圆网印刷机操作规程
根据圆网印刷机生产线的工作区域,大致可分为三大区域:
一.印刷的分工和工作内容:
(一) 分工:
1 主印刷:由印刷班长和工龄较长的老员工担任;
2 印刷助手:人员为新进员工.
(二) 工作内容和操作动作要领:
1 主印刷的工作内容和操作注意事项:
1.1负责带领其他员工做好生产前的准备工作:准备工作有;
原料准备1,装好生产所需要的原纸;2测量糊料的粘度,调整到生产所需要的粘度数值;各种糊料粘度数值如下:
3清洗供料泵,过滤糊料.供料泵的清洗为先用清水冲出泵内糊料,再用
D-80循环清洗,到洗干净为止.过滤纱网选用100目为宜.
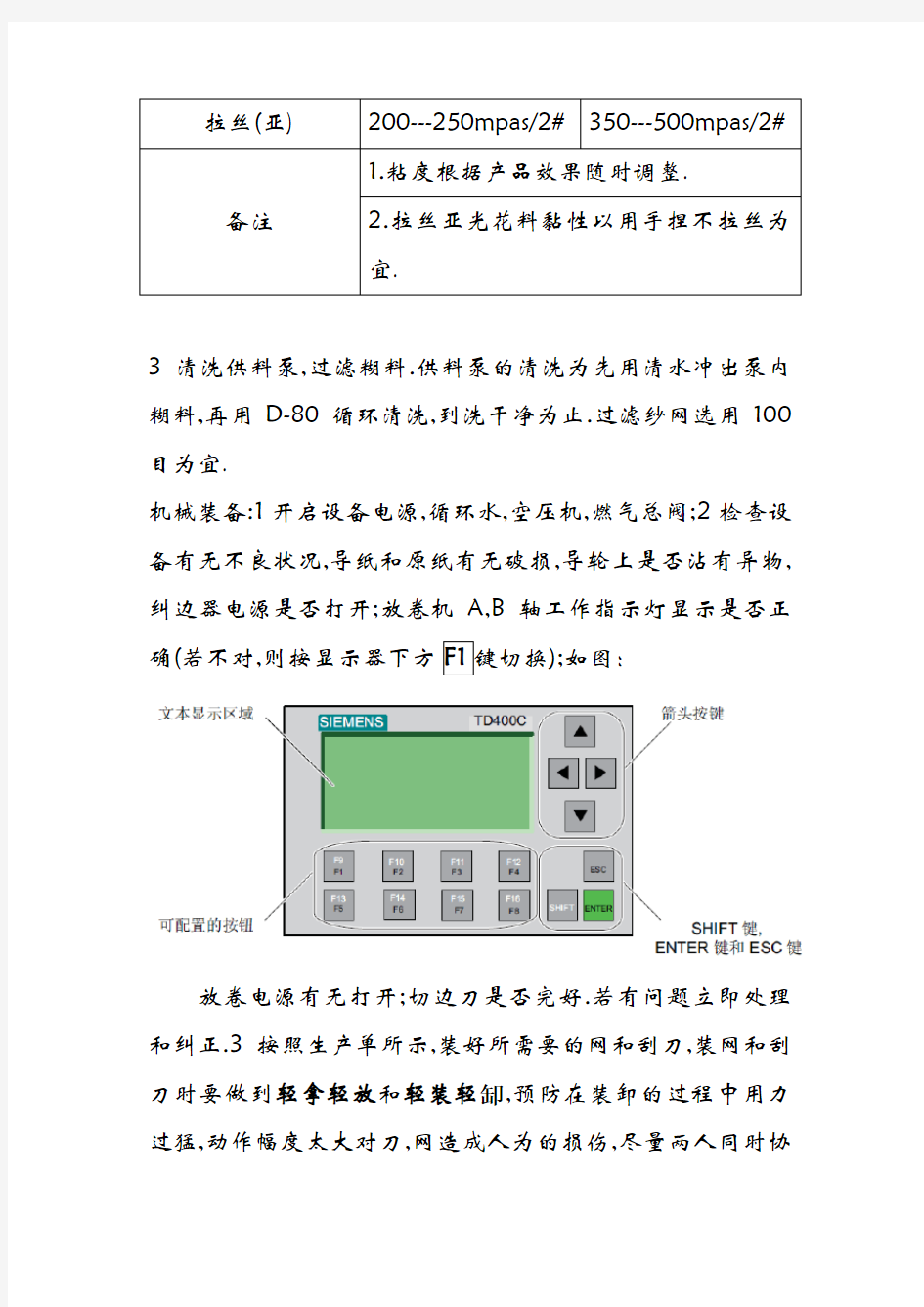
机械装备:1开启设备电源,循环水,空压机,燃气总阀;2检查设备有无不良状况,导纸和原纸有无破损,导轮上是否沾有异物,纠边器电源是否打开;
放卷机A,B 轴工作指示灯显示是否正确(若不对,则按显示器下方);如图:
放卷电源有无打开;切边刀是否完好.若有问题立即处理和纠正.3按照生产单所示,装好所需要的网和刮刀,装网和刮刀时要做到轻拿轻放和轻装轻缷,预防在装卸的过程中用力过猛,动作幅度太大对刀,网造成人为的损伤,尽量两人同时协
同工作对刀,网装卸.4在装网和刀之前要认真检查,检查内容为A:查看网是否有折痕,伤疤;有无堵网情况,图案是否和样本上的图案一致;B:查看刮刀的刀片安装是否笔直(尽量使用装刀架安装刀片);刀刃是否有损伤,使用过的刀片要用400目砂纸打磨刀刃,预防因刀刃起圈,影响印刷质量或出刀线;5装好糊料控制器探头.
1.2负责生产过程中的一般的问题处理:如堵网,出刀线,换卷接纸,印刷打折等.
a.出现堵网现象时要根据情况着实处理,可用溶剂油擦拭网面,或用气枪吹,也可用铜刷轻轻刷洗(只可用水,酒精或溶剂油,绝对不能使用丁酮);
b.刀线的处理首先要分析刀线出现的原因,再进行相应的处理方法,出现的原因一般有两种,一是刀口卡有异物出现的刀线,此种刀线的现象是产品印刷面上有凹下去的细线,颜色比其他地方较浅,甚至会露出前一版的底色;二是刀口损伤出现的刀线,此种刀线的现象为出线位置的颜色比其他地方颜色较深.
c.网印.网印的出现原因一般是因为网面有折痕所致.
网面折痕形成的原因大概有以下几种:
c.1.横向条状园网折痕印,此种是和园网的刮刀安装和卸下的操作有关,因操作不慎,以致刮刀,给料管子头或刮刀刀片的尖角碰伤圆网所形成.装卸刮刀是,进入圆网内的刮刀给料管头
子应稍略翘起,以免擦伤圆网.刮刀刀片两端与圆网接触的尖角必须剪去使其呈圆弧形,并予以磨光,避免尖角处损伤圆网.缷网时不能用手托圆网中间部位,防止折伤圆网.
c.2.块状折痕,主要是由碰撞和摔到所形成或在清洗时清洗不当所造成.在洗网时不能用高压水枪枪头直对网面冲洗,要斜对网面,也不宜靠的太近,防止压力过大对网造成伤害.
c.3.因刮刀压力过大,间隙过小在印刷过程中也会逐渐出现网印.
d.印刷打折.一是因为两侧张力不相等的原因,二是因糊料油性过高,太黏所致.
e.换卷接纸.根据生产需要装好所需型号原纸,粘好胶带,做好标记,量取原纸最大直径数值,在操作面板处显示器中输入手
动直径数值(为量取的数值,单位是MM).按.做好接纸准备.接纸后根据原纸宽度调整纠边位置.并跟随原纸接头观察运行状况,发现问题及时处理,预防断纸.从机器上卸下的各类原纸要包好后送回原处,并写好型号,剩余米数等.
1.3负责产品品质的把关.及时做好颜色对照,和试贴.发现问题,及时调整.
1.4负责新进员工的岗位技能培训.从最初的原料识别到上机操作,以及安全,卫生等各项注意事项.
1.5负责带领其他人员对机械设备进行维护和保养,负责交接班时的一切交接工作,及工作区域卫生情况的监督.
1.6负责各种原物料的领用和领料单的填写,上缴,以及安排人员对各种工具的清洗和废料清运工作,清洗工作可按值日表顺序安排.每天下班时必须对所使用的抹布全部清洗,摆放整齐.
2印刷助手的工作内容:
2.1服从主印刷的管理和工作安排,同主印刷一起完成生产前的准备工作和生产完成后的一切清洗,整理工作(工作内容同主印刷).
2.2协助主印刷处理各种问题.
2.3积极,主动的学习本职技能.在规定时间内能够完成和熟悉各项操作.
(三)生产:
1.待准备工作将近结束时,一人可去打开印刷区域的所需版位的温度;(温度设定如下:
2.待印刷温度升到100度时,打开前区烘箱温度,温度设定如下:
3.打开切边刀,按<运行>,升速,车速升至2M/Min 左右,打开胶辊进(张力控制),需要压花时打开油压泵,否则不用打开.跑纸升温.
4.当整体温度升至生产所需温度时,可开机生产,操作如下:
A.
B.检查印刷情况,进行调整和问题处理,一切正常后,可操作下一版;
C.检查.调整;多版时以此类推;
D.多版并要对花时,对准图案花型或版标;
E.情况正常后,可升速至生产所需速度,进行生产,速度如下:
5.生产开始后,主印刷要及时到前方操作控制台,同调色员进行对色,查看产品发泡状况,检查切边对花状况,然后试贴,向品检报告品质情况(是否可收).根据检查出的问题进一步做适当的调整.
二.切边:
切边由一人看管和操作,其工作内容和操作如下:
1.根据生产单所示产品规格,调整好裁切宽度;
2,及时检查切边刀的切边状况,是否平整,有无锯刺状;
3,发现问题及时处理或更换刀片.
4.测量每批次产品的规格宽度,及时调整好切边对花位置;
5.协助试贴,检查问题,及时向印刷人员和品检反馈信息;
6,做好切边刀的平时保养和维护工作,清理和打扫此工作区域内的机台,地面卫生.生产完后,在生产单上签字确认切边对花情况.
7.操作要领如下:
A下刀时,先下刀,后贴刀(防止贴刀未分开,打下后会撞坏上刀片);打起时,先分开贴刀,再打起上刀.
B宽窄调整如图:
右外
左←→○
C.刀架左右调整:里○
三.品检.包装
(一)产品规格:
(二)工作流程:
1生产前的准备工作-----→2生产时的品检和成品收取-----→3包装----→4填写报表.
注:品检常见问题有色差,缺料,发泡不良,接头,油污,污损,墨迹,折纸,刀线,露白,下料印,网印或沾有异物等.
(三)工作内容及分工:
1.开机生产前根据生产单所示准备所需纸箱,纸盒,膜(袋),标签等物品.
2.升温时,由划不良品人员暂时看管切边处,防止纸边卷入导轮造成断纸.
3.产品从烘箱口出来后,首先,划不良品人员要查看产品的颜
色,花型,版位是否与样本一致.其次要对产品中的不良位置做出明显标记,便于收卷人员在快速卷取时能够及时发现问题;划不良人员和看切边人员要做好配合,及时反馈不良信息.坚决禁止聊天,和做与工作无关的事情.
4.产品经过储料传送带,到达收卷机后,收卷人员要首先按正常速度收取一卷,测量长度,根据规格要求,及时做出调整,长度误差应控制在±0.05M以内;在卷取过程中要对不良品及时打出,并做好记录;按顺序对产品写好序号.检查卷心,切边是否平整.
收卷人员要做到对卷取机能够熟练操作,并对一般性故障能够自行排除,保证收卷质量,减少浪费.
5.当试贴人员报告可收取后,包装人员即可对收卷完好的产品进行压膜或套袋.压膜时要做到标签摆放端正,顺序号正确,所压好的膜经收膜机高温收缩后两端无破洞,中间没有开缝为宜.膜的规格使用要正确,减少浪费.
套袋的产品根据产品规格使用合适规格的塑料袋套装,按顺序排放,大皱产品要松卷,防止过紧挤压,影响效果.封口使用脚踏封口机.
6.当产品压好膜或套袋后,装箱人员即可开始装箱或小白皮盒.装箱时要检查压膜产品的包装膜有无破损,标签是否正确,然后按流水号从纸箱的接缝处开始依次装入,最后打包.
装白盒的产品也以同样方法装入纸箱.纸箱规格按产品规
格和实际情况选取.
7.生产结束后,一切工作基本完成时,由收卷人员填写生产单相关数据,填写数据以收卷时记录数字为据.其他人员整理工作区域内卫生或准备下一次生产所需物件.