客车钣金件下料尺寸计算方法
2009-06-21 16:40
客车自制件在整个客车的构成中占有相当大的比重。随着钢材价格的不断上涨,控制客车自制件成本成为一个重要课题,被各客车厂家研究。怎么讯速、合理地确定自制件下料尺寸,是一项基本而又科学的工作。本文所介绍的客车钣金件的尺寸计算方法较为合理,也较为实用,希望能起到抛砖引玉的作用。
1 样板下料尺寸计算方法
这类制件下料尺寸计算分两部分:一部分为较复杂的钣金件(这部分暂不研究,因为钣金件展开需要单独分析);另一部分是简单的钣金样板件,一般取其外轮廓尺寸。
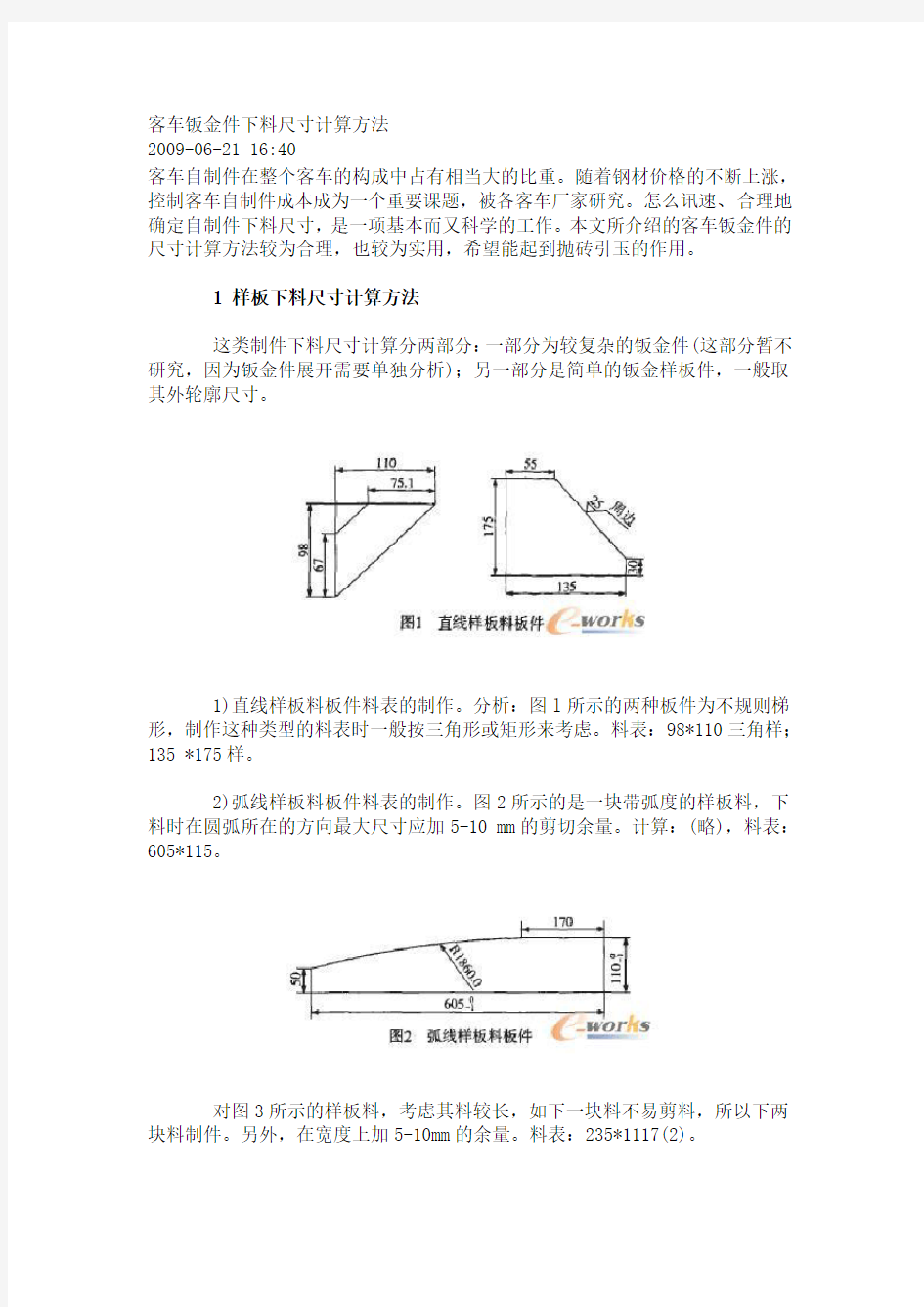
1)直线样板料板件料表的制作。分析:图l所示的两种板件为不规则梯形,制作这种类型的料表时一般按三角形或矩形来考虑。料表:98*110三角样;135 *175样。
2)弧线样板料板件料表的制作。图2所示的是一块带弧度的样板料,下料时在圆弧所在的方向最大尺寸应加5-10 mm的剪切余量。计算:(略),料表:605*115。
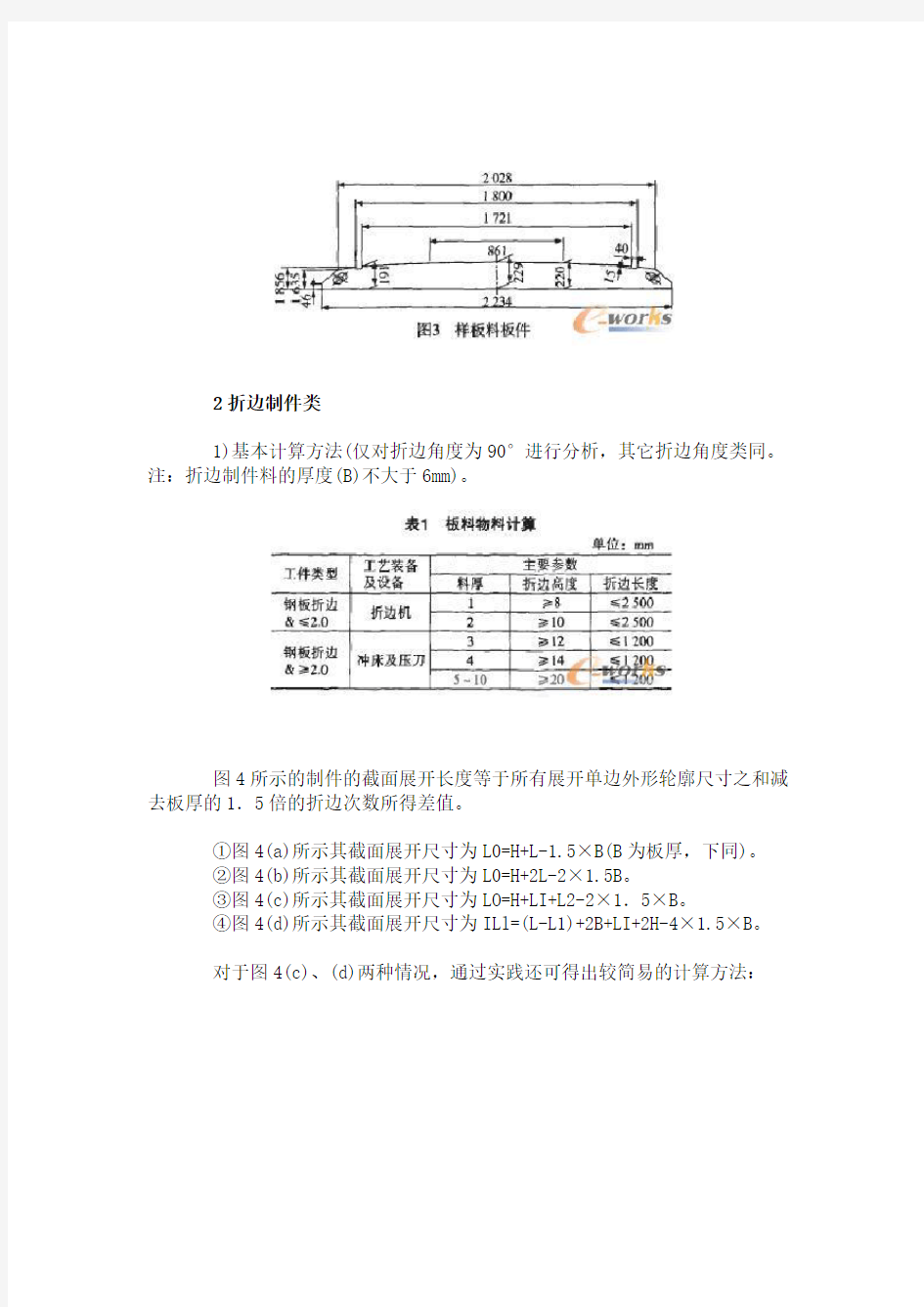
对图3所示的样板料,考虑其料较长,如下一块料不易剪料,所以下两块料制件。另外,在宽度上加5-10mm的余量。料表:235*1117(2)。
2折边制件类
1)基本计算方法(仅对折边角度为90°进行分析,其它折边角度类同。注:折边制件料的厚度(B)不大于6mm)。
图4所示的制件的截面展开长度等于所有展开单边外形轮廓尺寸之和减去板厚的1.5倍的折边次数所得差值。
①图4(a)所示其截面展开尺寸为L0=H+L-1.5×B(B为板厚,下同)。
②图4(b)所示其截面展开尺寸为L0=H+2L-2×1.5B。
③图4(c)所示其截面展开尺寸为LO=H+LI+L2-2×1.5×B。
④图4(d)所示其截面展开尺寸为ILl=(L-L1)+2B+LI+2H-4×1.5×B。
对于图4(c)、(d)两种情况,通过实践还可得出较简易的计算方法:
图4(C)所示其截面展开尺寸还为L0=-L+H-2×B。
图4(d)所示其截面展开尺寸还为LO=-L+2H--4×B。
另外,对图4(d)所示折边,当料厚为5.0mm时,其H不小于40 mm。如果小于40 mm,机无法加工。
当2 mm 2)当折边角度为110°-180°,计算其长度时,因折边角度较大,要去折边余料,不再按基本规律计算。这类制件只能根据实际操作总结其规律,此类件的下料长度应为L=A+B+C-X(板材厚度)如图5所示。 3)对折边制件时,还要根据表1所列参数进行板料物料计算,并举例说明 ①角钢类(窗盖板,板厚为B-I.0 nlm),如图6所示。 此件是一个Z字形件。假设A-A剖视图中下面的折边长度为L0,此件下料时有两种情况:一种情况是LO小于8 mm时,其料宽为 B=15+16+L0+7-2×1×1.5mm;另一种情况是LO不小于8 mm时,其料宽为 B=15+16+L0-2×1.5 mm。该料的长度为图样所标尺寸。 ②支架类,如图7所示。此件是由一块5 mm的板料冲压而成。 计算:宽度=170mm、长度=210+70×2--4×5=330mm 料表:5.0×170×330。 总结:这种结构的制件料表的制作,经过理论与实践相结合可得出一个快速计算料长度的方法:长度=板件轮廓尺寸(210)加两倍的高度尺寸(2×70)减去折边次数与板厚的乘积(4×5)。 ③下裙蒙皮等带弧件,如图8所示。该类型的制件其料表一般计算方法是把其电子图(该图是按比例制作的)打开。因其左视图为一个封闭的曲面图形,计算其封闭图形的总长度,取其一半即为该件料的实际长度;另一种计算方法是近似计算法:16+1/2×3.14×25-(866-597.8-247.7)+866=900。料表: 1.0X962×902。 ④梯步踏板,如图9所示。该件为二级梯步,考虑到安装的工艺性及其强度的需要,踏板的下料可分为二块料搭接的方法计算。具体分段:每级梯步为一部分,在二级梯步踏板上加余量为15 mm为搭接余量,如图9所示。如果是三级梯步,踏板分三部分制作,在三级梯步踏板上也加15mm的搭接余量。具体分段方法同上。计算:(略)。料表:2.0×455×560,2.0 X 515×560。 ⑤冷风道(整体式风道),如图10所示。此件长度是6 430 mm,需要分段制作。从A-A剖视图可以知道宽度方向可一块料折出。只考虑长度方向怎样分段(可从下面几方面综合考虑)。因为薄板折边机最长可折2 500 mm(该件可折2 150 mm),考虑到折边后精确度一般下料长度每件最长为2 000 mm。 计算时一般从尺寸线起始端开始计算,该件从右端开始。分段时尽量不要把同一个孔分在两段料上,这样无形中增加了工人的劳动量。另外,加n-1块连接板(该料宽80 mm,长比截面总宽约小100 mm即可)。计算:(略)。 3钣金圆管件下料料表的制作方法 1)等直径圆管件下料料表宽度即圆周长基本计算方法:C=πD0=π(D-B)(D0为圆管中性层直径,D为圆管外径,B为板厚)。 2)圆管件下料料的长度计算: ①如图11(a)所示,此件由三个不同直径的圆管组成,其料分为I、II、III三部分。I和III为直管,其料可根据上式计算。II部分的料为样板料。 ②如图11(b)所示,整个件(等径)的长度:L=A+B(取两长边)。 ③如图11(c)所示,L=A1+B2=A2+B1。 ④如图11(d)所示,L=A1+B2+CI=A2+B1+C2。 注:以上四种情况均为一块料;仅列出几种简单的圆管件下料方法,对一些复杂的情况还要依据展开样板尺寸进行下料。 客车钢板类制件多种多样,结构简繁不同,但其一些规律性的东西是不会改变的。以上对客车钢板类制件较全面地进行了分析,希望对刚从事此项工作的同仁有所启发。 4结束语 1引言 薄板指板厚和其长宽相比小得多的钢板。它的横向抗弯能力差,不宜用于受横向弯曲载荷作用的场合。薄板就其材料而言是金属,但因其特殊的几何形状厚度很小,所以薄板构件的加工工艺有其特殊性。和薄板构件有关的加工工艺有三类: (1)下料:它包括剪切和冲裁。(2)成形:它包括弯曲、折叠、卷边和深拉。(3) 连接:它包括焊接、粘接等。薄板构件的结构设计主要应考虑加工工艺的要求和特点。此外,要注意构件的批量大小。 薄板构件之所以被广泛采用是因为薄板有下列优点: (1)易变形,这样可用简单的加工工艺制造多种形式的构件。 (2)薄板构件重量轻。 (3)加工量小,由于薄板表面质量高,厚度方向尺寸公差小,板面不需加工。 (4)易于裁剪、焊接,可制造大而复杂的构件。 (5)形状规范,便于自动加工。 2结构设计准则 在设计产品零件时,必须考虑到容易制造的问题。尽量想一些方法既能使加工容易,又能使材料节约,还能使强度增加,又不出废品。为此设计人员应该注意以下制造方面事项。 钣金件的工艺性是指零件在冲切、弯曲、拉伸加工中的难易程度。良好的工艺应保证材料消耗少,工序数目少,模具结构简单,使用寿命高,产品质量稳定。在一般情况下,对钣金件工艺性影响最大的是材料的性能、零件的几何形状、尺寸和精度要求。 如何在薄板构件结构设计时充分考虑加工工艺的要求和特点,这里推荐几条设计准则。 2.1简单形状准则 切割面几何形状越简单,切割下料越方便、简单、切割的路径越短,切割量也越小。如直线比曲线简单,圆比椭圆及其它高阶曲线简单,规则图形比不规则图形 简单(见图1)。 (a)不合理结构(b)改进结构 图1 图2a的结构只有在批量大时方有意义,否则冲裁时,切割麻烦,因此,小批量生产时,宜用图b所示结构。 (a)不合理结构(b)改进结构 图2 2.2节省原料准则(冲切件的构型准则) 节省原材料意味着减少制造成本。零碎的下角料常作废料处理,因此在薄板构件的设计中,要尽量减少下脚料。冲切弃料最少以减少料的浪费。特别在批量大的构件下料时效果显著,减少下角料的途径有: (1)减少相邻两构件之间的距离(见图3)。 (a)不合理结构(b)改进结构 图3 (2)巧妙排列(见图4)。 (a)不合理结构(b)改进结构 图4 一、折床工作原理 折弯就是将上、下模分别固定于折床的上、下工作台,利用液压伺服电机传输驱动工作台的相对运动,结合上、下模的形状,从而实现对板材的折弯成形。 二、展开的定义和折弯常识 ★折弯展开就是产品的下料尺寸,也就是钣金在折弯过程中发现形变,中间位置不拉伸,也叫被压缩的位置长度,也叫剪口尺寸。 ★折弯V槽选择公式:当R=0.5时,V=5T;当R>0.5时V=5T+R 折弯展开会根据上模和下模的不同而发生相应的变化,在更换模具时必须考虑进去。 ★折床的运动方式有两种: 上动式:下工作台不动,由上面滑块下降实现施压; 下动式:上部机台固定不动,由下工作台上升实现施压。 ★工艺特性 1.折弯加工顺序的基本原则:由内到外进行折弯;由小到大进行折弯;先折弯特殊形状,再折弯一般形状。 2.90°折弯及大于90°小于180°折弯选模:一般在SOP没有特殊要求或没有 特殊避位的最好选用刀口角度为88°或90的折弯上模,这样可以更好的保证折弯角度的稳定性。 三、折弯展开尺寸计算方法,如右图: <1>直角展开的计算 方法 当内R 角为0.5 时折弯系数(K )=0.4*T , 前提是料厚小于5.0MM , 下模为5T L1+L2-2T+0.4*T =展开 <2>钝角展开的计算方法 如图,当R=0.5时的展 开计算 A+B+K=展开 K= ×0.4 a=所有折弯角度 1800-2 900 <3>锐角展开的计算方法 900折弯展开尺寸=L1+L2-2T+折弯系 数(K),如右图: 当内R角为0.5时折弯系数(K) =0.4*T,L1和L2为内交点尺寸 展开=L1+L2+K K=( 180—@) /90 *0.4T <4>压死边的展开计算方法 选模:上模选用刀口角度为300小尖刀,下模根据SOP及材料厚度选择V槽角度为300的下模。 先用 4.4.1所选的模具将折弯角度折到约300-650. 展开=L1+L2-0.5T 死边 第一章煨管设备及弯管计算弯管按其制作方法不同,可分为煨制弯管、冲压弯管和焊接弯管。煨制弯管又分为冷煨和热煨两种。本章着重介绍常用煨管设备的结构特点、性能及操作等方面的知识,以及煨制弯管的下料计算。 第一节弯管的一般知识 弯管是改变管道方向的管件。在管子交叉、转弯、绕梁等处,都可以看到弯管。 煨制弯管具有较好的伸缩性、耐压高、阻力小等优点。因此,在施工中常被采用。 弯管的主要形式有:各种角度的弯头、U形管、来回弯(或称乙字弯)和弧形弯管等,如图1—1所示。 弯头是带有一个任意弯曲角的管件,它被用在管子的转弯处。弯头的弯曲半径用R表示。R较大时,管子的弯曲部分就较大,弯管就比较平滑;R较小时,管子的弯曲部分就较小,弯得就较急。 来回弯是带有两个弯曲角(一般为135°)的管件。来回弯管子弯曲端中心线间的距离叫做来回弯的高度,用字母h表示。室内采暖立支管与干管及散热器连接,管道与不在同一平面上的接点连接时,一般需采用来回弯。 U形管是成正半圆形的管件。管子的两端中心线问的距离d等于两倍弯曲半径R。U形管可代替两个90°弯头,经常用来连接上下配置的两个圆翼形散热器。 图1-1弯管的主要形式 弧形弯管是带有三个弯曲角的管件。中间角一般成90°,侧角成135°。弧形弯管用于绕过其它管子,在有冷热水供应的卫生设备配管时,经常采用弧形弯管。 弯管尺寸由管径、弯曲角度和弯曲半径三者确定。弯曲角度根据图纸和施工现场实际情况确定,然后制出样板,照样板煨制并按样板检查煨制管件弯曲角度是否符合要求。样板可用圆钢煨制,圆钢的直径根据所煨管径的大小选用,10-14mm即可。弯管的弯曲半径应按管径大小、设计要求及有关规定而定。既不能过大,也末虚选得太小。因为弯曲半径过大,不但用材料多,而且管子弯曲部分所占的地方也大,这样会给管道装配带来困难;弯曲半径选 第十章装配精度与加工精度分析任何机械产品及其零部件的设计,都必须满足使用要求所限定的设计指标,如传动关系、几何结构及承载能力等等。此外,还必须进行几何精度设计。几何精度设计就是在充分考虑产品的装配技术要求与零件加工工艺要求的前提下,合理地确定零件的几何量公差。这样,产品才能获得尽可能高的性能价格比,创造出最佳的经济效益。进行装配精度与加工精度分析以及它们之间关系的分析,可以运用尺寸链原理及计算方法。我国业已发布这方面的国家标准GB5847—86《尺寸链计算方法》,供设计时参考使用。 第一节尺寸链的基本概念 一、有关尺寸链的术语及定义 1.尺寸链 在机器装配或零件加工过程中,由相互连接的尺寸形成的封闭尺寸组,称为尺寸链。尺寸链分为装配尺寸链和工艺尺寸链两种形式。 (a)齿轮部件(b)尺寸链图(c)尺寸链图 图10-1 装配尺寸链示例 图10-1a为某齿轮部件图。齿轮3在位置固定的轴1上回转。按装配技术规范,齿轮左右端面与挡环2和4之间应有间隙。现将此间隙集中于齿轮右端面与挡环4左端面之间,用符号A0表示。装配后,由齿轮3的宽度A1、挡环2的宽度A2、轴上轴肩到轴槽右侧面的距离A3、弹簧卡环5的宽度A4及挡环4的宽度A5、间隙A0依次相互连接,构成封闭尺寸组,形成一个尺寸链。这个尺寸链可表示为图10-1b与图10-1c两种形式。上述尺寸链由不同零件的设计尺寸所形成,称为装配尺寸链。 图10-2a为某轴零件图(局部)。该图上标注轴径B1与键槽深度B2。键槽加工顺序如图10-2b所示:车削轴外圆到尺寸C1,铣键槽深度到尺寸C2,磨削轴外圆到尺寸C3(即图10-2a中的尺寸B1),要求磨削后自然形成尺寸C0(即图10-2a 中的键槽深度尺寸B2)。在这个过程中,加工尺寸C1、C2、C3和完工后尺寸C0构成封闭尺寸组,形成一个尺寸链。该尺寸链由同一零件的几个工艺尺寸构成,称为工艺尺寸链。 客车钣金件下料尺寸计算方法 2009-06-21 16:40 客车自制件在整个客车的构成中占有相当大的比重。随着钢材价格的不断上涨,控制客车自制件成本成为一个重要课题,被各客车厂家研究。怎么讯速、合理地确定自制件下料尺寸,是一项基本而又科学的工作。本文所介绍的客车钣金件的尺寸计算方法较为合理,也较为实用,希望能起到抛砖引玉的作用。 1 样板下料尺寸计算方法 这类制件下料尺寸计算分两部分:一部分为较复杂的钣金件(这部分暂不研究,因为钣金件展开需要单独分析);另一部分是简单的钣金样板件,一般取其外轮廓尺寸。 1)直线样板料板件料表的制作。分析:图l所示的两种板件为不规则梯形,制作这种类型的料表时一般按三角形或矩形来考虑。料表:98*110三角样;135 *175样。 2)弧线样板料板件料表的制作。图2所示的是一块带弧度的样板料,下料时在圆弧所在的方向最大尺寸应加5-10 mm的剪切余量。计算:(略),料表:605*115。 对图3所示的样板料,考虑其料较长,如下一块料不易剪料,所以下两块料制件。另外,在宽度上加5-10mm的余量。料表:235*1117(2)。 2折边制件类 1)基本计算方法(仅对折边角度为90°进行分析,其它折边角度类同。注:折边制件料的厚度(B)不大于6mm)。 图4所示的制件的截面展开长度等于所有展开单边外形轮廓尺寸之和减去板厚的1.5倍的折边次数所得差值。 ①图4(a)所示其截面展开尺寸为L0=H+L-1.5×B(B为板厚,下同)。 ②图4(b)所示其截面展开尺寸为L0=H+2L-2×1.5B。 ③图4(c)所示其截面展开尺寸为LO=H+LI+L2-2×1.5×B。 ④图4(d)所示其截面展开尺寸为ILl=(L-L1)+2B+LI+2H-4×1.5×B。 对于图4(c)、(d)两种情况,通过实践还可得出较简易的计算方法: 钣金件展开尺寸计算方法 2008年10月27日星期一下午 08:36 只有通用的原理,就是中性面没有变化,但是实际生产过程中一般按经验公式计算 第一种方法是剪一个一百宽的料,用折弯机这一道弯,记住板厚。加减系数便出来了,试三次取中数即可。这是最简便的方法。 可以学习PROE。CAXA软件,哪里有自动展开功能。不过系数还要靠前面试出来。 由公式可以计算,不过不好记,给大家列一个常用系数吧 板厚系数(毫米) 1, 1.6-1.8。 1.5, 2.4-2.6。 2.0, 3.3-3.5。 2.5, 4.2-4.5 3.0, 5.0-5.3 。 (系数会随你折弯下摸所用的槽宽的大小变化)仅供参考。 公式的话L=pa/2*r+y*T比较准确。 用 catial三维软件构造,软件本身有展开的功能 展开尺寸-L;折弯角-β;厚度-T;半径-R 1。0°≤β≤90° L=A+B-2(R+T)+(R+T/3)*(180-β)∏/180 2.β=90° L=A+B-0.429R-1.47T 3.90°≤β≤150° L=A+B-2(R+T)tan[(180-β)/2]+(R=T/2)(180-β)∏/180 4.150°≤β≤180° L=A+B 折弯参数表 材质板厚折弯系数标准下模特殊折弯尺寸(最小值) 板厚T 折弯系数 Y因子 铁板 (SPCC、SECC) T=0.5 0.9 V4 A=3.0 B=4.5 0.5 0.9 1.0584074 T=0.8 1.4 V4 A=3.2 B=5 0.8 1.4 0.786504625 T=1.0 1.7 V6 A=3.5 B=5.4 1 1.7 0.7292037 T=1.2 1.9 V6 A=4.2 B=6.4 1.2 1.9 0.774336417 T=1.5 2.5 V8 A=4.8 B=7.3 1.5 2.5 0.619469133 T=2.0 3.4 V12 A=6 B=9.2 2 3.4 0.51460185 T=2.5 4.3 V16 A=9.0 B=12.2 2.5 4.3 0.45168148 T=3.0 5.1 V16 A=9.6 B=12.9 3 5.1 0.4430679 T=4.0 6.5 V16 A=16.8 B=21.3 4 6.5 0.482300925 #DIV/0! 铝板(AL) T=0.5 0.8 V4 A=2.9 B=4.4 0.5 0.8 1.2584074 T=0.8 1.2 V4 A=3.1 B=4.9 0.8 1.2 1.036504625 T=1.0 1.6 V6 A=3.3 B=5.3 1 1.6 0.8292037 T=1.2 1.9 V8 A=3.5 B=5.7 1.2 1.9 0.774336417 T=1.5 2.3 V8 A=4.7 B=7.2 1.5 2.3 0.752802467 T=2.0 3.2 V12 A=6 B=9.1 2 3.2 0.61460185 T=2.5 4.1 V16 A=8.9 B=12.1 2.5 4.1 0.53168148 T=3.0 5 V16 A=9 B=12.8 3 5 0.476401233 T=4.0 6.3 V16 A=16.5 B=21.2 4 6.3 0.532300925 #DIV/0! 铜板(CU) T=0.5 0.8 V4 A=2.9 B=4.4 0.5 0.8 1.2584074 T=0.8 1.3 V4 A=3.2 B=5.0 0.8 1.3 0.911504625 T=1.0 1.7 V6 A=3.4 B=5.4 1 1.7 0.7292037 T=1.2 2 V8 A=3.5 B=5.8 1.2 2 0.691003083 T=1.5 2.3 V8 A=4.7 B=7.2 1.5 2.3 0.752802467 T=2.0 3.3 V12 A=6 B=9.2 2 3.3 0.56460185 T=2.5 4.2 V16 A=8.6 B=12.2 2.5 4.2 0.49168148 T=3.0 5 V16 A=9 B=12.8 3 5 0.476401233 T=4.0 6.3 V16 A=16.5 B=21.2 4 6.3 0.532300925 模板下料单计算方案 一、概况与工期 (一)概况: 1、楼为剪力墙结构,层,标准层高度m,每层建筑面积m2,总建筑面积m2,每层模板展开模板面积m2。 (二)工期 2、①计划年月日至年月日完成(一层模板); ②预算人工费元,承包给模板组,测算人天,投工个,每工日元。 二、程序与质量 (三)程序: 3、察看——看懂会审模板图——计算下料单——画简图——与制作人员交底。 (四)质量: 4、按图计算,尺寸无误,数量准确。 5、准备: ①人员:木工负责人和主要师傅各一人; ②材料:1.83×0.915木成板计划四层周转量,约m2,40*80木枋根;50圆钉kg; ③机具:计算器2个,笔、纸均有。 6、察看: ①察看施工员、木工组长参加图纸会审的记录; ②看模板施工图有无错误; ③看施工员对木工组的交底记录。 7、方法: ①看懂、会审模板图。由施工员组织,木工组长带主要师傅看模板图,然后进行会审,各抒己见,对不懂之处,不祥之处或标识笔误之处等进行会审,做好记录,由施工员向设计人员反映,尽快解决。 ②计算下料单: 木工组长主持,组织主要师傅讨论后,对梁、板、墙模板分别进行计算,比如剪力墙2.2m长×0.2m厚,16处,计算模板高度以每层结构标高2.97m减去现浇板厚度10cm,减去现浇板模板本身厚度16mm,模板净高2854mm,模板宽度2.2m加32mm等于2232mm,即该剪力墙模板尺寸为2232×2854共计32块,即墙厚200mm,200×2854共计16块,其它剪力墙如此类推。 比如:梁宽度200mm,梁高350mm,梁长4500mm(轴线长),32支。计算梁底模板长度4500—200mm,—32净长4268mm,即200×4268共计32块,梁邦板长度4268mm,宽度350加16mm净宽,366mm,即4268×366共计64块,其它梁如此类推。 现浇板轴线开间尺寸4500×3600mm,21块。模板尺寸为长度4500mm减200mm,加32mm,净长4268mm,宽度3600mm减200mm 开冲压模的朋友和做钣金冲压设计的工程师,经常会遇到计算冲压件展开长度的问题。目前有很多的计算方法,各种系数,各种公式,各种表格,各种软件也有自动展开的功能,但是很多都不够准确。 下面推荐的这种计算方法相对比较精确,值得收藏: 我们知道,弯曲件按中性层展开长度等于坯料长度的原则求得坯料的展开尺寸,如下图: 展开长度:L=L1+L2+L0 (其中L0 指的是中性层圆弧的弧长,注意,是弧长) 所以我们需要找到中性层的位移值xt,这个位移值的计算方法是材料厚度 t 乘以一个中性层位移系数 x ,即: 中性层位移值=xt 很明显,这种方法的关键就是要明确折弯中性层位移系数—— x 值 所谓的中性层位移系数 x 值,在一些三维软件(如:Pro/E或SolidWorks)中也叫折弯 K 因子 那么重点来了,怎样才能计算出 x 值呢? 拜托,当然不用你来算,前辈们早已算好了,折弯内 r 角与材料厚度 t 的比将决定 x 值的大小,下表直接查来就是了: 钣金折弯中性层位移系数x (K因子) 知道了位移值,就知道了中性层圆弧的半径R ,据据折弯角度a 的大小,就可以很方便的计算出中性层圆弧的弧长L0 ,再加长直边长度L1 和L2 ,就是工件的展开尺寸了。 重要小贴士: 1、r/t 值如果表格中没有,可以按下表已有数据近似推算。 2、现在估计没人会再去手工计算弧长L0 ,因为有CAD嘛,只需要按r/t 的值查出x 值(K因子),乘以料厚t,就是中性层位移值,将折弯内r 用偏移命令向外侧偏移该值,再直接量出弧长就行了。 3、如果有多处折弯的,可以偏移所有直边和内r ,并合并为多线段,查特性即可得到多线段的长度尺寸,也就是总的展开长度。 4、Pro/E或SolidWorks钣金折弯可以自动进行展开,很多人都觉得不准,其实奥秘就在于K因子。软件中有默认的K因子,这个默认值是基于r/t=1.0的情况下,也就是3.2左右,如果内折弯 r 角与材料厚度不同(r/t不是1.0),算出来的尺寸当然不准。怎么办呢?很简单,按上面表格中的数据修改默认的K因子数值,这样在软件中自动展开的尺寸才会更准确。 1. 目的:为完善作业标准,制订本文件。 2. 范围:适用于本公司设计部门之作业。 3. 职责:针对设计计算展开统一计算参数。 4. 内容: 展开计算原理 板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层一中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲关径弯小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中收的内侧移动,中性层到板料内侧的距离用入表示 展开的基本公式: 展开长度=料内+料内+补偿量 4.1中性层系数 注明:K1适用于有顶底的V形或U形弯曲,K2适用于无顶底的V形弯曲?但通常我们习惯取K2值。 4.2压弯90度角的修正系数a值 注明:此数据可单独用于90度角的折弯修正,也可与中性层系数互相检查核对。 4.3其余图形展开计算方法: r/t W0.5时,均可按90度清角计算展开长度展开注意事项为了防止产品展开过程中的失误,造成下料模的多次修改,特制定下料模的制作方式. (1) .凡对一些展开存在不确定因素的产品,例如,有拉伸性质的展开,多次折弯,Z折,有拉料现象 等产品的下料模,经工程分析有必要先试模的,其制作方式如下: A. 下料模的模板先不完全加工完毕,先完成机加及热处理部分,线割部分暂缓加工. B. 成型模先做,试模时先镭射(按下料模展开尺寸)试模,产品先做实测,不合格时修正展开尺寸再镭射,一直 修到合格为止,合格样品送客户先承认. C. 样品经客户承认后,按修正展开尺寸整理下料模,进行下料模的线割加工. (2) .对展开较直观的,可基本控制的产品,一般只要经俩人展开核对无误,下料模可按正常方式加工 钣金与焊接工艺规范 1、总则 1.1、本守则规定了钣金件、焊接件在下料、折弯、焊接、清理、焊接等主要工序的工艺守则。 1.2、当本守则与工艺文件和图纸冲突时,以工艺文件和图纸为准。 2、零件的下料 2.1、材料的清理: 2.1.1、零件使用的板、型材原则上要求下料前进行抛喷丸清理后在进行切割。尤其是图纸尺寸小、下料后和焊接后难以进行抛丸清理的小件,更要在下料前进行清理。 2.1.2、振动类工件,必须使用原平板,或者依照图纸要求材质使用板材。所使用的板型材必须进行焊前清理。 2.2、钣金件的下料一般采用砂轮切割机下料、剪板机下料、冲床下料、手工气割下料、自动气割下料、等离子切割下料等方式,具体下料方式一般按以下原则进行选择: a、图样及工艺文件已明确规定的应按照图样及工艺规定的执行。 b、适用剪板机下料的必须用剪板机下料。 c、型钢下料应尽量采用切割机下料。 d、适用自动气割机下料的应尽量采用自动气割机下料。 e、图样要求下料表面粗糙度Ra≤25的应采用剪板下料、自动气割机下料。 2.3、零件下料技术要求: 2.3.1、下料尺寸应符合图样及工艺文件的要求。 2.3.2、下料后进行机械加工的零件应留有合理的加工余量。 手工气割下料毛坯每边加工余量(参考件) 毛坯长度和直径毛坯厚度 ≤25 >25-50 >50-100 >100-200 >200-300 每边留量 长度 100 3 4 5 8 10 >100-250 4 5 6 9 >250-630 11 >630-1000 5 6 7 10 >1000-1600 12 >1600-2500 6 7 8 11 >2500-4000 13 >4000-5000 7 8 9 12 直径 60-100 5 7 10 14 16 >100-150 6 8 11 15 17 >150-200 7 9 12 16 18 >200-250 8 10 13 17 19 >250-300 9 11 14 18 20 2.3.3、剪板下料的工件周边应齐平,不得有咬边现象,直线度误差每1000mm≤ 1.5mm,相互垂直面的垂直度每1000mm≤3mm。 2.3.4、气割下料前应检查场地是否符合安全要求,工件应垫平,工件下面应留有一定间隙,为防止飞溅物烫伤,必要时应加挡板遮挡。 2.3.5、气割切口表面应光滑干净,而且粗细纹要一致,边缘棱角无融化,直线表面直线度误差每1000mm≤3mm,相互垂直面的垂直度每1000mm≤5mm。2.3.6、下料后直接入半成品库的零件应采用锉削、磨光机打磨。钢丝刷刷除、喷砂校直等措施保护零件的表面质量。 2.3.7、下料后直接入半成品库的零件应表面平整,无毛刺、锈蚀、气割飞溅物、明显弯曲及凹凸不平等现象,并按《涂漆工艺守则》的要求涂底漆。 3、零件的弯曲 3.1、零件的弯曲一般采用折弯机折弯、冲床模具弯曲、卷板机弯曲及手工火焰加热弯曲等方法。具体选择方式按下列方式选择: a、图样及工艺文件已明确规定的应按图样及工艺规定的执行。 钢筋下料长度的计算 钢筋因弯曲或弯钩会使其长度发生变化,在施工配料中不能公根据施工图所示尺寸下料;必须考虑混凝土保护层、钢筋弯曲、弯钩等因素,再根据图中尺寸计算其下料长度。各种钢筋下料长度计算如下: 平直钢筋下料长度=构件长度-保护层厚度+弯钩的增加长度 弯起钢筋下料长度=直段长度+斜段长度+弯钩的增加长度-弯曲调整值 箍筋下料长度=外皮周长尺寸+箍筋调整值 计算钢筋造价时,则按照上述计算公式不扣减弯曲调整值即可。钢筋如有接长,则另加搭接长度。 一、单个弯钩增加长度计算 钢筋弯钩有三种形式:半圆弯钩、直弯钩及斜弯钩,说明:(a)半圆弯钩(b)直弯钩(c)斜弯钩 设D为圆弧弯曲直径,d为钢筋直径,Lp为弯钩的平直部分长度,并根据规定取值D=2.5d,Lp=3d,则单个弯钩增加长度如表2-9。 弯钩角度α180°135°90° 弯钩增长公式Lz1.071D+0.57d+Lp0.678D+0.178d+Lp0.285D-0.215d+Lp 弯钩增加长度6.25d4.9d3.5d 表2-9单个弯钩增加长度1 注:某些施工或预算手册中的弯钩增加长度公式为: 弯钩角度α180°135°90° 弯钩增长公式Lz3d+-2.25d3d+-2.25d3d+-2.25d 弯钩增加长度6.25d4.9d3.5d 表2-9单个弯钩增加长度2 二、钢筋弯曲调整值 由于钢筋弯曲时,外侧伸长,内侧缩短,只有轴线长度不变。因弯曲处形成圆弧,而设计图中注明的量度尺寸一般是沿直线量外包尺寸。外包尺寸和钢筋轴线长度(下料尺寸)之间存在一个差值,即弯曲钢筋的量度尺寸大于下料尺寸,如图2-29示。两者之间的差值叫弯曲调整值,量度尺寸-下料尺寸=弯曲调整值或下料尺寸=量度尺寸-弯曲调整值 弯折角度α弯曲调整值公式弯曲直径D取值弯曲调整值 30°0.006D+0.274dD=4d0.298d D=5d0.304d 45°0.022D+0.436dD=4d0.52d D=5d0.55d 60°0.053D+0.631dD=4d0.85d D=5d0.9d 90°0.215D+1.215dD=4d2.08d D=5d2.29d 135°0.236D+1.65dD=4d2.59d D=5d2.83d 表2-10钢筋弯折时的弯曲调整值1 弯起角度α弯曲调整值公式弯曲直径D取值弯曲调整值 尺寸链分析报告 工艺过程: 1、橡胶圈由分离机构从直振中拉出到固定位置。 2、视觉拍照,找橡胶套中心位置。 3、机器人理线工位辅助理线,配合机器人夹具将探 头sensor 线理直好插入橡胶圈。 已知条件: 1、橡胶套的内圆公差中心半径公差(理论中心与实际安装中 心的差值)mm A 15.015.010+-=2、探头的外圆半径公差(理论中心与实际安装中心的差 值)mm A 05.005.020+-=3、机器手抓取重复放置精度(理论中心与实际安装中心的差 值)mm A 05.0030+=4、相机本身引导误差mm A 05.00 40+=5、人工示教的容差mm A 2.01.050++=问题描述: 已知安装探头sensor 时机器探头中心与硅胶套中心的偏差, 即半径差值0.5mm ,即(探头能够安装进去橡胶套的最大偏 差值0.5mm 能够安装成功) 求:安装探头sensor 时机器探头中心与硅胶套中心的偏差, 即半径差值0 A 求解:根据题意,增环:1A ,2A ,3A ,4A ,5A , 减环:无 封闭环:0 A 方法:尺寸链计算步骤及方法(统计法) 1.尺寸链的分析建立如图: 2.计算封闭环的基本尺寸: 封闭环的基本尺寸等于所有增环的基本尺寸和减去所有减环的基本尺寸和。 0=A 3.计算封闭环的公差: 批量生产条件下,组成环与封闭环的实际偏差均服从正态分布,且实际尺寸分布范围与公差带宽度一致。此时,封闭环的公差平方值等于所有组成环公差平方值之和。 4 .0, 16.01.005.005.01.03.0, 022222202 52423222120==++++=++++=T T T T T T T T 公差:公差:公差:4.计算封闭环的中间偏差。 封闭环中间偏差等于所有增环中间偏差之和减去所有减环中间偏差之和。 注:中间偏差等于上下偏差代数和再除以2.2 .0, 15.0025.0025.000, 00543210=?++++=??+?+?+?+?=?中间偏差:中间偏差:中间偏差:5.计算封闭环的极限偏差。 上偏差等于中间偏差加上二分之一公差值;下偏差等于中间偏差减去二分之一公差值。4.00 00000000, 02/4.02.02/)(, 4.02/4.02.02/)(+==-=-?==+=+?=A T A EI T A ES 偏差:下偏差:上偏差:答:满足装配精度要求,最大公差0.4mm,小于理论偏差0.5mm. 例2:感谢百度作者qq1473114691经验分享的方法: (2) (3) 钣金中的展开计算 一、钣金的计算方法概论 钣金零件的工程师和钣金材料的销售商为保证最终折弯成型后零件所期望的尺寸,会利用各种不同的算法来计算展开状态下备料的实际长度。其中最常用的方法就是简单的―掐指规则‖,即基于各自经验的算法。通常这些规则要考虑到材料的类型与厚度,折弯的半径和角度,机床的类型和步进速度等等。 总结起来,如今被广泛采纳的较为流行的钣金折弯算法主要有两种,一种是基于折弯补偿的算法,另一种是基于折弯扣除的算法。 为了更好地理解在钣金设计的计算过程中的一些基本概念,先了解以下几点: 1、折弯补偿和折弯扣除两种算法的定义,它们各自与实际钣金几何体的对应关系 2、折弯扣除如何与折弯补偿相对应,采用折弯扣除算法的用户如何方便地将其数据转换到折弯补偿算法 3、K因子的定义,实际中如何利用K因子,包括用于不同材料类型时K因子值的适用范围 二、折弯补偿法 为更好地理解折弯补偿,请参照图1中表示的是在一个钣金零件中的单一折弯。图2是该零件的展开状态。 折弯补偿算法将零件的展开长度(LT)描述为零件展平后每段长度的和再加上展平的折弯区域的长度。展平的折弯区域的长度则被表示为―折弯补偿‖值(BA)。因此整个零件的长度就表示为方程(1):LT = D1 + D2 + BA (1) 折弯区域(图中表示为淡***的区域)就是理论上在折弯过程中发生变形的区域。简而言之,为确定展开零件的几何尺寸,让我们按以下步骤思考: 1、将折弯区域从折弯零件上切割出来 2、将剩余两段平坦部分平铺到一个桌子上 3、计算出折弯区域在其展平后的长度 4、将展平后的弯曲区域粘接到两段平坦部分之间,结果就是我们需要的展开后的零件 常用容器圆筒体及封头几何容积、下料计算公式 1. 圆柱体容积:V=H Di 2 2??????π=; H R 2π2. 椭圆形封头容积:V 封=?? ????+6Di 4Di h π; 3. 半球形封头容积:V 封=312Di π=332R π; 4. 搅拌容器(椭圆底)容积:V 容=??????++642Di h H Di π=??????++67854.02Di h H Di ; (搅拌容积指筒体与下底的容积之和。搅拌容积与公称容积V N 的允许偏差为公称容积值的0~+16%)。 5. 储存容器(椭圆盖、底)全容积:V 全=??????++3242Di h H Di π=??????++327854.02Di h H Di ; (全容器指筒体与上、下底的容积之和。全容积与公称容积的允许偏差为公称容积值的±3%)。 注: 以上式中代号:V—圆柱体容积(m 3);V 封—封头容积(m 3 );V N —公称容积(m 3);V 全—容器全容积(m 3); Di—容器内直径(m);H—圆筒体高度(m);R—筒体(或封头)内半径(m);h—封头直边高度(m);π—圆周率3.1415926…; 1. 标准椭圆形封头下料直径:D 0=; ))((4)(38.12δ++++h S Di S Di 2. 标准椭圆形封头下料直径简式:D0=202)2(15.1+++h S Di ; 3. 标准椭圆形封头下料直径简式:D 0=δ++h Di 22.1; 4. 半球形封头下料直径:D 0=)(422δ++h Di Di ; 5. 半球形封头下料直径简式:D 0=δ++h Di 242.1; 注:以上式中代号:D 0—封头下料直径(㎜); Di—容器内直径(㎜);H—筒体高度(㎜);h—封头直边高度(㎜);S—封头板厚度(㎜);δ—封头边缘加工余量㎜(一般取封头厚度S); S<10时,h=25㎜;10≤S≤18时,h=40㎜;S≥20时,h=50㎜。(或Di<2000时,h 宜取=25㎜;Di≥2000时,h 宜取=40㎜)。 钣金展开图的绘制技巧 一. 图面展开步骤: 审图建立文件档案确定图框幅面零件展开标注尺寸审核 二. 图面展开之注意事项 1. 展开方式要合理,尽可能减小不必要的工序及考虑加工方便性 考虑实际加工工艺合理安排加工工序(孔与折边距离,压铆.折弯加工工艺.焊接加工工艺等),以上情形要考虑加工顺序的安排. 2. 合理选择间隙及包边方式 间隙及包边关系的选择的一般原则为:长边包短边,折弯展开间隙为0.2~1mm(根据板材板厚不同而取值不同) 3. 必须合理考虑公差 图面公差标注有如下几种: 4. 对于门板类及盒体必须考虑毛刺方向 对于该类零件的展开,必须要考虑毛刺,达到折弯后毛刺向里.对于一些大门板类零件设计时如未考虑烤漆掉挂工艺孔,而该类零件又无其它孔,在展开时考虑加开掉挂工艺孔. 5. 抽牙,压铆,冲凸,撕裂等位置方向必须明确, 画出剖面图 6. 对于图面上不同孔径的孔为了加以区别应在图面上用字母分别标识,不同孔径采用不同的字母. 7. 必须选择合理刀具; 8. 考虑烤漆及喷粉膜厚; 9. 尺寸标注规范化.齐全.清楚,压铆类标注需统一规范化 尺寸标注规范化:在任一图面绘制好尺寸标注前都要对尺寸标注比例进行设置,设置公式为AXP=1(A>0,P>0,P为所设置值既overall scale 值为P),尺寸文本字高为3. 10. 材质,板厚要与表处方式相结合; 11. 选择合适的图纸幅面; 12. 特殊角度折弯系数及内R角变化要试验确定; 13. 部分尺寸较多的地方可画出放大图以便清楚表达; 14. 易出错的地方需重点提示,如不对称零件,部分零件可在展开图上画出折弯示意; 15. 对于需保护的地方要加以标示. 16. 拉丝件要标明拉丝方向. 创作编号: GB8878185555334563BT9125XW 创作者:凤呜大王* 钣金折弯: 折弯件的最小弯曲半径 材料弯曲时,其圆角区上,外层收到拉伸,内层则受到压缩。当材料厚度一定时,内r越小,材料的拉伸和压缩就越严重;当外层圆角的拉伸应力超过材料的极限强度时,就会产生裂缝和折断,因此,弯曲零件的结构设计,应避免过小的弯曲圆角半径。公司常用材料的最小弯曲半径见下表。 序号 材料 最小弯曲半径 08、08F、10、10F、DX2、SPCC、E1-T52、0Cr18Ni9、1Cr18Ni9、1Cr18Ni9Ti、1100-H24、T2 0.4t 15、20、Q235、Q235A、15F 0.5t 25、30、Q255 0.6t 1Cr13、H62(M、Y、Y2、冷轧) 0.8t 45、50 1.0t 55、60 1.5t 65Mn、60SiMn、1Cr17Ni7、1Cr17Ni7-Y、1Cr17Ni7-DY、SUS301、0Cr18Ni9、SUS302 2.0t 转载请注明出自https://www.doczj.com/doc/0b16026462.html,/bbs 弯曲半径是指弯曲件的内侧半径,t是材料的壁厚。 t为材料壁厚,M为退火状态,Y为硬状态,Y2为1/2硬状态。 公司常用金属材料最小折弯半径列表 弯曲件的直边高度 一般情况下的最小直边高度要求 弯曲件的直边高度不宜太小,最小高度按(图4.2.1)要求:h>2t。 图4.2.1.1 弯曲件的直边高度最小值 特殊要求的直边高度 如果设计需要弯曲件的直边高度h≤2t,,则首先要加大弯边高度,弯好后再加工到需要尺寸;或者在弯曲变形区内加工浅槽后,再折弯(如下图所示)。 图4.2.2.1 特殊情况下的直边高度要求 弯边侧边带有斜角的直边高度 当弯边侧边带有斜角的弯曲件时(图4.2.3),侧面的最小高度为:h=(2~4)t>3mm 创作编号: GB8878185555334563BT9125XW 创作者:凤呜大王* 图4.2.3.1 弯边侧边带有斜角的直边高度 折弯件上的孔边距 孔边距:先冲孔后折弯,孔的位置应处于弯曲变形区外,避免弯曲时孔会产生变形。孔壁至弯边的距离见表下表。(目前对于本条,本人常用的方法 壁厚(S)mm 4 5 6 8 10 12 14 16 18 20 22 24 26 28 30 DN 直边(h2)mm25 40 50 下料直径φφ410 φ435 毛重Kg 6 7 8 11 15 18 21 24 27 300 容积(V)0.0053 M3 7.8 5.8 质量Kg 3.8 4.8 下料直径φφ475 φ495 毛重Kg 7 9 11 14 19 23 27 31 35 350 容积(V)0.0080 M3 10.3 7.6 质量Kg 5 6.3 下料直径φφ535 φ560 毛重Kg 9 11 14 18 25 30 35 40 45 400 容积(V)0.0115 M3 质量Kg 6.4 8 9.7 13.1 16.5 20 23.6 下料直径φφ595 φ620 毛重Kg 11 14 17 22 30 36 42 48 54 450 容积(V)0.0159 M3 质量Kg 7.9 10 12 16.2 20.4 24.8 29.2 下料直径φφ655 φ680 毛重Kg 14 17 20 27 37 44 51 58 66 79 500 容积(V)0.0213 M3 质量Kg 9.6 12.1 14.6 19.6 24.7 30 35.3 40.7 46.2 51.8 下料直径φφ715 φ740 φ750 毛重Kg 16 20 24 32 43 51 60 70 79 550 容积(V)0.0227 M3 质量Kg 11.5 14.4 17.4 23.4 29.5 35.7 41.9 48.3 54.8 61.4 壁厚(S)mm 4 5 6 8 10 12 14 16 18 20 22 24 26 28 30 DN 直边(h2)mm25 40 50 下料直径φφ775 φ805 φ810 毛重Kg 19 24 28 38 51 61 71 83 93 110 121 132 600 容积(V)0.0353 M3 质量Kg 13.5 17 20.4 27.5 34.6 41.8 49.2 56.7 64.2 71.9 下料直径φφ835 φ870 φ890 毛重Kg 22 27 33 34 59 70 82 94 100 126 650 容积(V)0.0442 M3 质量Kg 15.7 19.7 23.8 31.9 40.2 48.5 57 65.6 74.4 83.2 下料直径φφ895 φ930 φ950 毛重Kg 25 32 38 51 69 82 95 109 122 144 158 172 186 700 容积(V)0.0545M3 质量Kg 18.1 22.7 27.3 36.6 40.6 55.7 65.4 75.3 85.2 95.3 下料直径φφ1020 φ1050 φ1070 毛重Kg 33 41 49 65 85 102 119 137 154 182 200 218 236 800 容积(V)0.0796M3 质量Kg 23.3 29.2 35.1 47.1 59.3 71.5 83.9 96.5 109.2 136.6 151.1 165.8 180.6 下料直径φφ1140 φ1165 φ1200 毛重Kg 41 51 61 82 106 127 148 169 191 228 250 272 295 317 900 容积(V)0.1113M3 质量Kg 29.2 3605 44 58.9 74.1 89.3 104.8 120.4 136.1 152 168.1 184.4 200.8 217.3 下料直径φφ1260 φ1295 φ1320 毛重Kg 50 62 75 100 130 157 183 211 237 276 303 330 357 384 411 1000 容积(V)0.1503M3 质量Kg 35.7 44.7 53.8 72.1 90.5 109.1 127.9 146.9 166 185.3 204.8 224.5 244.4 264.4 内容 1,原材料质量标准 2,下料质量标准 3,冲切质量标准 4,冲孔质量标准 5,辊弧质量标准 6,折弯质量标准 7,焊接质量标准 8,粗磨质量标准 9,组装质量标准 10,抛光质量标准 目的: 明确钣金车间各工序所生产的零部件的检验方法和质量要求,确保每件产品合格流入下工序。 适用范围: 钣金车间加工的各工序,是对钣金车间加工产品的质量的控制。 职责: 1、钣金车间操作技术人员负责对钣金加工过程的产品的自检,互检。 2、综合质检部在钣金车间的质检员负责对钣金生产加工的过程中的产品质 量进行抽验、监督、确认。 3、综合质检部负责对不合格品的发现,记录并做标识隔离,组织处理不合格 品。 4、生产部钣金车间参与不合格品的处理。 5、采购部对进厂的钣金原料不合格品与供应商进行沟通。 检测工具: 5mm卷尺、200\300卡尺、角度尺、目测 一、下料组 1、内装: ⑴先审图后施工,首先对工程项目的料厚,规格,领用数量进行审核后, 严格按图纸要求进行下料。 ⑵标准件下料5件内的长≤2000m m、宽≤1200m m尺寸公差控制在 ±0.5m m,5件以上的产品下料尺寸要完全跟图纸一致,≥2000m m 公差控制在±0.8m m. ⑶非标件下料5件以内的长≤2000m m、≤1200m m宽尺寸公差控制在 ±0.8m m,5件以上的产品下料尺寸要完全跟图纸一致,≥2000m m 公差控制在±1m m。 ⑷标准件、非标件的下料毛刺公差控制在±0.3m m。 ⑸标准件5件以内的产品对角线公差在±0.5m m。5件以上的产品对 角线要完全跟图纸一致,非标件5件以内的产品角线公差在±1m m, 5件以上的产品对角线要完全跟图纸一致,长度≥4000m m,宽度≥ 1300m m对角线公差±3m m。 ⑹表面无划伤、凹凸点、水印、氧化、辊印、波浪、变形等。划伤、 凹凸点宽度>1m m,深度>0.3m m,板面是≤2000m m,划伤、凹凸点 宽度>1.5m m、深度>0.5m m,板面是≥2000m m。 ⑺标准件每隔半小时对所下之料进行抽检,非标件每隔3-5件须进行 抽检。 ⑻每份订单编号的贴法由所生产的板的实际情况下贴在同一位置。 ⑼同一批次、同一编号、同一料厚度的下料时放置在一起。 ⑽在原材料不够的特殊情况下用其它料代替的时候需在板面上做好详细的标注。 ⑾下好的半成品材料要轻拿轻放。 ⑿样品的下料宽度、长度、对角线尺寸公差要跟图纸要求的一致。 2、外装; ⑴先审图后施工,首先对工程项目的料厚,规格,领用数量进行审核后, 严格按图纸要求进行下料。 ⑵标准件5件以内的下料的≤2000m m长、宽≤1200m m尺寸公差控制在± 0.8m m,5件以上的产品下料尺寸要完全跟图纸一致,≥2000m m公差控制在±1m m。 ⑶非标件5件以内的下料长≤2000m m、宽≤1200m m尺寸公差控制在±1m m,5件以上的产品下料尺寸要完全跟图纸一致,≥2000m m公差控制在±1.5 m m。 ⑷标准件、非标件的下料毛刺公差控制在±0.3m m。 ⑸标准件5件以内的产品对角线公差在±1m m。5件以上的产品对角线 要完全跟图纸一致,非标件5件以内的产品角线公差在±1.5m m,5件以上的产品对角线要完全跟图纸一致。≥2000m m的对角线公差在±2-3m m。 ⑹表面无划伤、凹凸点、水印、氧化、辊印、波浪、变形等。划伤、凹 凸点宽度>1m m,深度>0.3m m,板面是≤2000m m,划伤、凹凸点宽度> 1.5m m、深度>0.5m m,板面是≥2000m m。 ⑺每隔半小时对所下之料进行抽检。 ⑻每份订单编号的贴法由所生产的板的实际情况下贴在同一位置。 ⑼同一批次、同一编号、同一料厚度的下料时放置在一起。 ⑽在原材料不购的特殊情况下用其它料代替的时候需在板面上做好详细的标注。 ⑾下好的半成品料要轻拿轻放。 ⑿样品的下料宽度、长度、对角线尺寸公差要跟图纸要求的一致。三、切角(数控冲,普冲,雕刻,内装,外装通用) 1先审图后施工,在切角前对上工序工件的表面质量,下料尺寸做出最后的复检。 2严格按图纸要求进行冲,切,雕、并错位冲角码孔,冲角码时间距偏差±5m m。 3冲,切,雕的长、宽尺寸公差控制在±0.5m m。 4表面无划伤、毛刺宽度>1m m,深度>0.5m m,板面是≤2000m m,划伤、毛刺宽度>1.5m m、深度>0.5m m,板面是≥2000m m。钣金件结构设计
钣金件折弯展开计算方法
弯管一般知识及计算下料
尺寸链计算方法
钣金件下料尺寸计算方法分析
钣金件展开尺寸计算方法
模板下料单计算方案(11-25)
钣金冲压件折弯展开尺寸计算
五金钣金展开计算参数
钣金与焊接工艺规范(精选)
下料长度计算
尺寸链典型案例计算分析报告
钣金件的展开计算---准确计算
常用容器容积及封头下料计算公式
钣金展开图的绘制技巧
关于钣金折弯半径
EHA封头下料直径尺寸及计算公式
钣金车间质量检验标准
相关主题
文本预览