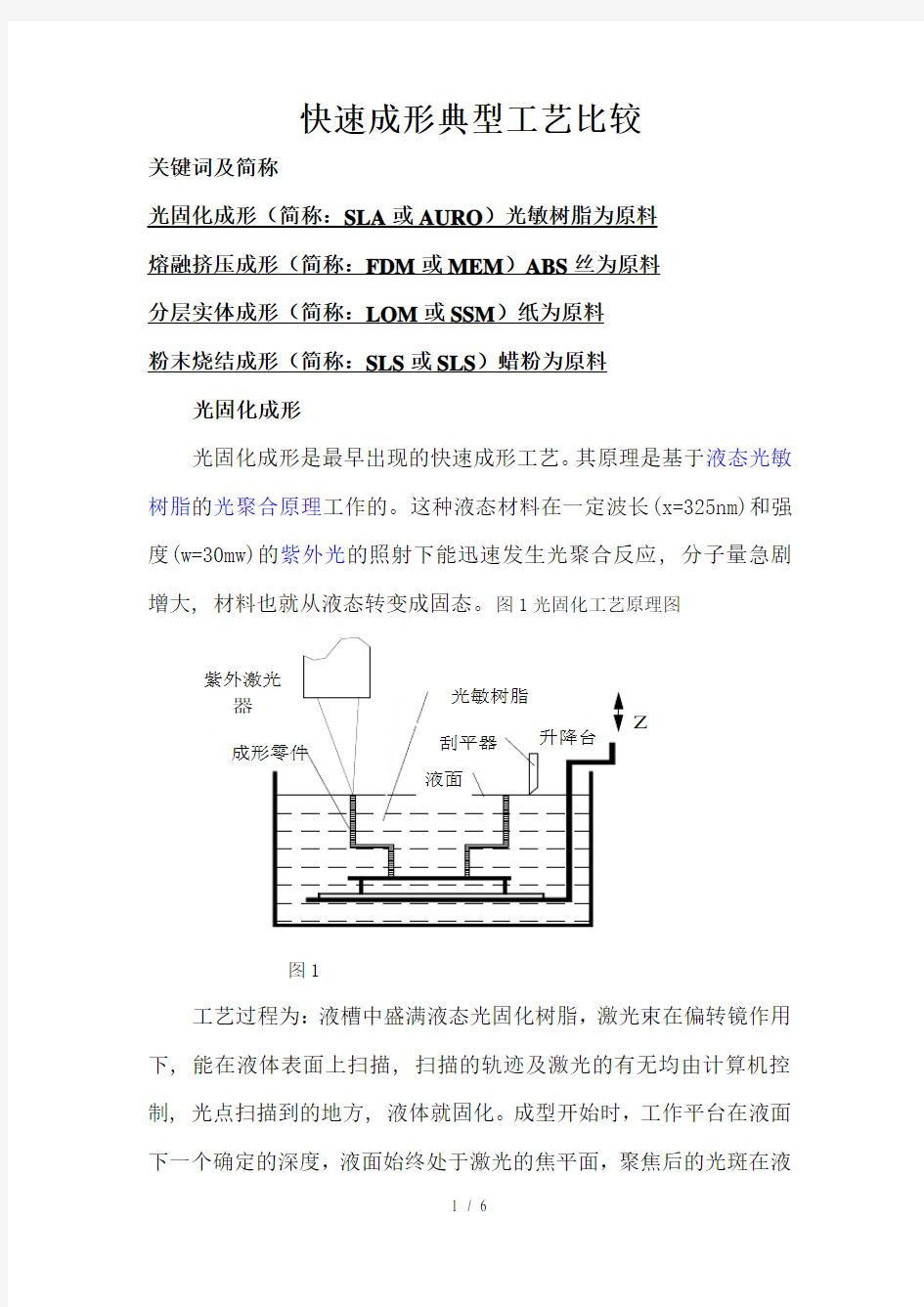
光固化成形是最早出现的快速成形工艺。其原理是基于液态光敏树脂的光聚合原理工作的。这种液态材料在一定波长(x=325nm)和强度(w=30mw)的紫外光的照射下能迅速发生光聚合反应, 分子量急剧增大, 材料也就从液态转变成固态。图1光固化工艺原理图
图1
工艺过程为:液槽中盛满液态光固化树脂,激光束在偏转镜作用下, 能在液体表面上扫描, 扫描的轨迹及激光的有无均由计算机控制, 光点扫描到的地方, 液体就固化。成型开始时,工作平台在液面下一个确定的深度,液面始终处于激光的焦平面,聚焦后的光斑在液
面上按计算机的指令逐点扫描即逐点固化。当一层扫描完成后,未被照射的地方仍是液态树脂。然后升降台带动平台下降一层高度,已成型的层面上又布满一层树脂,刮平器将粘度较大的树脂液面刮平,然后再进行下一层的扫描,新固化的一层牢固地粘在前一层上,如此重复直到整个零件制造完毕, 得到一个三维实体原型。
光固化工艺的设备做出的零件其优点是精度较高、表面效果好,零件制作完成后需要少量打磨,将层层的堆积痕迹去除。光固化工艺制作的零件打磨工作量相对其他工艺设备制作的零件的打磨量是最小的;其缺点是强度低无弹性,无法进行装配。光固化工艺设备的原材料很贵,种类不多。光固化设备的零件制作完成后,还需要在紫外光的固化箱中二次固化,用以保证零件的强度。液漕内的光敏树脂经过半年到一年的时间就要过期,所以要有大量的原型服务以保证液漕内的树脂被及时用完,否则新旧树脂混在一起会导致零件的强度下降、外形变形。如需要更换不同牌号的材料就需要将一个液漕的光敏树脂全部更换,工作量大树脂浪费很多。三十几万的紫外激光器只能用1万小时,使用一年后激光器更换需要二次投入三十几万的费用。
熔融挤压成形
熔融挤压成形工艺是利用热塑性材料的热熔性、粘结性,在计算机控制下层层堆积成型。熔融挤压成形工艺原理是材料先抽成丝状,通过送丝机构送进喷头,在喷头内被加热熔化,喷头沿零件截面轮廓和填充轨迹运动,同时将熔化的材料挤出,材料迅速固化,并与周围的材料粘结,层层堆积成型。图2熔融挤压工艺原理图
图2
熔融挤压成形设备的优点是运行费用极低,此种工艺的设备无需激光器,省掉二次投入的大量费用;而且原材料的品种多,原材料的更换只需要将丝轮更换既可,操作方便,利于用户根据不同的零件选择不同的材料,如耐高温、可消失模铸造等。用ABS 制造的原型因具有较高强度而在产品设计、测试与评估等方面得到广泛应用。由于以FDM工艺为代表的熔融材料堆积成形工艺具有一些显著优点,该工艺发展极为迅速。熔融挤压成形的零件成形样件强度好,易于装配。熔融挤压工艺的设备的缺点是造型速度较光固化设备低。零件制作后同样需要打磨,以去掉层层堆积的痕迹,打磨工作量较光固化的零件多些。
分层实体成形
分层实体成形工艺采用薄片材料,如纸、塑料薄膜等。片材表面事先涂覆上一层热熔胶。加工时,用CO2激光器(或刀)在计算机控制下切割片材,然后通过热压辊热压,使之当前层与下面已成形的工
件粘接,从而堆积成型。图3 分层实体成形工艺原理图
图3
用CO2激光器在刚粘接的新层上切割出零件截面轮廓和工件外框,并在截面轮廓与外框之间多余的区域内切割出上下对齐的网格;激光切割完成后,工作台带动已成形的工件下降,与带状片材(料带)分离;供料机构转动收料轴和供料轴,带动料带移动,使新层移到加工区域;工作台上升到加工平面;热压辊热压,工件的层数增加一层,高度增加一个料厚;再在新层上切割截面轮廓。如此反复直至零件的所有截面切割、粘接完,得到三维的实体零件。
分层实体成形工艺的设备优点:成形精度较高,适合做大型实体件,适合铸造行业;其缺点:材料品种单一,只有纸材。不适宜做薄壁原型,受湿度影响容易变形,强度差,运行成本较高,材料利用率很低,CO2激光器的使用寿命为1万小时,也有二次投入采购激光器的需要。零件同样需要后期打磨,工作量很大。
粉末烧结成形
粉末烧结成形工艺是利用粉末材料在激光照射下烧结的原理,在计算机控制下堆积成形。图4 粉末烧结成形工艺原理图
图4
粉末烧结成形工艺设备的工作过程是将材料粉末均匀铺洒并刮平;用高强度的CO2激光器在刚铺的新层上扫描出零件截面;材料粉末在高强度的激光照射下被烧结在一起,得到零件的截面,并与下面已成形的部分粘接;当一层截面烧结完后,铺上新的一层材料粉末,选择地烧结下层截面。
优点:材料利用率接近95%,造型速度较快,适合铸造行业;缺点:材料单一,原型强度差,无法装配,表面质量差,精度低,后处理工艺复杂,样件变型大。同样有激光器的损耗问题。国外设备可以做到装配,表面质量与精度都不错,材料品种多,但设备与材料价位高,使得运行成本太高。
以每小时计算运行成本:
典型工艺运行成本对比