大小头加工质量计划
名称:偏心大小头规格:φ1422*15.88/φ1067*12.7
材质:A234 GR.WPB-W
一、产品要求识别与确认
1、合同与技术协议书
1.1合同内容摘要(附合同评审表复印件)
1.2技术协议书
客户未提供,要求按标准执行,偏心大小头尺寸参照标准ASME B16.9,材料标准ASTM A234。
2、产品的技术质量指标
要求100%符合约定标准要求
二、技术分析与工艺策划
1、技术保障能力分析
针对该规格大小头的制造,我公司具备以下工艺能力与检测试验手段:
①管件制造通用工艺规范ZNHI/QM300-9-2011
②管件成型工艺规范ZNHI/QM300-10-2011
③热处理工艺规程(管件)ZNHI/QM300-18-2011
④X射线探伤检验规程ZNHI/QM300-13-2011
⑤理化试验设备操作规程ZNHI/QM300-28-2011
2、现有设备工装能力与适应性
我公司拥有以下工装设备,可满足该型号大小头生产与检验的需
要:
①火焰切割机GQ50
②卷板机S12-2000
③自动焊接操作机EHB-3
④双头倒角机
⑤工业打字机XG-5
⑥材料试验机WE-300B
⑦X射线探伤仪XXQ-2505,XXH2505,XXQ3505
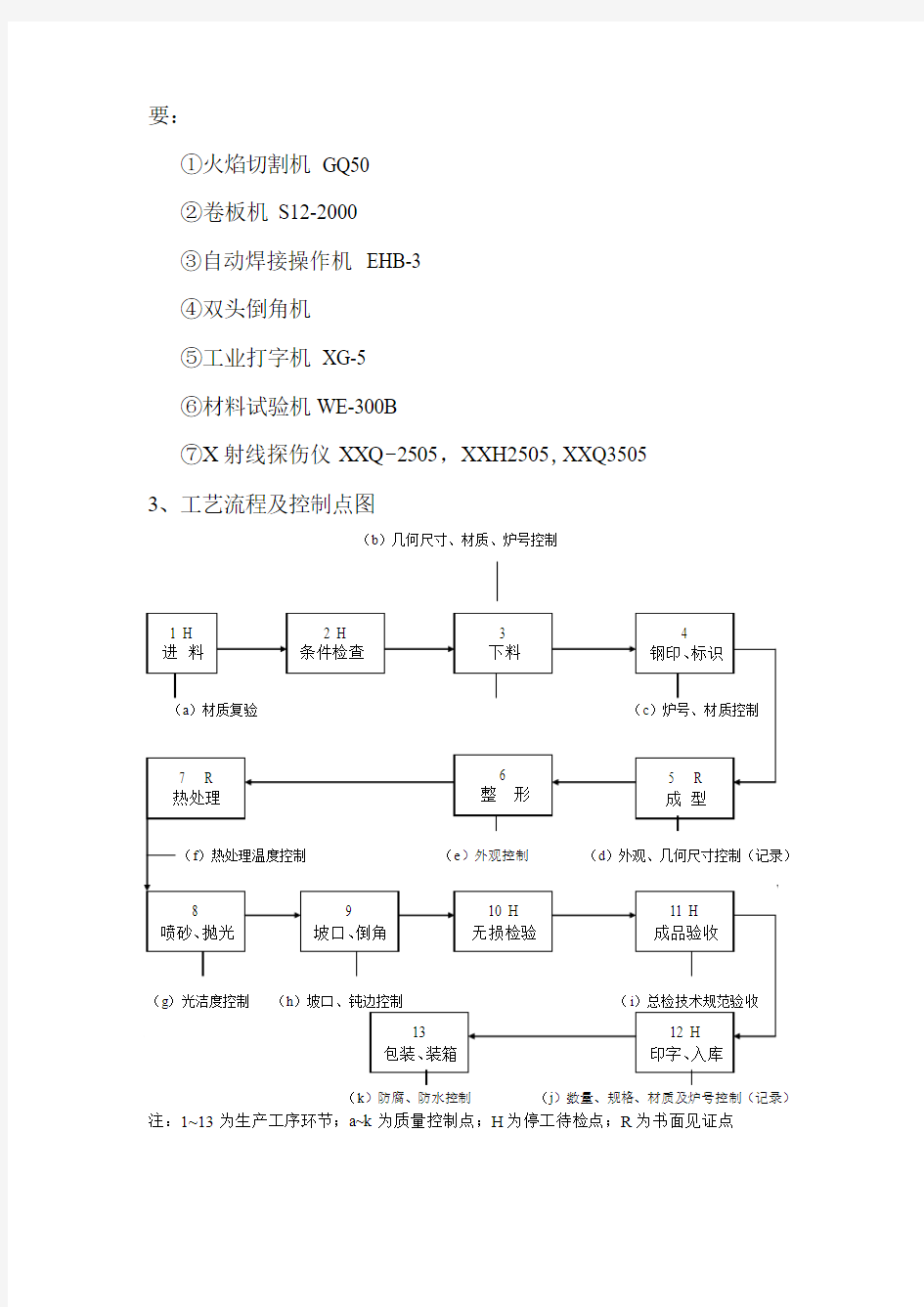
3、工艺流程及控制点图
(b)几何尺寸、材质、炉号控制
(k)防腐、防水控制(j)数量、规格、材质及炉号控制(记录)注:1~13为生产工序环节;a~k为质量控制点;H为停工待检点;R为书面见证点
三、原材料与加工过程控制
1、备料
1.1原材料的采购文件应明确规定材料的牌号、材质、规格和执行标准。
1.2原材料的进厂复检。
1.2.1 验证供应商的质保书是否与实物相符(质保书所出示的材料化学成份与力学性能数据是否符合约定标准)。
原材料标准ASTM A515 GR.60
化学成分:
C≤0.24% Mn≤0.98% P≤0.035% S≤0.035% Si:0.13~0.45
拉伸性能:
抗拉强度:415~550Mpa
屈服强度:≥220Mpa
伸长率:≥25%
1.2.2 当供应商提供的质保书不是原生产厂原件时,理化实验室应做
化学成分、力学性能的检测。
1.2.3 经复验合格的原材料,办理入库手续,按标识区存放。
2、划线
2.1、按图纸尺寸要求放样划线。
2.2、做好标记移植。
3、下料:按划线进行火焰切割下料,并去除毛刺、熔渣。
4、坡口:纵向焊缝两侧坡口37.5°±2.5°,钝边1.6mm打磨光亮。
5、成型:压制成型,要求①表面光滑平整,压痕深度不大于0.5mm;
②两端面平齐。
6、组对:将切割面打磨光亮,按大小头的组对顺序点焊牢。
7、检验:对口间隙2±1mm,对口错边量≤1.5mm,清除坡口两边30mm范围内的铁锈、油污等杂质。
8、焊接:按焊接工艺卡施焊。
9、检测:按JB/T4730-2005进行100%RT检测,II级合格。
10、热处理:正火。正火温度:910-930℃,出炉自然空冷。正火保温时间:20分钟。正火后硬度:≤197HB。
11、硬度检测:按标准要求进行检测。
12、整形:将端部外径整圆至要求尺寸。外观有缺陷的部位应修整圆滑。
13、坡口
13.1 留3—5mm的坡口加工余量进行划线,用等离子切割机将多余的料去除。
13.2 用倒角机按图纸要求车削大小头两端的坡口。
14、成品检测
14.1按相应产品标准要求检验外径尺寸,壁厚及长度尺寸等各部位尺寸。
14.2每项检测都做详细记录,并将检测结果汇总,填在成品检验、试验报告上,随质保书分送用户和本厂质保部存档。
15、表面:外观合格后,管件内外表面进行油漆。
16、打字:按标准规格、型号要求进行打字。
17、入库:按材料规格、型号堆放整齐。
手机摄像头模组生产工艺的S M T流程及S M T 应用分析 公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
手机摄像头模组生产工艺的SMT流程及SMT应用分析 摘要 随着通信技术的不断扩延,手机已成为人们生活、工作、学习、娱乐不可或缺的工具。而手机摄像头模组是手机中非常重要的组件之一,其品质的好坏直接影响手机整体品质的高低。因此在手机摄像头模组生产的过程中每一步都是要严格把关的,不能有丝毫的懈怠。在手机摄像头模组中,FPC软电路板是决定手机照相生成图片的关键组件之一,因此它的生产工艺及质量好坏显得尤为重要。 基于此,首先简单介绍了手机摄像头模组原理以及SMT技术在手机摄像头模组生产工艺中的应用,着重阐述了手机摄像头模组FPC软电路板的改良设计和SMT生产工艺流程及产品质量分析。根据手机摄像头模组FPC软电路板的具体要求,合理进行SMT技术指标优化,分析研究了手机摄像头模组再流焊SMT焊接温度分布曲线。针对FPC软电路板产品设置了AIO(automatic optical inspection)检测及ICT在线测试方法。 关键字:手机摄像头模组 SMT AIO检测 ICT在线测试
Mobile phone camera module production technology of SMT processes and SMT application ABSTRACT Summary as communication technologies continues expansion, mobile phone has become the people's life, work, learn, play an indispensable tool. Mobile phone camera module is one of the very important components in the mobile phone, its quality directly affect the overall level of quality phones. In the mobile phone camera module production at every step in the process is to strictly, there can be no slack. Mobile phone camera module in the FPC flexible circuit board is to determine the key components of the camera phone picture, therefore its production process and the quality is particularly important. Based on this, the first simply introduced the mobile phone camera module principle and SMT technology and its application in mobile phone camera module production, focusing on mobile phone camera module is described FPC flexible circuit board design and analysis of SMT production process and product quality. According to mobile phone camera module FPC flexible circuit board requirements, reasonable SMT technical specifications, analysis of mobile phone camera module for reflow SMT soldering temperature distribution flexible circuit board set AIO products (automatic optical inspection) test online test methods and ICT. Keyword: mobile phone camera module;SMT;AIO ICT;on-line test
电缆头制作施工工艺 环网电缆专业--电缆头制作 1电缆头制作前提条件 1.1环网电缆敷设并整理、固定完成; 1.2《35kV单芯交联聚乙烯电缆冷缩型接头安装说明书》、《35kV单芯电缆内锥插拔式可分离终端头安装说明书》已提供;; 1.3操作人员经过严格的技术培训,持证上岗; 2电缆头制作 电缆敷设好后,为了使其成为一个连续的线路,各段线必须连接为一个整体,这些连接点就称为电缆接头。终端头是电力电缆线路两端与其他电气设备连接的装置。电缆接头包括:电缆中间接头和电缆终端接头。中间接头分为冷缩式和热缩式,本制作工艺介绍的中间头为35kV冷缩式中间头,终端头为35kV 单芯电缆内锥插拔式可分离终端头。 2.1电缆头制作前期准备 2.1.1电缆头选型 电缆头的绝缘材料符合要求,其规格型号与电缆规格型号匹配。 2.1.2在制作高压电缆头前,使用2500V兆欧表测量电缆绝缘电阻,测量合格后方可操作。 2.2电缆头制作 2.2.1电缆剥切 在制作高压电缆头前,利用2500V兆欧表测量电缆绝缘电阻,测量合格后,方可进行操作。 根据电缆中间接头使用说明书的要求剥除电缆外护套和金属铠装,并去除铠装、内护套及填充物。 按尺寸剥除屏蔽带、外半导电层,切除电缆主绝缘。 处理电缆半导电层和主绝缘,必要时可用砂纸磨掉主绝缘上残留半导体。 对半导电层断口进行打磨处理,用砂布打磨主绝缘表面。 清洁电缆绝缘表面,必须由绝缘向半导电层擦拭。
2.2.2线芯连接 将应力锥套入电缆线芯端,将电缆两端的线芯分别插入擦拭好的连接管内进行压接,根据电缆的规格选择相对应的模具,压接的顺序为先中间后两边。压接后打磨毛刺、飞边。用锉刀或纱布将压接后的连接管的棱角、毛刺除掉。用清洁巾清洗电缆芯绝缘和连接管,并晾干,按安装工艺的要求将接管处填充。 2.2.3恢复铜屏蔽、内外护套 按安装工艺的要求,将铜屏蔽恢复材料安装在电缆上,与电缆两端铜屏蔽搭接接触良好。将电缆线芯合拢,用胶带将线芯捆牢,在恒力弹簧处用胶带1/2搭接缠绕两层。 恢复电缆内护套时冷缩材料注意缠绕均匀,按要求搭接1/2缠绕。 将电缆预留铠装用砂纸打磨,去除氧化层。用恒力弹簧将材料中提供的软铜带固定在铠装上,固定牢固。在恒力弹簧处用胶带缠绕两层。 按安装说明书要求与接头两端电缆的外护套搭接100mm,在搭接处用胶带1/ 2搭接缠绕,恢复电缆外护套。 2.3电缆头制作工艺 2.3.1 35kV冷缩式电缆中间头 1 电缆预处理 1) 确认电缆中间接头与电缆接头型号匹配、主绝缘的外径在电缆在选用范围内; 2) 铠装型电缆: 清洁距电缆端部约500mm范围内的电缆保护套。按下图所示尺寸剥除电缆外护套、铠装层、内护套和铜带(或铜丝)屏蔽层,用所提供的粘帖铜带在图示位置固定屏蔽铜带。
温州摄像头模组生产制造项目 规划实施方案 规划设计/投资分析/产业运营
报告说明— 摄像头具有静态图像捕捉、视频摄像等功能,是重要的成像设备,主 要由镜头、马达、滤光片、图像传感器、图像信号处理器(ISP,ImageSignalProcess)等部分组成。工作原理大致为:景象通过镜头生成 光学图像投射至图像传感器并被转为电信号,电信号经过模拟/数字(A/D,Analog/Digital)转换并送至ISP芯片进行处理,最后通过系统处理由显 示器显示。镜头、图像传感器和图像信号处理器是关键部件。 该摄像头模组项目计划总投资8149.08万元,其中:固定资产投资5914.63万元,占项目总投资的72.58%;流动资金2234.45万元,占项目 总投资的27.42%。 达产年营业收入21177.00万元,总成本费用16525.95万元,税金及 附加162.95万元,利润总额4651.05万元,利税总额5455.52万元,税后 净利润3488.29万元,达产年纳税总额1967.23万元;达产年投资利润率57.07%,投资利税率66.95%,投资回报率42.81%,全部投资回收期3.84年,提供就业职位307个。 CMOS摄像头模组(CMOSCameraModules,CCM)已经成为重要的传感技术,并且该市场竞争越来越激烈。据麦姆斯咨询报道,摄像头模组产业已 经发展到了一个新阶段,Yole预测2018年全球摄像头模组市场规模达到 271亿美元,未来五年将保持9.1%的复合年增长率(CAGR),预计2024年
将达到457亿美元。摄像头模组产业涵盖图像传感器、镜头、音圈电机、 照明器和其它摄像头组件。该产业的主要驱动因素为智能手机和汽车等产 品中的摄像头数量不断增加,因此CMOS摄像头模组市场仍具很强的吸引力。
定型耐火材料工艺流程 定型耐火材料的生产工艺流程图 活化煅烧 死烧
检验包装 一.原料的煅烧 原料的煅烧具有极为重要的必要性,原料的煅烧分为活化煅烧和死烧,活化煅烧是使原料全部或部分组分得到活化,变为活性状态的煅烧,通过加入添加剂得以实现,死烧则是使原料全部达到完全烧结,无论哪种煅烧都能够使生料变成熟料,熟料配料的好处如下: (1)熟料配料能够保证制品烧成后的尺寸准确性,以及制品的体积稳定性。 (2)熟料配料有利于改善制品的矿物组成及显微组织结构,从而保证制品具有良好的使用性能; (3)熟料配料有利于缩短制品的烧成周期,提高生产效率和烧成合格率。二.原料的挑选分级 原料的挑选分级能够保证优质品的质量,避免劣质原料被用来生产优质品;此外,这道工序还能保证优质原料被有价值的利用,避免优质原料被用来生产低等级的制品。 一般挑选分级的对象有耐火黏土、高铝矾土、菱镁矿等,根据熟料的外观颜色、有无显而易见的杂质、比重、致密度等情况进行人工拣选。 三.原料的破粉碎 破粉碎在耐火材料的生产流程中是一道极为重要的生产工序,它决定了产品质量的好坏,因此它有着极为重要的意义: (1)各种原料只有破粉碎到一定细度才能充分均匀混合,从而保证制品组织结构的均匀性; (2)通过破粉碎将各种原料的加工成适当粒度,以保证制品的成型密度; (3)只有将原料粉碎到一定细度,才能提高原料的反应活性,促进高温下的固相反应,形成预期的矿物组成和显微组织结构,以及降低烧成温 度。 根据破碎的不同要求,可以选择不同类型的破碎机,常用的破碎机有颚式破碎机和圆锥破碎机。
配料不仅仅是调配化学组成的过程,还是调配颗粒组成的过程,因此在配料过程中颗粒级配的设计师极为重要的,合理的颗粒级配可以达到最紧密堆积,保证坯体的成型密度,减小坯体的烧成收缩,从而保证制品的质量和性能。 以取得最紧密堆积为目的,耐火材料的颗粒组成,一般采用下述公式: y i =[a +(1?a )(d i D )n ]?100 y i ——粒径为d i 的颗粒应配入的数量(%); a ——系数,取决于物料性质及细粉含量等因素,一般情况下,a=0-0.4; n ——指数,与颗粒分布特性及细粉的比例有关,一般地n=0.5-0.9; D ——最大(临界)颗粒尺寸(mm )。 理想的堆积是粗颗粒构成骨架,中颗粒填充于大颗粒构成的空隙中,细粉则填充于中间颗粒构成的空隙中,在实际生产中,通常采取三组分颗粒配料,有时候也会采取四组分颗粒配料,不同的产品因为成型和烧成的不同,会选取不同的配比。 五. 混练 混练是使各种物料分布均匀化,并促进颗粒接触和塑化的操作过程,耐火材料的混练过程,由于颗粒粒度相差较大及成型的需要,实际上不是一个单纯的混合过程,而是伴有一定程度的碾压、排气过程。混练的最终目的是使混合料的任意单位体积内具有相同的化学组成和颗粒组成。 达到较好混练质量所需要的混练时 间,主要与物料的流动性、外加剂的种 类、混练机的结构性能等因素有关,对 应于某一种坯料及混练设备,都有一个 最佳的混练时间,超过该时间就会造成 “过混合”,如右图所示,而且最佳混练 时间有时相差较大,例如黏土砖需要 4-10min ,而镁砖需要20-25min 。
冷缩电缆头制作工艺 1 前言 在现代变、配电工程中,电缆以其施工维护方便、供电可靠性高等特点得以广泛使用,冷缩电缆头也以其独有的优点得到广泛使用。 2 特点 冷缩电缆头,现场施工简单方便,其冷缩管具有弹性,只要抽出内芯尼龙支撑条,可紧紧贴服在电缆上,不需要使用加热工具,克服了热缩材料在电缆运行时,因热胀冷缩而产生的热缩材料与电缆本体之间的间隙。 3 适用范围 本工法适用于10~35KV三芯电缆终端头的制作。 4 工艺原理 利用冷缩管的收缩性,使冷缩管与电缆完全紧贴,同时用半导体自粘带密封端口,使其具有良好的绝缘和防水防潮效果。 5 制作步骤 剥外护套、钢铠和内衬层→固定钢铠地线→缠填充胶→固定铜屏蔽地线→固定冷缩指套、冷缩管→端子压接→固定冷缩终端→密封端口→测试。 5.1 剥外护套、钢铠和内衬层将电缆校直、擦净、剥去从安装位置到接线端子的外护套、留钢铠30mm、内衬套10mm,并用扎丝或PVC带缠绕钢铠以防松散。铜屏蔽端头用PVC带缠紧,以防松散和划伤冷缩管。 5.2 固定钢铠地线将三角垫锥用力塞入电缆分岔处,除去钢铠上的油漆、铁锈,用大恒力弹簧将钢铠地线固定在钢铠上。为固定牢固,地线应预留10~20mm,恒力弹簧缠绕一圈后,把预留部分反折,再用恒力弹簧缠绕。固定铜屏蔽地线也是如此。 5.3 缠填充胶自断口以下50mm至整个恒力弹簧、钢铠及内护层,用填充胶缠绕两层,三岔口处多缠一层,这样做出的冷缩指套饱满充实。 5.4 固定铜屏蔽地线将一端分成三股的地线分别用三个小恒力弹簧固定在三相铜屏蔽上,缠好后尽量把弹簧往里推。将钢铠地线与铜屏蔽地线分开,不要短接。 5.5 固定冷缩指套、冷缩管在填充胶及小恒力弹簧外缠一层黑色自粘带,使冷缩指套内的塑料条易于抽出。将指端的三个小支撑管略微拽出一点(从里看和指根对齐),再将指套套入尽量下压,逆时针将端塑料条抽出。清洁屏蔽层后,在指套端头往上100mm 之内缠绕PVC带,将冷缩管套至指套根部,逆时针抽出塑料条,抽时用手扶着冷缩管末端,定位后松开,不要一直攥着未收缩的冷缩管,根据冷缩管端头到接线端子的距离切除或加长冷缩管或切除多余的线芯。 5.6端子压接距冷缩管15mm处剥去铜屏蔽层,距铜屏蔽层15mm处剥去外半导体屏蔽层,按接线端子的深度切除各相绝缘层。将外半导体及绝缘体末端用刀具倒角,按原相色缠绕相角条,将端子插上并压接,按照冷缩终端的长度绕安装限位线。用砂纸仔细打磨绝缘层表面,使其光滑无刀痕,无半导体残留点。并用清洁纸清洁,清洁时,从端头撸到外半导层,切不可来回擦。在铜屏蔽上绕半导电带,和冷缩管缠平。 5.7 固定冷缩终端锉除压接毛刺、棱角,并清洗干净,用填充胶将端子压接部位的间隙和压痕缠平。将冷缩管终端套入电缆线芯并和限位线对齐,轻轻拉动支撑条,使冷缩管收缩(如开始收缩时发现终端和限位线错位,可用手把它纠正过来)。 5.8密封端口分别在收缩后各相冷缩管和冷缩指套的端口处包绕半导体自粘带。这样,既能使冷缩管外半导体层与电缆外半导体屏蔽层良好接触,又能起到轴向防水防潮的作用。包绕自粘带,是冷缩接头防潮密封的关键环节,要以半重叠法从接头一端起向
10kV三芯交联冷缩电缆终端头制作过程-安装班组黄梓鹏普通三芯交联电缆的构造由外至内包括:外护套、钢铠、内护套、铜屏蔽和三相电缆线芯;线芯由外至内包括铜屏蔽、外半导电层、绝缘层、内半导电层和线芯。冷缩电缆附件如下图所示: 1.电缆预处理:把电缆放置在预定的位置,开剥外护套。用美工刀环形切割外护套,并从前往后划开。方可切开外护套。 2.用恒力弹簧包裹住钢铠,包裹位置为外护套环切处。用一字螺丝刀慢慢将钢铠撬起,如果包裹太紧导致螺丝刀塞不进去,可以从电缆前端将钢铠松开少许,或用小锤将螺丝刀捶打。撬起后改用老虎钳夹紧撕开钢铠(钢铠有两层)。 3.沿撕开处向前1厘米左右,环形切割内护套,并从前往后划开,方可切开内护套。注意切割时切勿用力过猛,以免伤及里面的铜屏蔽层,甚至是绝缘层。 4.割掉填充物。注意切割时要从前往后割,以免伤及铜屏蔽和绝缘层。分开三根线芯后,注意将线芯头部用包布包裹,以免铜屏蔽散开。 5.用砂纸打磨钢铠和铜屏蔽层。 6.将接地编织线线缠绕在交联线芯分叉处,向后收紧编织线,并套上恒力弹簧。在钢铠处同样用恒力弹簧固定住编织线,向后用力收紧。两条编织线要有一定距离,以便之后做实验方便。接地时两条编织线可以在同一处接地。在两个恒力弹簧上分别缠绕几层包布,以进一步
保证弹簧不会松脱。 7.在恒力弹簧及其之间缠绕若干条填充胶,使其外观平整,略呈苹果形。并在三芯电缆分叉处,把密封胶撕成小块,揉成团团之后填充进分叉的根部。 8.在钢铠恒力弹簧向后一段距离处包裹一层密封胶。以加强防水密封。 9.安装冷缩三指套。将三指套从线芯分叉处,套到电缆根部。将三指的线芯抽出少许,使其略微颈缩。压紧三指套,抽出塑料支撑条,先收缩根部,再收缩三根指套。 10.安装冷缩管。抽条时手不要拉着未收缩的冷缩管,使其自然收缩。 11.将电缆定好位置,确定好长度,剪去多余的电缆。 12.按照标尺,在剥除铜屏蔽处缠绕包布后,在标记处环切,剥除铜屏蔽。注意,理想的切割深度应只有铜屏蔽厚度的三分之二,以免伤及绝缘层。用手将铜屏蔽剥下。 13.在铜屏蔽上端,按照标尺量定距离,环切,并自下而上切割外半导电层。注意切割力度——力度不宜过小,否则将难以撕开半导电层;力度也不宜过大,否则将划伤主绝缘层。至电缆顶部,可用力切一刀,以方便撕开。
电缆头制作工艺 电缆头安装的基本操作工艺 (1)基本要求电缆头是电缆线路中最薄弱的部分,其安装质量的好坏是电缆线路难否安全运行的关键,应给予足够的重视。 1)电缆头在安装时要防潮,不应在雨天、雾天、大风天做电缆头,平均气温低于0℃时,电缆应预先加热。 2)施工中要保证手和工具、材料的清洁。操作时不应做其他无关的事(特别不能抽烟!)。 3)所用电缆附件应预先试装,检查规格是否同电缆一致,各部件是否齐全,检查出厂日期,检查包装(密封性),防止剥切尺寸发生错误。 电缆头安装的前期工作 1.电缆敷设前要检查电缆本体的绝缘,在电缆头上找出色相排列情况,避免三芯电缆中间头上(为对齐相序)芯线交叉。 2.电缆敷设后要做电缆的直流耐压试验,试验后对电缆头做好密封,防止受潮。 3.中间头电缆要留余量及放电缆的位置。 基本操作工艺 1)剥外护套为防止钢甲松散,应先在钢甲切断处内侧把外护层剥去一圈(外侧留下),做好卡子*,用铜丝绑紧钢甲并焊妥钢甲接地线。最后剥外护套 2)锯钢甲上一步完成后,在卡子边缘(无卡子时为铜丝边缘)顺钢甲包紧方向锯一环形深痕,(不能锯断第二层钢甲,否则会伤到电缆),用一字螺丝刀撬起(钢甲边断开),再用钳子拉下并转松钢甲,脱出钢甲带,处理好锯断处的毛刺。整个过程都要顺钢甲包紧方向,不能把电缆上的钢甲搞松。 3)剥内护绝缘层注意保护好色相标识线,保证铜屏蔽层与钢甲之间的绝缘。 4)焊接屏蔽层接地线把内护层外侧的铜屏蔽层铜带上的氧化物去掉,涂上焊锡。把附件的接地扁铜线(分成三股),在涂上焊锡的铜屏蔽层上绑紧,处理好绑线的头,再用焊锡与铜屏蔽层焊住,焊住线头。下图是终端头的接地线安装方法(中间头也一样,只是接地线不用向后),外护套防潮段表面一圈要用砂皮打毛,涂密封胶,以防止水渗进电缆头。屏蔽层与钢甲两接地线要求分开时,屏蔽层接地线要做好绝缘处理。 5)铜屏蔽层处理在电缆芯线分叉处做好色相标记,按电缆附件说明书,正确测量好铜屏蔽层切断处位置,用焊锡焊牢(防止铜屏蔽层松开),在切断处内侧用铜丝扎紧,顺铜带扎紧方向沿铜丝用刀划一浅痕(注意不能划破半导体层!),慢慢将铜屏蔽带撕下,最后顺铜带扎紧方向解掉铜丝。 6)剥半导电层在离铜带断口10mm处为半导电层断口,断口内侧包一圈胶带作标记。 ①可剥离型在预定的半导电层剥切处(胶带外侧),用刀划一环痕,从环痕向未端划两条竖痕,间距约10mm。然后将些条形半 导电层从未端向环形痕方向撕下(注意,不能拉起环痕内侧的半导电层!),用刀划痕时不应损伤绝缘层,半导电层断口应整齐。检查主绝缘层表面有无刀痕和残留的半导电材料,如有应清理干净。 ②不可剥离型从芯线未端开始用玻璃刮掉半导电层(也可用专用刀具),在断口处刮一斜坡,断口要整齐,主绝缘层表面不应留半导电材料,且表面应光滑。 7)清洁主绝缘层表面用不掉毛的浸有清洁剂的细布或纸擦净主绝缘表面的污物,清洁时只允许从绝缘端向半导体层,不允许反复擦,以免将半导电物质带到主绝缘
广西摄像头模组生产加工项目 申报材料 规划设计/投资分析/产业运营
承诺书 申请人郑重承诺如下: “广西摄像头模组生产加工项目”已按国家法律和政策的要求办理相关手续,报告内容及附件资料准确、真实、有效,不存在虚假申请、分拆、重复申请获得其他财政资金支持的情况。如有弄虚作假、隐瞒真实情况的行为,将愿意承担相关法律法规的处罚以及由此导致的所有后果。 公司法人代表签字: xxx有限公司(盖章) xxx年xx月xx日
项目概要 摄像头产业一般涵盖镜头、图像传感器、音圈马达、模组封装等,其 中图像传感器以CMOS为主流,因此也称作CMOS摄像头模组(CMOSCameraModules,CCM)。从整个产业链来看,CMOS是盈利最多的细 分子行业,龙头毛利率在45-50%,而光学镜头盈利能力最强,龙头大立光 毛利率接近70%。模组(封测)端位于产业链中下游,进入门槛相对较低,国内企业多从事摄像头模组业务,毛利率也最低,约为10%。 CMOS摄像头模组(CMOSCameraModules,CCM)已经成为重要的传感技术,并且该市场竞争越来越激烈。据麦姆斯咨询报道,摄像头模组产业已 经发展到了一个新阶段,Yole预测2018年全球摄像头模组市场规模达到 271亿美元,未来五年将保持9.1%的复合年增长率(CAGR),预计2024年 将达到457亿美元。摄像头模组产业涵盖图像传感器、镜头、音圈电机、 照明器和其它摄像头组件。该产业的主要驱动因素为智能手机和汽车等产 品中的摄像头数量不断增加,因此CMOS摄像头模组市场仍具很强的吸引力。 该摄像头模组项目计划总投资2620.37万元,其中:固定资产投 资2109.88万元,占项目总投资的80.52%;流动资金510.49万元,占项目总投资的19.48%。 达产年营业收入4235.00万元,总成本费用3215.16万元,税金 及附加45.99万元,利润总额1019.84万元,利税总额1206.50万元,
手机摄像头模组生产工艺的SMT流程及SMT应用分析 摘要 随着通信技术的不断扩延,手机已成为人们生活、工作、学习、娱乐不可或缺的工具。而手机摄像头模组是手机中非常重要的组件之一,其品质的好坏直接影响手机整体品质的高低。因此在手机摄像头模组生产的过程中每一步都是要严格把关的,不能有丝毫的懈怠。在手机摄像头模组中,FPC软电路板是决定手机照相生成图片的关键组件之一,因此它的生产工艺及质量好坏显得尤为重要。 基于此,首先简单介绍了手机摄像头模组原理以及SMT技术在手机摄像头模组生产工艺中的应用,着重阐述了手机摄像头模组FPC软电路板的改良设计和SMT生产工艺流程及产品质量分析。根据手机摄像头模组FPC软电路板的具体要求,合理进行SMT技术指标优化,分析研究了手机摄像头模组再流焊SMT焊接温度分布曲线。针对FPC软电路板产品设置了AIO(automatic optical inspection)检测及ICT在线测试方法。 关键字:手机摄像头模组 SMT AIO检测 ICT在线测试
Mobile phone camera module production technology of SMT processes and SMT application ABSTRACT Summary as communication technologies continues expansion, mobile phone has become the people's life, work, learn, play an indispensable tool. Mobile phone camera module is one of the very important components in the mobile phone, its quality directly affect the overall level of quality phones. In the mobile phone camera module production at every step in the process is to strictly, there can be no slack. Mobile phone camera module in the FPC flexible circuit board is to determine the key components of the camera phone picture, therefore its production process and the quality is particularly important. Based on this, the first simply introduced the mobile phone camera module principle and SMT technology and its application in mobile phone camera module production, focusing on mobile phone camera module is described FPC flexible circuit board design and analysis of SMT production process and product quality. According to mobile phone camera module FPC flexible circuit board requirements, reasonable SMT technical specifications, analysis of mobile phone camera module for reflow SMT soldering temperature distribution curves.FPC flexible circuit board set AIO products (automatic optical inspection) test online test methods and ICT. Keyword: mobile phone camera module;SMT;AIO ICT;on-line test
2010级化学班孟享洁2010061415 耐火材料的制备 耐火材料是一种耐火度不低于1580℃,有较好的抗热冲击和化学侵蚀的能力、导热系数低和膨胀系数低的无机非金属材料。其主要是以铝矾土、硅石、菱镁矿、白云石等天然矿石为原料经加工后制造而成的。其应用是用作高温窑、炉等热工设备的结构材料,以及工业用高温容器和部件的材料,并能承受相应的物理化学变化及机械作用。主要是广泛用于冶金、化工、石油、机械制造、硅酸盐、动力等工业领域,在冶金工业中用量最大,占总产量的50%~60%。耐火材料的发展在国民工业生产的应用中有着举足轻重的地位。中国耐火材料的发展历史悠久,具有了较为完整的生产工艺,其当代的发展已经是能独立研发各种性能较为优越的耐火材料,但依然存在各种缺点和不足。其制备流程图如下所示: 耐火材料制备原理: 1.耐火原料的加工 原料的加工主要包括原料的精选提纯.均化或合成;原料的干燥和煅烧;原料的破粉碎和分级。 原料的精选提纯和均化为了提高原料的纯度,一般需经拣选或冲洗,剔除杂质,有的还需要采用适当选矿方法进行精选提纯。有的原料中成分不均,需要均化。 原料的煅烧:为了保证原料的高温体积稳定性。化学稳定性和高强度,多数天然原料和合成原料,需经高温煅烧制成熟料或熔融成熔块。烧结温度T约为其熔点的0.7~0.9倍。 原料的破粉碎和分级:原料的破粉碎的目的是按照配料要求制成不同粒级的颗粒及细粉,进行级配,使多组分间混合均匀,以便相互反应,并尽可能获得
致密的或具有一定粒状结构的制品胚体。 2耐火材料成型工艺 耐火材料借助于外力或模型,成为具有一定尺寸。形状和强度的胚体或制品的过程。压制或成型是耐火材料生产工艺过程中的重要环节。按胚料含水量的多少,分为半干法.可塑法.注浆法。 3耐火材料的干燥 干燥过程可分为三个阶段。在此之前有一个加热阶段。一般加热阶段时间很短,胚体温度上升到湿球温度。第二阶段是降速阶段,随着干燥时间的延长,或胚体含水量的减少,胚体表面的有效蒸发面积逐渐减少,干燥速度逐渐降低。第三阶段干燥速度逐渐接近零,最终胚体水分不再减少。 4耐火材料的烧成 烧成是耐火制品生产中最后一道工序。制品在烧成过程中发生一系列物理化学变化,随着这些变化的进行,气孔率降低,体积密度增大,使胚体变成具有一定尺寸.形状和结构强度的制品。 耐火材料的生产工艺 1原料的加工 原料的加工主要包括原料的精选提纯.均化或合成;原料的干燥和煅烧;原料的破粉碎和分级。 2配料与混练 配料组成:(1).化学组成:主成分,易熔杂质总量和有害杂质量的规定(2).颗粒配比(3).常温结合剂(4).原料中水分和灼减的换算。配料方法:重量:磅秤、自动称量称、称量车、电子称、光电数字显示称。容积:带式、板式、槽式、圆盘式、螺旋式、振动给料机。混练:使不同组分和粒度的物料同的物料同
冷缩电缆头制作工艺 Modified by JACK on the afternoon of December 26, 2020
冷缩电缆头制作工艺 1前言在现代变、配电工程中,电缆以其施工维护方便、供电可靠性高等特点得以广泛使用,冷缩电缆头也以其独有的优点得到广泛使用。 2特点 冷缩电缆头,现场施工简单方便,其冷缩管具有弹性,只要抽出内芯尼龙支撑条,可紧紧贴服在电缆上,不需要使用加热工具,克服了热缩材料在电缆运行时,因热胀冷缩而产生的热缩材料与电缆本体之间的间隙。 3适用范围 本工法适用于10~35KV三芯电缆终端头的制作。 4工艺原理 利用冷缩管的收缩性,使冷缩管与电缆完全紧贴,同时用半导体自粘带密封端口,使其具有良好的绝缘和防水防潮效果。 5制作步骤 剥外护套、钢铠和内衬层→固定钢铠地线→缠填充胶→固定铜屏蔽地线→固定冷缩指套、冷缩管→端子压接→固定冷缩终端→密封端口→测试。 剥外护套、钢铠和内衬层将电缆校直、擦净、剥去从安装位置到接线端子的外护套、留钢铠30mm、内衬套10mm,并用扎丝或PVC带缠绕钢铠以防松散。铜屏蔽端头用PVC带缠紧,以防松散和划伤冷缩管。 固定钢铠地线将三角垫锥用力塞入电缆分岔处,除去钢铠上的油漆、铁锈,用大恒力弹簧将钢铠地线固定在钢铠上。为固定牢固,地线应预留10~20mm,恒力弹簧缠绕一圈后,把预留部分反折,再用恒力弹簧缠绕。固定铜屏蔽地线也是如此。 缠填充胶自断口以下50mm至整个恒力弹簧、钢铠及内护层,用填充胶缠绕两层,三岔口处多缠一层,这样做出的冷缩指套饱满充实。 固定铜屏蔽地线将一端分成三股的地线分别用三个小恒力弹簧固定在三相铜屏蔽上,缠好后尽量把弹簧往里推。将钢铠地线与铜屏蔽地线分开,不要短接。 固定冷缩指套、冷缩管在填充胶及小恒力弹簧外缠一层黑色自粘带,使冷缩指套内的塑料条易于抽出。将指端的三个小支撑管略微拽出一点(从里看和指根对齐),再将指套套入尽量下压,逆时针将端塑料条抽出。清洁屏蔽层后,在指套端头往上 100mm之内缠绕PVC带,将冷缩管套至指套根部,逆时针抽出塑料条,抽时用手扶着冷缩管末端,定位后松开,不要一直攥着未收缩的冷缩管,根据冷缩管端头到接线端子的距离切除或加长冷缩管或切除多余的线芯。 端子压接距冷缩管15mm处剥去铜屏蔽层,距铜屏蔽层15mm处剥去外半导体屏蔽层,按接线端子的深度切除各相绝缘层。将外半导体及绝缘体末端用刀具倒角,按原相色缠绕相角条,将端子插上并压接,按照冷缩终端的长度绕安装限位线。用砂纸仔细打磨绝缘层表面,使其光滑无刀痕,无半导体残留点。并用清洁纸清洁,清洁时,从端头撸到外半导层,切不可来回擦。在铜屏蔽上绕半导电带,和冷缩管缠平。
烧结钕铁硼的生产工艺流程 发布日期:2012-03-30 浏览次数:167 核心提示:本文对稀土永磁材料的发展过程、性能要求、主要类型等方面做了介绍,着重介绍了烧结钕铁硼磁体的生产工艺流程,最后对目前烧结钕铁硼在生产、科研、生活等各领域中的应用进行了总结,并对其发展方向进行了思考,指出应深入研究烧结钕铁硼磁体生产工艺,提高我国钕铁硼磁体的产品质量,才能增加企业自身的竞争力。 1.1稀土永磁材料概述 从广义上讲,所有能被磁场磁化、在实际应用中主要利用材料所具有的磁特性的一类材料成为磁性材料。它包括硬磁材料、软磁材料、半硬磁材料、磁致伸缩材料、磁光材料、磁泡材料和磁制冷材料等,其中用量最大的是硬磁材料和软磁材料。硬磁材料和软磁材料的主要区别是硬磁材料的各向异性场高、矫顽力高、磁滞回线面积大、技术磁化到饱和需要的磁场大。由于软磁材料的矫顽力低,技术磁化到饱和并去掉外磁场后,它很容易退磁,而硬磁材料由于矫顽力较高,经技术磁化到饱和并去掉磁场后,它仍然长期保持很强的磁性,因此硬磁材料又称为永磁材料或恒磁材料。古代,人们利用矿石中的天然磁铁矿打磨成所需要的形状,用来指南或吸引铁质器件,指南针是中国古代四大发明之一,对人类文明和社会进步做出过重要贡献。近代,磁性材料的研究和应用始于工业革命之后,并在短时间内得到迅速发展.现今,对磁性材料的研究和应用无论在广度或者深度上都是以前无可比拟的,各类高性能磁性材料,尤其是稀土永磁材料的开发和应用对现代工业和高新技术产业的发展起着巨大的推动作用。 1.2永磁材料性能要求 永磁材料的主要性能是由以下几个参数决定的 1.2.1最大磁能积:最大磁能积是退磁曲线上磁感应强度和磁场强度乘积的最大值。这个值越大,说明单位体积内存储的磁能越大,材料的性能越好。 1.2.2饱和磁化强度:是永磁材料极为重要的参数。永磁材料的饱和磁化强度越高,它标志着材料的最大磁能积和剩磁可能达到的上限值越高。
在电力系统中,电缆以其施工维护方便、供电可靠性高等特点得以广泛应用。冷缩电缆头由于现场施工简单方便,其冷缩管具有弹性,只要抽出内芯尼龙支撑条,即可紧紧贴服在电缆上,不需要使用加热工具,克服了热缩材料在电缆运行时,因热胀冷缩而产生的热缩材料与电缆本体之间的间隙,因而得到了越来越广泛的应用。 一、冷缩电缆头制作的基本工艺原理 利用冷缩管的收缩性,使冷缩管与电缆完全紧贴,同时用半导体自粘带密封端口,使其具有良好的绝缘和防水防潮效果。 二、冷缩电缆头制作的基本工艺流程 1、剥外护套 将电缆校直、擦净。剥去从安装位置到接线端子的外护套(可将恒力弹簧暂时绕在外护套切断处,以方便剥去外护套)。 2、锯钢铠 暂用恒力弹簧顺钢铠将钢铠扎住,然后顺钢铠包紧方向锯一环形深痕,(不要锯断第二层钢铠,防止伤到电缆),用一字螺丝刀撬起(钢铠边断开),再用钳子拉下并转松钢铠,脱出钢铠带,处理好锯断处的毛刺。整个过程都要顺钢铠包紧方向,不能让电缆上的钢铠松脱。 3、剥内护套:关键点:防止划伤铜屏蔽 留钢铠30mm、内护套10mm,并用扎丝或PVC带缠绕钢铠以防松散。铜屏蔽端头用PVC 带缠紧,以防松散和划伤冷缩管。 4、安装钢铠接地线 将三角垫锥用力塞入电缆分岔处,除去钢铠上的油漆、铁锈,用大恒力弹簧将钢铠地线固定在钢铠上。为固定牢固,地线应预留10~20mm,恒力弹簧缠绕一圈后,把预留部分反折,再用恒力弹簧缠绕。 5、缠填充胶 自断口以下50mm至整个恒力弹簧、钢铠及内护层,用填充胶缠绕两层,三岔口处多缠一层,这样做出的冷缩指套饱满充实。? 6、固定铜屏蔽接地线 将一端分成三股的地线分别用三个小恒力弹簧固定在三相铜屏蔽上,缠好后尽量把弹簧往里推。将钢铠地线与铜屏蔽地线分开,不要短接。 7、安装冷缩3芯分支:(按电缆附件说明书的要求进行) 8、套装冷缩护套管:(按电缆附件说明书的要求进行) 可在填充胶及小恒力弹簧外缠一层黑色自粘带,使冷缩指套内的塑料条易于抽出。将指端的三个小支撑管略微拽出一点(从里看和指根对齐),再将指套套入尽量下压,逆时针将端塑料条抽出。清洁屏蔽层后,在指套端头往上100mm之内缠绕PVC带,将冷缩管套至指套根部,逆时针抽出塑料条,抽时用手扶着冷缩管末端,定位后松开,不要一直攥着未收缩的冷缩管,根据冷缩管端头到接线端子的距离切除或加长冷缩管或切除多余的线芯。 9、剥铜屏蔽层 在电缆芯线分叉处做好色相标记,按电缆附件说明书,正确测量好铜屏蔽层切断处位置,(用PVC带包一下,防止铜屏蔽层松开),或在切断处内侧用铜丝扎紧,顺铜带扎紧方向沿铜丝用刀划一浅痕(注意不能划破半导体层!),慢慢将铜屏蔽带撕下,最后顺铜带扎紧方向解掉铜丝。 10、剥外半导电层 在离铜带断口10-20mm处(以说明书规定尺寸为准)为外半导电层断口,断口内侧包一圈胶带作标记。
低压热缩电缆终端头制作安装工艺 1 适用范围 本标准适用于建筑电气安装工程0.6/1KV以下的室内聚氯乙烯绝缘、交联聚氯乙烯绝缘电力电缆终端头的制作安装。 2工艺标准 2.1低压电缆的线间和线对地的绝缘电阻值必须大于0.5MΩ。 2.2电缆接线必须准确,并联运行电缆的型号、规格、长度、相位应一致。 2.3电缆终端头固定牢固,芯线与接线端子压接牢固,接线端子与设备螺栓连接紧密,相序正确,绝缘包扎严密。 2.4 严禁将多芯交流电缆接在同一相上。 3施工要点及注意事项 3.1施工要点 3.1.1主要材料:电缆终端头套、热缩管、接线端子、镀锌螺丝、电缆标牌等。所用材料应符合电压等级及设计要求,并有出厂合格证。 3.1.2机具设备:钢锯、剪线钳、扳手、钢锉、螺丝刀、电工刀、电工钳、斜口钳、液压钳、钢卷尺、1000V兆欧表、万用表、热风枪或喷灯。 3.1.3作业条件:电气设备安装完成及电缆敷设完毕,核对无误;断开所有开关,并用电压表测量电压,确保不带电操作;现场应清洁、干燥、明亮;室外制作电缆头时,应在气候良好的条件下进行,并有防雨、防尘措施。 3.2应注意的质量问题 3.2.1接线端子与芯线截面必须配套,压接时模具与芯线应规格一致,压接数量不得小于3道,避免电缆芯线与接线端子压接不紧固。 3.2.2用电工刀剥皮时,不宜用力过大,电缆绝缘外皮不完全切透,里层电缆皮应撕下,防止损伤电缆芯线。 3.2.3 电缆芯线锯断前应量好尺寸,以芯线能调换相序为宜,防止电缆芯线过长或过短。 3.2.4热缩套管加热收缩时,火焰应慢慢接近材料。加热温度控制在
110~120℃左右,并调整加热火焰呈黄色,从根部沿轴向均匀加热。加热火焰不能停留在一个位置,避免局部烧伤或出现褶皱。 3.3成品保护 3.3.1电缆头制作完毕后,应立即与设备连接,不得乱放,以防损伤。 3.3.2在电缆头附近进行明火作业时,应注意将电缆头保护好,防止将电缆头烧坏或烤伤。 4施工流程 准备工作→电缆绝缘摇测→剥除电缆护套→套电缆分支套管→压接线端子→电缆铠装接地→固定热缩管→连接设备 4.1准备工作:准备材料和工具,核对电缆型号及规格。 4.2电缆绝缘摇测:用1000V兆欧表,对低压电缆进行绝缘摇测,并将测量结果记录在《电缆绝缘电阻测试记录表》。绝缘电阻应大于0.5MΩ,如不符合要求,则检查是否受潮或受损,并进行修复或更换,直至满足要求。摇测完毕后,应将芯线分别对地放电。 4.3剥除电缆护套:绝缘摇测合格后,根据电缆与设备连接的具体尺寸,确定剥除长度,剥除外护套。(注:所需工具为钢卷尺、电工刀) 图 4.1 剥除电缆外护套示意图 4.4套电缆分支套管:选用与电缆规格、型号相适应的热缩分支套管,套入线芯根部,均匀加热使套管收缩。(注:所需工具为喷灯或热风枪)
手机摄像头模组生产工艺的SMT流程及SMT应用分析 摘要 随着通信技术的不断扩延,手机已成为人们生活、工作、学习、娱乐不可或缺的工具。而手机摄像头模组是手机中非常重要的组件之一,其品质的好坏直接影响手机整体品质的高低.因此在手机摄像头模组生产的过程中每一步都是要严格把关的,不能有丝毫的懈怠.在手机摄像头模组中,FPC软电路板是决定手机照相生成图片的关键组件之一,因此它的生产工艺及质量好坏显得尤为重要。 基于此,首先简单介绍了手机摄像头模组原理以及SMT技术在手机摄像头模组生产工艺中的应用,着重阐述了手机摄像头模组FPC软电路板的改良设计和SMT生产工艺流程及产品质量分析。根据手机摄像头模组FPC软电路板的具体要求,合理进行SMT技术指标优化,分析研究了手机摄像头模组再流焊SMT焊接温度分布曲线.针对FPC软电路板产品设置了AIO(automatic opticalinspection)检测及ICT在线测试方法。 ? 关键字:手机摄像头模组SMT AIO检测 ICT在线测试 ?Mobile phone camera module production technologyof SMT processesand SMTapplicatio
n ABSTRACT Summary as communication technologies continues expansion, mobile phone has become the people's life, work,learn,play an indispensable tool. Mobile phone cam era module is one of thevery important components in the mobile phone, its quality directlyaffect the overalllevel of quality phones。 In the mobile phone camera module produ ction at every step in the process is tostrictly, therecan be no slack。Mobile phone camera module in the FPCflexible circuit board is to determine the key compone nts of the camera phone picture, thereforeits producti on process andthe quality is particularly importan t. Based on this, the first simply introduced themobile phone camera moduleprinciple and SMT technology andits applicationin mobile phone camera module production,focusing on mobile phonecamera module is described FPC flexible circuitboard design and analysis of SMT pr oductionprocess and product quality. According to mobile phone camera module FPC flexible circuit board requirements, reasonable SMT technicalspecifications,analysis of mobile phone camera module for reflow SMT soldering temperature distribution curves.FPC flexible circuit boardset AIO products (automatic optical inspection) test online test methods and ICT. Keyword:mobile phone camera module;SMT;AIO ICT;on-line t