XXXXXXXX有限公司生产工艺规程
1目的:建立苍术、麸炒苍术生产工艺规程,用于指导现场生产。
2 范围:苍术、麸炒苍术生产过程。
3 职责:生产部、生产车间、质保部。
4 制定依据:《药品生产质量管理规范》(2010修订版)
《中国药典》2020年版。
5 产品概述
5.1 产品基本信息
5.1.1产品名称: 苍术、麸炒苍术
5.1.2规格:厚片
5.1.3性状:
苍术:本品呈不规则类圆形或条形厚片。外表皮灰棕色至黄棕色,有皱纹,有时可见根痕。切面黄白色或灰白色,散有多数橙黄色或棕红色油室,有的可析出白色细针状结晶。气香特异,味微甘、辛、苦。
麸炒苍术:本品形如苍术片,表面深黄色,散有多数棕褐色油室。有焦香气。
5.1.4企业内部代码:
5.1.5性味与归经:辛、苦,温。归脾、胃、肝经。
5.1.6功能与主治:燥湿健脾,祛风散寒,明目。用于湿阻中焦,脘腹胀满,泄泻,水肿,脚气痿躄,风湿痹痛,风寒感冒,夜盲,眼目昏涩。
5.1.7用法与用量:3~9g。
5.1.8贮藏:置阴凉干燥处。
5.1.9包装规格:3g/袋;5g/袋;10g/袋;60g/罐;80g/罐;100g/罐;0.5kg/袋;1kg/袋;10kg/袋;15kg/袋;18kg/袋;20kg/袋;25kg/袋;30kg/袋;50kg/袋。
5.1.10贮存期限:36个月
5.2 生产批量:5-10000kg
5.3 辅料:麸皮。每100kg苍术用麸皮10-15kg。
5.4 生产环境:一般生产区
6 工艺流程图:
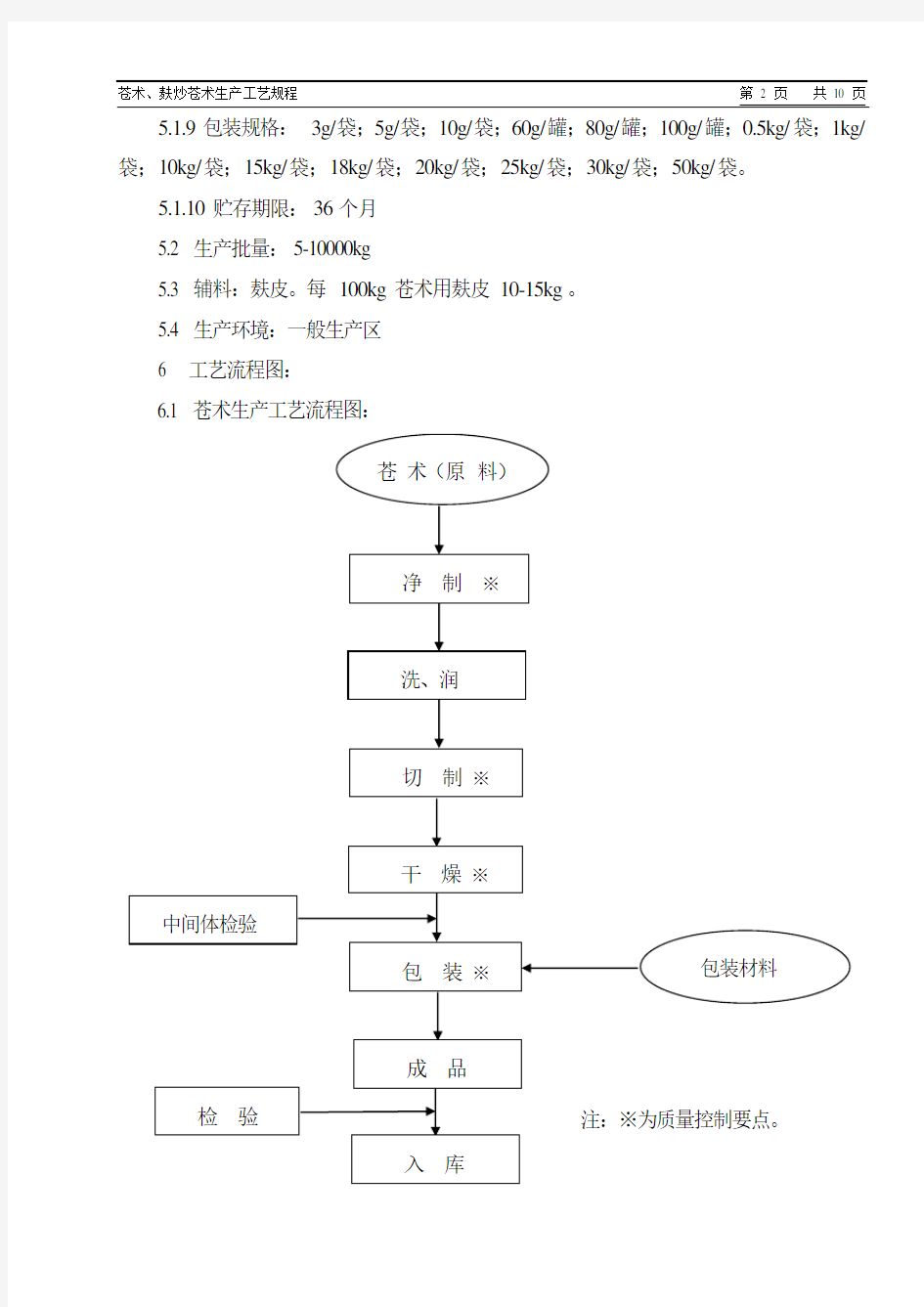
6.1 苍术生产工艺流程图:
6.2 麸炒苍术生产工艺流程图:
6.3 生产操作过程与工艺条件:
6.3.1领料
6.3.1.1饮片车间根据批准的批生产指令,按照“生产过程物料管理程序”,凭填写品名、编码、领料量、数量的指令单到原料库领取苍术原料。
6.3.1.2领料过程中必须核对原药材品名、编码、件数、数量、合格标志等内容。 6.3.2净制:
6.3.2.1取原料,置于不锈钢挑选台上,按照《净制岗位标准操作规程》手工挑选,除去杂质。将净苍术置净料袋或周转箱。
6.3.2 .2净制结束后,称量,标明品名、批号、总件数、总数量。将净苍术转至下道 工序,及时清场并填写生产记录。
6.3.2.3质量要求
6.3.2.3.1生产操作过程中,药材不得直接接触地面。
6.3.2.3.2生产操作过程中,物料必须每件有正确的标识,设备必须有运行标志。 6.3.2.3.3净制标准
(1)抽样方法:随机取样3次,每次500g ,检查杂质数量。
(2)合格标准:照《杂质检查法》(检验操作规程附录12)测定,杂质不得过3%。
6.3.2.4净药材物料平衡限度 (1)指标:95-100%。 (2)计算公式如下:
++=
100%
净药材量杂物量取样量
净制物料平衡指标(%)投料量
6.3.2.5偏差处理:如有偏差,应按《偏差处理管理规程》(GLSC08-023)的要求,启动生产过程的偏差,直到得出无潜在风险为至。如有质量风险,则进行纠正和预防,按质量事故处理。
6.3.3洗、润:按照《洗、润岗位标准操作规程》要求,将药材从滚筒口送入洗药机中后,按《洗药机标准操作及维护保养规程》启动机器,开启水泵,饮用水将通过水泵喷水管喷入旋转着的洗药筒内,使洗药筒内的药物得到充分清洗后,肉眼观察无泥沙。将洗净的苍术置于洗药池润透或置于软化箱软化,控制好温度和时间(温度40-50℃,时间10-15分钟以内),不得重复软化。
6.3.3.1洗、润结束后, 称量,标明品名、批号、总件数、总数量。将洗、润后的苍
术转至下道工序,及时清场并填写生产记录。
6.3.3.2质量要求
6.3.3.2.1生产操作过程中,药材不得直接接触地面。
6.3.3.2.2生产操作过程中,物料必须每件有正确的标识,设备必须有运行标志。 6.3.3.2.3洗润标准
(1)抽样方法:随机取样3次,每次150g 。用目测法、弯曲法检查,应符合标准。
(2)合格标准:用肉眼观察无泥沙,药材弯曲而不折断,润药程度符合规定。 6.3.3.2.4偏差处理:如有偏差,应按《偏差处理管理规程》(GLSC08-023)的要求,启动生产过程的偏差,直到得出无潜在风险为至。如有质量风险,则进行纠正和预防,按质量事故处理。
6.3.4切制:按照《切片岗位标准操作规程》和《切药机标准操作及维护保养规程》调整好切药机后,启动切药机,然后不断将药材加入料槽内,每30分钟检查出料情况,不符合规格的异形片不得超过10%。
6.3.4.1切制结束后,称量,标明品名、批号、总件数、总数量。将切制后的饮片转至下道工序,及时清场并填写生产记录。
6.3.4.2质量要求
6.3.4.2.1生产操作过程中,药材不得直接接触地面。
6.3.4.2.2生产操作过程中,物料必须每件有正确的标识,设备必须有运行标志。 6.3.4.2.3切制标准
抽样方法:随机取样3次,每次100g 。用目测法检查,应符合标准。 (2)合格标准:异形片的不得过10% 6.3.4.2.4物料平衡
(1)物料平衡指标:90~99%。 (2)物料平衡公式:
%100%?+=
润药后数量
杂物量
切制后数量)切制物料平衡(
6.3.4.3偏差处理:如有偏差,应按《偏差处理管理规程》(GLSC08-023)的要求,
启动生产过程的偏差,直到得出无潜在风险为至。如有质量风险,则进行纠正和预防,按质量事故处理。
6.3.5干燥:按照《干燥岗位标准操作规程》和《热风循环烘箱标准操作及维护保养规程》将饮片分别均匀装在烘盘中,架在烘车上,推入热风循环烘箱内,设定温度60-80℃,当达到设定温度后,持续60-90分钟,或置阳光棚晾晒。
6.3.6干燥结束后,称量,标明品名、批号、总件数、总数量。将干燥后的饮片转至下道工序,及时清场并填写生产记录。
6.3.6.1填写请验单,通知质量检验人员取样检验,检验合格后方可流入下道工序。 6.3.6.2质量要求:
6.3.6.2.1生产操作过程中,药材不得直接接触地面。
6.3.6.2.2生产操作过程中,物料必须每件有正确的标识,设备必须有运行标志。 6.3.6.2.3干燥标准:
(1)取样方法:随机在不同物料筐中取样5处,每次100g 。用“四分法”取样约100g 。
(2)合格标准:用《水分测定法》(检验操作规程附录15)测定,应不得过13.0%。 6.3.6.3物料平衡:
(1)物料平衡指标:≥60%。 (2)物料平衡公式:
%
100%?+=
净药材投料量取样量
干燥后数量)干燥物料平衡(
(3)投料量按净制后药材数量计算。
6.3.6.4偏差处理:如有偏差,应按《偏差处理管理规程》(GLSC08-023)的要求,启动生产过程的偏差,直到得出无潜在风险为至。如有质量风险,则进行纠正和预防,按质量事故处理。
6.3.7 麸炒:
6.3.
7.1麸炒苍术:取苍术片,按照《饮片麸炒岗位标准操作规程》及《CYJ-1100炒药机标准操作及维护保养规程》,照麸炒法,先将炒药机设定温度85±5℃加热,撒入麸皮至即刻烟起,随即投入苍术片,迅速翻动,炒制35±5分钟,炒至表面深黄
色。取出,筛去麸皮,放凉。
6.3.
7.2麸炒结束后称量,标明品名、批号、总件数、总数量。将麸炒后的饮片运至车间中转间,及时清场并填写生产记录。
6.3.
7.3填写请验单,通知质量检验人员取样检验,检验合格后方可流入下道工序。
6.3.
7.4质量要求
6.3.
7.4.1生产操作过程中,药材不得直接接触地面。
6.3.
7.4.2生产操作过程中,物料必须每件有正确的标识,设备必须有运行标志。
6.3.
7.4.3麸炒标准
(1)取样方法:随机取样3次,每次500g,检查炒制程度。
(2)合格标准:炒至表面深黄色。
6.3.
7.5偏差处理:如有偏差,应按《偏差处理管理规程》(GLSC08-023)的要求,启动生产过程的偏差,直到得出无潜在风险为至。如有质量风险,则进行纠正和预防,按质量事故处理。
6.3.8包装
6.3.8.1内包装
6.3.8.1.1包装工序按照《饮片包装岗位标准操作规程》根据批包装指令,填写领料单,填写品名、批号、领料量,注意核对合格标志。
6.3.8.1.2 根据指令要求的规格,产量,计算所需包材的数量,标签的量,凭批包装指令单领取包材及标签。
6.3.8.1.3标签(合格证)领取:持《批包装指令》、《物料状态卡》向车间QA申请标签(合格证),并进行复核,无误的签字领用。
6.3.8.1.4分装过程中,要求称量准确,封口严密,标签注明品名、批号、产地、规格、生产日期、生产厂家、执行标准、及合格标志。
6.3.8.1.5各种包装内包重量偏差应符合下表规定:
内包装装量偏差允许值表
6.3.8.1.6装量误差:应符合下表规定。
内包装装量偏差允许值表
6.3.8.1.7填写请验单,通知质量部取样,待检验合格后换绿色标识。 6.3.8.2内包装标准:
(1)抽样方法:随机取样5袋。复核重量、检查标签和封口质量。
(2)合格标准:标签位置端正一致,内容准确;装量误差符合要求,封口严密。 6.3.8.3物料平衡限度: 6.3.8.3.1内包装物料平衡 (1)标准:98-100% (2)计算公式如下:
++%=
100%
?合格品数量废弃物量取样量
内包装工序物料平衡()投料量(半成品)
6.3.8.3.2合格证和包装袋物料平衡 (1)标准:100% (2)计算公式如下:
++%=
100%
?使用量损坏量剩余量
包装(标签、包装材料)物料平衡()领用量
6.3.8.4偏差处理:如有偏差,应按《偏差处理管理规程》(GLSC08-023)的要求,启动生产过程的偏差,直到得出无潜在风险为至。如有质量风险,则进行纠正和预防,按质量事故处理。
6.3.9外包装:
6.3.9.1按《批包装指令》单中规定的包装规格,领取外包材;
6.3.9.2检查核对:对该批号的饮片,逐件核对《物料状态卡》和数量应正确一致。 6.3.9.3标签(合格证)领取:持《批包装指令》、《物料状态卡》向车间QA 申请标签(合格证),并进行复核,无误的签字领用。
6.3.9.4装箱或装袋:按指定数量,整齐码放在纸箱或编织袋内,保证内包装袋(PE 罐)之间松紧适宜。
6.3.9.5封口:纸箱:胶带在纸箱开口处粘贴,要求平整牢固;编织袋用手提高速缝包机封口。
6.3.9.6挂签:在编织袋的右上角位置缝上标签或在纸箱的右上角空白位置贴上标签。
6.3.9.7交料:经QA 检查合格,将外包合格的饮片交仓库待验。 6.3.9.8清场:包装结束,及时清场并填写批生产记录。
6.3.10包装完毕,及时填写饮片包装生产记录, 入成品库待验,贴黄色待验标识。 6.3.11外包装标准:
(1)抽样方法:随机取样3件。复核数量、检查标签和封口质量。
(2)合格标准:标签位置端正一致,内容准确;装量误差符合要求,封口严密。 6.3.12合格证和包装袋物料平衡 (1)标准:100% (2)计算公式:
%
100?++=
领用量剩余量
损耗量使用量包装材料物料平衡限度
6.3.13总收率
(1)控制标准: ≥70% (2)计算公式如下:
%100%?=
投料数量
成品量
)收率(
6.3.14 工艺环境卫生要求:
6.3.14.1设备、容器、器具,生产场所,进入生产区的人员、物料必须按程序净化。(详见第11条工艺操作过程中支持文件)
6.3.14.2产品生产结束后按各岗位清场SOP 要求,严格清洁、清场,并由QA 监督检查合格后颁发清场合格证。
6.3.14.3生产全过程,由QA 质量管理员监督。
7 原料、中间体、成品、包装材料的质量标准详见第11条工艺操作过程中支持文件。
中药饮片生产质量管理标准文件 文件编号:SC/JB/GY/01600 当归炮制 生产工艺规程 颁发日期年月日生效日期年月日 吉林省泽康药业有限公司
当归炮制生产工艺规程
目录 一、名称 二、规格 三、生产工艺流程图及质控要点 四、炮制方法 五、炮制工艺的操作要求和工艺技术参数 六、物料、中间产品、成品的质量标准及贮存注意事项 七、包装规格 八、物料平衡的计算方法 九、主要生产设备一览表及其生产能力
当归炮制生产工艺规程 一. 名称 中文名当归 汉语拼音 Danggui 拉丁名 RADIX ANGELICAE SINENSIS 二、规格 薄片 1-2mm 三、生产工艺流程图及质控要点 3.1 生产工艺流程图 拣去杂质,去掉非药用部分片厚1-2mm 稍润 水份应不超过10%
3.2 质控要点 四、炮制方法: 当归除去杂质,洗净,稍润,切薄片,低温干燥。 五、炮制生产操作过程及工艺技术参数 5.1 领料 按批生产指令制作领料单,按“领发料标准操作规程”到原药材库领取当归原料,领料员、药材库保管员根据领料单的数量领发料,及时填写出库记录和领料记录。 工艺要点: 核对品名、批号、数量、检验合格报告单,合格证、物料放行许可证、称量核对。 5.2 净选 按“净选岗位标准操作规程”将要挑拣的当归原药材置于挑选工作台上进行净选,除去非药用部分,并将药材按大小分档。 生产结束及时填写生产记录,经QA检查合格后与下一步工序交接。按本岗位“清场标准操作规程”进行清场操作,填写清场记录,并经QA检查签字。
工艺要点 ①检查净选的中药材,并称量、记录; ②净选操作必须按要求分别采用拣选,清除杂质,除去非药用部分,使药材符合净选质量标准要求; ③拣选药材应设工作台,工作台表面应平整,不易产生脱落物; ⑤净选后药材装合适容器,每件容器均应附有标志,注明药材名称、编号、炮制批号、数量、生产日期、操作者等; ⑥经质量检验合格后交下工序。 ⑦净度要符合中药材炮制品质量标准 5.3 洗润 5.3.1 洗药 将净选后的药材,按清洗岗位标准操作规程进行清洗操作”,用清水将药材附着的泥土或不洁物洗净。结束后将洗净的药材经QA检查合格后,转入下道工序。 清洗结束后,及时填写生产记录,与下一步工序交接。按本岗位清场操作规程进行清场操作,填写清场记录,经QA检查后在清场记录及清场合格证上签字。 工艺要点: ①清洗药材用水应符合国家饮用水标准; ②清洗厂房内应有良好的排水系统,地面不积水,易清洗,耐腐蚀; ③洗涤药材的设备或设施内表面应平整、光洁、易清洗、耐腐蚀,不与药材发生化学变化或吸附药材; ④药材洗涤应使用流动水,用过的水不得用于洗涤其他药材,不同的药材不宜在一起洗涤; ⑤洗涤时应注意掌握时间,勿使药材在水中浸泡过久,以免损失药效。 ⑥洗涤后的药材应及时转下道工序进行炮制 5.3.2 浸润 将洗净的原药材置于润药池内,稍润30分钟,即可转入下道工序。 操作结束后,及时填写生产记录,与下一步工序交接。按本岗位清场操作规程进行清场操作,填写清场记录,经QA检查后合格后在清场记录清场合格证上签字。 工艺要点: ①需浸润的药材按其大小、粗细、软硬程度,浸润方法,并根据操作时间的季
pp1产品概述: 1.1产品特点 【品名】布洛芬片 【分子式】C13H18O2 【剂型】片剂 【性状】本品为薄膜衣片,除去包衣后应为白色。 【适应症】用于减轻中度疼痛,如关节痛、神经痛、肌肉痛、偏头痛、头痛、痛经、牙痛,也可用于减轻普通感冒或流行性感冒引起的发热。 【用法用量】口服成人一次2片,若疼痛或发热症状持续不缓解,可间隔4-6小时重复用药一次,24小时内不超过8片。儿童用量请咨询医师或药师。 【规格】0.1g 1.2历史沿革 2处方和依据 生产处方: 布洛芬 200kg 淀粉 75kg 蔗糖 100kg 糊精 25kg 羧甲基淀粉钠 17kg 硬脂酸镁 2kg 制成200万片依据:中国药典2005年版二部 批准文号: 3.生产工艺流程图
为十万级洁净区其他为一般生产区 4操作过程及工艺条件 4.1粉碎:用粉碎机将100公斤的蔗糖用80目筛粉碎;过筛:布洛芬200公斤、淀粉75 公斤、糊精25公斤、羧甲基淀粉钠17公斤、硬脂酸镁2公斤分别过80目筛。收率范围为:蔗糖粉99.5-100公斤、布洛芬198.5-200公斤、淀粉74.5-75公斤、糊精 24.5-25公斤、羧甲基淀粉钠16.5-17公斤、硬脂酸镁1.9-2公斤。 4.2制浆:称取淀粉1.6公斤加入制浆锅,加入纯化水18.4公斤,开启搅拌桨,打开蒸 汽阀加热,制成8℅的淀粉浆溶液备用。 4.3制粒、干燥:称取布洛芬、淀粉、蔗糖和糊精将其均分成4份,分成7次加入湿法 混合制粒机中混合均匀(2分钟),然后加入8℅的淀粉浆溶液5公斤,搅拌2分钟至均匀,然后后开启切碎刀制粒2分钟,湿颗粒用沸腾干燥机在65℃条件下干燥30分钟,然后过整粒机整粒,应得颗粒415公斤,收率应在415公斤—419公斤之间。 4.4总混:将已干燥整粒的颗粒、硬脂酸镁和羧甲基淀粉钠一起加入三维运动混合机, 混合20分钟。 4.5压片:按颗粒的含量计算片重,再用压片机将混合均匀的颗粒按计算的片重压成素 片。
SDF-MF-301-01 布洛芬的生产工艺规程 起草人:起草日期:年月日 审阅人:审阅日期:年月日 审核人:审核日期:年月日 批准人:批准日期:年月日 执行日期:年月日 颁发部门:生产技术部(2份)、质量保证部(2份)、设备部(1份)
目录 目录 (2) 产品概述 (3) 产品的包装及规格 (3) 原辅料包装、材料质量标准 (3) 化学反应式及工艺流程图 (5) 工艺过程 (7) 中间体、半成品的质量标准和检查方法 (8) 防中毒、防火、防爆和技术安全 (8) 回收利用及三废处理 (13) 操作工时和生产周期 (14) 劳动组织与定员 (14) 设备一览表与主要设备的生产能力 (14) 原材料、能源消耗和技术经济指标 (15) 物料横算 (16) 附录 (17) 附页 (17)
产品概述 1.1.通用名称:布洛芬 1.2.化学名称:2-(4-异丁基苯基)丙酸 1.3.俗称:异丁洛芬,芬必得 1.4.汉语拼音:buluofen 1.5.英文名称:Ibuprofen 1.6.结构式: 1.7.分子式:C13H18O2 1.8.分子量:206.28 1.9.执行标准:BP98/CP2000 1.10.批准文号:国药准字H37020355 1.11. 临床用途:抗炎、镇痛、解热作用。治疗风湿和类风湿关节炎、风湿性关节炎、 类风湿性关节炎、骨关节炎、强直性脊椎炎和神经炎等。 产品的包装及规格 2.1. 包装:纸板桶、铝罐 2.2.包装规格:25kg/纸板桶 2.3.规格:药用 2.4.内衬材料: 2.5存储:遮光,密闭保存。 原辅料包装、材料质量标准
荆州市津奉药业发展有限公司技术标准文件 编号:BZ-GY-1015-00 麝香止痛浸膏生产工艺规程 2014年11月制定 荆州市津奉药业发展有限公司
1 目的: 建立麝香止痛浸膏生产工艺规程,作为麝香止痛浸膏生产的基准性技术文件使该品种的生产标准化、规范化。 2 适用范围: 适用于本公司麝香止痛浸膏生产制造过程。 3 职责: 本品生产有关部门和人员对实施本工艺规程负责,QA人员、生产管理负责人负责监督检查,质量管理负责人负责抽查执行情况。 4 内容: 4.1产品概述 4.1.1产品名称
4.1.1.1麝香止痛浸膏 4.1.2产品代码: 4.1.2.1麝香止痛浸膏:JG015 4.1.3产品用途:供麝香止痛贴膏生产使用。 4.1.4性状 4.1.4.1本品为棕黑色浸膏;气芳香。 4.1.5包装规格 4.1. 5.1 50kg/件。 4.1.6贮存条件:密闭,遮光,置冷处保存。 4.1.7贮存期限:暂定3个月。 4.2所用原辅料清单及用量折算计算方法 4.2.1所用原辅料清单 4.2.2 物料用量折算计算方法 4.2.2.1根据《中国药典》的有关规定,中药制剂的生产均应以中药饮片投料,标准处方中
的投料量均为中药饮片的投料量;川乌等十二味为粉碎成粗粉的量。 4.2.2.2 若购进的为原药材,则需加工成中药饮片,投料量以中药饮片计算。 4.2.3处方依据 中华人民共和国卫生部药品标准(WS 3 -B-0469-90)。 4.3工艺流程图 4.3.1. 提取工艺流程图 物料 工序 检验 图1—麝香止痛浸膏生产工艺流程图 4.4 详细的生产步骤和工艺参数说明 4.4.1 中药材炮制过程 4.4.1.1 中药材领取:根据批提取指令单,按《领料岗位标准操作程序》进行操作,领取中药材,认真核对品名、物料编码及包装质量。 4.4.1.2 炮制依据:《中华人民共和国药典》2010版一部药材炮制通则及药材项下规定。
xxx药业 布洛芬的生产工艺规程 文件编号: 起草人:职务:日期:年月日审核人:职务:日期:年月日审核人:职务:日期:年月日批准人:职务:日期:年月日 执行日期:年月日 分发部门:
目录 1产品概述 (4) 1.1.中文名:布洛芬 (4) 1.2.化学名称:2-(4-一定基本集)丙酸 (4) 1.3.俗称:新诺明,新明磺 (4) 1.4.汉语拼音:Buluofen (4) 1.5.英文名称:2-(4-Isobutylphenyl)propanoic Acid (4) 1.6.结构式: (4) 1.7.分子式:C13H1O2 (4) 1.8.分子量:160 (4) 1.9.执行标准:BP98/CP2000 (4) 1.10.临床用途:轻到中度的偏头痛发作期的治疗,偏头痛的预防性治疗。慢性 发作性偏侧头痛的治疗。奋力性和月经性头痛的治疗。 (4) 1.11. 包装规格及储存:........................................................................... (4) 2.原辅料、包装材料质量标准及规格 (4) 2.1原辅料质量标准 (4) 2.2包装材料质量标准 (4) 2.3包装:纸板桶、铝罐 (4) 2.4包装规格:25kg/纸板桶 (4) 2.5规格:药用 (4) 2.6存储:遮光,密闭保存。 (4) 3. 化学反应式............................................................................. .. (4) 3.1化学反应方程式 (5) 4.. 工艺流程图 (5) 4.1简易流程图 (8) 5.工艺过程 (9) 5.1所有工序的工艺过程 (9) 5.2重点工艺控制点 (10) 5.3异常现象的处理 (10) 5.4注意事项 (10) 6.中间体、半成品的质量标准和检查方法 (10) 6.1中间体质量标准和检查方法 (10) 6.2成品质量标准和检查方法 (10)
有限公司 荆防败毒散生产工艺规程颁发单位:GMP办公室
工艺规程批准程序
目录 1、产品概述 (3) 2、生产的工艺流程图 (5) 3、操作过程及工艺条件 (6) 4、工艺过程中所需SOP名称及要求 (8) 5、工艺卫生及环境卫生 (9) 6、工艺验证及具体要求 (9) 7、设备一览表及主要设备生产能力 (9) 8、经济技术指标计算 (10) 9、技术安全及劳动保护 (11) 10、劳动组织与岗位定员 (11)
1.产品概述、 1.1 产品名称: 通用名:荆防败毒散 商品名: 1.2 性状:本品为淡灰黄色至淡灰棕色的粉末,气微香,味甘苦、微辛。 1.3 规格:1000g/袋 1.4 处方:荆芥 45g 防风30g 羌活25个、独活25g 柴胡30g 前胡25g 枳壳30g 茯苓45g 桔梗30g 川芎25g 薄荷15g 甘草15g 1.5 依据:2005版《中国s药典》二部 1.6 功能主治:风寒感冒,流感。 1.7 用法用量:马牛250~400g;羊、猪40~80g;兔、鸡1~3g。 1.8 有效期:二年。 1.9 成品贮存方法及注意事项:密闭、防潮。 1.10 批准文号: 1.11 原辅材料、半成品和成品质量标准: 板蓝根质量标准见板蓝根内控质量标准。 黄芪质量标准见黄芪内控质量标准。 淫羊藿质量标准见淫羊藿内控质量标准。 半成品质量标准见荆防败毒散半成品质量标准。 成品质量标准见荆防败毒散成品内控质量标准。 1.12 原辅材料贮存注意事项:置阴凉、通风干燥处,防蛀。 1.13 包装要求:1000g×10袋/箱 1.14 标签(附样本): 1.15 半成品检查方法及控制:
阿司匹林片工艺规程1.产品名称及剂型 产品名称:阿司匹林片 产品剂型:片剂 2.产品概述 产品名称 阿司匹林片 汉语拼音名:Asipilin Pian 英文名: Aspirin Tablets 结构式:阿司匹林 本品为2-(乙酰氧基)苯甲酸 分子式:C 9H 8 O 4 分子量: 本品含阿司匹林(C 9H 8 O 4 )应为标示量的%% 产品特点 2.2.1性状本品为白色片 2.2.2规格 0.5g。 2.2.3类别解热镇痛非甾体抗炎药,抗血小板聚集药。 2.2.4用法与用量口服。成人一次1片,若发热或疼痛持续不缓解,可间隔4-一6个小时重复用药一次。24小时内不超过4片。儿童用量请咨询医师或药师。 2.2.5贮藏密封,在干燥处保存。 2.2.6有效期 3年。 3.处方和依据 批投料处方 阿司匹林 60kg 淀粉 5kg 枸橼酸 滑石粉 制成 12万片 依据执行标准:《中国药典》2010年版二部 制法取阿司匹林、淀粉和枸橼酸置高效湿法制粒机中混合均匀,用淀粉浆制粒;干
燥;压片;瓶内包装及外包装,制得。 4. 工艺流程图 物料 工序 检验 入库 中间站
注:虚线框内为十万级洁净区。 5.操作过程及工艺条件 备料 5.1.1领料从库房领取合格原辅料,送入车间称量暂存间。 5.1.2粉碎过筛将以下物料依次粉碎过筛,过筛后再次称量,计算物料平衡,并严 制粒 5.2.1配浆称取纯化水1kg置配浆锅中,加入1kg淀粉,搅拌使均匀,在搅拌下冲入10kg 纯化水加热至糊化,配成10%的淀粉浆作为粘合剂。 5.2.2制粒将60kg阿司匹林粉、4kg淀粉和0.6kg枸橼酸粉投入高速制粒机中,干混4分钟后,加入上述淀粉浆混合5分钟,开机制粒。 5.2.3干燥将上述湿颗粒吸入沸腾制粒机中,将设定好工艺参数(进风温度120±5℃,温度75±5℃,进风温度30±5℃)的冷空气通过初效中高效过滤器进适入后部加热室,经过加热器加热至进风所需温度后进入物料室,在引风拉动下物料呈流化态干燥45分钟至水份为3-4%时,停机出料。 5.2.5整粒将干燥后的颗粒加入快速整粒机中,用16目不锈钢筛网整粒。 总混将整粒后的颗粒转入三维运动混合机中,加入1.25kg滑石粉,混合15分钟。将混合后的颗粒装入无毒塑料袋,称量,附上桶签,转入中间站待验。 压片 5.4.1片重计算阿司匹林颗粒检验合格后,根据颗粒中阿司匹林的含量确定素片的平均片重。 标示量 应压片重= 颗粒主药含量
1.产品概述 1.1 品名:煅磁石,成品代码CP70082。 1.2 性状: 本品为不规则的碎块或颗粒。表面黑色。质硬而酥。无磁性。有醋香气。 1.3 性味与归经: 咸,寒。归肝、心、肾经。 1.4 功能与主治:镇惊安神,平肝潜阳,聪耳明目,纳气平喘。用于惊悸失眠,头晕目眩,视物昏花,耳鸣耳聋,肾虚气喘。 1.5 用法用量:19?30g ,先煎。 1.6 规格与包装规格:1kg/包、2kg/包、5kg/包。 1.7贮存:置干燥处。 2.处方依据及制法 2.1 依据:《中国药典》2015年版一部; 《江西中药炮制规范》(2008年版)。 2.2 处方 磁石 2.3 批量 每批按100kg 进行换算物料消耗定额。 2.4制法 取原药材,净制、锻制。 3.生产工艺流程图 4.饮片生产过程、工艺条件及质量风险控制点和风险控制措施 4.1生产准备 4.1.1 文件准备 “已清洁”标志。 “检定合格证”,对生产用的测试仪器、仪表按要求进行必要的调试,符合生产需要。 班前要进行检查,有安全检查表的要依安全检查表进行检查。对运转设备要进行试车听诊、视诊,必要的润滑,和防护措施的检查。要排除设备的安全隐患。要做好防冻或降温工作,电气设备要防止漏电伤人、短路或过载起火。 4.2备料 4.2.1 领用前的核对与计算
批生产指令或中药饮片批包装指令核对所需领物料的品名、批号、规格、数量及合格标志等; ①未经检验或检验不合格的物料; ②包装容器内无标签或物料标识卡、合格证; ③因包装被损坏、内容物已受到污染; ④已霉变、虫蛀、鼠蛟烂; ⑤在仓库存放已过复验期,未按规定进行复验; ⑥其他有可能给产品带来质量问题的异常现象。 4.3净选:将按中药饮片批生产指令领取的煅磁石移至净选岗位“待加工”区域。将药材置于药材净选台上人工挑选,去除非药用部位,杂质.一次倾置量不能太多。净制好的药材装入洁净容器内,称量,挂好物料标签,并移至“已加工”区域,杂质倒入废弃桶内。 4.4锻制:设定炒药机温度为600℃,按启动炒药机预热约30分钟,至设定温度时,净制好的材料倒入炒药机内炒炙,每锅炒炙数量不超过20公斤,炒至药材表面颜色变深黄色,取出。 4.5包装: 4.6生产结束 各工序生产结束后应按规定作好清洁、清场、收率计算、物料结退以及批生产记录等工作。 4.6.1 清洁与清场 4.6.1.1作业人员在加工作业结束后,先将加工好的物料转移到指定处。 4.6.1.2清理设备、容器、室内产品遗留物。剩余物料能回收的可作上标示,待下批生产同品种时掺入,不能回收的要及时处理。 4.6.1.3整理室内器具,清除废物贮器中的废物。 4.6.1.4按清洁操作规程对室内设备、器具、场所进行清洁。 4.6.1.5 QA人员按要求进行清场检查、评价,符合要求发给清场合格证,不符合要求,按程序重新清场。 4.6.2结料与退料 4.6.2.1每个工序每批产品生产结束后,都必须进行物料使用情况的统计,应符合规定定额; 4.6.2.2剩余的原辅料经检查质量、数量后应及时封装,防止污染。包装上注明名称、剩余数量、封装日期、封装人、复核人等,退库或退回车间暂存间,并做好记录。 4.6.2.3当物料结算发生偏差时,应按偏差处理程序及时处理,并记录。 4.6.3批生产记录: 4.6.3.1批生产记录各岗位记录由岗位操作人员填写,岗位负责人、QA员审核签字,后交车间工艺员汇总、整理、审核。
ZSL NO:991-01-21 布洛芬生产工艺规程 起草人日期 审核人日期 批准人日期 标题:布洛芬生产工艺规程(10吨/年)编码:ZSL NO:991-01-21 制定人:指定日期:页码: 审核人:审核日期:颁发部门:质量管理部门 批准人:批准日期:生效日期: 分发部门:生产技术部、质量管理部下发份数:
目录 一、产品概述: 1.1产品特点 二、产品的包装及规格 2.1包装 2.2包装规格 三、原辅料包装、材料质量标准 3.1原辅料质量标准 3.2包装材料质量标准 四、合成路线及工艺流程图 4.1合成路线 4.2简易流程图 五、工艺过程 5.1原料配比
5.2重点工艺控制 5.3异常现象的处理和有关注意事项 六、停水、停电、汽、漏 七、质量问题 八、中间体和半成品质量标准和检验方法 8.1安全防护制度 8.2危化品防护救治 九、综合治理与“三废”治理 十、注意事项 10.1 防中毒、防火、防爆 10.2 防中毒 10.3 防火、防爆 十一、三废处理 十三、设备一览表
十四、物料横算 十五、附录 一、产品概述: 1.1产品特点 【中文名称】布洛芬
【英文名称】 Ibuprofen 【其他名称】 拔怒风,异丁苯丙酸,异丁洛芬,Brufen ,Emodin ,Motrin , 【结 构 式】 【分 子 式】 C 13H 18O 2 【分 子 量】 206.27 【CAS 编号】 15687-27-1 【性状】本品为白色结晶性粉末。在乙醇、丙酮、三氯甲烷或乙醚 中易溶,在水中几乎不溶;在氢氧化钠或碳酸钠试液中易溶。 【化学名】α-甲基-4-(2-甲基丙基)苯乙酸 【质量标准】BP(2000)/USP25/EP Ⅲ/CHP2005 【包装】25Kg/桶。纸桶20Kg Φ38.5×47cm 【包装】贮存于密封性好的容器中。 【用途】解热镇痛非甾体抗炎药。具有抗炎、镇痛、解热作用。治疗风湿和类风湿关节炎的疗效稍逊于乙酰水杨酸和保泰松。适用于治疗风湿性关节炎、类风湿性关节炎、骨关节炎、强直性脊椎炎和神经炎等。 产品名 称 布洛芬 化学名 布洛芬 用途 其他原料 药 规格 99% 质量标 准 USP BP CP 外观性 状 白色粉 末 含量 99(%) 保质期 24(月) CAS 15687-27-1
鹿茸口服液生产工艺 规程
1.产品介绍 (4) 1.1 产品名称及剂型 (4) 1.2产品概述 (4) 1.3处方与依据 (4) 2.操作方法 (4) 2.1药材洗涤 (4) 2.2洗涤药材当归、白芍、甘草、党参、黄芪、川芎 (4) 2.3操作方法 (4) 2.4药材浸润 (4) 2.5切制 (5) 2.6干燥 (5) 2.7炮制 (5) 2.8将前处理结束的药材,车间质量员确认合格后,送至净料室。车间领料 员与仓库保 (5) 2.9质量监控 (5) 2.10醇沉 (6) 2.11离心 (6) 2.12合并芳香液与回收液 (7) 2.13合并液离心分离 (7) 2.14制剂操作过程 (7) 2.15外包装 (9) 3. 生产工艺流程图 (9)
3.1 鹿茸口服液提取生产工艺流程图 (9) 3.2 鹿茸口服液口服制剂生产工艺流程图 (11) 4.物料、中间产品及成品的质量标准 (11) 4.1原药材及辅料的质量标准: (11) 4.2中间产品的质量标准: (12) 4.3工艺用水质量标准: (12) 4.4成品的质量标准: (12) 4.5原药材的整理与炮制: (12) 4.6装材料质量标准,标签、说明书内容及贮存注意事项 (12) 5.设备一览表 (12) 5.1提取主要生产设备一览表 (12) 5.2 口服制剂主要生产设备一览表 (13) 6技术安全及劳动保护 (14) 6.1车间内有消防设施。 (14) 6.2车间内有空调设施。 (14) 7. 工艺卫生 (14) 7.1关键工序工艺卫生: (14) 7.2人员卫生 (14) 8. 劳动组织与岗位定员 (14) 9.附录 (15) 9.1物料平衡的计算及消耗定额 (15) 10.附页 (16)
1.产品概述 1.1品名:烫狗脊,成品代码CP10782。 本品呈不规则长条形或圆形,切面浅棕色,较平滑,近边缘1~4mm处有1条棕性状:1.2 黄色隆起的木质部环纹或条纹,边缘不整齐,偶有金黄色绒毛残留;质脆,易折断,有粉性。 苦、甘,温。归肝、肾经。性味与归经:1.3祛风湿,补肝肾,强腰膝。用于风湿痹痛,腰膝酸软,下肢无力。功能主治:1.4 6~12g。用法用量:1.5 1.6规格与包装规格: 1kg/包、2kg/包、5kg/包。 置通风干燥处,防潮。贮存:1.72.处方依据及制法 2.1依据: 《中国药典》2015年版一部; 《江西中药炮制规范》2008年版。 2.2 处方 烫狗脊 2.3 批量: 每批按100kg进行换算包材消耗及岗位工时。 2.3制法 取原药材,净制,砂烫。 3.生产工艺流程图 狗脊 净制砂烫筛选 中间产品检验 包材
成品检验 包装入库 4.饮片生产过程、工艺条件及质量风险控制点和风险控制措施 4.1生产准备 4.1.1 文件准备4.1.1.1中药饮片批生产指令明确了饮片批品种名称、批号、生产批量、检验单号、投料量等。 4.1.1.2中药饮片批包装指令明确了包装品种名称、规格、批号、包装批量、包装用量等。 4.1.1.3生产品种应有质量标准、工艺规程、岗位标准操作程序。生产地点应有卫生要求的文件规定和卫生清洁标准操作程序。4.1.1.4 使用设备应有相应的设备操作、维护保养、清洁标准操作程序。 4.1.1.5 4.1.1.6容器具清洁应有相应的标准操作程序。,工序运行状态标志、设备运行状态标志、物料领料单等空4.1.1.7应有岗位所需生产记录(含清场)白表格。其他有关执行文件。 4.1.1.8 上述文件均应为现行文件。4.1.1.9 物料准备4.1.2 4.1.2所用物料与中药饮片批生 产指令或中药饮片批包装指令或工艺规程相符。核对领(配)料单或物料标签等内容,如物料名称、批号、合格证或检验报告书(检验单号)4.1.2.1 等,应准确无误。检查物料外包装或容器,应完好、清洁、物料无污染,并称量、复核。4.1.2.2 现场检查4.1.3 4.1.3.1检查生产 场所清洁、卫生、应符合该区卫生要求,有清洁、清场合格证。需用的设备、设施应完好,有正常标志。4.1.3.2 4.1.3.3容器具应符合清洁要求,并有“已清洁”标志。,对生产用的测试 仪器、仪表按要求进4.1.3.4计量器具测试范围符合生产要求,并有“检定合格证”行必要的调试,符合生产需要。记录4.1.44.1.4.1操作人员检查后填写检查记录,并签名。岗位负责人对检查结果进行复核,符合要求签名确认。4.1.4.2. 4.1.5安全检查 4.1. 5.1班前要进行检查,有安全检查表的要依安全检查表进行检查。对运转设备要进行试车听诊、视诊,必要的润滑,和防护措施的检查。要排除设备的安全隐患。要做好防冻或降温工作,电气设备要防止漏电伤人、短路或过载起火。 4.2备料 4.2.1 领用前的核对与计算 4.2.1.1备料人员根据中药饮片批生产指令或中药饮片批包装指令核对所需领物料的品名、批号、规格、数量及合格标志等; 4.2.1.2核对无误后,开出领料单由车间管理人员审核、签字,到仓库领料; 4.2.1.3发现以下问题时领料不得进行; ①未经检验或检验不合格的物料; ②包装容器内无标签或物料标识卡、合格证; ③因包装被损坏、内容物已受到污染; ④已霉变、虫蛀、鼠蛟烂; ⑤在仓库存放已过复验期,未按规定进行复验; ⑥其他有可能给产品带来质量问题的异常现象。 4.2.2物料的称量: 4.2.2.1称量原辅料的衡器应经校验合格,并在有效期内; 4.2.2.2物料称量所用的容器要求不影响物料的化学性质。严禁用同一容器两次(或多次)称量不同的物料; 4.2.2.3称量时所用的取样器,必须预先作清洁处理,不影响和污染物料;
布洛芬合成路线综述 姓名:XXX 班级:制药XXX班学号:XXX 【摘要】 布洛芬(C12H18O2)又名异丁苯丙酸,芳基丙酸类非甾体抗炎药物,本品为白色晶体性粉末,有异臭,无味。不溶与水,易溶于乙醇、乙醚三氯甲烷基丙酮,易溶于氢氧化钠及碳酸钠溶液中。布洛芬具有抗炎、镇痛、解热作用,适用于治疗风湿性关节炎、类风湿性关节炎、骨关节炎、强直性脊椎炎和神经炎等。布洛芬的基本机构为笨环,苯环上含有异丁基与α-甲基乙酸。作为新一代非甾体消炎镇痛 药物,具有比阿司匹林更强的解热、消炎和镇痛作用,副作用则比阿司匹林小得多。 【关键词】 布洛芬抗炎镇痛解热非甾体消炎镇痛药物合成路线【前言】 1964 年英国的 Nicholson 等人最早合成了布洛芬,其他各国也逐渐对布洛芬展开研究,英国的布茨药厂首先获得专利权并投入生产。在最初的生产过程中,由于生产工艺落后,导致布洛芬的生产成本高,产量低,企业规模受到很大限制。直到20世纪80年代后期,随着羧基化法和1,2-转位法等布洛芬新工艺的出现,布洛芬的生产成本大大降低,企业的规模也越来越大。目前,德国的巴斯夫公司,美国的Albemarle 公司和乙基公司都具有庞大的生产规模。他们分别具有自
己的核心技术,选择合适的工艺,从而具有经济效益和规模优势。近十多年来,由于政府扶持,印度的医药工业发展迅速。印度的 Sumitra 公司和 Cheminor 公司的生产规模也达到上述西方国家大公司的水平,而且由于印度的劳动力价格低廉,使得生产成本较低。印度低价格的布洛芬大量出口,大大冲击了全球的布洛芬市场。 【研究现状】 对于布洛芬这种医药结晶产品而言,质量的好坏对产品能否在国际市场竞争中占据有利地位往往起着重要的作用。目前,国内布洛芬同国外同类产品相比存在着晶形不好、颗粒不均匀等质量方面的差距。国内生产企业所使用的落后结晶技术与设备,一方面导致产品质量差,另一方面导致生产成本居高不下,使得国内布洛芬产品难以与国外产品相竞争,导致在国内市场和中国外的布洛芬产品占主导地位,如中美史可公司的布洛芬制剂占据了中国的70%的市场份额。如今我国已经加入 WTO,要改变这种现状,就必须对结晶及装置进行改进,从而生产出高质量的布洛芬结体产品。有关其工艺改进和新工艺、拆分或不对称合成获得其手性体、其衍生物以及各种制剂的研究报道层出不穷。 【布洛芬的合成】 1转位重排法 芳基 1,2-转位重排法是目前国内厂家普遍采用的一种合成方法。它以异丁苯为原料,经与 2-氯丙酰氯的傅克酰化,与新戊二醇的催
(前面目录包括1-3项参照片剂) 4 产品概述 4.1 产品名称及剂型 产品名称:鹿茸口服液 剂型:液体口服液剂 4.2产品特点 4.2.1规格:每支装10ml。 4.2.2性状:本品为橙黄色的澄清液体;气芳香,味甜。 4.2.3功能与主治:温肾壮阳,生精养血,补髓健骨。用于阳萎滑精,胃寒无力,血虚眩晕,腰膝痿软,虚寒血崩。 4.2.4用法与用量:口服,一次10ml,一日2次。 4.2.5贮藏:密封,置阴凉处。 4.3 处方来源 本处方出自。。。。。。。。。。。。(此处写自己处方来源,和标准号)
5.处方与依据 5.1处方 物料名称处方量批量 鹿茸(去毛) 10g 7.2kg 蜂蜜 700g 504kg 枸橼酸钠 10g 7.2kg 香精(乙醇溶解)适量适量 制成 1000ml 7.2万支 5. 2依据:部颁标准十一册九六版第176页 批准文号:国药准字Z22022653 6.生产工艺流程 见附录中附图:鹿茸口服液生产工艺流程图 7.原药材的整理炮制 《中国药典》2010年版一部 7.2 整理炮制依据:《中华人民国药典》2010年版(一部)(附录 D药材炮制通则)的方法和操作。 8 操作过程及工艺条件(按100付处方量) 8.2 提取 8.2.1 物料恒算 8.2.2提取当归、川芎 8.2.3操作人员将领取的当归、川芎,投入多功能提取罐中,加入药材重量的6倍量的饮用水,浸泡1小时后,将汽阀打开,同时打开冷却循环水,开始蒸馏。用洁净的容器收集芳香液(芳香液为白色浑浊液体),每隔2小时记录一次,直至芳香液无白色为止。在蒸馏过程中温度控制在95~100℃,夹层压力不得超过0.1MPa。芳香液放入洁净桶中,入冷库。 8.2.4设备操作执行型多功能提取罐标准操作规程。 8.2.5提取鹿茸口服液提取液
片剂生产调研表 秦好华 片剂:系指药物、农药和适宜的辅料通过制剂技术制成的片状制剂。 片剂组成:原药、填料、吸附剂、黏结剂、润滑剂、分散剂、润湿剂、崩解剂、香料、色料等组成。(黑色字体为主要添加料) 先将物料粉碎、造粒,干燥,再用压片机制成片状,也有的不需造粒和干燥,直接压成片剂。 优点 一、通常片剂的溶出度及生物利用度较丸剂好 二、剂量准确,片剂内药物含量差异较小 三、质量稳定,片剂为干燥固体,且某些易氧化变质及易潮解的药物可借包衣加以保护,光线、空气、水分等对其影响较小 四、服用、携带、运输等较方便;⑤机械化生产,产量大,成本低,卫生标准容易达到。 缺点 一、片剂中需加入若干赋形剂,并经过压缩成型,溶出速度较散剂及胶囊剂慢,有时影响其生物利用度 二、儿童及昏迷病人不易吞服 三、含挥发性成分的片剂贮存较久时含量下降。 要求:含量准确 重量差异小 崩解时间或者溶出度符合规定 硬度适当 外观美 色泽好 符合卫生检查标准 在规定贮藏期性质稳定等。 剂量准确,理化性质稳定、贮存期较长,使用、运输和携带方便、价格低、产量高 有关规定: 一、原料药与辅料混合均匀。含药量小或含毒、剧药物的片剂,应采用适宜方法使药物分散均匀。 二、凡属挥发性或对光、热不稳定的药物,在制片过程中应遮光、避热,以避免成分损失或失效。
三、压片前的物料或颗粒应控制水分,以适应制片工艺的需要,防止片剂在贮存期间发霉、变质。 四、含片、口腔贴片、咀嚼片、分散片、泡腾片等根据需要可加入矫味剂、芳香剂和着色剂等附加剂。 五、为增加稳定性、掩盖药物不良臭味、改善片剂外观等,可对片剂进行包衣。 六、片剂外观应完整光洁,色泽均匀,有适宜的硬度和耐磨性,除另有规定外,对于非包衣片,应符合片剂脆碎度检查法的要求,防止包装、运输过程中发生磨损或破碎。 七、片剂的溶出度、释放度、含量均匀度、微生物限度等应符合要求。必要时,薄膜包衣片剂应检查残留溶剂。 八、除另有规定外,片剂应密封贮存。 市面部分片剂制品: 健胃消食片:成分:太子参、陈皮、山药、炒麦芽、山楂。辅料:蔗糖、糊精浆、硬脂酸镁、山楂香精、淡黄色欧巴代。 金嗓子喉片:蔗糖淀粉糖浆青果金银花薄荷脑桉叶油罗汉果桔红八角茴香油香蕉香精适量 西瓜霜:西瓜霜、冰片、薄荷素油、薄荷脑。辅料为糊精、蔗糖、枸橼酸、硬脂酸镁、滑石粉、食用色素、桔子香精、二氧化硅。 同仁堂警醒片: L-谷氨酰胺、牛磺酸、维生素C、L-肉碱酒石酸盐、葡萄糖酸锌、碳酸镁、维生素B1、葡萄糖、硬脂酸镁 草珊瑚含片:肿节风浸膏,薄荷脑,薄荷素油,辅料为山梨醇,硬脂酸镁, VC含片:主要原料:维生素C、山梨醇、硬脂酸镁、食用香精、天门冬酰苯丙氨酸甲酯主要原料:维生素C、山梨糖醇、木糖醇、黄原胶、糊精、食用香精 维仕咀嚼片:沙棘果汁、菊花、桑叶、β-胡萝卜素、牛磺酸、辅料:淀粉、蔗糖、糊精、硬脂酸镁
关于布洛芬生产工艺原理的分析 一、概述 布洛芬(Ibuprofen ,Brufen )的化学名称为2-(4-异丁基苯基)丙酸。化学结构式如下: CH 3CH 3 CH 3 O OH (C13H18O2=206.28) 本品为白色结晶性粉末,稍有特异臭,几乎无味,几乎不溶于水,易溶于甲醇、乙醇、丙酮等有机溶剂中,熔点74.5~77.5℃。 本品是一种非甾体消炎镇痛药,其消炎、镇痛、解热作用比阿司匹林大16~32倍。与一般消炎镇痛药相比,本品作用强而副作用较小,对肝、肾以及造血系统无明显副作用,特别是对胃肠道的副作用很小,这是本品的优势。 本品适用于治疗风湿性关节炎、类风湿性关节炎、骨关节炎、强直性脊柱炎、神经炎、咽喉炎和支气管炎等。 二、合成路线 合成的基本要求:产品的高质量和高收率,同时,为了适应我国的医药工业,原料必须容易得到 下面对几种合成路线做一下介绍。 1、以异丁苯为原料的合成 ①用乳酸对甲苯磺酸酯与异丁苯在过量的AlCl3存在下一步反应生
成布洛芬(故又称一步法): C H 3CH 3 + C H 3S O O O O H 烃化AlCl 3 CH 3CH 3 CH 3 O OH 但此法容易产生异构体,大量的异构体会使产品的质量和收率大大降低。不符合医药工业的精神,因此很快被各国抛弃。 ②格式试剂合成法 用异丁苯衍生物做材料,用格氏试剂反应合成布洛芬。 CH 3 Cl CH 3 C H 3+ Mg (C 2H 6)2O,THF,N 2 n-C 6H 14 C H 3CH 3 Mg Cl CH 3 羧基化CO 2 CH 3CH 3 CH 3 O OH 收率88.5% 可以看出本产品收率较高,但需要注意的一点是,此方法用到了格氏试剂,所以生产成本急剧升高。而且此生产路线条件要求严苛,大多数原料需要自制,不符合我国化学工业的基本情况。而且,流程中用到的乙醚属易燃易爆物品,不适宜大规模工业化生产。 ③本法以对异丁基苯乙腈为中间体,再经过甲基化、水解得布洛芬。
川芎的化学成分及提取工艺研究进展 汪潜1,简家荣1,陈金泉2,李绍平1,王一涛1,3 (1. 澳门大学;2. 香港浸会大学,香港; 3. 中国中医研究院,北京100070) [摘要] 本文阐述了近年来川芎化学成分的研究进展,提出了新发现的川芎活性部位,并且提供了一个新发现化合物的结构简式;提取技术是保障中药制剂内在质量,提高临床疗效的关键,本文概述了近10年来川芎传统提取方法,以及新方法、新技术在川芎挥发油、阿魏酸、川芎嗪等主要成分的提取分离中的研究进展情况。 [关键词] 川芎;挥发油;阿魏酸;川芎嗪;提取工艺 Advancement in the studies of chemical analysis and extraction techniques of Ligusticum Chuanxiong Hort (Chuanxiong) Wang qian1, Kan Ka-Wing1, Chan Kam-Chuen2, Li Shao-Ping1, Wang Yi-Tao1,3. (1.University of Macau, Taipa, Macau SAR, China; 2.Hong Kong Baptist University, Kowloon Tong, Hong Kong SAR, China; 3.Institute of Chinese Materia Medica, China Academy of TCM.) [Abstract]This article reviews the developments in chemical component analysis and extraction techniques of Ligusticum Chuanxiong Hort(Chuanxiong) in the past 10 years. The latest developments in both extraction techniques and analytical techniques for chemical components do not only help improve extraction of active components such as volatile oils, ferulic acid and tetramethylpyrazine, but also discover new active components. The advancement in these areas can improve both the quality and the therapeutic effects of Chinese medicinal products. [Key word] Ligusticum Chuanxiong Hort;volatile oil;ferulic acid;tetramethylpyrazine;extraction technique
1、目的:建立一个片剂的生产工艺规程,使生产过程操作规化,确保产 品的质量稳定,达到国家的质量标准。 2、适用围:适用于公司所有片剂的生产过程。 3、责任人:工艺员,生产主管,片剂生产所有岗位操作员,质量主管。 4、操作法: 4.1 处方: 4.2 生产工艺: 限额卡下达→领料→称量复核→粉碎→配料→总混→制粒→烘干→整粒→半成品检测(水份含量,主药含量测定)→压片→中间品检测(片重,重量差异,片径,片厚,硬度,脆碎度测定) →挑拣→包衣→晾干→铝塑包装(或瓶装包装) →挑拣→外包装→检验→入库. 4.3质量控制: 4.3.1质量控制点:主要控制点为制粒和压片两道工序; 4.3.2 辅料分类及作用:
4.3.3 常用辅料:
4.3.5制粒: 4.3. 5.1制湿颗粒: (1)、制软才: a、原辅料细粉(已过筛80-100目)置混合机中,加适量的润湿剂或粘合剂, 进行混合; b、粉末细,质地轻松、干燥,在水中溶解度小以及粘性较差时润湿剂或粘合 剂的用量要多些;反之则少些; c、粘合剂本身温度高时较粘,用量可少;反之则用量多些; d、制软材混合时间越长粘性越大,制成的颗粒亦较硬; e、所制软材以用手紧握能成团而不粘手,用手轻压能裂开为度; (2)、制湿颗粒:使软才通过筛网而成颗粒; f、使用筛目:一般使用14-20目的筛子,对粘性大的产品,先使用8-10目 筛网进行第一次制粒,然后再通过12-14目的筛子即可; g、若物料粘性强时,也可采用分次投料制粒法,即先将80%左右的物料制成 软才,然后加入剩下的20%,混合均匀,制粒即可; h、湿颗粒质量标准:要求湿颗粒置于手掌中应有沉重感,细粉少,湿粒大小 整齐,色泽均匀,无长条者为宜; (3)、湿颗粒干燥: a、对热敏性物质,干燥温度控制在50-60℃,以防物质变质;对热稳定的物 质,温度则可提高到80-100℃,以缩短干燥时间; b、湿颗粒干燥时,在烘盘底上铺一层薄布,将湿颗粒置于其上,厚度以不超 过2cm为宜; c、在干燥过程中,需定时翻动并轮流交换上下烘盘,以便使湿颗粒受热均匀; d、颗粒干燥好的标准:用手掌握颗粒,在手放松后颗粒不应粘结成团,手掌 也不应有细粉粘附;或以食指和拇指取干颗粒搓捻时应粉碎,无潮湿感觉; e、干颗粒质量要求:将湿颗粒置于手中簸动时应有沉重感,细粉少,颗粒大 小整齐,色泽均匀,无长条者为宜;另若所制片型大则颗粒粗大些,片型小则颗粒细小些; (4)、整粒: a、筛目选择:一般使用YK-160型摇摆式颗粒机进行整粒;若颗粒较疏松, 宜选用较大筛网,以免破坏颗粒和增加细粉;若颗粒较粗硬,则应使用较小的筛网,,以免过筛后的颗粒过于粗硬;一般使用12-20目筛网; b、所需的润滑剂与崩解剂在整粒过程中同步加入;若在干颗粒中加挥发油, 则最好加于润滑剂与颗粒均匀后筛出的部分颗粒中,混匀后,再与全部干颗粒混匀后,以防产生花斑(有色片剂中有为如此);
采购部 采购品种:原药材、半成品、饮片(购进)、辅料及包材, 采购来源:医药公司、个体商户、药农 采购流程:销售情况→生产计划一采购计划一货价分析→确定供应商→采购目录→仓库、生产 质控点:1、品种、规格、数量 2、等级 3、价格 4、不合格品及时处理(退货、换货) 仓储部 一、购进入库 入库品种:原药材、半成品、饮片(购进、生产、辅料及包材) 入库来源:医药公司、个体商户、药农、生产部 入库流程:核对入库单一通知质量部→核对实物→采购部、生产部 质控点: 1、重点核查品名规格等级、数量、质量【原药材、半成品、饮片【购进、生产、辅料】 2、重点核查规格、数量、质量【包材】 3、不合格品种及时反馈采购部 二、日常养护,
养护范围:原药材、半成品、饮片(购进、生产、辅料及包材)操作流程: 1、定期对所有库存进行质量检查及库存盘点 2、针对易霉变、虫蛀、走油不定期检查处理 3、对购进时水分超标者及时摊晾、翻晒 质控点: 1、养护周期要根据季节及药材特性合理制定 2、养护操作要科学合理 三、产品出库 出库品种:原药材、半成品、辅料及包材、饮片 出库去向:生产部、销售部 操作流程:1、核对生产指令单、领料单、产品出库单 2、根据单据发放物料或饮片,必须双人复核 3、及时整理填写记录 质控点: 1、单据有效性 2、先进先出,近效先出,不易保存者先出 3、物料发放准确 4、记录填写完整准确 四、退货入库 入库品种:饮片
入库来源:销售退货 入库流程:核对退货单一通知质量部一核对实物→填写退货记录质控点: 1、单据有效性 2、退货是否存在质量问题,影不影响再次销售 3、正确填写退库记录 质量部 一、质量控制部(QC) 职责范围: 1、供应商审核与定点 2、采购计划的审核 3、所采购物料的初检、质量检验、日常检查 4、中间品质量检查 5、成品质量检验及放行 6、退货质量检验 操作流程: 1、及时接收检验申请单 2、及时填写取样单并及时取样留样 3、尽快完成检验项目并出具检验报告书 4、及时发放检验报告书及放行证。