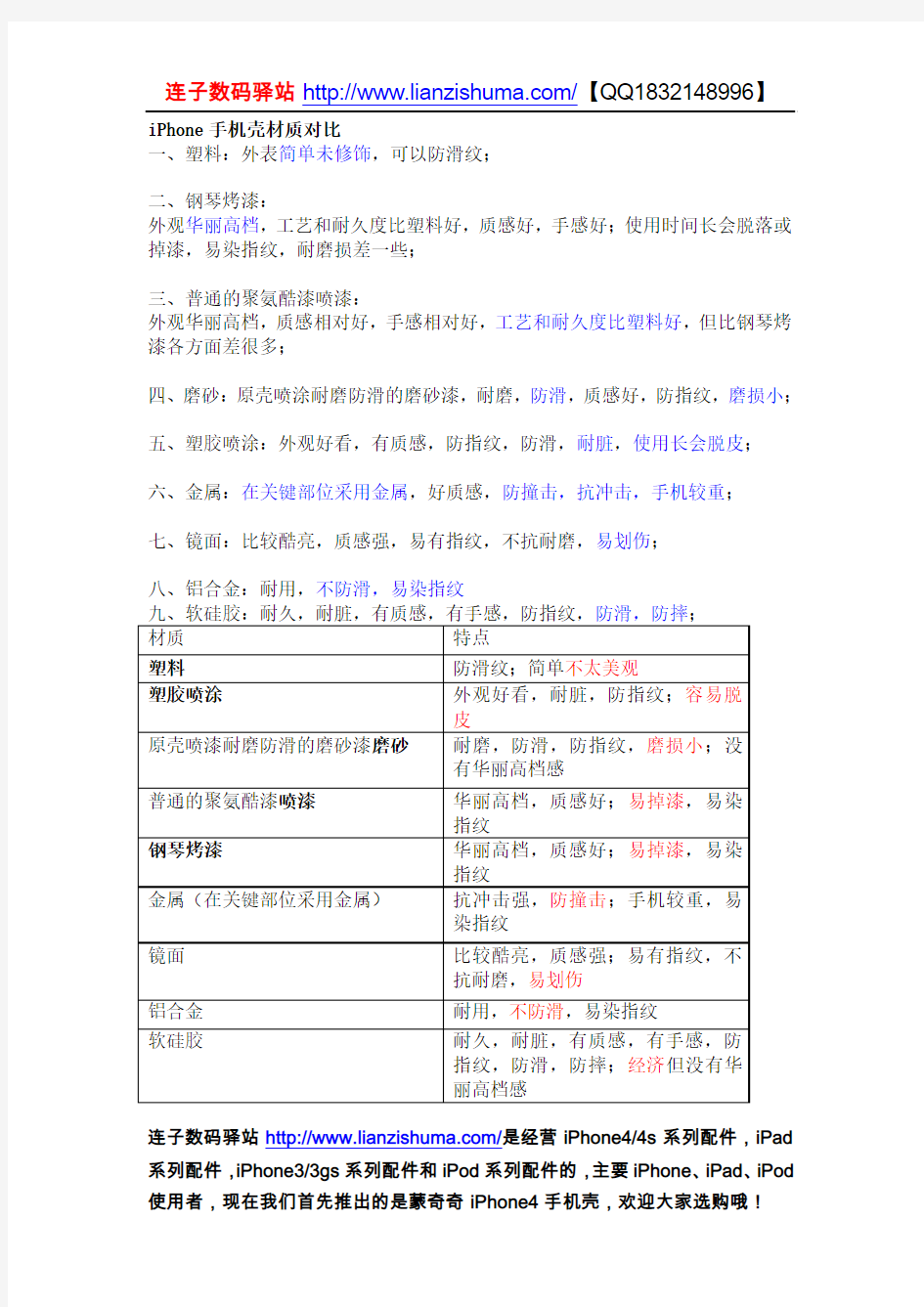

iPhone手机壳材质对比
一、塑料:外表简单未修饰,可以防滑纹;
二、钢琴烤漆:
外观华丽高档,工艺和耐久度比塑料好,质感好,手感好;使用时间长会脱落或掉漆,易染指纹,耐磨损差一些;
三、普通的聚氨酷漆喷漆:
外观华丽高档,质感相对好,手感相对好,工艺和耐久度比塑料好,但比钢琴烤漆各方面差很多;
四、磨砂:原壳喷涂耐磨防滑的磨砂漆,耐磨,防滑,质感好,防指纹,磨损小;
五、塑胶喷涂:外观好看,有质感,防指纹,防滑,耐脏,使用长会脱皮;
六、金属:在关键部位采用金属,好质感,防撞击,抗冲击,手机较重;
七、镜面:比较酷亮,质感强,易有指纹,不抗耐磨,易划伤;
八、铝合金:耐用,不防滑,易染指纹
连子数码驿站https://www.doczj.com/doc/0812848077.html,/是经营iPhone4/4s系列配件,iPad 系列配件,iPhone3/3gs系列配件和iPod系列配件的,主要iPhone、iPad、iPod
连子数码驿站https://www.doczj.com/doc/0812848077.html,/是经营iPhone4/4s系列配件,iPad 系列配件,iPhone3/3gs系列配件和iPod系列配件的,主要iPhone、iPad、iPod
手机壳体的喷涂工艺 底漆和面漆 塑件与金属不同,必须采用低温(一般60~80℃)固化的涂料。常用面漆材料有聚氨酯(PU)类和丙烯酸树脂类涂料。当需要涂层表面具有金属光泽时,还要在透明色面漆下面喷涂一层银色底漆。 UV涂料 为了增加涂层表面耐磨性,通常在外表面再喷涂一层紫外固化的UV涂料。UV 涂料的光亮度要求通过高光UV和哑光UV的不同比例配制来满足。 2 喷涂方法 塑件喷涂工艺分为手工喷涂和自动喷涂两种。 手工喷涂:涂层厚度和质量不易控制。主要用于初期配料试喷和内表面导电涂料的喷涂。 自动喷涂:有多枪(6枪和8枪等)喷涂。调整不同喷射角度以达到喷涂表面厚度均匀,也有用机械手进行喷涂的方式。 注意:试喷涂前必须确定基材的代号、颜色及表面粗糙度。 3 涂层厚度 为使涂层颜色在光泽、耐磨等方面的质量稳定,必须控制涂层厚度。涂层厚度检测可用涂层测厚仪直接测量。 银色底漆(为表现金属光泽用)较薄,一般为3~5μm; 面漆涂层厚度一般为8~10μm; 涂层厚度一般为8~15μm。
4颜色及光亮度 可用色差仪和亮度仪检测。这种方法能以数据定量,但准确度较差。通常采用色板用比较法进行检测。 5色板签样 设计部门通过颜色代号及色板等方式提出涂料颜色及光亮度要求后,由涂料厂家(或与喷涂厂家配合)配制涂料并在自动喷涂线上进行试喷。经设计部门对试喷样品进行全面检测,合格后进行签样,同时确定涂料代号。如不能达到设计要求时,这一过程可经多次反复后确定。 6耐磨及抗剥离检测 在“RCA 耐磨检测仪”上进行纸带耐磨检测,抗剥离强度检测则用百格刀和3M胶带检查涂层脱落的百分比来确定。 7涂料生产厂家 目前,国内外油漆生产厂家很多,它们生产的油漆涂料各有特点,可根据需要选用。
手机壳材质比较(PC,TPU,硅胶) 大家好,首先自我介绍一下,本人穷屌丝一枚,10年大学毕业,做了4年数码产品销售,10年开始做手机配件,线上做淘宝,线下做零售批发,从事手机配件行业已经三年,主要卖一些耳机、蓝牙耳机、防尘塞、手机贴膜、手机壳、手机保护套等相关配件。到这里你或许会说,“不就摆地摊给人家贴膜的嘛”。是的,我很感谢它,虽然冬天的风有点大,下雨的时候有点狼狈,但毕竟他给了我自由,给了我温饱,让一直对于明天充满希望。 来广州品致电子的时间其实很短,对电商的理解也不是很深,以前都是自己随便搞,广告费几乎没有,来公司帮老板做专业推广,说句实在话是有点步子迈大的感觉,但是老板没有过多说什么,给了这么大一个机会,再此先谢谢我们陈总啊,我前面发过的一个帖子就是他的故事。我们广州品致现在主要在做彩绘这一块的,当然浮雕、镶钻都有的。现在比较流行的就是tpu镂空0.3mm系列的。很薄,薄的几乎没有。 年轻人要敢干敢冲,我就不怕扯着蛋了,就大胆说说手机壳的几种材质吧。望各大神指导。 一、硅胶 优点:价格便宜,吸附性能高,缓冲性能良好,不易磨损,保护较全面。 缺点:质感偏厚,款式少,易油腻,和机身贴合性稍差,同时材质稍差的还容易沾灰和进灰。 柔韧性不同: 硅胶材质的保护套一般质地柔软,拉力好,手感略滑,如果硅胶里面的高拉力料添加过少的话很容易会被拉断的,怎样知道它的高拉力呢?用手适光力度拉扯产品,如果产品有翻白现象的话高拉力就太少了,如果用力拉扯有点翻白或者没有翻白的现象就是合格的产品。 成型工艺不同: 硅胶成型工艺用的是硫化成型,此种工艺是利用油压机的温度与压力,借助模具把产品硫化成型出来。这种工艺相对成本低,产量高,应用比较普遍。它多用于单色的硅胶产品。也可应用于双色双硬度的产品或是多色多硬度,但是产品的结构不灵活,受限制。硅胶模具是上下开模的,把一片一片的硅胶原料切好,放在模具里面,加温加压而做出产品。 透明度不同: 硅胶不可以,硅胶由于透气性较差,长期使用容易导致手机机身热量囤积。尤其是部分发热量高的智能手机,不建议用户使用。 耐磨性不同: 硅胶材质的保护壳一般较为厚质的,采用环保硅胶材质,具有超强的耐磨性,在碰撞中有较好的缓冲作用,不易损坏爱机及其外观。 二、TPU 优点:高耐磨性、强度高、耐寒性突出、耐油、耐水、耐霉菌、柔韧性好。 缺点:易变形、容易变黄。 柔韧性不同: TPU软硬特质介于橡胶和塑料之间,TPU 的硬度范围相当宽,通过改变TPU各反应组分的配比,可以得到不同硬度的产品,而且随着硬度的增加,其产品仍保持良好的弹性和耐磨性。众所周知的耐磨性,抗撕裂性,屈扰强度都是优良的;拉伸强度高,伸长率大,长期压缩永久变形率低等都是TPU 的显著优点。 成型工艺不同: TPU属于塑胶类,产品是注射成型工艺做出来的,就是把一粒粒的塑料米加温融化以后,用炮筒射入塑胶模具而制成产品。 透明度不同:
手机保护外壳材料分类及性能分析 目前,手机常用塑胶材料主要有PC、ABS和PC+ABS三大类.日本手机主要采用PC+ABS,甚至采用ABS做手机外壳;韩国几家于机制造商最早采用纯PC材料。GE公司原来不推荐采用PC材料做手机外壳,主张采用PC+ABs材料,但最近一两年也推出适合做子机外夫的Pc材料,例如EXLl414、141R、SP1210R等。近年来,各大手机厂商采用Pc材料做手机壳什的比例正在逐渐上升。代原料主要供货商是GE、SAMSUNG、LG等。 表1为几种材料的一般特性表: 几年前,A100、A100II手机是国内首次采用纯Pc材料的机型。像HIP这样的模具和注塑大公司也是第一次采用这种材料做手机外壳,因此,在模具设计、注塑、喷涂等方面都遇到很大的麻烦,就连世界知名的几家涂料厂商在当时也未能解决涂料的附着力问题,最后不得不从韩国直接近口配制好的色漆。 近两年来.无论是在模具设计、注塑技术还是涂料性能方面都有很大的突破,用Pc材料做手机外壳的比例在不断上升。初步估计目前手机外壳采用Pc材料的比例已超过50%。 塑料按用途可分为普通级、耐温级、耐冲级、阻燃级、电镀级等。 1 PC PC学名聚碳酸酯。材料的性能特点: ①强度高,抗拉伸强度69MPa、抗弯曲强度96MPa。 ②耐高温,长期使用可耐130摄氏度温度环境。 ②透明性好,无毒。 ④原料配色及表面涂覆不如ABs。 ⑤Pc应选高流动性牌号。适用于翻盖机和在恶劣环境下使用的手机。
2 ABS ABS(丙烯脂—丁二烯—苯乙烯共聚物)材料的性能特点: ①强度低,抗拉伸强度43MPa,抗弯曲强度79MPa。 ②不耐温,长期使用温度不得高于60摄氏度。 ③流动性、着色及表面喷涂和电镀性能均好。 3 PC+ABS Pc与ABs的合成材料,取前面两者之特点,具有优良的成型加工性能,流动性好,强度较高(抗拉伸强度56MPa,抗弯曲强度86MPa)。Pc+ABS材料主要用于直板机和一般外观、色彩要求高而对环境无特殊要求的翻盖机。 表2为目前在于机亡所采用的材料代号及其生产厂家。
全套手机制作流程 一,主板方案的确定 在手机设计公司,通常分为市场部(以下简称 MKT ,外形设计部(以下简称 ID ,结构设计部(以下简称 MD 。一个手机项目的是从客户指定的一块主板开始的,客户根据市场的需求选择合适的主板,从方案公司哪里拿到主板的 3D 图,再找设计公司设计某种风格的外形和结构。也有客户直接找到设计公司要求设计全新设计主板的,这就需要手机结构工程师与方案公司合作根据客户的要求做新主板的堆叠,然后再做后续工作,这里不做主要介绍。当设计公司的 MKT 和客户签下协议,拿到客户给的主板的 3D 图,项目正式启动, MD 的工作就开始了。 二,设计指引的制作 拿到主板的 3D 图, ID 并不能直接调用,还要 MD 把主板的 3D 图转成六视图,并且计算出整机的基本尺寸,这是 MD 的基本功 , 我把它作为了公司招人面试的考题 , 有没有独立做过手机一考就知道了 , 如果答得不对即使简历说得再经验丰富也没用 , 其实答案很简单 , 以带触摸屏的手机为例 , 例如主板长度 99, 整机的长度尺寸就是在主板的两端各加上 2.5, 整机长度可做到 99+2.5+2.5=104,例如主板宽度 37.6, 整机的宽度尺寸就是在主板的两侧各加上 2.5, 整机宽度可做到 37.6+2.5+2.5=42.6,例如主板厚度 13.3, 整机的厚度尺寸就是在主板的上面加上 1.2(包含 0.9的上壳厚度和 0.3的泡棉厚度 , 在主板的下面加上 1.1(包含 1.0的电池盖厚度和 0.1的电池装配间隙 , 整机厚度可做到 13.3+1.2+1.1=15.6,答案并不唯一 , 只要能说明计算的方法就行还要特别指出 ID 设计外形时需要注意的问题,这才是一份完整的设计指引。 三,手机外形的确定 ID 拿到设计指引,先会画草图进行构思,接下来集中评选方案,确定下两三款草图,既要满足客户要求的创意,这两三款草图之间又要在风格上有所差异,然后上机进行细化,绘制完整的整机效果图,期间 MD 要尽可能为 ID 提供技术上的支持,如工艺
9种屏幕优缺点比较究竟哪种手机屏幕材质好 目前在手机产品上,除了硬件上的差别之外,屏幕也已经成为了消费者购买手机的标准之一, 毕竟屏幕材质实在够多,而消费者对它们的优缺点也不能一一了解,本文通过对目前九大手机屏幕材质的 解析,让消费者有一个明明白白的消费观。 TFT 、OLED 等屏幕之外,还有 NOVA 、AMOLED 、 下面我们就给大家来一一做一个全面的解析。 一、TFT 屏幕 最常见的屏幕,TFT(Thin Film Transistor)即薄膜场效应晶体管,属于有源矩阵液晶显示器中的一种。 它可以主动地”对屏幕上的各个独立的像素进行控制,这样可以大大提高反应 间比较快,约80毫秒,而且可视角度大,一般可达到 130度左右。 所谓薄膜场效应晶体管,是指液晶显示器上的每一液晶象素点都是由集成在其后的薄膜晶体管来驱动。 从而可以做到高速度、高亮度、高对比度显示屏幕 信息。TFT 属于有源矩阵液晶显示器,在技术上采用了 主动式矩阵”的方式来驱动,方法是利用薄膜技术所作成的电晶体电极,利用扫描的方法 意一个显示点的开与关,光源照射时先通过下偏光板向上透出,借助液晶分子传导光线,通过遮光和透光 不过 这九大手机屏幕材质及技术中,除了传统的 Sup er AMOLED 、Super AMOLED Plus 、IPS 、 SLCD 、ASV 等这几年十分流行的屏幕材质及技术, 由于性能均衡、产量高、造价低廉等特点, TFT 屏幕被广泛的应用在手机产品上,是目前市场上 时间。一般TFT 的反应时 主动拉”控制任
其实目前市场上 OLED 屏幕手机目前已经不是很多了,虽然在 TFT 屏幕主打的时代,这 类屏幕还是比较先进的, Super AMOLED 也是基于OLED 屏幕衍变而来,但是由于 AMOLED 和Super AMOLED 的普及,OLED 屏幕正在逐渐的淡出手机市场。 2*IOV OLED 的特殊结构 Light Emitting Dis play )即有机发光显示器, 因为具备轻薄、省电 等特性,,被称誉为 梦幻显示器”。OLED 显示技术与传统的LCD 显示方式不同,无需背光灯,采 当有电流通过时,这些有机材料就会发光。 而且OLED 显 示屏幕可以做得更轻更薄,可视角度更大,并且能够显著的节省耗电量。 来达到显示的目的。 屏幕优点: 制造工艺成熟、还原能力和对比度较好 屏幕不足: 比较耗电、 触控手感和灵敏度相对较差 代表机型: 摩托罗拉 XT702(摩托罗拉旗下大部分手机都是采用 TFT 屏幕) 二、OLED 屏幕 OLED (Organic 用非常薄的有机材料涂层和玻璃基板,
手机壳材质PK——硅胶、TPU和PC材质对比手机保护壳的材质有很多种,目前保护壳市场上最为常见的就是硅胶、TPU、PC材质了。那么我们不禁要问,PU、硅胶、PC三材质到底有哪些区别呢?普通消费者在购买保护壳的时候能否从外表就能看出保护壳材质?PU、硅胶、PC到底哪一种材质才是最好的?如果您也有此疑问,下面不妨跟着笔者从了解各保护壳/套的材质和种类,找到硅胶、TPU和PC材质的不同之处。 首先我们先来了解这三种材质到底是什么。 1、硅胶 硅胶保护套可说是消费者最熟悉的,也是使用人数最多的一类保护套类型。它质地柔软、手感略滑,流行市场已经多年。从粗制滥造的地摊货发展到做工精良的个性品牌,市场份额始终保持领先。 硅胶的化学组份和物理结构,决定了它具有许多其他同类材料难以取代得特点:吸附性能高、热稳定性好、化学性质稳定、有较高的机械强度等。硅胶根据其孔径的大小分为:大孔硅胶、粗孔硅胶、B型硅胶、细孔硅胶。 目前可知的硅胶套主要分为两种,一种是有机硅胶,一种是无机硅胶。目前市售的数码产品硅胶套基本属于有机硅胶。其具备可耐高温、擅抗侯性(不怕紫外线或臭氧分解)、绝缘性佳、材质稳定等特点。 优点:价格便宜,吸附性能高,缓冲性能良好,不易磨损,保护较全面。 缺点:质感偏厚,款式少,易油腻,和机身贴合性稍差,同时材质稍差的还容易沾灰和进灰 硅胶套还具备良好的手感,部分按键生硬的手机,套上硅胶套后也会得到改善。其还能吸收一些磕碰对手机带来的冲击,能一定程度上减轻对手机的伤
害。另外,硅胶套也具备了不错防水性能,这也成了它最大的卖点之一。硅胶套本身具有轻微的粘性,使用一段时间后会吸附大量的灰尘在手机上,长此以往,反而不利于手机的美观,与保护手机的初衷背道而驰。 2、TPU TPU就是制造清水套的主要材料,是ThermoplasticUrethane热塑性聚氨酯弹性体的简称,所谓弹性体是指玻璃化温度低于室温度,断裂伸长率>50%,外力撤除后复原性比较好的高分子材料。聚氨酯弹性体是弹性体中比较特殊的一大类,聚氨酯弹性体的硬度范围很宽,性能范围很宽,所以聚氨酯弹性体是介于橡胶和塑料的一类高分子材料。可加热塑化,化学结构上没有或很少交联,其分子基本是线性的,然而却存在一定的物理交联。这类聚氨酯称为TPU。 TPU作为弹性体是介于橡胶和塑料之间的一种材料,耐油、耐水、耐霉菌,TPU制品的承载能力、抗冲击性及减震性能突出。TPU属于塑胶类,产品是注射成型工艺做出来的,就是把一粒粒的塑料米加温融化以后,用炮筒射入塑胶模具而制成产品。 优势:高耐磨性强度高耐寒性突出耐油耐水耐霉菌柔韧性好 不足:易变形容易变黄 从手感感觉,一般TPU的硬度会比硅胶要硬,用手捏的弹性强,硅胶的弹性稍微差一些。从外观看,TPU是可以做很透明的那种的,硅胶不可以,最透的都是很朦朦胧胧的象浓浓的雾那种感觉。正是由于TPU的这种透明感觉,现在比较受用户欢迎。而且TPU产品高档次还还很多,可选择性比较强,花纹变化比硅胶也多。 3、PC材质
手机流程一,主板方案的确定 在手机设计公司,通常分为市场部(以下简称MKT),外形设计部(以下简称ID),结构设计部(以下简称MD)。一个手机项目的是从客户指定的一块主板开始的,客户根据市场的需求选择合适的主板,从方案公司哪里拿到主板的3D图,再找设计公司设计某种风格的外形和结构。也有客户直接找到设计公司要求设计全新设计主板的,这就需要手机结构工程师与方案公司合作根据客户的要求做新主板的堆叠,然后再做后续工作,这里不做主要介绍。当设计公司的MKT和客户签下协议,拿到客户给的主板的3D图,项目正式启动,MD的工作就开始了。 二,设计指引的制作 拿到主板的3D图,ID并不能直接调用,还要MD把主板的3D图转成六视图,并且计算出整机的基本尺寸,这是MD的 基本功,我把它作为了公司招人面试的考题,有没有独立做过手机一考就知道了,如果答 得不对即使简历说得再经验丰富也没用,其实答案很简单,以带触摸屏的手机为例,例如 主板长度99,整机的长度尺寸就是在主板的两端各加上,整机长度可做到99++=104,例如主板宽度,整机的宽度尺寸就是在主板的两侧各加上,整机宽度可做到++=,例如主板厚度,整机的厚度尺寸就是在主板的上面加上(包含的上壳厚度和的泡棉厚度),在主板的下面 加上(包含的电池盖厚度和的电池装配间隙),整机厚度可做到++=,答案并不唯一,只要能说明计算的方法就行还要特别指出ID设计外形时需要注意的问题,这才是一份完整的设计指引。 三,手机外形的确定 ID拿到设计指引,先会画草图进行构思,接下来集中评选方案,确定下两三款草图,既要满足客户要求的创意,这两三款草图之间又要在风格上有所差异,然后上机进行细化,绘制完整的整机效果图,期间MD要尽可能为ID提供技术上的支持,如工艺上能否实现,结构上可否再做薄一点,ID完成的整机效果图经客户调整和筛选,最终确定的方案就可以开始转给MD做结构建模了。 四,结构建模 1.资料的收集
黄冈职业技术学院 毕业设计说明书 课题名称手机外壳造型设计 系别机电工程系 专业数控技术 班级05数控七班 姓名陈斌斌 学号0504060718 指导教师李广坤 起讫时间:2007 年10 月15 日~ 2007 年 11月20日 (共5周)
目录 绪论 (1) 手机的造型 (2) 一. 手机造型步骤: (2) 二.手机的尺寸:................................................................................. 错误!未定义书签。 三.手机的材料: (5) 四.手机造型图: (5) 手机外壳模具设计 (5) 一.建立一个新的模具文件 (5) 二.模具型腔 (6) 三.建立工件 (6) 四.收缩率设置 (7) 五.分型面的创建 (7) 1.第一个分型面的创建(靠破孔填补) (7) 2.第二个分型面的创建 (7) 3.将构建好的平面与前面的分型面进行合并,组成一张曲面。 (8) 六.拆分型腔、型芯体积块 (8) 七.生成模具型腔、型芯 (8) 八.生成浇注件 (8) 九.定义开模 (8) 1.将参考件、工件及分型面在绘图主窗口中隐藏起来 (8) 2.定义开模步骤 (8) 十.保存文件 (9) 十一、模具爆炸图 (9) 手机外壳NC加工 (9) 一.NC加工操作方法 (9) 1.设定操作环境 (9) 2.设定加工方法 (10) 3. 设定加工参数 (10) 4.设置退刀高度 (10) 5.选择加工区域 (10) 6.生成刀具路径 (11) 7.显示刀具轨迹 (11) 8.生成后置处理、NC文件 (11) 二.手机外壳NC加工代码 (11) 三.凹模的加工图: (14) 四、凸模加工图 (15) 小结 (16) 参考文献: (17)
解密手机生产流程 手机生产流程简介:当大家在每一次看到一部新奇而又拥有高性能、鲜亮的外观设计的手机出现时,各位是否有这样的好奇心,这样的手机如何制造出来的呢?今天我们尝试用一个技术的客观角度,来简单描述手机生产的流程,好让大家更进一步了解手机的构造! 一、手机的设计流程 手机设计公司一般需要最基本有六个部门: ID(Industry Design)工业设计、MD(Mechanical Design)结构设计、HW(Hardware) 硬件设计、SW(Software)软件设计、 PM(Project Management)项目管理、Sourcing资源开发部、QA(Quality Assurance)质量监督 1、ID(Industry Design)工业设计 手机的外观、材质、手感、颜色配搭,主要界面的实现与及色彩等方面的设计。 例如摩托罗拉“明”翻盖的半透明,诺基亚7610的圆弧形外观,索爱W550的阳光橙等。这些给用户的特别感受和体验都是属于手机工业设计的范畴,一部手机是否能成为畅销的产品,手机的工业设计显得特别重要! 2、MD(Mechanical Design)结构设计 手机的前壳、后壳、手机的摄像镜头位置的选择,固定的方式,电池如何连接,手机的厚薄程度。如果是滑盖手机,如何让手机滑上去,怎样实现自动往上弹,SIM卡怎样插和拔的安排,这些都是手机结构设计的范畴。繁琐的部件需要MD的工作人员对材质以及工艺都非常熟识。 摩托罗拉V3以 13.9mm的厚度掀起了手机市场的热潮,V3手机以超薄为卖点,因为它的手机外壳材质选择十分关键,所以V3的外壳是由技术超前的航空级铝合金材质打造而成。可以这样说,特殊外壳材质的选择成就了V3的成功。 另外有个别用户反应在使用某些超薄滑盖手机的时候,在接听电话时总能感觉到手机前壳的左右摇动,这就是手机结构设计出了问题,由于手机的壳体太薄,通话时的扬声器振动很容易让手机的机身产生了共振。 3、HW(Hardware) 硬件设计 硬件主要设计电路以及天线,而HW是要和MD保持经常性的沟通。比如MD要求做薄,于是电路也要薄才行得通。同时HW也会要求MD放置天线的区域比较大,和电池的距离也要足够远,HW还会要求ID在天线附近不要放置有金属配件等等。可想而知一部内置天线的设计手机,其制造成本是会较一部外置天线设计的手机贵上20-25%,其主要因素就是天线的设计,物料的要求与及电路的设计和制造成本平均都是要求较高一些。 通常结构设计师(MD)与工业设计师(ID)都会有争论,MD说ID都是画家,画一些大家做不出来的东西,而ID会说MD笨,不按他们的设计做,所以手机卖得不好。所以,一款新的手机在动手设计前,各个部门都会对ID部门的设计创意进行评审,一个好的ID 一定要是一个可以实现的创意,并且客户的体验感觉要很好才行。当年摩托罗拉V70的ID就是一个很好的实现创意例子,后期市场的反应也不错,而西门子的Xelibri的创意虽然也很好,也可实现,但可惜的是最终客户的使用感觉并不好,所以一个真正好的创意,不但要好看,可实现,而且还要好用。 另外HW也会与ID吵架,ID喜欢用金属装饰,但是金属会影响了天线的设计以及容易产生静电的问题,因此HW会很恼火,ID/MD 会开发新材料,才能应付ID的要求。诺基亚8800就是一个好例子,既有金属感,又不影响天线的接收能力。 4、SW(Software)软件设计
、手机外壳的主要生产流程、关键控制点、异常处理方案 1、手机外壳的生产制造流程图 外壳的注塑成型工艺中,主要有以下主要几大步骤:原料的烘烤-拌色-注塑-修剪、自检-FQC检验-包装-入库等。其中注塑成型过程的控制是关键节点。其流程见下图: 手机塑胶壳经过注塑成型检验合格后、根据客户的需要来决定是否要进行二次工艺(如:常见的喷涂、电镀)等涂装工艺以满足客户对外面的定义需要。而喷涂过程主要有调漆-搅拌-过滤-上治具-清洁-喷涂-下治具-丝印-烘烤-全检-包装等。其中调漆、清洁工序和喷涂是整个涂装过程的关键工序。 其流程见下图:
2、手机壳外壳注塑过程关键控制点:
3、外壳注塑成型常见缺陷解除方案:
4、手机外壳(喷涂件)常规可靠性测试项: 下面是手机外壳(喷涂工艺)最常规的可靠性测试项目。具体根据各手机品牌的可靠性测试规范与特殊要求而定。因为每个品牌厂家的器件测试与整机测试的标准有别,这里不能一一赘述。 因为手机外壳的工厂实在太多,限于篇幅原因不在这里详细的说明了。有很多的工厂生产能力与规模还是可观的,缺乏有效的、整套的产品质量管理的制度与机制。产品质量的波动很大、不是很可靠。这也是需要有理想的厂商需要快速提升与重视的环节。需要重视质量、才能提升企业的管理能力、运营能力与品牌的价值。
四:选择手机外壳合作供应商的一些建议 对集成商、品牌厂商来说。目前的国内厂家对注塑成型及二次处理工艺技术在绝大多数性能上是能实现的。目前最主要是如何确保每批壳料之间的变化最小。所以我们经常看到这批壳体没问题、下次来料又是尺寸超标、颜色不对、可靠性测试不过等等问题的发生。其实这些现象的背后就是反应出这家工厂的制程管控的能力水平。有的注塑工厂经常开始生产时管控很严、把不良品在批量供货时偷偷的放进去;有时候把报废的次料添加在原料了,尤甚者直接把次料抽粒后直接当原料生产这样的猫腻屡见不鲜。笔者建议对前期供应商选择时要重点审查这些内容以初步了解,同时在批量供货时、如对尺寸关键尺寸可以采用CPK来监控、颜色用限度样板来参照、原次料用熔融指数来监督。 同时根据市场、客户需求来选择相应的手机外壳供应商,“一份价格一分货”用在手机外壳这个行业是最恰当不过的了、很多的外壳厂家将手机外壳分为不同等级的、用在不同的客户群中。不同的客户有不同的的生产质量要求和成本核算。所以在选择时一定要综合的评估成本与质量的关系。 同样、在手机外壳产品中,每家壳外壳产厂商都不能承诺质量事故为零。所以在和客户端签定协议时要郑重的思考。随着市场对手机质量要求的提高,在消费端的投诉和客户端的投诉也时有发生。有的客户如果处理不好还要要求赔偿,纠纷也将增加。所以在和中下游供应商的质量协议约束上、也需要谨慎如何规避这类风险。在选择壳外壳应商的时候要从价格,质量,配合度,生产能力,设备,交期,以及供应商的稳定性来综合评定
R D.c o m?手机设计与制造全过程转自M O T O手机论坛[] [] 现在的手机已经渐渐脱离了单纯通讯工具的身份,逐渐转变成为一个多媒体和信息的终端设备,未来日常的沟通、娱乐、理财等活动,都是可以透过手机来进行。当大家在每一次看到一部新奇而又拥有高性能、鲜亮的外观设计的手机出现时,各位是否有这样的好奇心,这样的手机到底是怎么设计和制造出来的呢?[] [] 所以今天我们尝试用一个技术的客观角度,来简单描述手机设计部门的构造与及部门与部门之间的关系,最后向大家展示手机由制造到面世前的种种测试,好让大家更进一步了解手机,更加珍惜你的爱机,或许你日后不会轻易的更换它了吧![] [] 一、手机的设计流程[] []
用一个较简单的阐释,一般的手机设计公司是需要最基本有六个部门:ID、MD、HW、SW、PM、Sourcing、QA。[] [] 1、I D(I n d u s t r y D e s i g n)工业设计[] [] 包括手机的外观、材质、手感、颜色配搭,主要界面的实现与及色彩等方面的设计。[] ] 例如摩托罗拉“明”翻盖的半透明,诺基亚7610的圆弧形外观,索爱W550的阳光橙等。这些给用户的特别感受和体验都是属于手机工业设计的范畴,一部手机是否能成为畅销的产品,手机的工业设计显得特别重要![] [] 2、M D(M e c h a n i c a l D e s i g n)结构设计[] [] 手机的前壳、后壳、手机的摄像镜头位置的选择,固定的方式,电池如何连接,手机的厚薄程度。如果是滑盖手机,
如何让手机滑上去,怎样实现自动往上弹,SIM卡怎样插和拔的安排,这些都是手机结构设计的范畴。繁琐的部件需要M D的工作人员对材质以及工艺都非常熟识。[] 摩托罗拉V3以的厚度掀起了手机市场的热潮,V3手机以超薄为卖点,因为它的手机外壳材质选择十分关键,所以V3的外壳是由技术超前的航空级铝合金材质打造而成。可以这样说,特殊外壳材质的选择成就了V3的成功。[] [] 另外有个别用户反应在使用某些超薄滑盖手机的时候,在接听电话时总能感觉到手机前壳的左右摇动,这就是手机结构设计出了问题,由于手机的壳体太薄,通话时的扬声器振动很容易让手机的机身产生了共振。[] [] 3、H W(H a r d w a r e)硬件设计[] [] 硬件主要设计电路以及天线,而HW是要和MD保持经常性的沟通。[]
手机材料选择 手机外壳材料 一般用PC/ABS合金加入色母粒成型.如果要有金属质感的话﹐不喷漆是不行的;有些黑色机壳是配色过的。有很多型号:GE C1100 C1200 (普通,无阻燃)C1110(高流动) GE 2850 2950 (阻燃)价格贵(~28000/MT),配色更贵!! 绝大多数的手机外壳(80~90%) 是用GE的C1110, C1200, C1200HF做手机外壳的,可以喷漆,也可以电镀, 还有特殊效果的, 直接做出喷漆和金属的效果. 做的时候要注意一下,相容剂选得不好,在高温喷漆时要翘曲。 Bayer 的T 规格(非阻燃PC/ABS)常用于手机外壳. (Nokia,Motorola,Philips,Siemens,Ericsson (Sony)....)都有用T 系列.T-45: 可电镀. 喷漆(Alcatel, Sony-Ericsson) T-65: 可喷漆(Sony-Ericsson, Nokia) T-85: 强度高(Siemens, Motorola) 手机设计须知 手机产品的结构设计是实现产品功能的关键,这不仅需要与产品外观相协调,更要考虑后序的生产装配、喷漆、喷绘、模具设计制造等各个方面。 手机产品的形体结构设计牵扯知识范围十分广泛,主要有: 1.材料选用; 2.表面处理; 3.加工手段; 4.包装装潢; 这些因素的运用直接影响着手机产品的生命和外观形象的变化。 可以说设计者水平的高低决定了产品的生命力和产品的档次高低,高档次产品不一定是高造价,运用低造价设计出高档次的产品是设计者高水平高素质的体现。 我主要想讲的是前两项,后两项以后再说。 1.要评审造型设计是否合理可靠,包括制造方法,塑件的出模方向、出模斜度、抽芯、结构强度,电路安装(和电子工程人员配合)等是否合理。 2.根据造型要求确定制造工艺是否能实现。包括模具制造、产品装配、外壳的喷涂、丝印、材质选择、须采购的零件供应等。 3.确定产品功能是否能实现,用户使用是否最佳。 4.进行具体的结构设计、确定每个零件的制造工艺。要注意塑件的结构强度、安装定位、紧固方式、产品变型、元器件的安装定位、安规要求,确定最佳装配路线。 5.结构设计要尽量减小模具设计和制造的难度,提高注塑生产的效率,最小限度的减低模具成本和生产成本。 6.确定整个产品的生产工艺、检测手段,保证产品的可靠性。 一、塑料选材的途径 理解工程塑料的性能 塑料在成型加工中有时表现得很奇特。对一个成型问题的解答可能完全不同于另一个成型问题。这也许是因为这些例子中涉及到两种本质上互不相同的塑料树脂。本文将对这些材料的性质以及各种不同材料之间的差异加以讨论,以增进对注塑过程中机理的理解。(1)结晶型聚合物的特性 许多人熟悉的物质是晶体如食用盐,糖,石英,矿物质和金属,当然还有冰。这些固态物质
手机3D玻璃盖板生产加工工艺流程 手机3D玻璃盖板生产加工工艺的流程主要包括:工程→开料开孔→精雕→研磨→清洗→热弯→抛光→检测→钢化→开模→UV转印→镀膜(PVD)→印刷(丝印/喷涂)→镭雕→检包→贴合→包装等,工艺流程长,品质要求高,良率低。 一、工程 确认客户图纸是否可以生产,制作本厂图纸及菲林,并确认流程。(图纸菲林需有制作日期,编号。有修改及时更新,收回旧图纸及菲林),下达指令单,样品全线跟踪。二、CNC开料 材料要求:玻璃材料必须是3D曲面玻璃材质。 板材玻璃在进入深加工作业时,第一道工序就是按照客户的图纸尺寸要求,进行加工余量放量后(一般单边留0.1mm余量),把数据输入到玻璃基板CNC切割机里进行粗坯制作,俗称开料。 注意事项:玻璃切割机需能够高效的进行直线、圆孔、曲线切割,这样可大量节省后续盖板玻璃CNC成型、抛光等工序的加工时间,对盖板玻璃行业提高生产效率,降低生产成本有着十分积极的意义。 第一道工序和普通盖板一样。 三、CNC精雕玻璃(磨边) CNC精雕玻璃是采用精雕机砂轮槽对毛坯玻璃进行磨边,去除余量;并通过钻头将玻璃原料进行倒边和钻孔,用细砂轮对外形及摄像头孔精加工,以满足最终成品要求。加工精度达0.01mm 四、研磨抛光
加入抛光粉,通过研具在一定压力下与加工面作复杂的相对运动,将玻璃原料磨至要求厚度,并抛光成表面镜面效果。 五、清洗 不同加工企业清洗工艺时段不同,一般在磨边之后需清洗,然后再次打磨抛光。 主要清洗掉表面残留废渣,一般采用超声波清洗。 等离子体与固体表面发生反应可以分为物理反应(离子轰击)和化学反应,以介质阻挡放电DBD等离子技术对玻璃基片进行预处理,可引起玻璃藕片表面键后和基团显著变化,使基片表面硅氢基含量显著增加,同时亲水性增强,而表面并不会粗糙,从而能够有效的活化材料的表面 六、热弯工艺 热弯工艺是3D玻璃制程中最核心的工艺之一,也是难点之一。
手机机身材料大盘点谁才是真正的高大上? 来源:中国涂附磨具网2014-08-01 加入收藏打印字体【大| 中| 小】 7月22日,在小米4发布会,雷布斯花费了上大量时间解读了奥氏体304不锈钢的“艺术之旅”。一时间,奥氏体304是否高上大引起了一番口水仗。当然,这不是手机机身材料引发的第一次口水仗,自然也不是最后一次。手机机身材料的确是各手机制造商互相攻讦的“重灾区”。因为手机屏幕材料比较统一,目前基本用的是康宁玻璃,而机身材料的选择相对多样。今天,小编向大家介绍手机机身材料中有趣的事情。 工程塑料 手机机身比较常见的材质是工程塑料,或者更准确的说是通用工程塑料。通用工程塑料一般有五大种,包括聚酰胺(PA)、聚碳酸酯(PC)、聚甲醛(POM)、聚对苯二甲酸丁二醇酯(PBT)及聚苯醚(PPE)。这些工程塑料价格低廉、可塑性强、容易着色,所以深受手机生产商的喜爱。例如诺基亚N9、HTC8X、iphone5C等彩色智能手机,都是用的聚碳酸酯。它是五大工程塑料中唯一透明的,容易上色。 当然,工程塑料也有缺点,散热不好,环境污染严重。另外,在很多用户眼中,塑料机身显得很廉价,没有档次。相比之下,小编觉得后边的理由可能更充分一些。
凯夫拉 这种材料的名字比较生僻,即使是材料专业的同学,如果不是高分子及复合材料方向,恐怕很多也不清楚是什么。凯夫拉是美国杜邦研制的一种芳纶纤维材料,它具有密度低、强度高、韧性好、耐高温、易于加工和成型等特点,可用作防弹衣、坦克复合装甲等军工领域。摩托罗拉XT910的背板使用的就是凯夫拉材质。 作为手机机身材料,凯夫拉最大的好处是耐刮。摩托罗拉XT910的背板使用的就是凯夫拉材质。国内曾有手机媒体对该款手机做过刮蹭实验,的确防刮能力惊人。不过,市面上用凯夫拉作为机身材料的品牌较少。可能在美观上面,凯夫拉不太出众。用锤子科技罗永浩的话来说:“凯夫拉来到世间,从头到脚,每一个毛孔都滴着廉价感。“ 镁铝合金
手机3D玻璃盖板的生产工艺流程 手机3D玻璃盖板生产加工工艺的流程主要包括:工程→开料开孔→精雕→研磨→清洗→热弯→抛光→检测→钢化→UV转印→镀膜(PVD)→印刷(丝印、喷涂)→贴合→贴膜→包装等。 下面我们来系统的了解一下每道加工工序。 开料: 材料要求:玻璃材料必须是3D曲面玻璃材质。 板材玻璃在进入深加工作业时,第一道工序就是按照客户的图纸尺寸要求,进行加工余量放量后(一般单边留余量),把数据输入到玻璃基板CNC切割机里进行粗坯制作,俗称开料。 注意事项:玻璃切割机需能够高效的进行直线、圆孔、曲线切割,这样可大量节省后续盖板玻璃CNC成型、抛光等工序的加工时间,对盖板玻璃行业提高生产效率,降低生产成本有着十分积极的意义。 磨边: 第一道工序和普通盖板一样。CNC精雕玻璃是采用精雕机砂轮槽对毛坯玻璃进行磨边,去除余量;并通过钻头将玻璃原料进行倒边和钻孔,用细砂轮对外形及摄像头孔精加工,以满足最终成品要求。加工精度达。 抛光: 加入抛光粉,通过研具在一定压力下与加工面作复杂的相对运动,将玻璃原料磨至要求厚度,并抛光成表面镜面效果。 清洗: 不同加工企业清洗工艺时段不同,一般在磨边之后需清洗,然后再次打磨抛光。 主要清洗掉表面残留废渣,一般采用超声波清洗。 热弯: 热弯工艺是3D玻璃制程中最核心的工艺之一,也是难点之一。 精雕好外形和孔的玻璃放置在石墨模具中,再将模具放进热弯机中,经过预热、压型、冷却,玻璃在模具中成型成曲面玻璃。曲面玻璃的尺寸取决于石墨模具设计。成型后的外观取决于成型工艺以及石墨模具设计。 扫光: 玻璃经热弯后,产品表面须经抛光。采用羊绒轮,通过调整上下抛光轮转速,对产品压力,时间控制,并辅助研磨粉或泡沫液,对玻璃产品表面精抛光,以达通透无瑕疵。
手机外壳材料的变化,推动纳米注塑技术的发展 3D玻璃的应用和手机尺寸的变化,手机需要一个更强壮的中框,所以我们需要往更硬更轻的金属上去做,不锈钢和钛合金手机外壳的二次处理一定是PVD,那么为何不锈钢和钛合金会首选高温尼龙昵?下面分享一篇DSM在2017年第六届手机外壳论坛上的会议演讲整理。 关于手机的发展趋势,如果我们按照两三年或三五年这个时间轴来看,更薄更轻,功能性集成更多和防水,是我所看到的未来手机发展的一个明显的趋势。所以对于塑胶来讲,其实是有一些产业升级的机会的。 一、手机外壳材料的变化,推动纳米注塑技术的发展 纳米注塑在最近的五六年间,已经在消费电子行业做得非常成熟了。 而手机外壳材料从最开始的用铝,因为很好加工,又可以纳米注塑,又可以阳极氧化,但是在使用过程中,设计师和消费者一直有些不太满意的地方——铝材料太软,所以每一个人的手机都会需要一个保护套,大家都给保护套的行业做很大的贡献。 那随着手机尺寸越来越大,包括说大家今天所看到的全面屏,手机的重量可能越变越大。我们的手机外壳材料从过去的6系铝(强度不够)发展到7系铝,而即便是这样,当年iphone6的弯曲门还是炒得沸沸扬扬。那归根到底是我们需要什么? 因为3D玻璃的应用和手机尺寸的变化,手机需要一个更强壮的中框,所以我们需要往更硬更轻的金属上去做,而更硬更轻的金属,我们第一个想到的就是不锈钢,第二个是钛合金。所以纳米注塑技术的应用从不锈钢的304到316/316L和钛合金,包括我们的今天所说液态金属。而帝斯曼在不锈钢和液态金属的纳米注塑方面可以提供一个全套的解决方案。 二、DSM高温尼龙在手机不锈钢、钛合金纳米注塑上的应用 不锈钢和钛合金手机外壳的二次处理一定是PVD。而帝斯曼在PVD不锈钢、钛合金、镁合金加工方面有两个牌号,第一个是ForTii基材的NMX33,还有ForTii Ace基材的NMX53。
、手机外壳的主要生产流程、关键控制点、异常处理方案1、手机外壳的生产制造流程图 外壳的注塑成型工艺中,主要有以下主要几大步骤:原料的烘烤-拌色-注塑-修剪、自检-FQC检验-包装-入库等。其中注塑成型过程的控制是关键节点。其流程见下图: 手机塑胶壳经过注塑成型检验合格后、根据客户的需要来决定是否要进行二次工艺(如:常见的喷涂、电镀)等涂装工艺以满足客户对外面的定义需要。而喷涂过程主要有调漆-搅拌-过滤-上治具-清洁-喷涂-下治具-丝印-烘烤-全检-包装等。其中调漆、清洁工序和喷涂是整个涂装过程的关键工序。
其流程见下图: 、手机壳外壳注塑过程关键控制点:2.
:、外壳注塑成型常见缺陷解除方案
3. 4、手机外壳(喷涂件)常规可靠性测试项: 下面是手机外壳(喷涂工艺)最常规的可靠性测试项目。具体根据各手机品牌的可靠性测试规范与特殊要求而定。因为每个品牌厂家的器件测试与整机测试的标准有别,这里不能一一赘述。
因为手机外壳的工厂实在太多,限于篇幅原因不在这里详细的说明了。有很多的工厂生产能力与规模还是可观的,缺乏有效的、整套的产品质量管理的制度与机制。产品质量的波动很大、不是很可靠。这也是需要有理想的厂商需要快速提升与重视的环节。需要重视质量、才能提升企业的管理能力、运营能力与品牌的价值。. 四:选择手机外壳合作供应商的一些建议 对集成商、品牌厂商来说。目前的国内厂家对注塑成型及二次处理工艺技术在绝大多数性能上是能实现的。目前最主要是如何确保每批壳料之间的变化最小。所以我们经常看到这批壳体没问题、下次来料又是尺寸超标、颜色不对、可靠性测试不过等等问题的发生。其实这些现象的背后就是反应出这家工厂的制程管控的能力水平。有的注塑工厂经常开始生产时管控很严、把不良品在批量供货时偷偷的放进去;有时候把报废的次料添加在原料了,尤甚者直接把次料抽粒后直接当原
完整的手机制作流程 一、主板方案的确定 在手机设计公司,通常分为市场部(以下简称MKT、外形设计部(以下简称ID)、结构设计部(以下简 称MD。一个手机项目的是从客户指定的一块主板开始的,客户根据市场的需求选择合适的主板,从方案公司哪里拿到主板的3D图,再找设计公司设计某种风格的外形和结构。也有客户直接找到设计公司要求设 计全新设计主板的,这就需要手机结构工程师与方案公司合作根据客户的要求做新主板的堆叠,然后再做后续工作,这里不做主要介绍。当设计公司的MKT和客户签下协议,拿到客户给的主板的3D图,项目正式 启动,MD的工作就开始了。 二、设计指引的制作 拿到主板的3D图,ID并不能直接调用,还要MD把主板的3D图转成六视图,并且计算出整机的基本尺寸,这是MD的基本功,东莞铭讯电子周九顺先生的朋友把它作为公司招人面试的考题,有没有独立做过手机一 考就知道了,如果答得不对即使简历说得再有经验丰富也没用,其实答案很简单,以带触摸屏的手机为例, 例如主板长度99,整机的长度尺寸就是在主板的两端各加上 2.5,整机长度可做到99+2.5+2.5=104,例如 主板宽度37.6,整机的宽度尺寸就是在主板的两侧各加上 2.5,整机宽度可做到37.6+2.5+2.5=42.6 ,例 如主板厚度13.3,整机的厚度尺寸就是在主板的上面加上 1.2(包含0.9的上壳厚度和0.3的泡棉厚度), 在主板的下面加上1.1(包含1。0的电池盖厚度和0.1的电池装配间隙),整机厚度可做到13.3+1.2+1.仁15.6,答案并不唯一,只要能说明计算的方法就行。 还要特别指岀ID设计外形时需要注意的问题,这才是一份完整的设计指引。 三、手机外形的确定 ID拿到设计指引,先会画草图进行构思,接下来集中评选方案,确定下两三款草图,既要满足客户要求的创意,这两三款草图之间又要在风格上有所差异,然后上机进行细化,绘制完整的整机效果图,期间MD要尽可能为ID提供技术上的支持,如工艺上能否实现,结构上可否再做薄一点,ID完成的整机效果图经客 户调整和筛选,最终确定的方案就可以开始转给MD做结构建模了。 四、结构建模 1、资料的收集 MD开始建模需要ID提供线框,线框是ID根据工艺图上的轮廓描岀的,能够比较真实的反映ID的设计意图,输出的文件可以是DXF和IGS格式,如果是DXF格式,MD要把不同视角的线框在CAD中按六视图的方位摆好,以便调入PRO冲描线(直接在PRO冲旋转不同视角的线框可是个麻烦事)。也有负责任的ID在犀牛中就帮MD把不同视角的线框按六视图的方位摆好了存成IGS格式文件,MD只需要在RO冲描线就可以 了。有人也许会问,说来说去都是要描线,ID提供的线框直接用来画曲面不是更省事吗?不是,ID提供的线框不是参数化的,不能进行修改和编辑,限制了后续的结构调整,所以不建议MD直接用ID提供的线框。也有ID 不描线直接给JPG图片,让MD自己去描线的,那就更乱了,图片缩放之间长宽比例可能会发生变 化,MD描的线可能与ID的设计意图有较大出入,所以也不建议ID不描线直接给JPG图片。
手机外壳材料 目前,手机常用塑胶材料主要有PC、ABS和PC+ABS三大类.日本手机主要采用PC+ABS,甚至采用ABS做手机外壳;韩国几家于机制造商最早采用纯PC材料。GE公司原来不推荐采用PC材料做手机外壳,主张采用PC+ABs材料,但最近一两年也推出适合做子机外夫的Pc材料,例如EXLl414、141R、SP1210R等。近年来,各大手机厂商采用Pc材料做手机壳什的比例正在逐渐上升。代原料主要供货商是GE、SAMSUNG、LG等。 表1为几种材料的一般特性表: 几年前,A100、A100II手机是国内首次采用纯Pc材料的机型。像HIP这样的模具和注塑大公司也是第一次采用这种材料做手机外壳,因此,在模具设计、注塑、喷涂等方面都遇到很大的麻烦,就连世界知名的几家涂料厂商在当时也未能解决涂料的附着力问题,最后不得不从韩国直接近口配制好的色漆。 近两年来.无论是在模具设计、注塑技术还是涂料性能方面都有很大的突破,用Pc材料做手机外壳的比例在不断上升。初步估计目前手机外壳采用Pc材料的比例已超过50%。 塑料按用途可分为普通级、耐温级、耐冲级、阻燃级、电镀级等。 1 PC PC学名聚碳酸酯。材料的性能特点: ①强度高,抗拉伸强度69MPa、抗弯曲强度96MPa。 ②耐高温,长期使用可耐130摄氏度温度环境。 ②透明性好,无毒。 ④原料配色及表面涂覆不如ABs。 ⑤Pc应选高流动性牌号。适用于翻盖机和在恶劣环境下使用的手机。 2 ABS ABS(丙烯脂—丁二烯—苯乙烯共聚物)材料的性能特点: ①强度低,抗拉伸强度43MPa,抗弯曲强度79MPa。 ②不耐温,长期使用温度不得高于60摄氏度。 ③流动性、着色及表面喷涂和电镀性能均好。