现代数控编程技术(第06讲--数控铣削加工及编程--仿真)
- 格式:pdf
- 大小:847.52 KB
- 文档页数:31

数控铣床编程与加工第一章数控铣床编程与加工熟悉数控铣操作面板一、进入系统打开“开始”菜单。
在“程序/数控加工仿真系统/”中选择“数控加工仿真系统(FANUC)”点击,进入。
1.1 软件操作介绍1.1.1 选择机床如图1-1-1-1点击菜单“机床/选择机床…”,在选择机床对话框中控制系统选择FANUC,机床类型选择铣床并按确定按钮,此时界面如图1-1-1-2所示。
图1-1-1-1图1-1-1-21.1.2机床回零在操作面板的旋钮位置点击鼠标左键,再点击按钮,再点击按钮,点击三个轴中分别点击,此时X、Y、Z三个轴将分别回零,相应操作面板上X、Y、Z轴的指示灯亮,同时CRT屏幕上的X、Y、Z坐标发生变化;此时CRT和操作面板上的指示灯如图1-1-2-1所示,同时机床的变化如图1-1-2-2所示。
图1-1-2-1 CRT界面图1-1-2-21.1.3 安装零件点击菜单“零件/定义毛坯…”,在定义毛坯对话框(如图2-1-3-1)中可改写零件尺寸高和直径,按确定按钮。
点击菜单“零件/放置零件…”,在选择零件对话框(如图1-1-3-2)中,选取名称为“毛坯1”的零件,并按确定按钮,界面上出现控制零件移动的面板,可以用其移动零件,此时点击面板上的退出按钮,关闭该面板,此时机床如图1-1-3-3 所示,零件已放置在机床工作台面上。
图1-1-3-1 图 1-1-3-2图 1-1-3-3 移动零件面板及机床上的零件1.1.4 输入NC程序点击菜单“视图/控制面板切换”,打开FANUC系统的MDI键盘,此时界面如图1-1-4-1所示。
图1-1-4-1点击编辑状态上的键,CRT如图2-1-4-3所示;在通过状态一次输入O0001,再点击键,即可输入预先编辑好的数控程序,此时CRT如图1-1-4-2所示。
图1-1-4-2 输入数控程序前后的CRT界面如何通过MDI键盘编辑和输出数控程序,在后面数控程序编辑介绍。
(参见第二部分第四章FANUC系统中4.2“数控程序处理”)1.1.5 检查运行轨迹点击控制面板上的命令,再点击操作面板上的按钮自动运行,再点击操作面板上的按钮循环启动,即可观察数控程序的运行轨迹,此时也可通过“视图”菜单中的动态旋转、动态放缩、动态平移等方式对运行轨迹进行全方位的动态观察,运行轨迹如图1-1-5-1所示。
第三章数控铣削加工工艺与编程第一节数控铣削加工工艺序号:19要紧内容:一、数控铣床的要紧加工对象数控铣床的要紧加工对象有:1.平面类零件2.变歪角类零件3.曲曲折折曲曲折折折折面类(立体类)零件。
二、数控铣削加工工艺规程的制订数控加工程序不仅包括零件的工艺规程,还包括切削用量、走刀路线、刀具尺寸和铣床的运动过程等,因此必须对数控铣削加工工艺方案进行具体的制定。
1.数控铣削加工的内容〔1〕零件上的曲曲折折曲曲折折折折线轮廓,特别是由数学表达式描绘的非圆曲曲折折曲曲折折折折线和列表曲曲折折曲曲折折折折线等曲曲折折曲曲折折折折线轮廓;〔2〕已给出数学模型的空间曲曲折折曲曲折折折折面;〔3〕外形复杂、尺寸繁多、划线与检测困难的部位;〔4〕用通用铣床加工时难以瞧瞧、测量和操纵进给的内外凹槽;〔5〕以尺寸协调的高精度孔或面;〔6〕能在一次安装中顺带铣出来的简单外表;〔7〕采纳数控铣削后能成倍提高生产率,大大减轻体力劳动强度的一般加工内容。
2.零件的工艺性分析〔1〕零件图样分析1〕零件图样尺寸的正确标注;2〕零件技术要求分析;3〕零件图上尺寸标注是否符合数控加工的特点。
〔2〕零件结构工艺性分析1〕保证获得要求的加工精度;2〕尽量统一零件外轮廓、内腔的几何类型和有关尺寸;3〕选择较大的轮廓内圆弧半径;4〕零件槽底部圆角半径不宜过大;5〕保证基准统一原那么;6〕分析零件的变形情况。
〔3〕零件毛坯的工艺性分析1〕毛坯应有充分、稳定的加工余量;2〕分析毛坯的装夹适应性;3〕分析毛坯的余量大小及均匀性。
小结:数控铣床要紧加工对象的特点、零件的工艺性分析。
序号:20课题课题二数控铣削工艺路线课时 2目的要求具体了解制定数控铣削工艺路线的各个环节,明确各项细那么,掌握“合理〞度。
知识点加工方法、工序、加工顺序、装夹方案、进给路线、切进、切出、行切、环切。
要害点加工方法、加工顺序、进给路线、切进、切出教学进程设计1.具体介绍数控铣削工艺路线的各个环节;2.强调合理性;3.举例引证。
实训十 数控铣削编程及仿真加工一、 实训目的1.熟悉数控铣床的外形布局及运动分配。
2.熟悉数控铣床的操作方法。
3.掌握编制数控加工程序的基本方法及常用指令的使用。
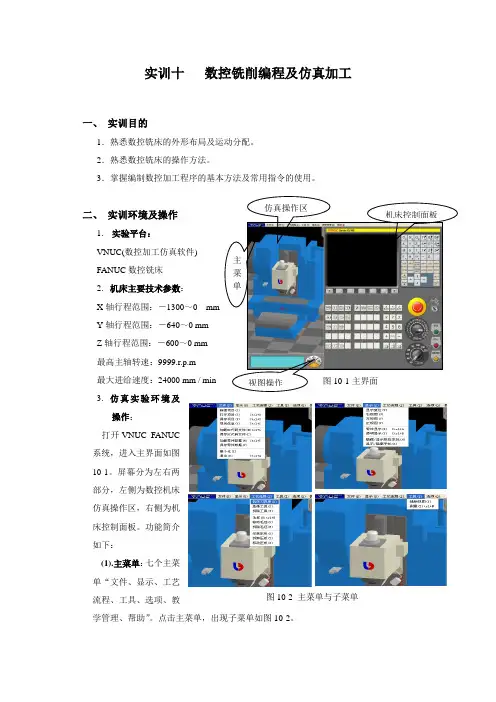
二、 实训环境及操作1. 实验平台:VNUC(数控加工仿真软件) FANUC 数控铣床 2. 机床主要技术参数: X 轴行程范围:-1300~0 mm Y 轴行程范围:-640~0 mm Z 轴行程范围:-600~0 mm 最高主轴转速:9999.r.p.m 最大进给速度:24000 mm / min 3. 仿真实验环境及操作:打开VNUC FANUC 系统,进入主界面如图10-1。
屏幕分为左右两部分,左侧为数控机床仿真操作区,右侧为机床控制面板。
功能简介如下:(1).主菜单:七个主菜单“文件、显示、工艺流程、工具、选项、教学管理、帮助”。
点击主菜单,出现子菜单如图10-2。
仿真操作区机床控制面板主菜单视图操作图10-1主界面图10-2 主菜单与子菜单(2).机床及加工实体图:可以从不同视角显示机床及加工区实体。
(3).视图操作:扩大和缩小图像:按下。
将光标移到机床上任意处。
按下鼠标左键,按住并向上、下方轻轻拖动,即可放大缩小图像。
局部扩大:按下。
将光标移到机床需要放大的部位,按下并拖动鼠标左键,即可局部放大。
旋转图像:按下,将光标移到机床上任意处。
按下鼠标左键,拖动,即可旋转图像。
移动图像:按下图标,将光标移到机床上任意处,按下鼠标左键,向目的方向拖动鼠标,至满意位置时松开即可。
基准辅助视图(图10-3):对刀时,为了看清毛坯与基准的接触情况,可以使用“基准辅助视图”。
选择菜单栏“显示”/“辅助视图”,即可打开“基准辅助视图”窗口;再次选择菜单栏“显示”/“辅助视图”,即可关闭该窗口。
●辅助视图窗口中,灰色为基准工具圆棒,黄色为毛坯,红线是塞尺;左侧三个灰色按键选择不同平面视角;灰键下方的带有数字的下拉菜单,用于选择塞尺的厚度;窗口提示栏用文字表明当前的基准棒与毛坯的接触状况:“太紧”、“太松”、“合适”●操作键(图10-4)◆急停键:用于锁住机床。
数控铣削加工编程
数控铣削加工编程,简称CNC编程,在现代制造业中已成为一项重要的技术。
CNC编程是一种利用计算机来控制数控铣床执行加工操作的技术。
因其高效、精度高、可重复性强等优点,被广泛应用于制造业的各个领域,例如航空、汽车、船舶、电子等。
CNC编程需要掌握的知识点包括机床操作、数学知识、材料学、CAD设计和计算机编程等。
CNC编程的程序是由一系列指令组成的,它们控制着数控铣床上加工工具的动作。
这些指令包括插补指令、运动控制指令、曲线运动指令和其他的一些控制指令等。
CNC编程需要掌握的核心技术包括:数控编程语言掌握、数学运算及几何知识、机床特性及工艺技术掌握、CAD/CAM
软件应用及知识体系的建立以及数控加工的实际操作和调整技能等,需要对机床工作原理和实际操作有充分的理解,具备较强数学思维能力和分析能力,能够快速准确地进行计算和分析。
在进行CNC编程时,需要先制定工作计划,明确加工零件的要求和工作参数,编写程序,然后将程序导入数控铣床的控制系统中。
在加工过程中,需要根据实际情况进行调整和调试,确保加工质量符合要求。
CNC编程具有很多优点,例如提高了加工效率,降低了人为干扰的影响,提高了加工精度和稳定性,减少了人工操作的劳动强度和工作时间等。
同时,由于CNC编程具有高度一致性和可重复性,因此可以缩短制造周期,提升产能。
总之,CNC编程是现代制造业中必不可少的一项技术,它在工业制造、航空航天、汽车制造、电子制造等领域中得到了广泛的应用。
掌握CNC编程技术,对于从事这些行业工作的人员来说,是一项必要的技能。
铣床编程仿真加工一、编程步骤:建立加工坐标系并使刀头移到坐标系原点、移动刀具使刀头离开工件3-5mm,在此过程中建立刀补、开冷却液切割工件、切割完成之后,使工具移到坐标系原点,取消刀补。
使光标回到程序第一行。
二、仿真软件1.准备步骤打开菜单“机床/选择机床…”,或单击机床图标菜单,单击弹出“选择机床”对话框,界面。
选择数控系统FANUC0i和相应的机床,这里假设选择铣床,通常选择标准类型,按确定按钮,系统即可切换到铣床仿真加工界面。
2.建模(1)定义毛胚打开菜单“零件/定义毛坯”或在工具条上选择“”,系统弹出定义毛坯的对话框,有长方形和圆形两种毛坯可供选择。
在定义毛坯对话框中,各字段的含义如下:名字:在毛坯名字输入框内输入毛坯名,也可使用缺省值;形状:在毛坯形状框内点击下拉列表,选择毛坯形状。
铣床、加工中心有两种形状的毛坯供选择,长方形毛坯和圆柱形毛坯,车床仅提供圆柱形毛坯;材料:在毛坯材料框内点击下拉列表,选择毛坯材料。
毛坯材料列表框中提供了多种供加工的毛坯材料,可根据需要在“材料”下拉列表中选择毛坯材料毛坯尺寸:点击尺寸输入框,即可改变毛坯尺寸,单位:毫米。
完成以上操作后,按“确定”按钮,保存定义的毛坯并且退出本操作,也可按“取消”按钮,退出本操作。
(2)导出零件模型对于经过部分加工的工件,打开菜单“文件/导出零件模型”,系统弹出“另存为”对话框,在对话框中输入文件名,按保存按钮,就可将这个未完成加工的零件保存为零件模型,可在以后放置零件时通过导入零件模型而调用。
(3)导入零件模型机床在加工零件时,除了可以使用原始的毛坯,还可以对经过部分加工的毛坯进行再加工。
经过部分加工的毛坯称为零件模型,可以通过导入零件模型的功能调用零件模型。
打开菜单“文件/导入零件模型”,若已通过导出零件模型功能保存过成型毛坯,则系统将弹出“打开”对话框,在此对话框中选择并且打开所需的后缀名为“PRT”的零件文件,则选中的零件模型被放置在工作台面上,此类文件为已通过“文件/导出零件模型”所保存的成型毛坯。
数控铣削加工工艺与编程数控铣削加工工艺是先进的金属加工方法之一,它通过计算机编程控制铣床进行精密切削工作,以生产出高精度、高质量的金属零部件。
本文主要讨论数控铣削加工工艺和编程相关的知识和技术。
一、数控铣削加工工艺1. 铣削加工工艺过程数控铣削加工工艺过程包括以下几个步骤:① 选择合适的材料和刀具,将工件和刀具夹紧在铣床上。
② 根据需要进行加工参数的预设和测试。
③ 设计刀具路径和切削参数,编写数控程序。
④ 启动数控系统,进行自动加工工作。
⑤ 完成后卸下零部件,进行质量检测和加工效果评估。
2. 铣床加工的切削参数数控铣床加工需要根据不同的材料、刀具和工件大小等要素,确定合适的切削参数。
常见的切削参数包括:① 切削速度:铣削加工时,刀具在工件表面移动时的速度,通常用米/分钟、英尺/分钟、英寸/分钟等单位表示。
② 进给速度:工件表面切割定量移动的速度,通常用每个齿口的距离表示,例如每分钟5毫米或每分钟0.2英寸。
③ 切削深度:刀具与工件表面之间的垂直距离,通常用米或英寸表示。
④ 切削角度:刀具与工件表面之间的斜角度数。
⑤ 切削力:在切削过程中对工件的力量,常用牛顿或磅表示。
3. 铣削加工的梳理方法铣削切削过程会产生切屑,不同的方法可以梳理它们以避免对加工造成影响。
常见的梳理方法包括:① 顺向梳理:切屑在与铣削方向平行的方向上梳理。
② 逆向梳理:切屑沿与铣削方向相反的方向梳理。
③ 中央梳理:将切削方向改为靠近工件中心的位置,即在工件的两侧同时进行铣削加工,将切削屑梳理到中央位置进行清理。
二、数控铣削加工编程1. 编程语言和软件数控铣削加工编程需要使用特定的编程语言和软件,如G代码和CAM软件。
G代码是用于数控铣削加工的标准指令语言,它包含了控制铣床加工参数和运动轴的指令。
CAM软件是一种计算机辅助制造软件,可以帮助设计师进行实体建模、刀路规划、程序生成等工作。
2. 数控铣削加工编程过程数控铣削加工编程过程需要遵循以下几个步骤:① 设计零部件,确定加工路径和切削参数。