
3 标准零部件的选用及主要零部件的设计[][][]789
3.1 法兰的选用[]10
法兰标准分为压力容器法兰标准和管法兰标准,其尺寸和密封面的形式的确定是由法兰的公称直径和公称压力来确定的。 3.1.1 容器法兰的选用
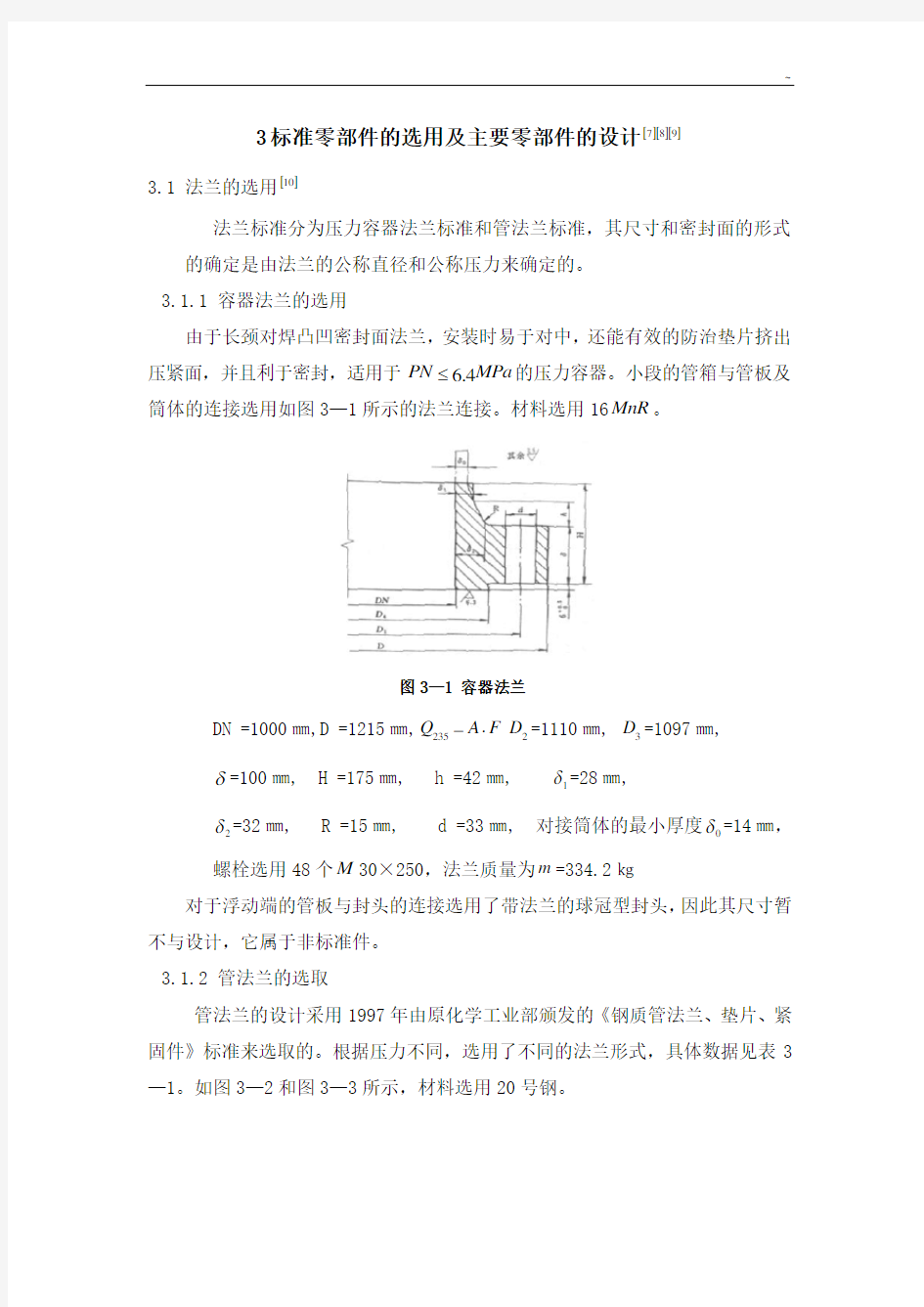
由于长颈对焊凸凹密封面法兰,安装时易于对中,还能有效的防治垫片挤出压紧面,并且利于密封,适用于 6.4PN MPa ≤的压力容器。小段的管箱与管板及筒体的连接选用如图3—1所示的法兰连接。材料选用16MnR 。
图3—1 容器法兰
DN =1000㎜,D =1215㎜,235Q A F -?2D =1110㎜, 3D =1097㎜,
δ=100㎜, H =175㎜, h =42㎜, 1δ=28㎜,
2δ=32㎜, R =15㎜, d =33㎜, 对接筒体的最小厚度0δ=14㎜, 螺栓选用48个M 30×250,法兰质量为m =334.2㎏
对于浮动端的管板与封头的连接选用了带法兰的球冠型封头,因此其尺寸暂不与设计,它属于非标准件。 3.1.2 管法兰的选取
管法兰的设计采用1997年由原化学工业部颁发的《钢质管法兰、垫片、紧固件》标准来选取的。根据压力不同,选用了不同的法兰形式,具体数据见表3—1。如图3—2和图3—3所示,材料选用20号钢。
表3—1
标准 形式
公称直 径DN
钢管外径1A
法兰外径D
法兰厚度
C
螺孔直径K
颈的直
边高度
1H
4.0PN MPa =
2059597HG -
带颈对焊
300
325
515
28
450
18
0.6PN MPa =
2059397HG -
板式平焊 300 325 440 24 395 0
2059397HG - 板式平焊
400 426 540 28 495 0
图3—2管法兰 图3—3 管法兰 3.2 封头
对于封头在前面计算时我已对此作了较粗略的说明,根据/473795GB T -在小端和大端都选用了标准椭圆封头。在这里给出具数据,以供下面的设计计算作参考。见表3—2。材料选用16MnR 。
表3—2
公称直径 直边高度
0h
曲面高度1h 容积V /㎡
壁厚δ 质量m /㎏
1000 40 250 0.162 14 136 2000
40
500
1.173
14
511
对于浮动端得封头选用了带法兰的球冠封头,这样既可以节约材料,也可以减少能量的耗损,它的体积小,法兰的厚度又薄,在我翻阅大量的资料当中可以看到,选用带法兰的球冠封头是比较成熟的,但计算过程比较复杂,这里不再阐述,如图3—4所示,材料选用45号钢。
图3—4 带法兰球冠封头
其中 0f D =997㎜, b D = 950㎜, i f D =910㎜, 螺孔直径为 26㎜,共用32个24150M ?的螺栓来连接。
3 鞍座的设计[][]72
4.1 鞍座的选取
鞍式支座分为轻型(代号A )和重型(代号B )两种,同样公称直径轻型鞍座比重型鞍座承载能力小,自身重量轻,根据GB/T4712—92,选取了轻型(A 型)DN (1000~2000),120O 包角带垫板的鞍式支座。材料选用235Q A F -?(鞍座专用钢材),垫板材料与筒体的材料相同。对于同一型号的鞍式支座又有固定鞍座(F 型)和滑动鞍座(S 型)两种。但一般都是成对选用,即选一个F 型和一个
S 型,以适应温度变化引起的伸缩,以减少温差应力。 4.2 鞍座位置的设置
4.2.1 鞍座位置的相关标准的要求
对于双支座上受均布载荷的简支梁,若梁的全长为L ,则当外伸端长度A=0.207L 时,双支座跨距中间截面的最大弯矩和制作截面处的弯矩和支座截面处的弯矩绝对值相等,从而使上述两截面上保持等强度,考虑到支座处圆筒的截面处除弯矩以外的其他载荷,而且支座截面处应力比较复杂,故常取支座处圆筒的弯矩略小于跨中间圆筒的弯矩,通常取尺寸A 不超过0.2L 值,为此中国现行标准JB 《钢制卧式容器》规定去A ≤0.2L ,A 值最大不超过0.25L 。否则由于容器外伸端的作用将使支座截面处的应力过大。其中A 为封头切线至支座中心线之距离,L 为封头切线之距离,此外,由于封头的抗弯刚度具有局部加强的作用。若支座靠近封头,则可充分利用罐体封头对支座处圆筒截面的加强作用。因此JB4731还规定了当满足A ≤0.5m R (m R 为圆筒的平均半径,2
n
m i R R δ=+
,n δ为
圆筒的名义厚度,为了分析方便,设计中用圆筒的内半径i R 代替m R ). 4.2.2 设备总长的确定
首先考虑换热管的长为1L =60000㎜,而大端封头的长度为2L =540㎜,水出口的直径为325㎜,并考虑到设置堰板的适当距离,取从浮动端管板到封头的距离3L =650㎜,管箱封头的总长考虑到再生器进出口开孔的布强圈的直径,以及容器法兰的厚度取4L =740㎜,与此取设备总长1234L L L L L =++++△=6000+540+650+740+△=8720. 4.2.3 A 值的确定
釜式换热器的手里主要集中在管板与换热管一侧,封头管箱内只有气体,其对壳体的作用力在计算时为方便暂时可以不计,故可以近似认为鞍座是受均布载荷作用的,依据4.2.1的说明,取A=1200㎜。 4.3 力的计算 4.3.1 重量产生的反力 1) 设备本身的质量1m
'1m m m m m m =++++封头管板筒体换热管法兰
()22
25111362101111097 2 256142263247044459566501.396614334.22857+3141.01+3956.75+5120.76+768.4
πππ=+++
?????-????-????
???
+?+??+? =3767.08㎏
其它附件的质量就取为'
1m 的5%,即设备的总质量为
()'11m 15%m =+?
=(1+0.05)×13767.08㎏ =14455㎏ 2) 物料的质量2m
由于物料本身占到了设备截面弦高1000 ㎜处,其余空间均被气体充满,故只要估算水的质量就可以了。
2321
11m D 66501.1731.0104
22π??=??+??? ???
=11027㎏ 3) 设备重量G
设备操作时总质量 m
12m m m =+
=14455+11027 =25482㎏ G mg = =25482×9.81 =249978.42N 4) 支座的支反力
F=1
2
G
=1
249978.422?
=124989.21N S F F F F == 4.3.2 地震产生的力
1) 地震引起固定端鞍座横向推力2S F F 2S F S F GC =
G — 换热器总质量㎏, S C — 地震系数,0.5S C =。 2249978.420.5S F F =? =124989.21N 2) 地震引起滑动鞍座横向推力2S S F 20S S F = 3) 地震引起固定鞍座反力F S F
2F S S
F F H
F L
=
H —鞍座地班子换热管中心线的距离,㎜,1250H mm =, L — 两鞍座间的距离,4250L =。 124989.21250
4250
F S F ?=
=36761.5N 4) 地震引起滑动鞍座的反力S S F
2S S F S
F H
F L
=
=36761.5N 5) 地震引起固定鞍座测向推力1S F F 1S F F S F F C =
F F — 重量引起固定鞍座反力,N ; 1124989.210.5S F F =? =62494.6N 6) 地震引起滑动鞍座测向推力1S S F 1S S S S F F C =
S F — 重量引起滑动鞍座反力,N ; 1124989.210.5S S F =? =62494.6N
7) 地震引起固定鞍座处的弯矩S
F M S
F
F S M M C = F M — 重量引起固定鞍座处壳体轴向弯矩,N ·㎜
2
2121413m i F F i
R h A L AL M F A h L ??
--+
?=--
? ?+
??
?
20001410072222
i n m D R δ=
+=+=㎜ 221200100750016690212006690124989.21120014500136690F M ??
--+ ???=-??- ?? ?+ ????
=73.1510N mm ??
73.15100.5S
F
M =?? =71.57510?N ·㎜ 8) 地震引起滑动鞍座处的弯矩S s M S s S S M M C =
S M — 质量引起滑动鞍座处壳体轴向弯矩,N ·㎜,
S F M M =
73.15100.5S s M =?? 71.57510N mm =?? 9) 地震引起两鞍座间的弯矩1S M 11S S M M C =
1M — 重量引起在两支座中间最大轴向弯矩,N ·㎜
()2
2212114120044669012m i i R h L M FL h L ??-+????
?=-??+????
=74.610N mm ?? 71 4.6100.5S M =?? =72.310?N ·㎜
10) 地震引起固定鞍座处测向弯矩1S
F M 11S S F F M F H =
=62494.61250? =78.0410?N ·㎜ 11) 地震引起滑动鞍座处测向弯矩1S s M 11S S s S M F H = =62494.61250? =78.0410?N ·㎜ 4.3.3风载产生的力 1) 横向有效风载荷W L F
W C C L F W H q =
C W — 筒体有效宽度,C W =2028㎜; C H — 筒体有效高度,C H =2250㎜; q — 当地有效风压,q =5002/N mm 。 62028225050010W L F -=??? =2265.75N
2) 侧向有效风载荷W
H F
W
C C H
F H L q = C L — 设备有效长度,C L =8500 ㎜
62250850050010W
H F -=???
=7481.25N
3) 风载引起固定鞍座出反力W F F
2
2C
W F W
F H F F L
?? ???=
2W F F — 固定鞍座处横向风载力,2W F F =W L F
2250
2265.7524250
W
F F ?
=
=559.76N 4) 风载引起滑动鞍座处反力W S F
2
2C W S W S H F F L
?? ???=
2W S F — 滑动鞍座处横向风载力,2W S F =W
L F
2250
2265.7524250
W S F ?
=
=599.76N
5) 风载引起固定鞍座处侧向推力1W
F F
()1
0.5W
H W F C
F A L F L +=
()
7481.2512000.542506650
???=
3740.625N = 6) 风载引起滑动鞍座处侧向推力1W S F
()
1
0.5W
H W S C
F B L F L
+= B — 滑动d 鞍座至有效长度间距 ,近似取B=A
1
W S F ()
7481.2512000.542506650
???=
3740.625N =
7) 风载引起固定鞍座处侧向弯矩1W
F M
1
12
C
W
W F F H M
F ??=
???
22503740.6252??
=? ???
70.4210N mm =??
8) 风载引起的滑动鞍座处侧向弯矩1W
S M
1
12
C
W
W S S H M
F ??=
???
22503740.6252??
=? ???
70.4210N mm =?? 4.3.4 热膨胀产生的力
1) 热膨胀引起固定鞍座处横向推力2H F F
2H F F F F μ=
μ— 基础和活动鞍座底板之间的摩擦系数,对钢取μ=0.8,对润滑板μ=0.1。
2H F F 124989.210.8=? = 99991N 2) 热膨胀引起活动鞍座处横向推力2H S F 2H S S F F μ=
124989.210.1=? =12498.9N
3) 热膨胀引起固定鞍座处弯矩H F M 2H
H F
F M F H = =99991×1250 =712.510N mm ?? 4) 热膨胀引起活动鞍座处弯矩H S M 2H H S S M F H =
=124989.9×1250 =71.610N mm ?? 5) 热膨胀引起两鞍座间弯矩1H M 12H H S M F H =
=124989.9×1250 = 71.610N mm ?? 4.3.5 总合力计算
1) 固定鞍座处最大反力C F F
()()
222
1C
W F
F F F F F ??=+???
?
=()
1
2
2
2
124989.213740.625
+=125045.21N
()()1
2
22
1C
S F
F F F F F ??=+????
=()
1
2
2
2
124989.2162494.6
139742.2N +=
取其中最大值,即C F F =139742.2N 。 2) 滑动鞍座处最大反力C S F ()()
1
2
22
1
C
W S
S
S F F F ??=+????
()
1
22
2
124989.213740.625
=+71054.26N =
()()
1
222
1C
S S
S S F F F ??=+???
?
()
1
22
2
124989.2162494.6
139742.2N =+=
取其中最大值,即C S F =139742.2N 。
3) 固定鞍座出有效壳体最大弯矩C
F M
()()
1
2
22
C
W F
F
F
M M M ??=+????
()()1222
7773.15100.4210 3.210N mm ??=?+?=????
??
()()
1
222
C S F
F
F M M M ??=+????
()()1222
7773.1510 1.57510 3.510N mm ??=?+?=??????
取两者中最大值 即C
F
M 73.510N mm =??。 4) 滑动鞍座处有效壳体最大弯矩C
S M
()()
2
22
C
W S
S S
M M M ??=+???
?
()()1222
7773.15100.4210 3.210N mm ??=?+?=??????
()()
1
222
C
S S
S S M M M ??=+???
?
()()
1
2
2
2
7773.1510 1.57510 3.510N mm ??
=?+?=?????
?
取其中最大值 即C
S M =73.510N mm ??
5) 两鞍座处有效壳体最大弯矩1C M
()()1
22
21
11C
W M M M ??=+????
()
12
2
7274.6100 4.610N mm ??=?+=?????
?
()()
1
222
1
11
C
S M M M ??=+????
()()
1
2
2
2
7774.610 2.310 5.1410N mm ??
=?+?=?????
?
取其中最大值 即1C M 75.1410N mm =??。 4.4 应力校核 3.4.1 轴向应力 1) 两鞍座间轴向应力
最高点 112
2C
i e i e PR M R σδπδ=- 最低点 1222C
i e i e
PR M R σδπδ=+
P — 设计压力,Mpa ; e δ— 有效厚度,e δ=12㎜;
i R — 内半径,近似取i R =1000㎜。
7
120.41000 5.1910212100012
σπ??=-???
[]15.29t
MPa σ=<
7
220.41000 5.1910212100012
σπ??=+???
[]18.04t
MPa σ=<
210℃时,[]167.4t
MPa σ=,满足要求。 2) 鞍座截面处圆筒的轴向应力
顶部 32
12C
i e i e
PR M K R σδπδ=+ 底部 4222C
i e i e
PR M K R σδπδ=-
12sin sin cos sin cos K π??+??-?=
???-? ????
22sin sin cos sin 1K π?
?+??-
?=
???- ?
??
?
“扁塌”现象引起的抗弯模量减少系数,而其中?为鞍座的有效包角,
()1
36058012
θ?=?+=,则1K =0.107,2K =0.192。
7
320.41000 3.5102120.107100012
σπ??=-????
=25.35Mpa
7
42
0.41000 3.5102120.192100012
σπ??=-???? =7.99 Mpa
3.4.2 切向应力
对于卧式容器来说,切向应力总是在支座的截面处最大,所以只需要讨论支座截面处圆筒和封头上的切向应力。封头与圆筒的材料相同,其有效厚度往往小于圆筒的有效厚度,故封头中的切向应力不会超过圆筒,不必要对封头中的切向应力另行校核。
鞍座处壳体上剪切力 21C
S i e
k F R τδ=
2k — 系数,2sin sin cos k α
πααα
=
-+=1.171;
α— 弧度,1802
20πθ
βαπ??
=-
+
???
; β —角度,1802
θ
β=-;
1 1.171139742.2
100012
τ?=
?
=13.64Mpa []0.8t
σ< []0.8t
σ=0.8×167.4=133.92Mpa. 故切向应力也满足要求,不需要再加强。 3.4.3 周向应力
在这里周向弯取应力与周向压缩应力叠加后,一起校核。 鞍座截面处圆筒最低点的周向应力5σ
5C
σ=
b— 鞍座宽度,b=220㎜ 5K—周向压缩力系数,5K 0.76=
5σ=
=-22.64MPa 即 []5t
σσ<,因此计算满足要求。 鞍座截面上鞍座包角处的周向应力6σ
6
62
12C
C
i
e
K F R
L
σ
δ
=-
6
K—周向弯矩系数,
6
K=0.0528
6
σ=
2
120.05281000139742.2
665012
???
-
?
=99.97MPa
-
即[]
6
1.25t
σσ
<,计算满足要求。
3.5结论
综上所述,所选鞍座完全符合承载要求。
封头的强度计算
(封头的设计参照第八章第二节p175-185)。
塔体封头壁厚计算按照GB150-1998《钢制压力容器》式7-1
计算壁厚:
2[]0.5
c i
t
c
p D
p
δ
σ?
=
-
(4-3)式中δ:塔体封头的理论计算壁厚,mm
p
c
:塔体的计算压力,MPa
D
i
:塔体内径,mm
[]t
σ:钢板在设计温度下的许用应力,MPa
?:焊接接头系数;
名义厚度:
n
C
δδ
=++?;
12
C C C
=+;
e n
C
δδ
=-;
式中
n
δ:名义厚度;
C
1
:腐蚀裕量;
C
2
:钢板负偏差;
?:圆整量;
e δ:有效厚度;
查表《化工设备机械基础》表8-7[]t σ=170 MPa p c :取塔体的设计压力,0.11 MPa 焊缝为双面焊,100%射线检测,取?=1
代入数据到式(4-3)得: 2[]0.5c i
t c
p D p δσ?=
-
=
0.111800
217010.50.11
???-?=0.59 mm
C 1 =1 mm C 2 =0 mm
代入数据到式(4-2)得:名义厚度: n C δδ=++?= 2 mm 按标准椭圆封头最小厚度δmin 〉0.15%D i 要求 取 n δ= 6 mm 查《化工设备机械基础》(p196)
选标准椭圆形封头JB/T4746-2002封头直边高度h 0取25mm 封头高度h 取450mm
裙座的轴向稳定性校核
裙座的轴向稳定性校核:参照《化工设备机械基础》p442图17-21确定裙座各项尺寸,查取相关许用应力。根据《化工设备机械基础》p242进行裙座的轴向稳定性校核。
座圈的压应力校核
m 封头=120?2=240 kg (p197) m 筒体=267?26.5=240 kg (p195) m 塔盘=n(Aa+Af+Ai)ρ= 6995.4 kg
m 水=v 筒?26.2?ρ水+ v 封?2?ρ水=2.545?26.2?1000+0.826?2?1000 =68331 kg (p195、197)
Q
设备= m
封头
+ m
筒体
+ m
塔盘
=88445 N
Q
附件= 10%Q
设备
=8844.5 N
Q
水= m
水
g=68331?9.81=670327 N
A= π(1.8162-1.82)/4=0.034 m2
Q A =
Q Q Q
++
设备附件水
A
=22.6 MPa < []t
σ
校核合格
《网络编程与协议分析》课程设计任务书及评分标准 1.课程设计题目: 网络数据包抓取与分析软件 2.课程设计内容: 1)能抓取本地主机所在局域网子网内的所有数据包 2)分析并显示所抓取数据包的IP头部各字段的信息 3)分析并显示所抓取数据包的封装在IP数据包内的协议头部字段信息(TCP、UDP、ICMP等) 4)分析并显示所抓取数据包应用层协议头部字段信息(HTTP、FTP、DNS等) 5)生成日志信息,以文本文档形式保存 3. 设计要求说明: 1)程序要求能够上机运行; 2)设计报告排版打印 3)软件界面必须有一部分能够显示抓取数据包的概要信息,类似如下界面 6)每行概要信息代表抓取到的一个数据包,点击该行概要信息,能够在界面某部分显示这个数据包按照协议层次安排的内容部分,类似如下界面 如上图所示,它给出了一个数据包的IP头部个字段的信息(版本号version、头部长度head length等)和UDP协议头部个字段的信息(源端口source port、目的端口destination port 等)。 4. 评分标准 1)程序运行情况(占总成绩20%) (1) 能正确运行(20分) (2) 基本能正确运行(15分) (3) 能运行但结果不完善(10分)
2)程序功能的完善程度(占总成绩10%) (1) 完善(10分) (2) 基本完善(8分) (3) 不完善 (5分) 3)程序结构的合理性(占总成绩10%) (1) 合理(10分) (2) 基本合理(8分) (3) 不太合理(5分) 4)对问题的答辩情况(占总成绩40%) (1) 概念正确有创新(40分) (2) 能正确回答所有问题(35分) (3) 基本能正确回答(30分) (4) 部分问题回答概念不清晰 (20分) 5)学生的工作态度与独立工作能力(占总成绩10%) (1) 工作态度认真能独立完成任务(10分) (2) 工作态度认真但独立性较差(8分) (3) 工作态度基本认真但缺乏独立性 (5分) 6)设计报告的规范性(占总成绩10%) (1) 符合规范(10分) (2) 基本符合规范(8分) (3) 规范性较差(5分) 5. 评分等级: 90 ~ 100:优秀 80 ~ 89:良好 70 ~ 79:中等 60 ~ 69:及格 0 ~ 59:不及格
目录 1. 项目概述 (2) 2. 城市设计的依据 (2) 3. 城市设计的原则 (2) 4. 城市设计的任务 (3) 5. 城市设计的内容要求 (3) 6. 城市设计的成果要求 (7) 7. 成果报送及验收 (10) 8. 附则 (10) 9. 附件 ................................................................................. 错误!未定义书签。
1. 概况介绍 济南市委、市政府为提高居住水平及环境质量,改善济南市投资环境,实现城市建设上规模,上档次。2000年10月28日,济南市人民政府与山东鲁能亘富开发有限公司签订了《济南市南部城区合作开发合同》,济南市南部城区项目正式启动。 南部城区开发项目位于济南市南部,东至山东电力科学研究院,南至元白山、泉子山、玉涵山,西至省道103,北至二环南路,项目规划用地约452公顷,可建设用地约331公顷,总建筑面积300多万平方米。 南部城区开发项目集政务中心、中高档居住区、商务园区、旅游集散地四大功能于一体,将建设成为国内一流的城市标志性新区。 2. 城市设计的依据 2.1 本设计任务书; 2.2 《中华人民共和国城市规划法》; 2.3 中华人民共和国国家标准《城市用地分类与规划建设用地标准》GBJ137-90; 2.4 建设部《城市规划编制办法》; 2.5 济南市总体规划(1996年—2010年); 2.6《山东省城市控制性详细规划编制技术规定(试行)》; 2.7济南市城市规划管理办法; 2.8济南市规划局《关于南部城区开发项目定点通知书》; 2.9本项目策划报告纲要; 2.10其他有关标准、技术规范。 2.11在规划设计过程中业主的相关要求。 3. 城市设计的原则 3.1 城市设计方案要高起点、高标准、高品位,坚持以人为本的宗旨,使南部城区拥有便捷的综 合交通体系,完善的基础设施,先进的通信信息网络,优美的建筑群体景观,丰富的环境绿化系统,卓越的场所环境,成为国内一流的城市新区和标志性地段。 3.2 城市设计方案应是对济南市房地产市场的现状、未来深刻洞察和充分把握的结晶,要将规划 设计与市场营销高度统一。
设计准则 机械零件的设计具有众多的约束条件,设计准则就是设计所应该满足的约束条件。 1、技术性能准则 技术性能包括产品功能、制造和运行状况在内的一切性能,既指静态性能,也指动态性能。例如,产品所能传递的功率、效率、使用寿命、强度、刚度、抗摩擦、磨损性能、振动稳定性、热特性等。技术性能准则是指相关的技术性能必须达到规定的要求。例如振动会产生额外的动载荷和变应力,尤其是当其频率接近机械系统或零件的固有频率时,将发生共振现象,这时振幅将急剧增大,有可能导至零件甚至整个系统的迅速损坏。振动性稳定准则就是限制机械系统或零件的相关振动参数,如固有频率、振幅、噪声等在规定的允许范围之内。又如机器工作时的发热可能会导致热应力、热应变,甚至会造成热损坏。热特性准则就是限制各种相关的热参数(如热应力、热应变、温升等)在规定范围内。 2、标准化准则 与机械产品设计有关的主要标准大致有: 概念标准化:设计过程中所涉及的名词术语、符号、计量单位等应符合标准; 实物形态标准化:零部件、原材料、设备及能源等的结构形式、尺寸、性能等,都应按统一的规定选用。 方法标准化:操作方法、测量方法、试验方法等都应按相应规定实施。 标准化准则就是在设计的全过程中的所有行为,都要满足上述标准化的要求。现已发布的与机械零件设计有关的标准,从运用范围上来讲,可以分为国家标准、行业标准和企业标准三个等级。从使用强制性来说,可分为必须执行的和推荐使用的两种。 3、可靠性准则 可靠性:产品或零部件在规定的使用条件下,在预期的寿命内能完成规定功能的概率。可靠性准则就是指所设计的产品、部件或零件应能满足规定的可靠性要求。 4、安全性准则 机器的安全性包括: 零件安全性:指在规定外载荷和规定时间内零件不发生如断裂、过度变形、过度磨损和不丧失稳定性等等。 整机安全性:指机器保证在规定条件下不出故障,能正常实现总功能的要求。 工作安全性:指对操作人员的保护,保证人身安全和身心健康等等。 环境安全性:指对机器周围的环境和人不造成污染和危害。
一、什么是产品通用化 对某些零件或部件的种类、规格,按照一定的标准加以精简统一,使之能在类似产品中通用互换的技术措施。经过统一后,可通用于某些产品中的零件或部件,称为“通用件”。 所谓产品产品通用化是指同一类型不同规格或不同类型的产品和装备中,用途相同、结构相近似的零部件,经过统一以后,可以彼此互换的标准化形式。显然,通用化要以互换性为前提,互换性有两层含义,即尺寸互换性和功能互换性。功能互换性问题在设计中非常重要。例如所设计的柴油机,既可用于拖拉机,又可用于汽车、装运机、推土机和挖掘机等。通用性越强,产品的销路就越广,生产的机动性越大,对市场的适应性就越强。 产品通用化就是尽量使同类产品不同规格,或者不同类产品的部分零部件的尺寸、功能相同,可以互换代替,使通用零部件的设计以及工艺设计、工装设计与制造的工作量都得到节约,还能简化管理、缩短设计试制周期。 二、产品通用化的必然性 产品通用化是现代化大生产发展的客观要求。随着产品规格、品种日益繁多,生产和需求反映在品种规格上的矛盾日益突出,因此,将作用相同、尺寸接近的各种零部件和技术文件,经过比较分析,合理归并,使其统一,既在技术上是可行的,又在经济上是合理的。 产品通用化是提高社会生产效率的重要方向之一。它能够减少生产重复现象,消除产品及其元件种类以及工艺型式的不适当的多样化。在通用化基础上增加批量,是建立专业化生产的有效条件,对采用先进设备、改善产品质量的更新速度,缩短掌握新技术的时间,增强市场竞争能力起着积极作用。由于产品结构中尽量采用通用件,可以简化产品设计、减少工艺准备的工作量,从而使生产组织和生产计划工作进一步完善。 三、产品通用化的一般方法 在对产品系列设计时,要全面分析产品的基本系列及派生系列中零部件的个性与共性,从中找出具有共性的零部件,先把这些零部件作为通用件,以后根据情况有的还可以发展成为标准件。如果对整个系列的产品中的零部件都经过认真的研究和选择,能够通用的都使之通用,这就叫全系列通用化。 在单独设计某一种产品时,也应尽量采用已有的通用件。新设计的零部件应充分考虑到使其能为以后的新产品所采用,逐步发展成为通用件。 产品设计的通用化程度在某种意义上可用通用化系数来衡量: 通用化系数=通用件件数(或品种数)/零件总件数(或品种总数) 四、产品通用化的发展方向 产品通用化的主要发展方向,一般是: 1、在基础产品的基础上,使各种用途的机器系列通用化。 2、在各种不同的机器中,最大限度地采用同一类型的零部件。 3、设计含有一般元件的典型方案,即工艺过程典型化。 通用化是一个综合过程。在此过程中,对产品制造的各个环节都会发生深刻影响。通用化不仅会完善纵向的联系,而且会完善横向的联系──它可减少各部门的企业内所生产的同类部件、零件和工具的型式尺寸的数量。因此,通用化工作只能综合地进行,才能获得最佳效果,而不能将这项工作局限在个别企业或一些企业范围内。 五、什么是产品系列化 标准化的常用形式有简化、统一化、通用化、系列化等。
盐城市城南新区都市工业园区概念规划设计任务书 一、项目概况与定位: 1.1项目名称 盐城市城南新区都市工业园区概念规划项目 1.2规划背景 江苏沿海开发和长三角一体化国家发展战略,为盐城市城市化建设和经济发展带来了新的历史性机遇。作为全市城市建设的主战场和主阵地,城南新区紧紧抓住这千载难逢的机遇,积极融入到沿海大开发、大建设、大发展中去,掀起了城南新区开发建设新的高潮。在城南新区党工委,管委会成立时,市委、市政府明确提出要始终坚持规划引领建设,高标准定位发展,高质量建设项目,高品位提升环境。 城南新区以转型升级为方向,实现产业发展大突破。坚持以园区为载体、企业为主体、项目为支撑、人才为根本,构建以现代服务业为主导、战略性新兴产业为支撑的现代产业体系。为全面提升城南新区产业竞争力,在对城南新区整体发展研究的前提下,对城南新区都市工业园区进行统一的功能定位、产业分区、结构形态、交通组织、空间形象塑造等,开展高起点、高标准、高品质综合一体化的规划编制。 二、规划设计范围 规划用地面积约13.5平方公里,北至伍佑镇界址,东至西环路、国道204,南至蚌蜒河,西至中心河(伍佑镇西界址)。 三、现状概述 都市工业园区位于盐城市城南新区西南部,现状范围内主要为农田,其规划范围内有一条204国道,规划东界址为城市快速路西环路,北侧为盐徐高速,西环路与盐徐高速有接口可直通高速。 位于都市工业园区北侧为规划的盐城市科教城,其主要作为研发、孵化及小批量的生产,都市工业园区将落实科教城科研成果产业化,为科教城产业发展预留空间。 四、规划原则 1.1刚性控制与弹性引导相结合的原则。按照充分考虑市场经济因素,规划力求体现灵活性和适应性,有效指导都市工业园的建设,坚持“一次规划、分步实施,政府主导、市场
烟台市滨海套子湾城市 设计任务书 一、项目名称 烟台市滨海套子湾城市设计 二、项目概况 1、规划范围:东起滨海景观道,西至夹河入海口,南至沈海高速,北至海边,用地面积约1.6平方公里,涉及幸福、只楚、芝罘岛等3个办事处及芝罘林场用地。 2、基地现状:道路周边现状主要为林地、沙滩和违章建筑。林地以黑松林为主,穿插分布槐树、杨树等其它林地资源,植被覆盖良好。沙滩位于用地东段,自然条件优异,但现状部分沙滩被建筑垃圾、海产养殖垃圾和违章建筑占用,污染严重。违章建筑以居住、海产养殖棚、小作坊为主。 三、设计依据 1、《中华人民共和国城乡规划法》 2、《城市规划编制办法》 3、《城市规划编制办法实施细则》 4、《烟台市城市总体规划(2011—2020年)》 5、《烟台市整体城市设计》
6、《烟台市海岸带规划》 7、《烟台市城市绿地系统规划》 8、《烟台市生态市建设规划(2004年—2020年)》 9、《烟台市中心城区海岸带控制性详细规划》(在编) 10、《烟台市芝罘区北部新城区片控制性详细规划》(在编) 11、《烟台外夹河东岸地区控制性详细规划》(在编) 12、其他法律、法规、标准、规范及相关规定 四、设计目标 打通烟台市区的滨海旅游线路,对道路交通系统、海滨广场、防护林景观、照明系统等内容进行深化设计,塑造滨海地区整体空间特色;丰富滨海旅游项目类别,营造宜人、舒适、丰富多彩的滨海旅游环境;进行充分的技术和经济论证,强化可实施性,保证各项规划内容顺利实施,为烟台市民及游客打造新的滨海休闲娱乐场地,进一步提升烟台滨海旅游城市形象。 五、设计原则 1、以人为本原则。应着重突出对人的关注,服务设施、空间景观等都应以人的生活、活动为根本,注重人的感受和要求。 2、可持续发展原则。规划既要对沙滩、防护林制定改
产品结构设计准则--壁厚篇 基本设计守则 壁厚的大小取决於产品需要承受的外力、是否作为其他零件的支撑、承接柱位的数量、伸出部份的多少以及选用的塑胶材料而定。一般的热塑性塑料壁厚设计应以4mm为限。从经济角度来看,过厚的产品不但增加物料成本,延长生产周期”冷却时间〔,增加生产成本。从产品设计角度来看,过厚的产品增加引致产生空穴”气孔〔的可能性,大大削弱产品的刚性及强度。 最理想的壁厚分布无疑是切面在任何一个地方都是均一的厚度,但为满足功能上的需求以致壁厚有所改变总是无可避免的。在此情形,由厚胶料的地方过渡到薄胶料的地方应尽可能顺滑。太突然的壁厚过渡转变会导致因冷却速度不同和产生乱流而造成尺寸不稳定和表面问题。 对一般热塑性塑料来说,当收缩率”Shrinkage Factor〔低於0.01mm/mm时,产品可容许厚度的改变达;但当收缩率高於0.01mm/mm时,产品壁厚的改变则不应超过。对一般热固性塑料来说,太薄的产品厚度往往引致操作时产品过热,形成废件。此外,纤维填充的热固性塑料於过薄的位置往往形成不够填充物的情况发生。不过,一些容易流动的热固性塑料如环氧树脂”Epoxies〔等,如厚薄均匀,最低的厚度可达0.25mm。 此外,采用固化成型的生产方法时,流道、浇口和部件的设计应使塑料由厚胶料的地方流向薄胶料的地方。这样使模腔内有适当的压力以减少在厚胶料的地方出现缩水及避免模腔不能完全充填的现象。若塑料的流动方向是从薄胶料的地方流向厚胶料的地方,则应采用结构性发泡的生产方法来减低模腔压力。 平面准则 在大部份热融过程操作,包括挤压和固化成型,均一的壁厚是非常的重要的。厚胶的地方比旁边薄胶的地方冷却得比较慢,并且在相接的地方表面在浇口凝固後出现收缩痕。更甚者引致产生缩水印、热内应力、挠曲部份歪曲、颜色不同或不同透明度。若厚胶的地方渐变成薄胶的是无可避免的话,应尽量设计成渐次的改变,并且在不超过壁厚3:1的比例下。下图可供叁考。
精讲s o l i d w o r k s系列 化零件设计 集团文件版本号:(M928-T898-M248-WU2669-I2896-DQ586-M1988)
第8章系列化零件设计 【教学提示】 SolidWorks不仅提供了强大的造型功能,而且提供了实用性很好的产品设计系列化功能,包括方程式和数值连接、配置、系列零件设计表、库特征等。通过方程式和数组连接的方式可以控制特征间的数据关系。通过配置可以在同一个文件中同时反映产品零件的多种特征构成和尺寸规格。采用Excel表格建立系列零件设计表方式反映零件的尺寸规格和特征构成,表中的实例将成为零件中的配置。将建立的特征按照文件库的方式存储,即生成库特征,可以在零件造型中调用。 【教学要求】 能够利用方程式和数值关联体现设计意图 熟练掌握手工生成一个零件配置的方法 掌握建立系列化零件设计表的方法及其高级应用技巧 理解Solidworks库特征,能够建立、修改和使用库特征 8.1 方程式和数值连接 绘制草图时,可以利用“中点”、“相等”等几何关系添加相应的尺寸约束,但有时为了更明确设计意图,在草图中利用这些简单的几何关系往往无法实现。这种情况下,应该使用方程式明确设计意图。
8.1.1 尺寸名称 SolidWorks是一个全相关的设计软件,对任何一个尺寸的修改都会影响到如装配、工程图等方面。因此,在SolidWorks中每个尺寸都有一个特定的名称。 1. 显示尺寸名称 选择【工具】︱【选项】命令,出现【系统选项】对话框,单击【常规】选项,选中【显示尺寸名称】复选框,单击【确定】按钮,如图8-1所示。 图8-1 尺寸名称 2. 更改尺寸名称 (1)右击“D1”尺寸,在快捷菜单中选择【属性】命令,出现【尺寸 属性】对话框,将名称改为“outD”,单击按钮,如图8-2所示。 图8-2 更改尺寸名称 8.1.2 方程式 使用方程式可以对任何特征的草图尺寸或参数进行控制。 新建“法兰”零件,如图8-3所示。法兰包括3个特征:基体拉伸、孔、阵列(圆周)。
产品零部件标准化流程 按照标准化对象分类,可以将零部件的标准化分为三类: 第一类:结构的变更,即对不同结构的可进行标准化的相似零部件,在结构上进行标准化,统一为一种结构的配件,这种结构的变更根据变更的结果又可分为以原有某配件作为标准对其他配件进行变更和重新设计新的配件结构作为标准对原有配件进行变更。这种结构的变更对产品的功能、质量有一定的影响,需要对变更后的配件进行物理性能验证,以保证标准化后配件能满足原有产品功能和质量方面的要求。 第二类:材料的变更,即对采用不同材料的可进行标准化的相似零部件,在材料方面进行标准化,统一为一种材料进行生产,此类变更对产品的质量有较大的影响,需要对变更后的配件进行全性能检验以保证标准化后配件的质量要求。 第三类:部分规格的的变更,如导管长度的标准化,此类变更对产品的质量和功能等基本无影响,只是通过统一某种规格来提高生产效率,降低生产成本,此类变更不需要对变更进行验证,只要满足变更后配件规格达到国标要求即可。 标准化流程图: 1.收集产品各类配件信息 各公司技术员收集公司内现有各种产品的配件信息,按照产品分类来统计各配件相关信息,包括数量,材料,规格,模具数量等基本信息,按统一格式形成 2.分类整理、归纳 技术部首先将各分公司技术员收集的所有配件的信息汇总,按照类别对各配件信息进行整理归纳,对同类零部件信息进行归纳汇总;然后,对同类零部件的所有图纸进行分析对比,找出各个规格的配件所存在的差异性,结合所对应产品
3.对可进行标准化的配件核算其标准化的效益和成本 技术部对上一步分析中可以进行标准化的配件,根据根据各配件的年总需求量,单个配件所需要的原材料成本,加工成本,以及加工此类配件的模具的数量、精度等,对可进行标准化的配件从原材料成本、加工成本、换模成本等方面进行汇总,确定各标准化方案所带来的直接经济效益或成本,结合此标准化方案所带来的管理效益、质量效益等进行综合评比,以此来确定最佳的标准化方案。 例如:某类配件的A、B规格经分析可以进行标准化整合,通过以下分析确定最 4.评审确定标准化方案 技术部对以上收集整理分析的结果以及初步拟定的可行性方案召集产品技术部、工艺技术部、质量部、制造部、销售部共同进行评审,综合各部门意见共同确定最终的标准化方案。 5.标准化变更设计 5.1结构变更 5.1.1以原有某配件作为标准统一此类配件 5.1.1.1验证用标准化配件替代其他配件对产品质量和功能的影响 根据上阶段确定的标准化方案,以选择的原有某配件作为标准替代其他配件,验证此类配件代替其他配件后对该产品的质量和功能的影响是否达标。 首先由项目组成员提交验证申请,批准后由技术部进行验证,主要验证内容:标准化配件各项质量和功能指标是否满足原有配件标准;替换后配件在产品中适配性是否满足要求;对于需蘸胶组装的配件要验证蘸胶组装后及灭菌处理后抗拉力、压力等指标是否合格;产品整体性能有无变化等。 5.1.1.2审批 将上阶段的验证结果及标准化方案,上报技术部和质量部,由技术部和质量部审核,技术副总批准。审批通过后,方可进行下阶段的验证,若审批不通过,则考虑换另一种配件作为标准配件,或是根据需求重新设计新的配件。 5.1.1.3小批量验证 审批通过后,对标准化配件进行小批量的组装生产,由于标准化配件采用的是原有某配件,只涉及部分组装工序的改变,因此在小批量试生产中,只需要验
毕业设计成绩按四级分制,即优秀、良好、及格和不及格。一般以指导教 师评定的成绩为主。评分标准如下: 1.优秀——按时完成毕业设计,内容符合任务书和指导书要求,无重大原 则问题,并在某些问题上有独立见解,说明书条理清楚,图纸整洁,计算无错 误。 2.良好——按时完成毕业设计,内容基本符合任务书和指导书要求,无重 大原则问题,说明书有条理,图纸整洁,计算无错误。 3.及格——按时完成毕业设计,内容基本符合任务书和指导书要求,设计 基本无较大问题,说明书一般,图纸基本整洁,计算基本无错误。 4.不及格——不能按时完成毕业设计,设计成果有重大原则问题,说明书 较乱,图纸不整洁,计算错误较多。 (指导教师及评阅人使用) 评
注:优秀(90-100),良好(80-90),中等(70-80),及格(60-70),不及格(60以下) 路桥工程系毕业设计、毕业答辩要求及评分标准 1、设计内容齐全,按要求完成; 2、方案可行,参数合理; 3、实事求是,符合逻辑; 4、文字通顺,语言流畅,书写工整;无错别字,不准请人代写; 二、毕业答辩要求 语言精简,中心突出。 三、毕业答辩评分标准 (一)毕业设计(65分) 1、设计内容齐全(25分) 2、方案可行,选用参数合理(20分) 3、图纸装订整齐,图纸按要求打印(10分) 4、文字、标点及书写格式规范(5分) 5、查阅资料,引用文献,有一定创新(5分) (二)答辩质量(35分) 1、答辩时仪表大方、衣着端庄、严肃认真(5分) 2、宣讲论文流利简洁、规定时间以内(10分) 3、答辩时吐词清楚、答题准确,说服力强(15分) 4、运用知识的灵活性和辩论技巧(5分) 四、毕业设计审查要求 1、设计工作量是否达到大纲要求,形式是否合要求。 2、对设计的技术措施、计算参数、技术经济指标的选择是否合理,设计方案的优缺点及可行性等诸多方面进行评述。 3、对设计做出总体评价。 对于不合格的设计,令其返工,直到达到要求才能参加毕业答辩。
城市设计任务书 (2016.2) 安徽工业大学建筑工程学院
一、设计题目:马鞍山市核心地段城市设计 二、教学目的与要求: 教学目的四年级建筑设计课程的重点是城市设计和大型公共建筑设计专题。通过该课题的训练,使学生掌握: 1、正确认识城市设计与城市规划、建筑设计的关系,树立全面、整体的“城市设计观”,了解城市设计的基本目标、原则及社会、经济、文化内涵。 2、掌握城市设计的基本内容、方法与工作程序,以城市设计的基本理论为基础,学习运用多种设计要素进行相应的规划设计。 3、掌握城市开放空间(如广场、公共绿地等)的设计内容, 4综合处理功能技术与较复杂、造型要求较高的高层公共建筑群体形态、功能安排、交通疏散、开放空间等等问题,以及大型公共建筑单体与高层综合楼的设计方法。课题强调各种相关学科、相关专业的交叉,树立综合意识和广义环境意识,培养学生解决综合设计问题的能力。 教学要求 课程过程中重点应注意以下四方面的学习: 城市设计:对城市群体建筑及城市空间要素进行调查、分析研究,结合城市设计的基本概念和方法组织好群体建筑与与单体建筑的功能布局,对城市体形环境进行正确地并有艺术创造力地设计。 具体来说,有以下几个方面目标: (1)充分了解和掌握城市设计的基本概念和思考方法,从城市区域规划、总体规划、详细规划到城市设计同建筑设计之间建立正确的联系方法,从城市和街区的群体建筑的相互关系的协调和对话中,按设计任务要求来设计群体建筑,结合本课程紧密高效的方案设计,通过实践加深理解,将理论和实践紧密结合起来。初步掌握联系实际、调查研究、群众参与的工作方法,有能力在调查研究与收集资料的基础上,拟定设计目标和设计要求。 (2)从建筑学的视角出发,关注单体建筑包括综合体与各种类型的建筑,如何同城市设计的宏观、中观与微观层面的综合联系,使建筑学的都能了解和掌握在城市设计导则及相关的城市规划要点的基础上,如何正确地并有创造力地设计群体建筑与单体建筑。 (3)充分了解和掌握设计功能技术复杂、造型要求较高的高层公共建筑群体形态组织、功能安排、交通组织与安全疏散,开放空间、绿化与景观设计等等问题,以及大型公共建筑单体与高层综合楼的设计方法。 (4)城市设计不能脱离具体的国家和地域的历史和文化发展的客观现实,因此,在具体的城市设计实践中,要加强同学们对城市设计任务所在地段和城市历史文化的研究与关注,从中发现有特色和有价值的设计理念,并具体应用于实际的方案设计中。 (5)处理好与周边城市肌理的关系 (6)处理好基地与周边城市交通的关系,包括车型交通和人行交通。 (7)处理好基地与周边城市生活的关系
塑胶产品结构设计准则--洞孔 (Hole) 在塑胶件上开孔使其和其它部件相接合或增加产品功能上的组合是常用的手法,洞孔的大小及位置应尽量不会对产品的强度构成影响或增加生产的复杂性,以下是在设计洞孔时须要考虑的几个因素。 相连洞孔的距离或洞孔与相邻产品直边之间的距离不可少於洞孔的直径,如孔离边位或内壁边之要点图。与此同时,洞孔的壁厚理应尽量大,否则穿孔位置容易产生断裂的情况。要是洞孔内附有螺纹,设计上的要求即变得复杂,因为螺纹的位置容易形成应力集中的地方。从经验所得,要使螺孔边缘的应力集中系数减低至一安全的水平,螺孔边缘与产品边缘的距离必须大於螺孔直径的三倍。 孔离边位或内壁边之要点 穿孔
从装配的角度来看,穿孔的应用远较盲孔为多,而且较盲孔容易生产。从模具设计的角度来看,穿孔的设计在结构上亦较为优胜,因为用来穿孔成型的边钉的两端均可受到支撑。穿孔的做法可以是靠单一边钉两端同时固定在模具上、或两枝边钉相接而各有一端固定在模具上。一般来说,第一种方法被认为是较好的;应用第二种方法时,两条边钉的直径应稍有不同以避免因为两条边钉轴心稍有偏差而引致产品出现倒扣的情况,而且相接的两个端面必须磨平。 盲孔 盲孔是靠模具上的哥针形成,而哥针的设计只能单边支撑在模具上,因此很容易被溶融的塑料使其弯曲变形,形成盲孔出现椭圆的形状,所以哥针的长度不能过长。一般来说,盲孔的深度只限於直径的两倍。要是盲孔的直径只有或於1.5mm,盲孔的深度更不应大於直径的尺寸。 盲孔的设计要点 钻孔
大部份情况下,额外的钻孔工序应尽量被免,应尽量考虑设计孔穴可单从模具一次成型,减低生产成本。但当需要成型的孔穴是长而窄时”即孔穴的长度比深度为大〔,因更换折断或弯曲的哥针构成的额外成本可能较辅助的後钻孔工序为高,此时,应考虑加上後钻孔工序。钻孔工序应配合使用钻孔夹具加快生产及提高品质,亦可减少因断钻咀或经常番磨钻咀的额外成本及时间;另一做法是在塑胶成品上加上细而浅的定位孔以代替使用钻孔夹具。 侧孔 侧孔往往增加模具设计上的困难,特别是当侧孔的方向与开模的方向成一直角时,因为侧孔容易形成塑胶产品上的倒扣部份。一般的方法是使用角针”Angle Pin〔及活动侧模”Split Mould〔,或使用油压抽哥。留意哥针在胶料填充时会否受压变形或折断,此情况常见於长而直径小的哥针上。因模具的结构较为复杂,模具的制造成本比教高,此外,生产时间亦因模具必须抽走哥针才可脱模而相应增加。 其他设计考虑 有关孔穴在产品设计上的考虑,尚有下列各点: 1. 多级”多个不同直径但相连的孔〔的孔可容许的深度比单一直径的孔长;此外,将模具件部份孔位偷空,亦可将孔的深度缩短,下图说明这两种方法的应用。
中望CAD系列化图库让设计更高效 中望CAD系列化图库让设计更高效 为了提高设计效率,许多设计师会把这些经常使用到的标准件制作成图块,以此来简化绘图步骤。但是,这也带来新的问题:以 “图块”形式存在的标准件修改起来十分麻烦。因此,在机械制图中,专业CAD软件的零件图库就显得十分必要和关键。 目前,市场面有多款机械制图软件,其中应用最为广泛的是中望CAD机械版。它针对设计师绘制标准件过程中面临的实际难题专门 开发了系列化零件设计系统,实现了“图库标准件直接调用、快速 修改”,大幅度提高了设计师的工作效率。 一.最全CAD机械图库,直接调用精确显示标准件 图/中望CAD机械版系列化零件库 对于设计师来说,除了零件要齐全,图库的使用也必须便捷、快速。中望CAD机械版图库界面左侧细致清晰的零件树,可以帮助设 计师快速查找到所需的零件。界面中间位置是参数选择区域,双击 可输入具体数字,直接修改尺寸大小。右侧区域是出图选项,可控 制输出零件的视图以及一些其他选项。值得一提的是,中望CAD机 械版图库支持一张图纸的完整信息,如:图形、各种标注、文字等。 设计师在选择或修改完零件的参数后,可直接点击“绘制零件”按钮完成对零件的快速调用。零件调用效果如下图: 图/直接调用中望CAD机械版图库零件效果 需要特别指出的是,设计师们在调用零件时,可以根据自己的需求,在基于可编程模块的架构设计、支持VBScript脚本和复杂公式 的中望系列化零件库窗口界面,通过更改原始参数、公式等步骤来 生成并绘制符合要求的零件,编辑调用的零件可以智能、正确地显 示在每个图层上。
图/中望CAD机械版精确显示设计师绘制的零件 二.超级符号库 设计师在各类机械产品的设计绘图中,经常需要在符号库中调用各种符号,因此,符号库中符号的丰富程度也在一定程度上影响了绘制效率。中望CAD机械版提供的丰富而全面的符号库系统,满足了各种机械CAD设计绘图中对符号内容的需求。 中望CAD机械版所提供的超级符号库包括了4种符合国家标准的符号内容:机构运动符号库、液压气动符号库、电气符号库、金属结构件。 图/中望CAD机械版2014符号库界面 小结:中望CAD机械版以GB、ISO、ANSI、DIN、JIS等标准为设计依据,汇集机械行业专用的设计功能和图库,能够最大程度简化设计步骤,提高效率。同时,还拥有图幅、图层、BOM表等一些列智能化管理,使整个设计流程更加流畅、准确。
建筑与城市规划学院 设计任务书 适用专业:建筑学(四年级下) 课程名称:城市设计B 课程设计题目:苏州市金阊新城核心区城市设计 学分数 3.5 学时数56 起迄周数:9—16 学年学期2014-2015学年第2学期 指导教师:张曦刘皆谊于淼陈渝顿明明王孟永教研室:建筑设计第二教研室 2015年3月
题目名称:苏州市金阊新城核心区城市设计 一、设计任务及其总体要求 通过该课程,使学生进一步巩固和运用所学的建筑与规划专业知识与技能,强化综合分析、解决问题的能力,培养在城市设计工作中实事求是的严谨科学态度、精诚合作的团队精神、勤奋务实的工作作风,同时使学生了解城市设计的基本操作程序和研究过程,为学生未来进行城市规划领域的理论探索和创新性解决实际问题打下坚实的基础。 学生应根据课题所设定的苏州古城平江路仓街片区城市设计任务和相关基础资料,拟定计划、配置相关人员,进一步收集素材,研究与课题有关的资料。并通过调查进一步掌握课题所涉问题的自然、社会、经济本质,寻求解决问题的办法、方向和路径。能够结合苏州市金阊新城建设目标尤其是苏州市总体规划及相关规划的定位,制定金阊新城核心区城市设计正确的方案策略,并进行商业、办公、公共空间创新、用地功能深化、历史文脉传承、滨水空间形态规划以及城市文化资源的合理开发与利用等专题研究,全面系统的考虑城市设计对苏州市金阊新城片区社会资源与自然资源的整合与影响,符合现代文化、旅游、休闲等要求的生活空间。 二、规划背景 1、区位与背景 金阊新城位于苏州老城区西北部的白洋湾地区,占地面积11.2平方公里,东至沪宁高速公路与相城区相连,南沿苏虞张连接线和苏州著名的虎丘风景区相邻,西临京杭大运河与苏州高新区隔河相望,北接苏州高新区浒关工业园。金阊新城内汇集了公路、水路、铁路等交通设施,交通网络发达。沪宁高速公路、312国道、沪宁铁路、京杭大运河等交通干线纵贯新城,区内设有苏州铁路货运西站,12条铁路专用线延伸其中,成为苏州地区重要的交通枢纽。 近年来金阊新城依托苏州雄厚的经济实力和独特优势,逐步建设成为集交易、运输、仓储、配载、商业配套服务等多功能于一体的现代化新城区,随着新城周边环境和内在发展需求的变化,新城对自身发展定位有了更高的要求。2012年市政府批准的金阊新城控规也将新城确定为“将原来以物流园为发展主导的模
壁厚 (Wall Thickness) 基本设计守则 壁厚的大小取决於产品需要承受的外力、是否作为其他零件的支撑、承接柱位的数量、伸出部份的多少以及选用的塑胶材料而定。一般的热塑性塑料壁厚设计应以4mm为限。从经济角度来看,过厚的产品不但增加物料成本,延长生产周期”冷却时间〔,增加生产成本。从产品设计角度来看,过厚的产品增加引致产生空穴”气孔〔的可能性,大大削弱产品的刚性及强度。 最理想的壁厚分布无疑是切面在任何一个地方都是均一的厚度,但为满足功能上的需求以致壁厚有所改变总是无可避免的。在此情形,由厚胶料的地方过渡到薄胶料的地方应尽可能顺滑。太突然的壁厚过渡转变会导致因冷却速度不同和产生乱流而造成尺寸不稳定和表面问题。 对一般热塑性塑料来说,当收缩率”Shrinkage Factor〔低於0.01mm/mm时,产品可容许厚度的改变达;但当收缩率高於0.01mm/mm时,产品壁厚的改变则不应超过。对一般热固性塑料来说,太薄的产品厚度往往引致操作时产品过热,形成废件。此外,纤维填充的热固性塑料於过薄的位置往往形成不够填充物的情况发生。不过,一些容易流动的热固性塑料如环氧树脂”Epoxies〔等,如厚薄均匀,最低的厚度可达0.25mm。 此外,采用固化成型的生产方法时,流道、浇口和部件的设计应使塑料由厚胶料的地方流向薄胶料的地方。这样使模腔内有适当的压力以减少在厚胶料的地方出现缩水及避免模腔不能完全充填的现象。若塑料的流动方向是从薄胶料的地方流向厚胶料的地方,则应采用结构性发泡的生产方法来减低模腔压力。 平面准则 在大部份热融过程操作,包括挤压和固化成 型,均一的壁厚是非常的重要的。厚胶的地 方比旁边薄胶的地方冷却得比较慢,并且在 相接的地方表面在浇口凝固後出现收缩痕。 更甚者引致产生缩水印、热内应力、挠曲部 份歪曲、颜色不同或不同透明度。若厚胶的 地方渐变成薄胶的是无可避免的话,应尽量 设计成渐次的改变,并且在不超过壁厚3:1的 比例下。下图可供叁考。 转角准则 壁厚均一的要诀在转角的地方也同样需要,以免冷却时间不一致。冷却时间长的地方就会有收缩现象,因而发生部件变形和挠曲。此外,尖锐的圆角位通常会导致部件有缺陷及应力集中,尖角的位置亦常在电镀过程後引起不希望的物料聚
标准文档 实用大全第8章系列化零件设计 【教学提示】 SolidWorks不仅提供了强大的造型功能,而且提供了实用性很好的产品设计系列化功能,包括方程式和数值连接、配置、系列零件设计表、库特征等。通过方程式和数组连接的方式可以控制特征间的数据关系。通过配置可以在同一个文件中同时反映产品零件的多种特征构成和尺寸规格。采用Excel表格建立系列零件设计表方式反映零件的尺寸规格和特征构成,表中的实例将成为零件中的配置。将建立的特征按照文件库的方式存储,即生成库特征,可以在零件造型中调用。 【教学要求】 ?能够利用方程式和数值关联体现设计意图 ?熟练掌握手工生成一个零件配置的方法 ?掌握建立系列化零件设计表的方法及其高级应用技巧 ?理解Solidworks库特征,能够建立、修改和使用库特征 8.1 方程式和数值连接 绘制草图时,可以利用“中点”、“相等”等几何关系添加相应的尺寸约束,但有时为了更明确设计意图,在草图中利用这些简单的几何关系往往无法实现。这种情况下,应该使用方程式明确设计意图。 8.1.1 尺寸名称 SolidWorks是一个全相关的设计软件,对任何一个尺寸的修改都会影响到如装配、工程图等方面。因此,在SolidWorks中每个尺寸都有一个特定的名称。 1. 显示尺寸名称 选择【工具】︱【选项】命令,出现【系统选项】对话框,单击【常规】选项,选中【显示尺寸名称】复选框,单击【确定】按钮,如图8-1所示。
2 图8-1 尺寸名称 2. 更改尺寸名称 (1)右击“D1”尺寸,在快捷菜单中选择【属性】命令,出现【尺寸属性】对话框, 将名称改为“outD”,单击按钮,如图8-2所示。 图8-2 更改尺寸名称 8.1.2 方程式 使用方程式可以对任何特征的草图尺寸或参数进行控制。 新建“法兰”零件,如图8-3所示。法兰包括3个特征:基体拉伸、孔、阵列(圆周)。
城市滨水地段城市设计任务书 一、项目背景 镇江地处中国经济最发达最具潜力的长三角地区,位于长江和运河的“十字黄金水道”交汇点,是一座依水而生临水而立的山水园林城市,也是国家级历史文化名城和全国优秀旅游城市。 镇江对北部滨水区的关注由来已久,从2005年开始,北部滨水区与南徐新城规划建设成为镇江城市建设“南山北水”新格局的重要内容,其中围绕北部滨水区编制了《北部滨水区总体规划》等相关规划。 2009年,随着长江路沿线整治出新和内江清淤工程的全面启动,北部滨水区的各项建设已经进入到实质性的阶段。《镇江市北部滨水区城市设计》再次成为规划工作的重点。 二、规划目标 突出名城特色,促进旅游发展,打造生态、旅游、休闲为一体的活力滨水区。 三、规划原则 1、生态性原则——充分尊重、合里利用内江沿岸的原有自然条件,以免或减少未来发展所可能导致的生态破坏。 2、人本性原则——保证内江滨水风光带的公益性、参与性,使每个人拥有自由享受景观空间的权利,同时在设计中保证使用者的舒适、方便和愉悦。 3、人文性原则——充分展现镇江历史、文化底蕴,建设赋有历史特性、文化特质、时代特征及生活特色的环湖景观。 4、多样性原则——集合具有现代生活气息的并适合在本地区进行的各项活动,满足不同使用者的活动需求,使内江滨水岸线成为展示都市滨水生活的大舞台。
5、关联性原则——各功能分区、活动单元能够有机布局,生态与人造、场所与场所、活动与活动之间存在有机联系。 四、规划范围 规划范围参加规划条件图红线范围,总用地面积约为69公顷,整合西津湾、西津渡、云台山、伯先路近代历史街区等文化资源的镇江城市历史文化体验区,为镇江旅游城的核心功能区。 五、设计要求 (一总体要求 1.确定水体和陆域功能及岸线形式 在对内江滨水地区分析的基础上,深入研究该片区与城市主要功能的关系,进而确定水体和陆域功能,并在此基础上确定分段岸线形式。 2.确定水上旅游项目和游赏路线 根据内江水体和陆域功能,结合三山景区规划(详见《三山风景名胜区总体规划(2004-2020》和《三山公园景区环境整治改造详细规划》,合理确定水上旅游项目及游船码头位置,并考虑结合金山湖景区景观(详见《镇江市金山湖景区景观设计》确定最佳游赏路线。 3.塑造特色城市景观 加强城市开敞空间与滨水开敞空间之间的渗透,建立景观轴线,营造从城市空间延续至水岸的绿色视觉走廊。 六、成果要求 1、文字说明:城市说明(含设计说明、主要技术经济指标等。
塑胶产品结构设计准则--壁厚篇 基本设计守则 壁厚的大小取决于产品需要承受的外力、是否作为其他零件的支撑、承接柱位的数量、伸出部份的多少以及选用的塑胶材料而定。一般的热塑性塑料壁厚设计应以4mm为限。从经济角度来看,过厚的产品不但增加物料成本,延长生产周期”冷却时间〔,增加生产成本。从产品设计角度来看,过厚的产品增加引致产生空穴”气孔〔的可能性,大大削弱产品的刚性及强度。 最理想的壁厚分布无疑是切面在任何一个地方都是均一的厚度,但为满足功能上的需求以致壁厚有所改变总是无可避免的。在此情形,由厚胶料的地方过渡到薄胶料的地方应尽可能顺滑。太突然的壁厚过渡转变会导致因冷却速度不同和产生乱流而造成尺寸不稳定和表面问题。 对一般热塑性塑料来说,当收缩率”Shrinkage Factor〔低于0.01mm/mm 时,产品可容许厚度的改变达;但当收缩率高于0.01mm/mm时,产品壁厚的改变则不应超过。对一般热固性塑料来说,太薄的产品厚度往往引致操作时产品过热,形成废件。此外,纤维填充的热固性塑料于过薄的位置往往形成不够填充物的情况发生。不过,一些容易流动的热固性塑料如环氧树脂”Epoxies〔等,如厚薄均匀,最低的厚度可达0.25mm。 此外,采用固化成型的生产方法时,流道、浇口和部件的设计应使塑料由厚胶料的地方流向薄胶料的地方。这样使模腔内有适当的压力以减少在厚胶料的地方出现缩水及避免模腔不能完全充填的现象。若塑料的流动方向是从薄胶料的地方流向厚胶料的地方,则应采用结构性发泡的生产方法来减低模腔压力。 平面准则
在大部份热融过程操作,包括挤压和固化成型,均一的壁厚是非常的重要的。厚胶的地方比旁边薄胶的地方冷却得比较慢,并且在相接的地方表面在浇口凝固后出现收缩痕。更甚者引致产生缩水印、热内应力、挠曲部份歪曲、颜色不同或不同透明度。若厚胶的地方渐变成薄胶的是无可避免的话,应尽量设计成渐次的改变,并且在不超过壁厚3:1的比例下。下图可供叁考。 转角准则 壁厚均一的要诀在转角的地方也同样需要,以免冷却时间不一致。冷却时间长的地方就会有收缩现象,因而发生部件变形和挠曲。此外,尖锐的圆角位通常会导致部件有缺陷及应力集中,尖角的位置亦常在电镀过程后引起不希望的物料聚积。集中应力的地方会在受负载或撞击的时候破裂。较大的圆角提供了这种缺点的解决方法,不但减低应力集中的因素,且令流动的塑料流得更畅顺和成品脱模时更容易。下图可供叁考之用。
什么是产品通用化 对某些零件或部件的种类、规格,按照一定的标准加以精简统一,使之能在类似产品中通用互换的技术措施。经过统一后,可通用于某些产品中的零件或部件,称为“通用件”。 所谓产品产品通用化是指同一类型不同规格或不同类型的产品和装备中,用途相同、结构相近似的零部件,经过统一以后,可以彼此互换的标准化形式。显然,通用化要以互换性为前提,互换性有两层含义,即尺寸互换性和功能互换性。功能互换性问题在设计中非常重要。例如所设计的柴油机,既可用于拖拉机,又可用于汽车、装运机、推土机和挖掘机等。通用性越强,产品的销路就越广,生产的机动性越大,对市场的适应性就越强。 产品通用化就是尽量使同类产品不同规格,或者不同类产品的部分零部件的尺寸、功能相同,可以互换代替,使通用零部件的设计以及工艺设计、工装设计与制造的工作量都得到节约,还能简化管理、缩短设计试制周期。 产品通用化的必然性 产品通用化是现代化大生产发展的客观要求。随着产品规格、品种日益繁多,生产和需求反映在品种规格上的矛盾日益突出,因此,将作用相同、尺寸接近的各种零部件和技术文件,经过比较分析,合理归并,使其统一,既在技术上是可行的,又在经济上是合理的。 产品通用化是提高社会生产效率的重要方向之一。它能够减少生产重复现象,消除产品及其元件种类以及工艺型式的不适当的多样化。在通用化基础上增加批量,是建立专业化生产的有效条件,对采用先进设备、改善产品质量的更新速度,缩短掌握新技术的时间,增强市场竞争能力起着积极作用。由于产品结构中尽量采用通用件,可以简化产品设计、减少工艺准备的工作量,从而使生产组织和生产计划工作进一步完善。 产品通用化的一般方法 在对产品系列设计时,要全面分析产品的基本系列及派生系列中零部件的个性与共性,从中找出具有共性的零部件,先把这些零部件作为通用件,以后根据情况有的还可以发展成为标准件。如果对整个系列的产品中的零部件都经过认真的研究和选择,能够通用的都使之通用,这就叫全系列通用化。 在单独设计某一种产品时,也应尽量采用已有的通用件。新设计的零部件应充分考虑到使其能为以后的新产品所采用,逐步发展成为通用件。 产品设计的通用化程度在某种意义上可用通用化系数来衡量: