控制策略组态——功能块图法全解
- 格式:doc
- 大小:76.50 KB
- 文档页数:12
5知识库5-0变量与常数知识库共使用三类变量和两类常数。
三类变量为:整型变量,实型变量和布尔(逻辑)型变量。
两类常数为:整型常数和实型常数。
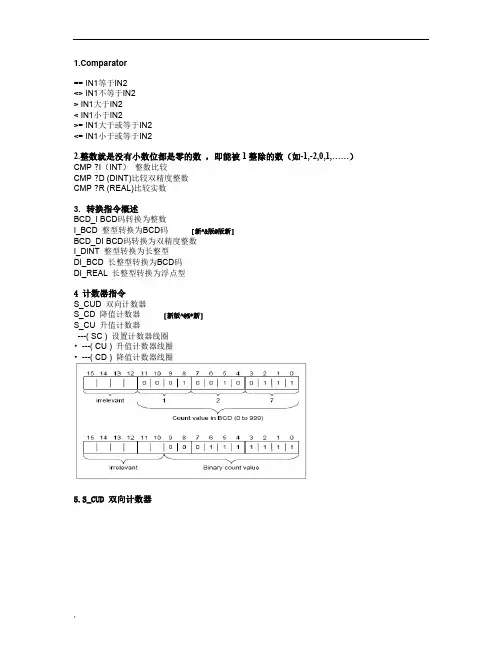
5-0-1整型变量整型变量由四位16进制数组成。
其中第一(最高)位=8用于表示整型变量;第二、三、四位为整型变量的序号。
整型变量本身的取值范围:0~4095。
整型变量所描述数据的取值范围:0~65535(无符号数据)或-32768~32767(有符号数据)。
5-0-2整型常数整型常数由六位16进制数组成。
其中第一(最高)位和第二位=90用于表示整型常数;第三、四、五、六位为整型常数值。
整型常数的取值范围:0~65535(无符号数据)或-32768~32767(有符号数据)。
5-0-3实型变量实型变量由四位16进制数组成。
其中第一(最高)位=A用于表示实型变量;第二、三、四位为实型变量的序号。
实型变量本身的取值范围:0~4095。
实型变量所描述数据的取值范围:IEEE浮点格式。
5-0-4实型常数实型常数由十位16进制数组成。
其中第一(最高)位和第二位=B0用于表示实型常数;第三至十位为实型常数值。
实型常数的取值范围:IEEE浮点格式。
5-0-5布尔(逻辑)型变量布尔(逻辑)型变量由六位16进制数组成。
其中第一(最高)位和第二位=C0用于表示布尔(逻辑)型变量;第三位用于表示布尔量在整型变量中所处位置(0~F);第四、五、六位为整型变量的序号。
布尔(逻辑)型变量的取值范围:假(=0)、真(=1)。
5-0-6布尔(逻辑)型常数布尔(逻辑)型常数由二位16进制数组成。
其中第一(最高)位和第二位=D1表示“真”,D0表示“假”。
5-0-7 IEEE浮点格式IEEE浮点格式数据由四个字节组成。
其中第一字节的最高位(bit31)表示阶码符号,第一字节的次高位(bit30)~最低位(bit24)联合表示阶码,第二字节的最高位(bit23)表示数据符号,第二字节的次高位(bit22)为尾数的最高有效位,bit22~bit0表示尾数。
![[工学]策略组态 MCGS](https://uimg.taocdn.com/a59cc467e518964bcf847cac.webp)
设备控制(DC)功能块此主题包括设备控制(DC)功能块为多状态离散设备,像马达,泵,隔断阀等提供设定值控制。
功能块比较需要的状态(设定值)与设备报告的实际状态,在设备转换状态所需时间之后,检测所有错误上的报警门限值。
基本功能通过联锁和设备控制选项分类来扩大,并为您的应用定制功能块的操作。
设备控制功能块支持模式控制,设定值跟踪,仿真,还有报警门限值检测。
您可以选择选项来指定功能块的控制策略。
设定值要求设备转到两个或者三个支持状态的一个:Passive,Active1和Active 2(可选)。
Passive状态是电源故障(安全)状态,像OFF或者CLOSED。
Active状态通常需要能量(或者允许能量流动),就像OPEN,RUN,FORWARD,或者REVERSE。
组态一种或两种Active状态(Active1和Active2)来与您想控制的设备匹配。
选择应用到设备的状态名称,如STOP/FORWARD/REVERSE或者OFF/LOW/HIGH。
设备控制功能块使用多达八个离散I/O通道来命令设备到要求的设定值状态,并回读确认。
离散I/O是与Passive和Active状态相关的,方式是通过每个状态的掩码,允许定义每个位为True(1),False(0),或者not used。
您可以组态四位作为设备输出,还有四位作为确认设备状态的触点。
必须维持确认触点,因为设计功能块为在确认缺失时报警。
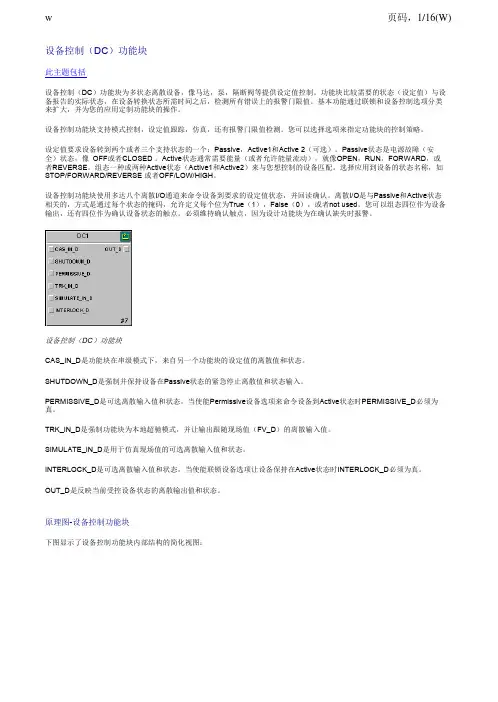
设备控制(DC)功能块CAS_IN_D是功能块在串级模式下,来自另一个功能块的设定值的离散值和状态。
SHUTDOWN_D是强制并保持设备在Passive状态的紧急停止离散值和状态输入。
PERMISSIVE_D是可选离散输入值和状态,当使能Permissive设备选项来命令设备到Active状态时PERMISSIVE_D必须为真。
TRK_IN_D是强制功能块为本地超驰模式,并让输出跟随现场值(FV_D)的离散输入值。
HPCS-3000分布控制器算法功能块说明文档Version 1.0.11上海华文自动化系统工程有限公司前言文档内容本文是华文HPCS-3000系列产品文档的一部分,主要给出该系列中各种控制器所含功能块的详细设计资料。
对每种功能块,文档会说明以下内容:说明部分说明内容名称功能块的名称,和在功能块图中的标记名结构功能块每个输入输出信号的含义和作用描述说明功能和用途实用例实际使用中的常见连接方式特殊说明列出功能块使用中必须注意的问题目录1实数运算 (1)1.1FADD二输入浮点加法 (1)1.2FSUB二输入浮点减法 (2)1.3FMUL二输入浮点乘法 (3)1.4FDIV二输入浮点除法 (3)1.5EXP指数运算 (4)1.6LOG对数运算 (5)1.7ABS取绝对值 (5)1.8SQR取平方根 (6)1.9RND随机函数 (6)1.10SIN正弦函数 (7)1.11COS余弦函数 (7)1.12TAN正切函数 (8)1.13ATN反正切函数 (8)1.14PLOYNOM五次多项式 (9)1.15SUM8八输入数学统计器 (10)1.16CMP数值比较 (11)2整数运算 (12)2.1WADD整数加法 (12)2.2WMUL整数乘法 (13)2.3WDIV整数除法 (14)2.4MOD取模运算 (14)2.5WAND整数与运算 (15)2.6WOR整数或运算 (16)2.7WXOR整数异或运算 (16)2.8WNOT整数求反运算 (17)2.9WCMP整数比较 (17)3布尔运算 (19)3.1AND逻辑与 (19)3.2OR逻辑或 (20)3.3XOR逻辑异或 (20)3.4NOT逻辑非 (21)3.5EDGE边沿检测 (21)3.6UEDG上升沿检测 (21)3.7DEDG下降沿检测 (22)3.8SET置1 (22)3.9RESET置0(复位) (23)3.10RS触发器 (23)4类型转换 (25)4.2B16TOW16位逻辑组合 (26)4.3WTOF整数转实数 (27)4.4FTOW实数转整数 (27)4.5WTOBCD整数转BCD码 (28)4.6BCDTOW BCD码转整数 (28)5信号控制 (29)5.1TON延时合 (29)5.2TOFF延时断 (30)5.3PULSE脉冲 (31)5.4XPULSE定时脉冲 (31)5.5CTU递增计数器 (32)5.6CTD递减计数器 (33)5.7COUNT增减计数器 (33)5.8SQUAR方波发生器 (34)5.9SGN信号发生器 (35)5.10PSUM脉冲量累加器 (36)6过程处理 (37)6.1EPID偏差PID控制 (37)6.2ERV偏差计算 (39)6.3LDLG超前滞后 (40)6.4INTG积分运算 (41)6.5DIFF微分运算 (42)6.6FILTER三阶滤波 (42)6.7TWOSEL信号二选一 (43)6.8THRSEL信号三选一 (44)6.9SFT无扰动切换 (45)6.10LIMIT幅度限制 (46)6.11LMTV变化速率限制 (46)6.12BALANCE2二输出平衡模块 (47)6.13MLINE分段线性转换 (48)6.14TSUM时域统计模块 (49)6.15TSUMD时域开关量统计模块 (50)6.16DELAY滞后模块 (50)7设备操作功能 (52)7.1DMA数字软手操 (52)7.2SMA模拟软手操 (53)7.3INTKEY44键互锁开关 (54)7.4TWOPOS两位位置控制 (55)7.5DEV1单向设备控制 (56)7.6DEV2双向设备控制 (57)7.7STEP步序控制 (59)7.9MDIG开关量组合逻辑 (62)7.10SSA模拟伺服放大器 (63)8特殊算法 (65)8.1TQ信号质量 (65)8.2SA VE数据存盘 (66)8.3EQU实数赋值 (67)8.4WEQU条件赋值 (67)8.5EXEC过程跳转 (68)8.6PTC热力性质计算 (68)9DEH功能块 (70)9.1SPO软件脉冲输出 (70)9.2DDS数字驱动伺服模块 (71)9.3DSFT开关量选择模块 (72)9.4KBML键盘模拟量增减 (72)9.5ES/MA模拟量软手操器 (73)9.6F(T)12段信号发生器 (75)9.7QOR88输入开关量处理 (76)10附录 (77)10.1控制器状态说明 (77)10.2控制器网络状态说明 (77)10.3控制柜中的卡件状态说明 (78)10.4状态变量的掩码说明 (78)10.5强制功能说明 (79)10.6查询功能说明 (79)10.7控制器组态注意事项说明 (80)10.8网络时钟设置说明 (81)1实数运算介绍该类算法主要是涉及到实数的一些运算功能块,可以利用运算功能块构成特定的表达式或实现某种算法。

parator== IN1等于IN2<> IN1不等于IN2> IN1大于IN2< IN1小于IN2>= IN1大于或等于IN2<= IN1小于或等于IN22.整数就是没有小数位都是零的数,即能被1整除的数(如-1,-2,0,1,……)CMP ?I(INT)整数比较CMP ?D (DINT)比较双精度整数CMP ?R (REAL)比较实数3.转换指令概述BCD_I BCD码转换为整数I_BCD 整型转换为BCD码[新^&版@版新]BCD_DI BCD码转换为双精度整数I_DINT 整型转换为长整型DI_BCD 长整型转换为BCD码DI_REAL 长整型转换为浮点型4 计数器指令S_CUD 双向计数器S_CD 降值计数器[新版^@%*新]S_CU 升值计数器---( SC ) 设置计数器线圈•---( CU ) 升值计数器线圈•---( CD ) 降值计数器线圈5.S_CUD 双向计数器`6. S_CU 升值计数器7. S_CD 降值计数器8. ---( SC ) 设置计数器值9. ---( CU ) 升值计数器线圈[新新&@^#版]10. ---( CD ) 降值计数器线圈11. ---(OPN)打开数据块:DB或DI如果想将数据块中的数据读出(如DB和DI),需要通过(OPN)打开数据块后才可读出。
12. ---(JMP)--- 无条件跳转13. ---(JMPN) 若“否”则跳转14. LABEL标号【整型数学运算指令】整型数学运算指令概述[新*新^版@版]说明使用整数运算,您可以对两个整数(16和32位)执行以下运算:•ADD_I 加整数•SUB_I 减整型•MUL_I 乘整型•DIV_I 除整型•ADD_DI 加双精度整数•SUB_DI 减长整型•MUL_DI 乘长整型•DIV_DI 除长整型•MOD_DI 返回分数长整型15. ADD_I 整数加16. SUB_I 整数减17. MUL_I 整数乘[新版版@#&新]18. DIV_I 整数除[新版%^@&~]19. MOD_DI 返回长整数余数20. 浮点运算指令概述IEEE32位浮点数属于REAL数据类型。
目录第一章功能块(FB)编程概述 (1)1.1功能块(FB)简介 (1)1.2功能块(FB)使用特点 (1)1.3功能块(FB)使用环境 (2)1.3.1 支持FB功能的PLC类型 (2)1.3.2.支持FB功能的软件 (2)1.3.3 CX-Programmer6.0功能块特点 (2)第二章梯形图功能块 (3)2.1梯形图功能块编程基础 (3)2.1.1梯形图功能块结构介绍 (3)2.1.2 梯形图功能块编辑区介绍 (4)2.2创建功能块 (4)2.2.1 新建梯形图FB (5)2.2.2 设置功能块变量 (6)2.2.3 编写FB内梯形图 (7)2.3使用功能块 (8)2.3.1 调用梯形图功能块 (8)2.3.2 梯形图FB的嵌套 (9)2.3.3 保存梯形图FB (11)2.3.4 调试梯形图FB (12)2.4FB内存分配注意事项 (13)第三章高级语言(ST语言)功能块 (15)3.1ST语言功能块编程基础 (15)3.1.1 高级语言编程概念 (15)3.1.2 ST语言编程特点 (16)3.2ST语言编程系统介绍 (17)3.2.1 ST语言常用运算符 (18)3.2.2 ST语言基本命令 (19)3.2.3 ST语言编程规则 (23)3.3创建ST语言FB (23)3.4ST语言FB的使用 (25)3.4.1 调用ST语言FB (25)3.4.2 ST语言FB的嵌套 (26)3.4.3 ST语言FB的保存和调试 (26)第四章功能块——FB库 (27)4.1FB库概述 (27)4.1.1 FB库特点 (27)4.1.2 FB库应用简介 (28)4.2FB库内容介绍 (29)4.2.1 FB库内容简介 (29)4.2.2 FB库功能分类 (30)4.3FB库功能块使用 (31)4.3.1 创建FB库中的功能块 (31)4.3.2 阅览FB库中的功能块程序 (32)4.3.3 调用FB库中的功能块 (32)第五章功能块应用示例 (33)附录一:ST语言语法错误一览表 (38)第一章功能块(FB)编程概述OMRON编程软件CX-Programmer从5.0版本开始,增加了一个全新的编程功能——功能块(Function Block,简称FB)。
PID功能块详解PID控制软件包包括以下几部分:CONT_C、CONT_S和PULSEGEN功能模块1、PID控制的概念:PID控制软件包里的功能块包括连续控制功能块CONT_C,步进控制功能块CONT_S以及具有脉冲调制功能的PULSEGEN。
控制模块利用其所提供的全部功能可以实现一个纯软件控制器。
循环扫描计算过程所需的全部数据存储在分配给FB的数据区里,这使得无限次调用FB变成可能。
功能块PULSEGEN一般用来连接CONT_C,以使其可以产生提供给比例执行器的脉冲信号输出。
2、基本功能:在功能块组成的控制器中,有一系列你可以通过设置使其有效或无效的子功能。
除了实际采用PID算法的控制器外,还包括给定点值处理、过程变量处理以及调整操作值范围等功能。
3、应用:用两个控制模块组成控制器就可以突破局限的特定应用。
控制器的性能和处理速度只与所采用的CPU性能有关。
对于任意给定的CPU,控制器的数量和每个控制器被调用的频率是相互矛盾的。
控制环执行的速度,或者说,在每个时间单元内操作值必须被更新的频率决定了可以安装的控制器的数量。
对要控制的过程类型没有限制,迟延系统(温度、液位等)和快速系统(流量、电机转速等)都可以作为控制对象。
4、过程分析:控制过程的静态性能(比例)和动态性能(时间延迟、死区和重设时间等)对被控过程控制器的构造和设计以及静态(比例)和动态参量(积分和微分)的维数选取有着很大的影响。
准确地了解控制过程的类型和特性数据是非常必要的。
5、控制器的选取:控制环的特性由被控过程或被控机械的物理特性决定,并且我们可以改变的程度不是很大。
只有选用了最适合被控对象的控制器并使其适应过程的响应时间,才能得到较高的控制质量。
6、生成控制器:不用通过编程就可以生成控制器的大部分功能(构造、参数设置和在程序中的调用等),前提是掌握了STEP 7的编程知识。
在线帮助STEP 7的在线帮助同样也可以为你提供各种功能块的帮助信息进一步帮助。
逻辑与(AND)功能块此主题包括逻辑与(AND)功能块根据二到十六个离散输入的逻辑与(AND)关系生成一个离散输出值。
功能块支持信号状态传播。
逻辑与功能块里没有模式或者报警检测。
逻辑与(AND)功能块IN_D1 到IN_D[n]是离散输入值和状态(多达16个输入)。
OUT_D是离散输出值和状态。
原理图-逻辑与功能块下图显示了逻辑与功能块的内部结构逻辑与功能块原理图功能块执行-逻辑与功能块逻辑与功能块的输入数是个可扩展参数。
功能块缺省有两个输入。
您可以选择功能块原理图,右击并选择扩展参数(Extensible Parameters),然后修改输入的数量。
这为功能块创建额外的输入连接器。
逻辑与功能块检查您定义的输入,并应用逻辑与到输入中。
当所有的输入是真(1),输出为真。
当一个或多个输入为假(0),输出为假。
状态处理-逻辑与功能块输出状态设为所选输入的最坏状态,除非至少一个输入是假并且其状态为非坏,输出状态设为GoodNonCascade。
参数-逻辑与功能块下表列出了逻辑与功能块的系统参数:逻辑与功能块系统参数注意参数的缺省值和数据类型信息可以通过展开参数视图来获得。
应用信息-逻辑与功能块逻辑与功能块用于确定是否所有的离散输入都为真。
您可以使用逻辑与功能块在一个或者多个紧急停止条件满足时紧急停止一个过程。
您也可以在联锁条件里使用逻辑与功能块,保证只有在进料阀打开并且储罐的液位在最小值之上时泵运行。
阀和液位变送器值可以作为逻辑与功能块的输入。
只有在两个条件都满足时,逻辑与功能块才会发送一个信号来启动泵。
结果信号将送到离散输出功能块作额外处理,像下面的例子一样。
逻辑与功能块应用举例逻辑或(Or)功能块此主题包括逻辑或(Or)功能块根据二到十六个离散输入的逻辑或关系生成一个离散输出值。
当一个或多个输入值为真(1)的时候,输出设为真。
功能块支持信号状态传播。
逻辑或功能块没有模式或者报警检测。
逻辑或(Or)功能块IN_D1到IN_D[n]是离散输入值和状态(多达16个输入)。
5知识库5-0变量与常数知识库共使用三类变量和两类常数。
三类变量为:整型变量,实型变量和布尔(逻辑)型变量。
两类常数为:整型常数和实型常数。
5-0-1整型变量整型变量由四位16进制数组成。
其中第一(最高)位=8用于表示整型变量;第二、三、四位为整型变量的序号。
整型变量本身的取值范围:0~4095。
整型变量所描述数据的取值范围:0~65535(无符号数据)或-32768~32767(有符号数据)。
5-0-2整型常数整型常数由六位16进制数组成。
其中第一(最高)位和第二位=90用于表示整型常数;第三、四、五、六位为整型常数值。
整型常数的取值范围:0~65535(无符号数据)或-32768~32767(有符号数据)。
5-0-3实型变量实型变量由四位16进制数组成。
其中第一(最高)位=A用于表示实型变量;第二、三、四位为实型变量的序号。
实型变量本身的取值范围:0~4095。
实型变量所描述数据的取值范围:IEEE浮点格式。
5-0-4实型常数实型常数由十位16进制数组成。
其中第一(最高)位和第二位=B0用于表示实型常数;第三至十位为实型常数值。
实型常数的取值范围:IEEE浮点格式。
5-0-5布尔(逻辑)型变量布尔(逻辑)型变量由六位16进制数组成。
其中第一(最高)位和第二位=C0用于表示布尔(逻辑)型变量;第三位用于表示布尔量在整型变量中所处位置(0~F);第四、五、六位为整型变量的序号。
布尔(逻辑)型变量的取值范围:假(=0)、真(=1)。
5-0-6布尔(逻辑)型常数布尔(逻辑)型常数由二位16进制数组成。
其中第一(最高)位和第二位=D1表示“真”,D0表示“假”。
5-0-7 IEEE浮点格式IEEE浮点格式数据由四个字节组成。
其中第一字节的最高位(bit31)表示阶码符号,第一字节的次高位(bit30)~最低位(bit24)联合表示阶码,第二字节的最高位(bit23)表示数据符号,第二字节的次高位(bit22)为尾数的最高有效位,bit22~bit0表示尾数。
例1:用IEEE浮点格式表示整数3。
解答:03 60 00 00。
5-0-8 IBM浮点格式IBM浮点格式数据由四个字节组成。
其中第一字节的最高位(bit31)表示阶码符号,第一字节的次高位(bit30)~最低位(bit24)联合表示阶码,第二字节的最高位(bit23)表示数据符号,bit22~bit0表示除最高有效位外尾数的其余部分。
在IBM浮点格式数据中,尾数的最高有效位被省略。
例1:用IBM浮点格式表示整数3。
解答:02 40 00 00。
5-1加运算(T01KH)代码:01(+),A,B,C;功能:双目算术运算;说明:当第一操作数A为整型时,第二操作数B也必须为整型,和C 为整型;当第一操作数A为实型时,第二操作数B也必须为实型,和C为实型。
5-2减运算(T02KH)代码:02(—),A,B,C;功能:双目算术运算;说明:当第一操作数A为整型时,第二操作数B也必须为整型,差C 为整型;当第一操作数A为实型时,第二操作数B也必须为实型,差C为实型。
5-3乘运算(T03KH)代码:03(×),A,B,C;功能:双目算术运算;说明:第一、二操作数A,B必须为实型,积C为实型。
5-4除运算(T04KH)代码:04(÷),A,B,C;功能:双目算术运算;说明:第一、二操作数A,B必须为实型,商C为实型。
5-5赋值运算(T05KH)代码:05(=),A,B;功能:赋值运算(兼类型转换);说明:1:当源操作数A为整型,目的操作数B亦为整型时,直接将A赋给B;2:当源操作数A为整型,目的操作数B为实型时,先将A转换成实型,再将A赋B;3:当源操作数A为实型,目的操作数B亦为实型时,直接将A赋B;4:当源操作数A为实型,目的操作数B为整型时,先将A转换成整型,再将A赋B。
5:当源操作数A为逻辑型,目的操作数B必须为逻辑型,将A赋B。
5-6“大于”关系运算(T06KH)代码:06(>),A,B,C;功能:“大于”关系运算(1=真,0=假);说明:双目运算,当第一操作数A为整型时,第二操作数B也必须为整型;当第一操作数A为实型时,第二操作数B也必须为实型;结果C为逻辑型变量(1=真,0=假)。
5-7“大于等于”关系运算(T07KH)代码:07(>=),A,B,C;功能:“大于等于”关系运算(1=真,0=假);说明:双目运算,当第一操作数A为整型时,第二操作数B也必须为整型;当第一操作数A为实型时,第二操作数B也必须为实型;结果C为逻辑型(1=真,0=假)。
5-8“等于”关系运算(T08KH)代码:08(==),A,B,C;功能:“等于”关系运算(1=真,0=假);说明:双目运算,当第一操作数A为整型时,第二操作数B也必须为整型;当第一操作数A为实型时,第二操作数B也必须为实型;结果C为逻辑型(1=真,0=假)。
5-9“不等于”关系运算(T09KH)代码:09(<>),A,B,C;功能:“不等于”关系运算(1=真,0=假);说明:双目运算,当第一操作数A为整型时,第二操作数B也必须为整型;当第一操作数A为实型时,第二操作数B也必须为实型;结果C为逻辑型(1=真,0=假)。
5-10“小于等于”关系运算(T0AKH)代码:0A(=<),A,B,C;功能:“小于等于”关系运算(1=真,0=假);说明:双目运算,当第一操作数A为整型时,第二操作数B也必须为整型;当第一操作数A为实型时,第二操作数B也必须为实型;结果C为逻辑型(1=真,0=假)。
5-11“小于”关系运算(T0BKH)代码:0B(<),A,B,C;功能:“小于”关系运算(1=真,0=假);说明:双目运算,当第一操作数A为整型时,第二操作数B也必须为整型;当第一操作数A为实型时,第二操作数B也必须为实型;结果C为逻辑型(1=真,0=假)。
5-12逻辑“与”运算(T0CKH)代码:0C(∩),A,B,C;功能:对两整型或两逻辑型操作数实现按位逻辑“与”运算;说明:双目运算,当第一操作数A为整型时,第二操作数B也必须为整型,结果C为整型;当第一操作数A为逻辑型时,第二操作数B也必须为逻辑型;结果C为逻辑型(1=真,0=假)。
5-13逻辑“或”运算(T0DKH)代码:0D(∪),A,B,C;功能:对两整型或两逻辑型操作数实现按位逻辑“或”运算;说明:双目运算,当第一操作数A为整型时,第二操作数B也必须为整型,结果C为整型;当第一操作数A为逻辑型时,第二操作数B也必须为逻辑型;结果C为逻辑型(1=真,0=假)。
5-14逻辑“非”运算(T0EKH)代码:0E(-),A,C;功能:对单整型操作数实现按位逻辑“非”运算;说明:单目运算,当操作数A为整型时,结果C为整型;当操作数A 为逻辑型时,结果C为逻辑型(1=真,0=假)。
5-15逻辑“异或”运算(T0FKH)代码:0F(⊙),A,B,C;功能:对两整型或两逻辑型操作数实现按位逻辑“异或”运算;说明:双目运算,当第一操作数A为整型时,第二操作数B也必须为整型,结果C为整型;当第一操作数A为逻辑型时,第二操作数B也必须为逻辑型;结果C为逻辑型(1=真,0=假)。
5-16 IF运算(T10KH)代码:10(IF),A,B;功能:软件流程控制。
IF+逻辑型变量A+偏移量B,当逻辑型变量为假(=0)时,流程跳过偏移量;说明:操作数A必须为逻辑型,偏移量B取值范围:-32768~32767。
5-17 ELSE运算(T11KH)代码:11(ELSE),A,B;功能:软件流程控制。
ELSE+逻辑变量+偏移量,当逻辑型变量为真(=1)时,流程跳过偏移量;说明:操作数A必须为逻辑型,偏移量B取值范围:-32768~32767。
5-18 WHILE运算(T12KH)代码:12(WHILE),A,B;功能:软件流程控制。
WHILE+逻辑型变量+偏移量,当逻辑型变量为假(=0)时,程序跳过偏移量B;说明:操作数A必须为逻辑型,偏移量B取值范围:-32768~32767。
5-19 WHILE END运算(T13KH)代码:13(WHILE END),B;功能:软件流程控制。
程序跳过偏移量B;说明:偏移量取值范围:-32768~32767。
5-20平方根运算(T14KH)代码:14(√),A,B;功能:平方根计算;说明:操作数A必须为实型,结果B为实型。
5-21 10的指数幂运算(T15KH)代码:15(POWER),A,B;功能:10的指数幂计算;说明:操作数A必须为实型,范围为0~7.9999,结果B为实型。
5-22上升沿触发微分运算(T16KH)代码:16(DIFU),A,B;功能:当且仅当逻辑变量A从“0”到“1”跳变时B为真(持续到DIFU 再一次被执行);说明:操作数A为逻辑型变量,结果B为逻辑型变量。
5-23下降沿触发微分运算(T17KH)代码:17(DIFD),A,B;功能:当且仅当逻辑变量A从“1”到“0”跳变时B为真(持续到DIFD 再一次被执行);说明:操作数A为逻辑型变量,结果B为逻辑型变量。
5-24 100毫秒定时器运算(T18KH)代码:18(TIMEA),A,B,C,D;功能:实现1~255个0.1秒的有条件定时;1:定时条件为假时,TIMEA停止定时,输出为假;2:定时条件为真时,若TIMEA处于停止定时状态,则装入定时常数,正式启动定时器,输出为假;3:定时条件为真时,若TIMEA处于定时进行中状态,则保持定时工作状态,输出为假;4:定时条件为真时,若TIMEA处于定时完成状态,则输出为真(持续到TIMEA再一次被执行)。
说明:1:操作数A为逻辑型变量,指示定时条件;2:操作数B为整型常数,表示定时器序号(0~127);3:操作数C为整型常数或整型变量,表示定时常数(1~255个0.1秒);4:操作数D为逻辑型变量,指示定时器输出状态。
5-25秒定时器运算(T19KH)代码:19 (TIMEB),A,B,C,D;功能:实现1~255个1秒的有条件定时;其它参考TIMEA。
5-26分定时器运算(T1AKH)代码:1A(TIMEC),A,B,C,D;功能:实现1~255个1分钟的有条件定时;其它参考TIMEA。
5-27单向计数运算(T1BKH)代码:1B(CNT),A,B,C,D,E;功能:CNT是具有清除控制的单向计数器,当且仅当计数到时,CNT 输出为真(=1),并且持续到CNT再一次被执行;CNT为真后,当计数条件B为真(=1)时,CNT自动装入计数常数。
说明:1:操作数A为逻辑型变量,用于清除控制;2:操作数B为逻辑型变量,用于计数控制;3:操作数C为整型变量或整型常数,用于计数器初值;4:操作数D占两个字节(=FFFF);5:操作数E为逻辑型变量,指示计数器输出状态。