普通公制螺纹基本牙型及基本尺寸和公差
- 格式:xls
- 大小:211.00 KB
- 文档页数:32
螺纹的直径与公差配合“螺纹的牙型主要有三角形、梯形、矩形、锯齿形等,这里主要介绍牙型为三角形的普通螺纹,本文内容包含普通螺纹的基本牙型、尺寸以及公差配合三方面。
”一、螺纹的基本牙型普通螺纹是指米制螺纹且为非密封性的用于连接功能的螺纹,是紧固件行业最常见的一种牙型。
普通螺纹的基本牙型为三角形,牙型角为60°。
是我们常见的基本牙型。
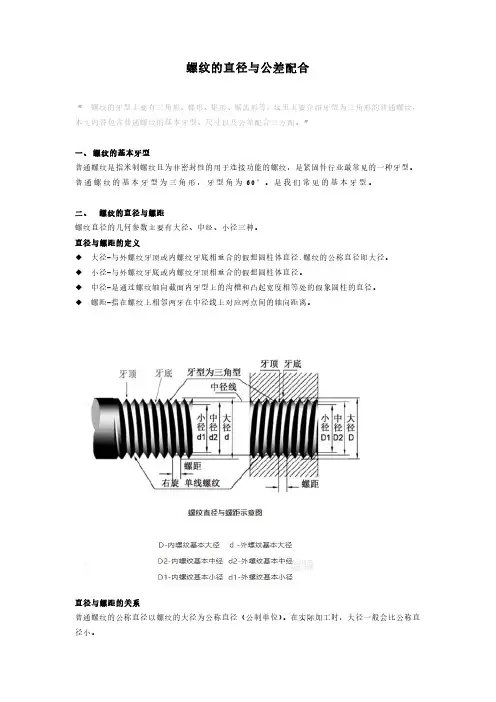
二、螺纹的直径与螺距螺纹直径的几何参数主要有大径、中经、小径三种。
直径与螺距的定义◆大径-与外螺纹牙顶或内螺纹牙底相重合的假想圆柱体直径,螺纹的公称直径即大径。
◆小径-与外螺纹牙底或内螺纹牙顶相重合的假想圆柱体直径。
◆中径-是通过螺纹轴向截面内牙型上的沟槽和凸起宽度相等处的假象圆柱的直径。
◆螺距-指在螺纹上相邻两牙在中径线上对应两点间的轴向距离。
直径与螺距的关系普通螺纹的公称直径以螺纹的大径为公称直径(公制单位)。
在实际加工时,大径一般会比公称直径小。
常见的加工计算公式:大径=公称直径-(0.13~0.15)P,这个差值是在刀具切割材料时形成的。
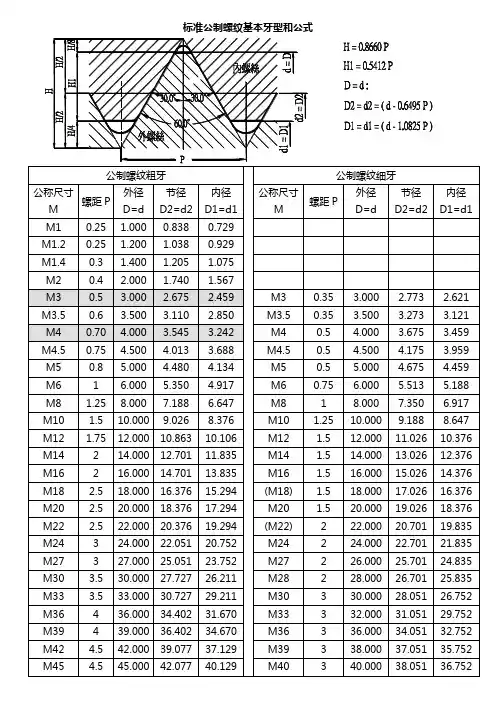
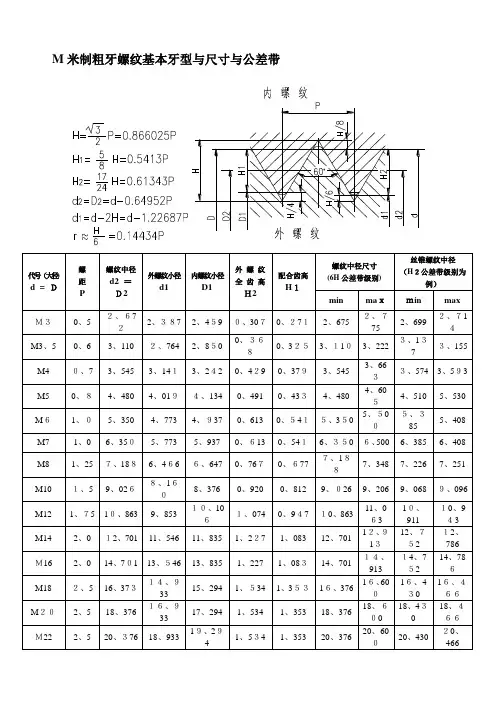
根据上图中经和小径的计算方法如下:基本中径内螺纹中径:D2=D-2X3/8H=D-0.6495P外螺纹中径:d2=d-2X3/8H=d-0.6495P基本小径内螺纹小径:D1=D-2X5/8H=D-1.0825P外螺纹小径:d1=d-2X5/8H=d-1.0825P其中:H=0.866025404 P三、螺纹的公差配合这里涉及到几个名词:公差、偏差、极限尺寸。
公差含义尺寸公差是指在加工制造中零件尺寸允许的变动量,是最大极限尺寸减最小极限尺寸之差的绝对值,也可是上偏差减下偏差之差。
在基本尺寸相同的情况下,公差愈小,尺寸精度愈高。
偏差含义尺寸偏差是指某一尺寸减去基本尺寸的代数。
最大极限尺寸减去基本尺寸所得的代数值为上偏差,孔的上偏差用ES表示,轴的上偏差用es表示。
;最小极限尺寸减去基本尺寸所得的代数值为下偏差,孔的下偏差用字母EI,轴的下偏差用ei表示。
丝锥图标与符号说明:螺纹类型:螺孔型式M——米制粗牙普通螺纹T1通孔-—≤1、2dMF—-米制细牙普通螺纹T2通孔—-≤2dUNC——统一粗牙螺纹B1不通孔——≤1、2dUNF—-统一细牙螺纹B2不通孔——≤1、8dG(BSP)-—非螺纹密封得管螺纹B3不通孔—-≤2、2dW(BSW)--惠氏螺纹NPT——60°牙形角圆锥管螺纹d为螺纹大径RP——用螺纹密封得圆柱管螺纹RC(BSPT)—-用螺纹密封得圆柱管螺纹EC——安装钢丝螺套用内螺纹螺纹齿形角:丝锥类别:60°55°N——加工普通结构钢、软得灰铸铁中等硬度得有色金属H——加工特别硬得、硬而韧得材料W—-加工特别软与韧得材料丝锥结构种类:丝锥切削锥长度:直槽丝锥X——(5~6 P)螺尖丝锥Y—-(4~5P)螺旋槽丝锥Z——(2~3P)跳牙丝锥A型带冷却孔丝锥(用于不通孔)丝锥柄部采用得标准:B型带冷却孔丝锥(用于通孔)GB4267挤压丝锥DIN10-1带油槽挤压丝锥钻攻复合丝锥丝锥螺纹公差带等级:丝锥采用得标准:H1——适合加工米制内螺纹4H 5H公差中国国家标准带级别得螺纹中国机械行业标准JB H2——适合加工米制内螺纹5G6H公差国际标准ISO带级别得螺纹德国标准带级别得螺纹H3—-适合加工米制内螺纹6G7H 7G丝锥材料:带级别得螺纹HSS——普通高速钢1--适合加工统一螺纹内螺纹1B公差HSS-E——高性能高速钢级别得螺纹HSS—PM-—粉末冶金高速钢2—-适合加工统一螺纹内螺纹2B公差Hm——硬质合金级别得螺纹丝锥刃倾角、螺旋角:W2—-适合加工惠氏内螺纹中等级公差螺尖丝锥得刃倾角λ1-—12°λ2——18°级别得螺纹螺旋槽丝锥得螺旋角β1--20°β2—-30°W3——适合加工惠氏内螺纹普通级公差β3——40°级别得螺纹。

普通螺纹标准规格表螺纹基本知识一、螺纹的名词术语螺纹:在圆柱或圆锥表面上,沿着螺旋线所形成的具有规定牙型的连续凸起。
圆柱螺纹/圆锥螺纹;外螺纹/内螺纹;右旋螺纹/左旋螺纹。
右旋螺纹:顺时针旋转时选入的螺纹。
左旋螺纹:逆时针旋转时选入的螺纹。
完整螺纹:牙顶和牙底具有完整形状的螺纹。
不完整螺纹:牙底完整而牙顶不完整的螺纹。
螺尾:向光滑表面过渡的牙底不完整的螺纹。
有效螺纹:由完整螺纹和不完整螺纹组成的螺纹,不包括螺尾。
公称直径:代表螺纹尺寸的直径。
大径:外螺纹的顶径、内螺纹的底径。
小径:外螺纹的底径、内螺纹的顶径。
中径:一个假想圆柱或圆锥的直径,该圆柱或圆锥的母线通过牙型上沟槽和凸起宽度相等的地方。
单一中径:牙型上沟槽宽度等于1/2基本螺距的地方。
作用中径:在规定的旋合长度内,恰好包容实际螺纹的一个假想螺纹的中径,这个假想螺纹具有理想的螺距、螺纹半角、及牙型高度,并在牙顶和牙底留有间隙,不与实际螺纹大、小径发生干涉。
牙型角:在螺纹牙型上,两相邻牙侧间的夹角。
螺距:相邻两牙在中径线上对应两点间的轴向距离。
螺纹精度:由螺纹公差带和旋合长度共同组成的衡量螺纹质量的综合指标。
二、.螺纹概述一般将螺纹分为圆柱螺纹和圆锥螺纹。
(一)圆柱螺纹1. 普通螺纹(又称米制或公制螺纹)螺纹代号M,牙形角60°,基本牙形为平顶。
精度等级:内螺纹4~8级,外螺纹3~9级。
2. 美标统一螺纹(又称60°英制螺纹)螺纹代号UNC、UNF、UNEF、UN、UNS,牙形角60°,基本牙形为平顶。
精度等级:内螺纹1B~3B,外螺纹1A~3A。
3. 非螺纹密封的管螺纹(又称圆柱管螺纹)螺纹代号G,牙形角55°,基本牙形为圆顶圆底。
精度等级:内螺纹标准级和D级,外螺纹A、B级。
4. 梯形螺纹螺纹代号Tr,牙形角30°(美标为29°),基本牙形为平顶平底。
精度等级:7~9级,(美标为2G~6G)。
螺纹的直径与公差配合“螺纹的牙型主要有三角形、梯形、矩形、锯齿形等,这里主要介绍牙型为三角形的普通螺纹,本文内容包含普通螺纹的基本牙型、尺寸以及公差配合三方面。
”一、螺纹的基本牙型普通螺纹是指米制螺纹且为非密封性的用于连接功能的螺纹,是紧固件行业最常见的一种牙型。
普通螺纹的基本牙型为三角形,牙型角为60°。
是我们常见的基本牙型。
二、螺纹的直径与螺距螺纹直径的几何参数主要有大径、中经、小径三种。
直径与螺距的定义◆大径-与外螺纹牙顶或内螺纹牙底相重合的假想圆柱体直径,螺纹的公称直径即大径。
◆小径-与外螺纹牙底或内螺纹牙顶相重合的假想圆柱体直径。
◆中径-是通过螺纹轴向截面内牙型上的沟槽和凸起宽度相等处的假象圆柱的直径。
◆螺距-指在螺纹上相邻两牙在中径线上对应两点间的轴向距离。
直径与螺距的关系普通螺纹的公称直径以螺纹的大径为公称直径(公制单位)。
在实际加工时,大径一般会比公称直径小。
常见的加工计算公式:大径=公称直径-(0.13~0.15)P,这个差值是在刀具切割材料时形成的。
根据上图中经和小径的计算方法如下:基本中径内螺纹中径:D2=D-2X3/8H=D-0.6495P外螺纹中径:d2=d-2X3/8H=d-0.6495P基本小径内螺纹小径:D1=D-2X5/8H=D-1.0825P外螺纹小径:d1=d-2X5/8H=d-1.0825P其中:H=0.866025404 P三、螺纹的公差配合这里涉及到几个名词:公差、偏差、极限尺寸。
公差含义尺寸公差是指在加工制造中零件尺寸允许的变动量,是最大极限尺寸减最小极限尺寸之差的绝对值,也可是上偏差减下偏差之差。
在基本尺寸相同的情况下,公差愈小,尺寸精度愈高。
偏差含义尺寸偏差是指某一尺寸减去基本尺寸的代数。
最大极限尺寸减去基本尺寸所得的代数值为上偏差,孔的上偏差用ES表示,轴的上偏差用es表示。
;最小极限尺寸减去基本尺寸所得的代数值为下偏差,孔的下偏差用字母EI,轴的下偏差用ei表示。
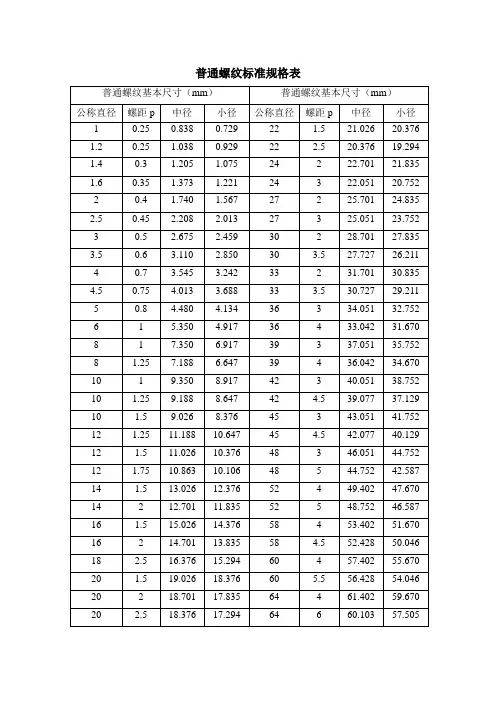
表4-7 普通螺纹基本牙型及尺寸计算(GB/T192—2003)(单位:mm)2.普通螺纹代号与标记普通螺纹分为粗牙普通螺纹和细牙普通螺纹两种。
粗牙普通螺纹用字母“M”及“公称直径”表示,如M8、M16等。
细牙普通螺纹用字母“M”及“公称直径×螺距”表示,如M10×1、M20×1.5等。
当螺纹为左旋时,在螺纹代号之后加“左”字,如M16左,M20×1.5左。
普通螺纹标记是由螺纹代号和公差代号及旋合长度代号组成,示例如下:普通螺纹直径与螺距系列,见表4-8。
表4-8 普通螺纹直径与螺距系列(GB/T193—2003)(单位:mm)注:1.直径优先选用第一系列,第三系列尽可能不用。
2.括号内的螺距尽可能不用。
3.注①处的M14×1.25仅用于火花塞。
4.注②处的M35×1.5仅用于滚动轴承锁紧螺母。
3.普通螺纹基本尺寸(见表4-9)表4-9 普通螺纹基本尺寸(GB/T196—2003)(单位:mm)4.普通螺纹公差(GB/T197—2003)(1)螺纹公差带螺纹公差带的位置由基本偏差确定,并规定外螺纹的上偏差(es)和内螺纹的下偏差(EI)为基本偏差,见图4-1。
对内螺纹规定了G和H两种位置[见图4-2(a)],对外螺纹规定了e、f、g、h等4种位置[见图4-2(b)]。
(2)内、外螺纹的基本偏差(见表4-10)表4-10 内、外螺纹的基本偏差(单位:μm)(3)内、外螺纹各直径的公差等级(见表4-11)(4)螺纹旋合长度(见表4-12)(5)螺纹公差带的选用(见表4-13)(6)普通螺纹的极限偏差(见表4-14)表4-11 内、外螺纹各直径的公差等级表4-12 普通螺纹旋合长度(单位:mm)表4-13 螺纹公差带的选用(GB/T2516—2003)注:1.大量生产的精制紧固件螺纹,推荐采用带方框的公差带。
2.带*的公差带应优先选用,不带*的公差带其次,括号内的公差带尽可能不用。
公制标准牙的牙距如下:M1.6*0.35M2*0.4M2.5*0.45M3*0.5M4*0.4M5*0.8M6*1.0M8*1.25M10*1.5M12*1.75M14*2.0M16*2.0M18*2.5M20*2.5M22*2.5M24*3.0M27*3.0M30*3.5M33*3.5M36*4.0车螺纹简介将工件表面车削成螺纹的方法称为车螺纹。
螺纹按牙型分有三角螺纹、梯形螺纹、方牙螺纹等(图1)。
其中普通公制三角螺纹应用最广。
图1 螺纹的种类1. 普通三角螺纹的基本牙型普通三角螺纹的基本牙型如图2所示,各基本尺寸的名称如下:图2 普通三角螺纹基本牙型D—内螺纹大径(公称直径);d—外螺纹大径(公称直径);D2 —内螺纹中径;d2—外螺纹中径;D1 —内螺纹小径;d1—外螺纹小径;P—螺距;H—原始三角形高度。
决定螺纹的基本要素有三个:牙型角α 螺纹轴向剖面内螺纹两侧面的夹角。
公制螺纹α=60o,英制螺纹α=55o。
螺距P 它是沿轴线方向上相邻两牙间对应点的距离。
螺纹中径D2(d2) 它是平螺纹理论高度H的一个假想圆柱体的直径。
在中径处的螺纹牙厚和槽宽相等。
只有内外螺纹中径都一致时,两者才能很好地配合。
2. 车削外螺纹的方法与步骤(1)准备工作1)安装螺纹车刀时,车刀的刀尖角等于螺纹牙型角α=60o,其前角γo=0o才能保证工件螺纹的牙型角,否则牙型角将产生误差。
只有粗加工时或螺纹精度要求不高时,其前角可取γo=5o~20o。
安装螺纹车刀时刀尖对准工件中心,并用样板对刀,以保证刀尖角的角平分线与工件的轴线相垂直,车出的牙型角才不会偏斜。
图3 螺纹车刀几何角度与用样板对刀2)按螺纹规格车螺纹外圆,并按所需长度刻出螺纹长度终止线。
先将螺纹外径车至尺寸,然后用刀尖在工件上的螺纹终止处刻一条微可见线,以它作为车螺纹的退刀标记。
3)根据工件的螺距P,查机床上的标牌,然后调整进给箱上手柄位置及配换挂轮箱齿轮的齿数以获得所需要的工件螺距。
公制螺纹标准普通螺纹标准规格表螺纹基本知识一、螺纹的名词术语螺纹:在圆柱或圆锥表面上,沿着螺旋线所形成的具有规定牙型的连续凸起。
圆柱螺纹/圆锥螺纹;外螺纹/单一中径:牙型上沟槽宽度等于1/2基本螺距的地方。
作用中径:在规定的旋合长度内,恰好包容实际螺纹的一个假想螺纹的中径,这个假想螺纹具有理想的螺距、螺纹半角、及牙型高度,并在牙顶和牙底留有间隙,不与实际螺纹大、小径发生干涉。
牙型角:在螺纹牙型上,两相邻牙侧间的夹角。
螺距:相邻两牙在中径线上对应两点间的轴向距离。
螺纹精度:由螺纹公差带和旋合长度共同组成的衡量螺纹质量的综合指标。
二、.螺纹概述一般将螺纹分为圆柱螺纹和圆锥螺纹。
(一) 圆柱螺纹1. 普通螺纹(又称米制或公制螺纹)螺纹代号M,牙形角60?,基本牙形为平顶。
精度等级:内螺纹4~8级,外螺纹3~9级。
2. 美标统一螺纹(又称60?英制螺纹)螺纹代号UNC、UNF、UNEF、UN、UNS,牙形角60?,基本牙形为平顶。
精度等级:内螺纹1B~3B,外螺纹1A~3A。
3. 非螺纹密封的管螺纹(又称圆柱管螺纹)螺纹代号G,牙形角55?,基本牙形为圆顶圆底。
精度等级:内螺纹标准级和D级,外螺纹A、B级。
4. 梯形螺纹螺纹代号Tr,牙形角30?(美标为29?),基本牙形为平顶平底。
精度等级: 7~9级,(美标为2G~6G)。
5. 其他螺纹锯齿螺纹美标圆柱管螺纹气瓶专用螺纹。
(二) 圆锥螺纹1. 用螺纹密封的管螺纹螺纹代号R、Rc、Rp,牙形角55?,基本牙形为圆顶圆底,锥度1:16。
2. 60?圆锥管螺纹螺纹代号NPT、NPTF,牙形角60?,基本牙形为平顶,锥度1:16。
3. 其他螺纹米制锥螺纹石油专用螺纹气瓶专用圆锥螺纹三、螺纹量规螺纹量规根据使用性能分:工作规、验收规、校对规和基准规。
工作规:制造和检验工件螺纹所用螺纹量规。
验收规:检验部门或用户验收工件螺纹时所用螺纹量规。
校对规:制造和检验工作规所用的螺纹量规。
标准公制螺纹基本牙型和公式标准螺栓基本牙型和牙外径对照表,1,公制螺栓检英制螺栓测粗牙细牙外径粗牙细牙编号规格规格外径,D, 长度编码点 1B1A ,D, NC NF1 M5 0.8 0.5 5 1 1/4 20 28 6.3 0202 M6 1 0.75 63 M8 1.25 1 8 5/16 18 24 7.9 025 2 4 M10 1.5 1.25 10 3/8 16 18 9.5 0305 M12 1.75 1.5 12 7/16 14 20 11.1 0356 M14 2 1.5 14 1/2 13 20 12.7 0407 M16 2 1.5 16 9/16 12 18 14.3 0458 M18 2.5 1.5 18 5/8 11 18 15.9 0509 M20 2.5 1.5 20 4 3/4 10 16 19 06010 M22 2.5 2 22 7/8 9 14 22.2 07011 M24 3 2 24 1 8 12 25.4 010012 M27 3 2 27 1-1/8 7 12 28.6 011013 M30 3.5 2 30 1-1/4 7 12 31.7 0120螺栓检测参照的标准标准机械性能的依据 ISO 国际标准GB 国家标准DIN 德国标准 DIN、ISO之产品机械性能依据ISO898.1 JIS 日本标准 GB之产品机械性能依据GB3098.1 ANSI/ASME 美国标准 ANSI/ASME之产品机械性能依据SAE J429 ASTM 美国材料试验协会标JIS B1181之产品机械性能依据JIS B1051 准SAE 美国汽车工程师协会英制螺栓产品机械性能标准公制螺栓产品机械性能按心五级(B) 八级(A) 部硬等级心部(HRC) 抗拉(N) 心部(HRC) 抗拉(KSI) 心部(HRC) 抗拉(KSI) 8.8 22-32 800 度比25-34 MIN120 33-39 MIN150DM 23-34 830 25-27 134-130 34-35 155-160 例10.9 FM 32-39 1040 27-30 130-137 35-39 160-170 输入 12.9 GM 39-44 1220 30-34 137-146 产品楔形角度轴向2.5D 楔形3D 轴向3D 楔形3D+3/4无螺纹杆部长度Ls?2d 全螺纹或无螺纹杆部长度Ls,2d8.8 10.9 12.9 8.8 10.9 12.9 公制3?d?20 10º 6º 10º 4º20,d?39 6º 4º 4º 4º 英制螺栓法兰螺栓~螺柱1/4?d?1 " 10º 6ºd,1 " 6º 4º取样.检测.留样操作流程(二)一.取样取样时每条产线样品在手推车上时必须分开存放。
螺纹尺寸和公差螺距P 螺纹中径d2 =D2外螺纹小径d1内螺纹小径D1外螺纹全齿高H2配合齿高H1螺纹中径尺寸(6H公差带级别)min0.5 2.672 2.387 2.459 0.307 0.271 2.675 0.6 3.110 2.764 2.850 0.368 0.325 3.110 0.7 3.545 3.141 3.242 0.429 0.379 3.5450.8 4.480 4.019 4.134 0.491 0.433 4.4801.0 5.350 4.773 4.937 0.613 0.541 5.350 1.0 6.350 5.773 5.937 0.613 0.541 6.350 1.25 7.188 6.466 6.647 0.767 0.677 7.1881.5 15.026 14.160 14.376 0.920 0.812 15.0261.5 17.026 16.160 16.376 0.920 0.812 17.0262.0 16.701 15.546 15.835 1.227 1.083 16.7011.5 19.026 18.160 18.376 0.920 0.812 19.0262.0 18.701 17.546 17.835 1.227 1.083 18.7011.5 21.026 20.160 20.376 0.920 0.812 21.0262.0 20.701 19.546 19.835 1.227 1.083 20.701 UNC统一粗牙螺纹基本牙型与尺寸和公差带NO.12—24 1.058 5.486 4.798 4.341 4.188 4.798 UNC1/4"-20 1.270 6.350 5.524 4.976 4.793 5.524 UNC5/16"-18 1.411 7.938 7.021 6.411 6.205 7.021 UNC3/8"-16 1.588 9.525 8.494 7.805 7.577 8.494 UNC7/16"-14 1.814 11.112 9.934 9.149 8.887 9.934 UNC1/2"-13 1.954 12.700 11.430 10.584 10.302 11.430 UNC9/16"-12 2.117 14.288 12.913 11.996 11.692 12.913 UNC5/8"-11 2.309 15.875 14.376 13.376 13.043 14.376 UNC3/4"-10 2.540 19.050 17.399 16.229 15.933 17.399 UNC7/8"-9 2.822 22.225 20.390 19.169 18.763 20.391 UNC1"-8 3.175 25.400 23.338 21.963 21.504 23.338UNF统一细牙螺纹基本牙型与尺寸和公差带G( BSP ) 非螺纹密封的管螺纹基本牙型与尺寸螺纹代每25.4mm内牙数螺距Pmm螺纹大径d=Dmm螺纹中径d2=D2mm螺纹小径d1=D1mmH1mmR~mm28 0.907 9.728 9.147 8.566 0.581 0.12519 1.337 13.147 12.301 11.445 0.856 0.18419 1.337 16.662 15.806 14.950 0.856 0.184丝锥图标与符号说明:螺纹类型:螺孔型式M——米制粗牙普通螺纹T1通孔——≤1.2dMF——米制细牙普通螺纹T2通孔——≤2dUNC——统一粗牙螺纹B1不通孔——≤1.2dUNF——统一细牙螺纹B2不通孔——≤1.8dG(BSP)——非螺纹密封的管螺纹B3不通孔——≤2.2dW(BSW)——惠氏螺纹NPT——60°牙形角圆锥管螺纹d 为螺纹大径RP——用螺纹密封的圆柱管螺纹RC(BSPT)——用螺纹密封的圆柱管螺纹EC——安装钢丝螺套用内螺纹螺纹齿形角:丝锥类别:60°55°N——加工普通结构钢、软的灰铸铁中等硬度的有色金属H——加工特别硬的、硬而韧的材料W——加工特别软与韧的材料丝锥结构种类:丝锥切削锥长度:直槽丝锥X——(5~6 P)螺尖丝锥Y——(4~5 P)螺旋槽丝锥Z ——(2~3 P)跳牙丝锥A型带冷却孔丝锥(用于不通孔)丝锥柄部采用的标准:B型带冷却孔丝锥(用于通孔)GB4267挤压丝锥DIN10-1带油槽挤压丝锥钻攻复合丝锥丝锥螺纹公差带等级:丝锥采用的标准:H1——适合加工米制内螺纹4H 5H公差中国国家标准带级别的螺纹中国机械行业标准JB H2——适合加工米制内螺纹5G 6H公差国际标准ISO 带级别的螺纹德国标准带级别的螺纹H3——适合加工米制内螺纹6G 7H 7G丝锥材料:带级别的螺纹HSS——普通高速钢1——适合加工统一螺纹内螺纹1B公差HSS-E——高性能高速钢级别的螺纹HSS-PM——粉末冶金高速钢2——适合加工统一螺纹内螺纹2B公差Hm——硬质合金级别的螺纹丝锥刃倾角、螺旋角:W2——适合加工惠氏内螺纹中等级公差螺尖丝锥的刃倾角λ1——12°λ2——18°级别的螺纹螺旋槽丝锥的螺旋角β1——20°β2——30°W3——适合加工惠氏内螺纹普通级公差β3——40°级别的螺纹。