
Form D221 Revision 1
作业指导书
产品型号
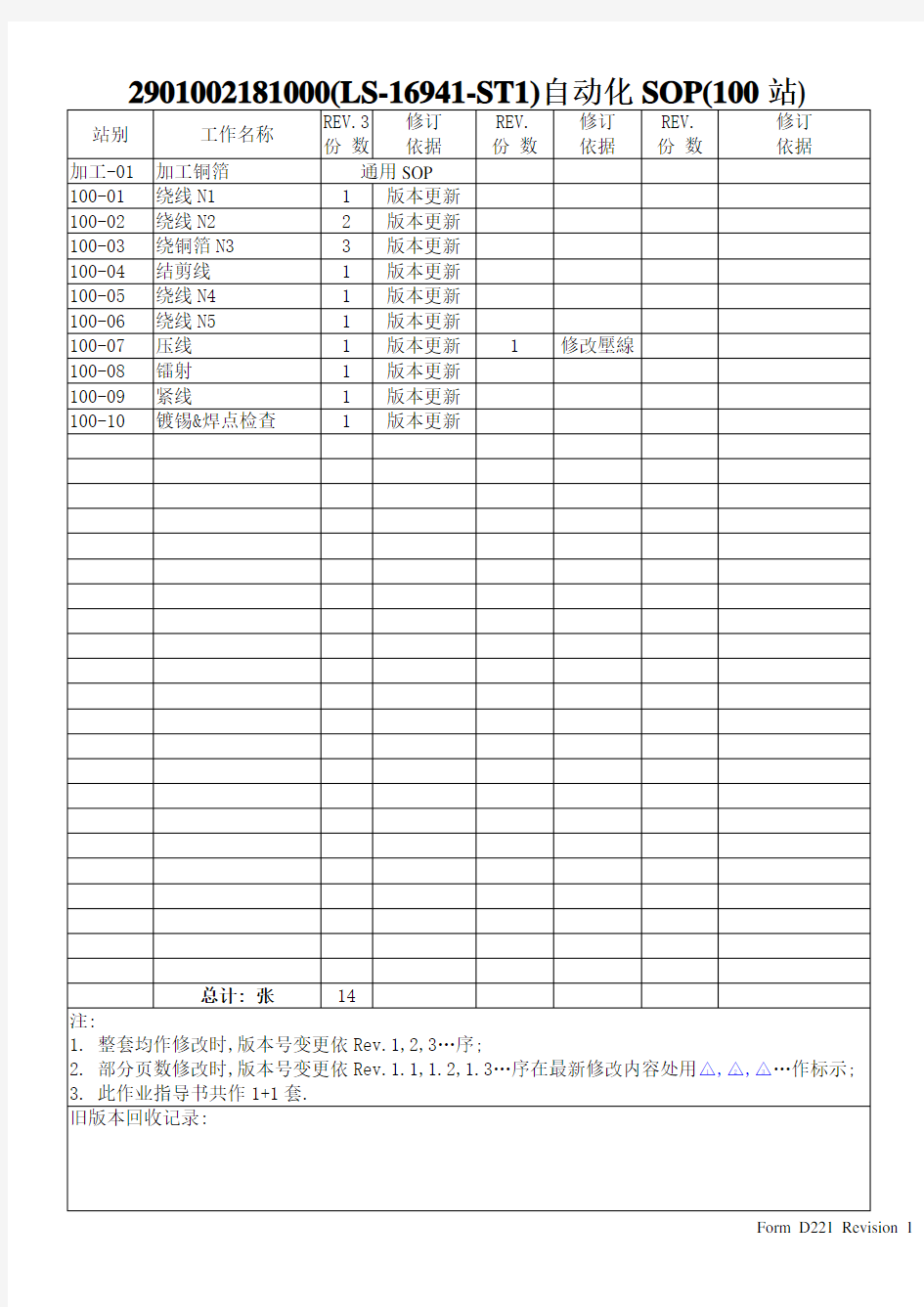
2901002181000
(LS-16941-ST1)
工作名称绕线N1(PIN5-2)工作站别100-01 作业动作说明生产╱安全注意事项
1.启动机器,调试好对应程序(详情见机器操作指导书).
2.手拿BOBBIN目视检查BOBBIN是否有破损、成型不良等,
OK品放入治具,放置位置和方向如下图,按START键启动
或打连续绕线N1(PIN5-2)(绕线9圈*3)(包带2圈)
放置位置和方向(PIN6-10面向外)按START键
3.绕线完成后取出线圈,检查漆包线结线位置是否正确,
不可有偏离,结线处不可松散,BOBBIN不能有损伤.
4.OK品流入下一工序.
1.BOBBIN是安规部品,投入时要检查
BOBBIN是否有破损、成型不良等,不良
品放入红盘中.
2.BOBBIN边缘ML不可翻卷翘起,如下图:
NG
3.注意BOBBIN放置位置和方向.
物料设备 / 治工具
名称料号规格用量
自动绕线机
纱剪
BOBBIN 0202000640000 BOBBIN-S EE16 PM9820 H 8P 1S 1EA
漆包线349305-4 M-WIRE 0.24 CU 2 MW75 130D YEL 可直焊9T*3
胶带1101000470003 TAPE ML 1mil 8.3 YEL SYMBIO 35660Y 110M
粘
2T
东莞立德电子有限公司
DONG GUAN LEADER
LEADER. INC
MANUFACTURER &
EXPORTER
TANG XIA CHINA
DRAWN BY
制图
CHECK BY
审查
APPROVED BY
核准
REV
版本
李红姣
2013/11/28
-2.1-
名称料号规格用量
DRAWN BY
制图
CHECK BY
审查
APPROVED BY
核准
REV
版本
-2-
作业指导书
产品型号
2901002181000
(LS-16941-ST1)
工作名称
绕铜箔N3
(PIN1-)
工作站别100-03 作业动作说明生产╱安全注意事项
1.已加工OK的铜箔如下图示:
2.将线圈以PIN1-5朝外之方向套入铜轴, 铜箔ML搭入线
槽,铜箔引线出于PIN1与PIN2之间的凹槽,包带3T.
3.OK品流入下一工序.
1.线圈以PIN1-5朝外之方向套入铜轴.
2. 铜箔贴于胶带上时须贴平整.
3. 剪断外包ML时,需横跨BOBBIN绕线区剪
断,不可将剪尖伸入线包内剪断ML.
4.铜箔焊点OK与NG图片:
引线出
线位置
名 称 料 号 规 格
用 量
绕线机 铜 轴 纱 剪
铜箔 972460-B2837 FOIL CU 0.025X7.5XS NO-AD 1T 胶带
1101000470003 TAPE ML 1mil 8.3 YEL SYMBIO 35660Y
110M 粘
3T
东莞立德电子有限公司 DONG GUAN LEADER LEADER. INC MANUFACTURER &
EXPORTER
TANG XIA CHINA
DRAWN BY 制 图
CHECK BY 审 查
APPROVED BY 核 准 REV 版本
李红姣
2013/11/28
-2.2-
作 业 指 导 书
产品型号
2901002181000 (LS-16941-ST1) 工作名称 结剪线 工作站别 100-04
作 业 动 作 说 明
生 产╱安 全 注 意 事 项
1.铜箔引线结于PIN1上,结线圈数2-3圈.
2.将多余漆包线剪掉.
3.OK 品流入下一工序.
1. 注意结线圈数2-3圈.
2. 注意结线时铜箔线需跨过凸点. NG 图示
OK 图示
名称料号规格用量
斜口钳
胶盘
剪线罩
东莞立德电子有限公司
DONG GUAN LEADER
LEADER. INC
MANUFACTURER &
EXPORTER
TANG XIA CHINA
DRAWN BY
制图
CHECK BY
审查
APPROVED BY
核准
REV
版本
李红姣
2014/03/10
-2.1-
作业指导书
产品型号
2901002181000
(LS-16941-ST1)
工作名称绕线N4(PIN9-10)工作站别100-05 作业动作说明生产╱安全注意事项
1.启动机器,调试好对应程序(详情见机器操作指导书).
2. 手拿线圈目视检查三层绝缘线结线位置是否正确,不可
有偏离,OK品放入治具,放置位置和方向如下图,按START
键启动或打连续绕线N4(PIN9-10)(绕线10圈/包带6圈).
放置位置和方向(PIN6-10面向外)按START键
3.绕线完成后取出线圈,检查三层绝缘线结线位置是否正
确,不可有偏离,结线处不可松散.
4.OK品流入下一工序.
1.检查三层绝缘线结线处不可松散.
2.N4绕线时需靠次级侧绕.
不良图示:未包外包ML
名称料号规格用量
自动绕线机
纱剪
漆包线842613-4 TI-WIRE 0.45 130D YEL COSMOLINK TIW-M 10T
胶带1101000470003 TAPE ML 1mil 8.3 YEL SYMBIO 35660Y 110M粘6T
东莞立德电子有限公司
DONG GUAN LEADER
LEADER. INC
MANUFACTURER &
EXPORTER
TANG XIA CHINA
DRAWN BY
制图
CHECK BY
审查
APPROVED BY
核准
REV
版本
陈蒙
2013/05/28
-2-
作业指导书
产品型号
2901002181000
(LS-16941-ST1)
工作名称绕线N5(PIN4-2) 工作站别100-06 作业动作说明生产╱安全注意事项
1.启动机器,调试好对应程序(详情见机器操作指导书).
2. 手拿线圈目视检查漆包线结线位置是否正确,不可有偏
离,OK品放入治具,放置位置和方向如下图,按START键
启动或打连续绕线N5(PIN4-2)(绕线15圈/包带2圈).
放置位置和方向(PIN6-10面向外)按START键
3.绕线完成后取出线圈,检查漆包线结线位置是否正确,
不可有偏离,结线处不可松散.
4.OK品流入下一工序.
1.检查漆包线结线处不可松散.
2.N5绕线时需靠初级侧绕.
不良图示:线进错槽孔
OK图示
名 称 料 号 规 格 用 量
自动绕线机 纱 剪
漆包线 349305-4 M-WIRE 0.24 CU 2 MW75 130D YEL 可直焊 15T
胶带 1101000470003 TAPE ML 1mil 8.3 YEL SYMBIO 35660Y 110M 粘 2T 东莞立德电子有限公司 DONG GUAN LEADER LEADER. INC MANUFACTURER &
EXPORTER
TANG XIA CHINA
DRAWN BY 制 图 CHECK BY 审 查 APPROVED BY 核 准 REV 版本
陈蒙 2013/05/28
-2-
作 业 指 导 书
产品型号
2901002181000 (LS-16941-ST1) 工作名称 压线 工作站别 100-07
作 业 动 作 说 明
生 产╱安 全 注 意 事 项
1. 拿取线圈垂直插入压线治具板,插满后放入压线治具中启动脚踏板将各PIN 脚结线压至PIN 脚底部.
2.自检后OK 品流入下一工序.
1.压线时用力适当,不可弄伤PIN 脚。
2.压线后线头不可与线尾有重叠现象,以免
造成结线高。
名称料号规格用量
压线治具
东莞立德电子有限公司
DONG GUAN LEADER
LEADER. INC
MANUFACTURER &
EXPORTER
TANG XIA CHINA
DRAWN BY
制图
CHECK BY
审查
APPROVED BY
核准
REV
版本
李红姣
2014/12/22
-2.1-
作业指导书
产品型号
2901002181000
(LS-16941-ST1)
工作名称镭射工作站别100-08 作业动作说明生产╱安全注意事项1.将线圈次级侧(PIN6-10)朝内装入治具中.
放置位置和方向(PIN6-10面向内)
2.将装满变压器的治具放入镭射机对应的卡槽内.
放置位置和方向(PIN1-5面朝左,PIN6-10面朝右)
3.目视检查三层绝缘线漆膜是否脱掉.
1.注意变压器装入治具的方向及放入镭射
机的方向,不可反装.
名称料号规格用
量
镭射机
治具
东莞立德电子有限公司DONG GUAN LEADER
LEADER. INC
MANUFACTURER &
EXPORTER
TANG XIA CHINA
DRAWN BY
制图
CHECK BY
审查
APPROVED BY
核准
REV
版本陈蒙
2012.7.10
-2- 作业指导书
产品型号2901002181000
LS-16941-ST
工作名称紧线工作站别100-09 作业动作说明生产╱安全注意事项
1. 拿取线圈检查镭射是否有不良,再用尖嘴钳将次级各PIN脚结线紧压至PIN脚底部.
2.自检后OK品流入下一工序. 1.压线时用力适当,不可弄伤PIN脚。
2.压线后线头不可与线尾有重叠现象,以免
造成结线高。
尖嘴钳
东莞立德电子有限公司
DONG GUAN LEADER
LEADER. INC
MANUFACTURER &
EXPORTER
TANG XIA CHINA
DRAWN BY
制图
CHECK BY
审查
APPROVED BY
核准
REV
版本
陈蒙
2012.7.10
-2-
作业指导书
产品型号
2901002181000
(LS-16941-ST1)
工作名称镀锡&焊点检查工作站别100-10 作业动作说明生产╱安全注意事项
1.启动机器,调试好对应程序(详情见机器操作指导书).
2.手拿线圈放入治具,放置位置和方向如下图,按START
键启动机器镀锡.
放置位置和方向(PIN1-5面向外)
3.镀锡后检查各PIN脚焊点是否饱满,镀锡不可烫伤三层
绝缘线,OK品流入下一工序.
1.各焊点不可有漏焊、连锡﹑包焊等不良,
镀锡不可烫伤三层绝缘线.
2.锡炉温度: 460±20℃,镀锡时间: 1-2S
3.高温作业,注意安全!
4.镀锡后焊点不可超起BOBBIN凸点,超出
凸点为不良,挑出做好标示放于红盘内.
镀锡不良图片:△1
焊点高出凸点连锡
线包烫伤锡尖
线未跨过凸点不良
焊点不可超出凸点