第7章特种加工技术
7.1 数控电火花线切割加工
电火花线切割加工是电火花加工的一个分支,是一种直接利用电能和热能进行加工的工艺方法,它用一根移动着的导线(电极丝)作为工具电极对工件进行切割,故称线切割加工。线切割加工中,工件和电极丝的相对运动是由数字控制实现的,故又称为数控电火花线切割加工,简称线切割加工。
7.1.1 数控电火花线切割加工机床的分类与组成
1、数控电火花线切割加工机床的分类
(1)按走丝速度分:可分为慢速走丝方式和高速走丝方式线切割机床。
(2)按加工特点分:可分为大、中、小型以及普通直壁切割型与锥度切割型线切割机床。
(3)按脉冲电源形式分:可分为RC电源、晶体管电源、分组脉冲电源及自适应控制电源线切割机床。
数控电火花线切割加工机床的型号示例
2、数控电火花线切割加工机床的基本组成
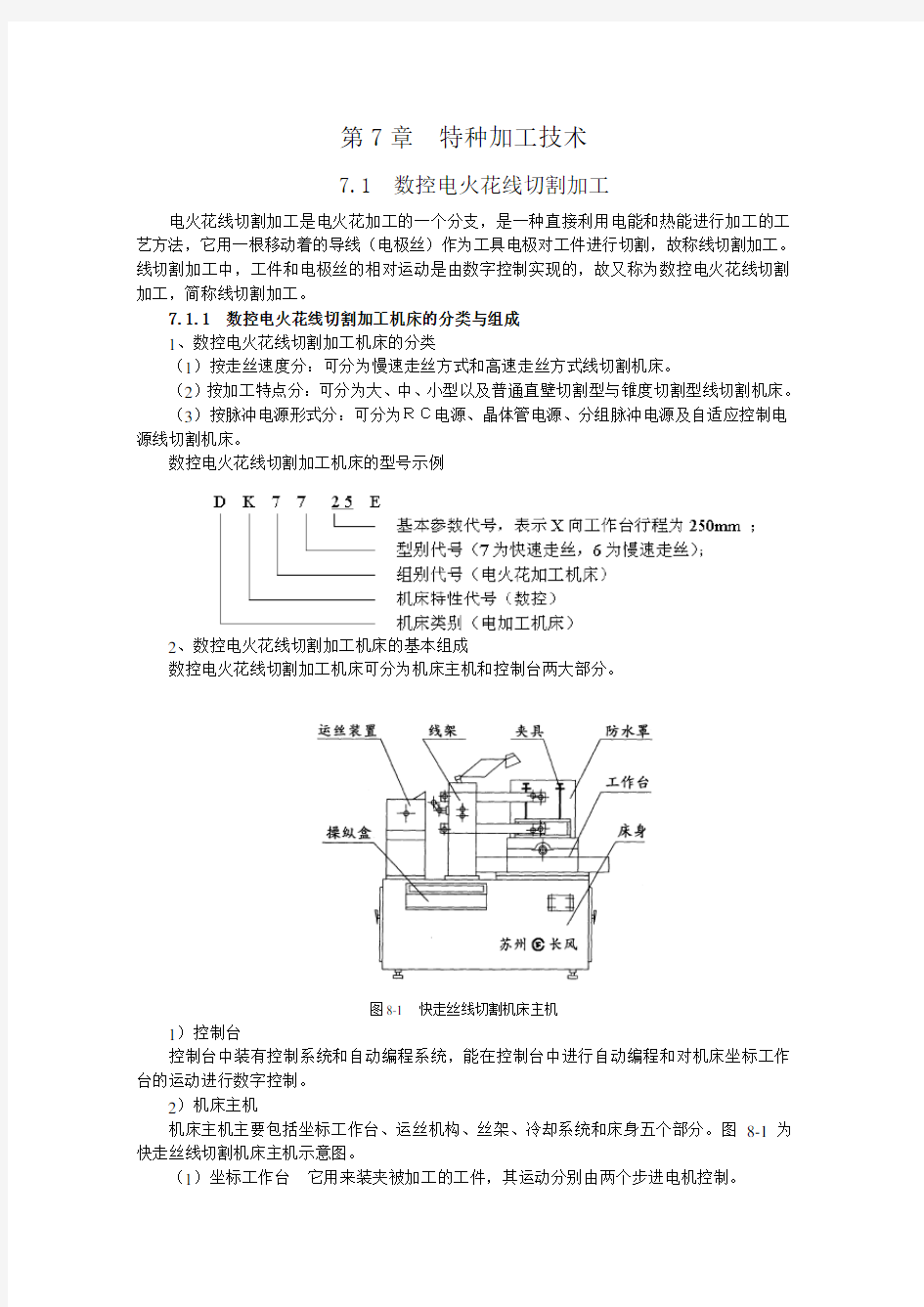
数控电火花线切割加工机床可分为机床主机和控制台两大部分。
图8-1 快走丝线切割机床主机
1)控制台
控制台中装有控制系统和自动编程系统,能在控制台中进行自动编程和对机床坐标工作台的运动进行数字控制。
2)机床主机
机床主机主要包括坐标工作台、运丝机构、丝架、冷却系统和床身五个部分。图8-1为快走丝线切割机床主机示意图。
(1)坐标工作台它用来装夹被加工的工件,其运动分别由两个步进电机控制。
(2)运丝机构它用来控制电极丝与工件之间产生相对运动。
(3)丝架它与运丝机构一起构成电极丝的运动系统。它的功能主要是对电极丝起支撑作用,并使电极丝工作部分与工作台平面保持一定的几何角度,以满足各种工件(如带锥工件)加工的需要。
(4)冷却系统它用来提供有一定绝缘性能的工作介质——工作液,同时可对工件和电极丝进行冷却。
7.1.2 数控电火花线切割的加工工艺与工装
1、数控电火花线切割的加工工艺
线切割的加工工艺主要是电加工参数和机械参数的合理选择。电加工参数包括脉冲宽度和频率、放电间隙、峰值电流等。机械参数包括进给速度和走丝速度等。应综合考虑各参数对加工的影响,合理地选择工艺参数,在保证工件加工质量的前提下,提高生产率,降低生产成本。
1)电加工参数的选择
正确选择脉冲电源加工参数,可以提高加工工艺指标和加工的稳定性。粗加工时,应选用较大的加工电流和大的脉冲能量,可获得较高的材料去除率(即加工生产率)。而精加工时,应选用较小的加工电流和小的单个脉冲能量,可获得加工工件较低的表面粗糙度。
加工电流就是指通过加工区的电流平均值,单个脉冲能量大小,主要由脉冲宽度、峰值电流、加工幅值电压决定。脉冲宽度是指脉冲放电时脉冲电流持续的时间,峰值电流指放电加工时脉冲电流峰值,加工幅值电压指放电加工时脉冲电压的峰值。
下列电规准实例可供使用时参考:
(1)精加工:脉冲宽度选择最小档,电压幅值选择低档,幅值电压为75V左右,接通一到二个功率管,调节变频电位器,加工电流控制在0.8~1.2A,加工表面粗糙度Ra≤2.5um。
(2)最大材料去除率加工:脉冲宽度选择四~五档,电压幅值选取“高”值,幅值电压为100V左右,功率管全部接通,调节变频电位器,加工电流控制在4~4.5A,可获得
1002
mm/min左右的去除率(加工生产率)。(材料厚度在40~60mm左右)。
(3)大厚度工件加工(>300mm):幅值电压打至“高”档,脉冲宽度选五~六档,功率
管开4~5个,加工电流控制在2.5~3A,材料去除率>30
2
mm/min。
(4)较大厚度工件加工(60~100mm):幅值电压打至高档,脉冲宽度选取五档,功率管
开4个左右,加工电流调至2.5~3A,材料去除率50~60
2
mm/min。
(5)薄工件加工:幅值电压选低档,脉冲宽度选第一或第二档,功率管开2~3个,加工电流调至1A左右。
注意,改变加工的电规准,必须关断脉冲电源输出,(调整间隔电位器RP1除外),在加工过程中一般不应改变加工电规准,否则会造成加工表面粗糙度不一样。
2、机械参数的选择
对于普通的快走丝线切割机床,其走丝速度一般都是固定不变的。进给速度的调整主要是电极丝与工件之间的间隙调整。切割加工时进给速度和电蚀速度要协调好,不要欠跟踪或跟踪过紧。进给速度的调整主要靠调节变频进给量,在某一具体加工条件下,只存在一个相应的最佳进给量,此时钼丝的进给速度恰好等于工件实际可能的最大蚀除速度。欠跟踪时使加工经常处于开路状态,无形中降低了生产率,且电流不稳定,容易造成断丝,过紧跟踪时容易造成短路,也会降价材料去除率。一般调节变频进给,使加工电流为短路电流的0.85倍左右(电流表指针略有晃动即可)。就可保证为最佳工作状态,即此时变频进给速度最合理、加工
最稳定、切割速度最高。表8-1给出了根据进给状态调整变频的方法。
实频状态进给状态加工面状况切割速度电极丝变频调整
过跟踪慢而稳焦褐色低略焦,老化快应减慢进给速度
欠跟踪忽慢忽快
不均匀
不光洁
易出深痕
较快
易烧丝,丝上
有白斑伤痕
应加快进给速度
欠佳跟踪慢而稳略焦褐,有条纹低焦色应稍增加进给速度最佳跟踪很稳发白,光洁快发白,老化慢不需再调整
2、电火花线切割加工工艺装备的应用
工件装夹的形式对加工精度有直接影响。一般是在通用夹具上采用压板螺钉固定工件。为了适应各种形状工件加工的需要,还可使用磁性夹具或专用夹具。
1)常用夹具的名称、用途及使用方法
(1)压板夹具它主要用于固定平板状
的工件,对于稍大的工件要成对使用。夹具上
如有定位基准面,则加工前应预先用划针或百
分表将夹具定位基准面与工作台对应的导轨
校正平行,这样在加工批量工件时较方便,因
为切割型腔的划线一般是以模板的某一面为
基准。夹具成对使用时两件基准面的高度一定
要相等,否则切割出的型腔与工件端面不垂
直,造成废品。在夹具上加工出图8-2 磁性夹具
V形的基准,则可用以夹持轴类工件。
(2)磁性夹具采用磁性工作台或磁性表座夹持工件,主要适应于夹持钢质工件,因它靠磁力吸住工件,故不需要压板和螺钉,操作快速方便,定位后不会因压紧而变动,如图8-2所示。
2)工件装夹的一般要求
(1)工件的基准面应清洁无毛刺。经热处理的工件,在穿丝孔内及扩孔的台阶处,要清除热处理残物及氧化皮。
(2)夹具应具有必要的精度,将其稳固地固定在工作台上,拧紧螺丝时用力要均匀。
(3)工件装夹的位置应有利于工件找正,并与机床的行程相适应,工作台移动时工件不得与丝架相碰。
(4)对工件的夹紧力要均匀,不得使工件变形或翘起。
(5)大批零件加工时,最好采用专用夹具,以提高生产效率。
(6)细小、精密、薄壁的工件应固定在不易变形的辅助夹具上。
图8-3 百分表找正图8-4 划线找正
3、支撑装夹方式
主要有悬臂支撑方式、两端支撑方式、桥式支撑方式、板式支撑方式和复式支撑方式等。
4、工件的调整
工件装夹时,还必须配合找正进行调整,使工件的定位基准面与机床的工作台面或工作台进给方向保持平行,以保证所切割的表面与基准面之间的相对位置精度。常用的找正方法有:
(1)百分表找正法如图8-3所示,用磁力表架将百分表固定在丝架上,往复移动工作台,按百分表上指示值调整工件位置,直至百分表指针偏摆范围达到所要求的精度。
(2)划线找正法图8-4所示,利用固定在丝架上的划针对正工件上划出的基准线,往复移动工作台,目测划针与基准线间的偏离情况,调整工件位置,此法适应于精度要求不高的工件加工。
图8-5 目测法调整电极丝位置图8-6 火花法调整电极丝位置
1——工件2——电极丝3——火花
5、电极丝位置的调整
线切割加工前,应将电极丝调整到切割的起始坐标位置上,其调整方法有:
(1)目测法如图8-5,利用穿丝孔处划出的十字基准线,分别沿划线方向观察电极丝与基准线的相对位置,根据两者的偏离情况移动工作台,当电极丝中心分别与纵、横方向基准线重合时,工作台纵、横方向刻度盘上的读数就确定了电极丝的中心位置。
(2)火花法如图6-6,开启高频及运丝筒(注意:电压幅值、脉冲宽度和峰值电流均要打到最小,且不要开冷却液),移动工作台使工件的基准面靠近电极丝,在出现火花的瞬时,记下工作台的相对坐标值,再根据放电间隙计算电极丝中心坐标。此法虽简单易行,但定位精度较差。
(3)自动找正一般的线切割机床,都具有自动找边、自动找中心的功能,找正精度较高。操作方法因机床而异。
7.1.3 数控电火花线切割机床的操作
1、数控快走丝电火花线切割机床的操作
图8-7 DK7725E型线切割机床操作面板
本节以苏州长风DK7725E型线切割机床为例,介绍线切割机床的操作。图6-7为DK7725E 型线切割机床的操作面板。
(一)开机与关机程序
1.开机程序
(1)合上机床主机上电源总开关;
(2)松开机床电气面板上急停按钮SB1;
(3)合上控制柜上电源开关,进入线切割机床控制系统;
(4)按要求装上电极丝;
(5)逆时针旋转SA1;
(6)按SB2,启动运丝电机;
(7)按SB4,启动冷却泵;
(8)顺时针旋转SA3,接通脉冲电源。
2.关机程序
(1)逆时针旋转SA3,切断脉冲电源;
(2)按下急停按钮SB1;运丝电机和冷却泵将同时停止工作;
(3)关闭控制柜电源;
(4)关闭机床主机电源。
(二)脉冲电源
1.DK7725E型线切割机床脉冲电源简介
(1)机床电气柜脉冲电源操作面板简介,如图6-8所示。
图8-8 DK7725E型线切割机床脉冲电源操作面板
SA1——脉冲宽度选择SA2~SA7——功率管选择SA8——电压幅值选择RP1——脉冲间隔调节PV1——电压幅值指示急停按钮——按下此键,机床运丝、水泵电机全停,脉冲电源输出切断。
(2)电源参数简介
①脉冲宽度
脉冲宽度ti选择开关SA1共分六档,从左边开始往右边分别为:
第一档:5us 第二档:15us 第三档:30us
第四档:50us 第五档:80us 第六档:120us
②功率管
功率管个数选择开关SA2~SA7可控制参加工作的功率管个数,如六个开关均接通,六个功率管同时工作,这时峰值电流最大。如五个开关全部关闭,只有一个功率管工作,此时峰
值电流最小。每个开关控制一个功率管。
③幅值电压
幅值电压选择开关SA8用于选择空载脉冲电压幅值,开关按至“L”位置,电压为75V左右,按至“H”位置,则电压为100V左右。
④脉冲间隙
改变脉冲间隔t0调节电位器RP1阻值,可改变输出矩形脉冲波形的脉冲间隔t0,即能改变加工电流的平均值,电位器旋置最左,脉冲间隔最小,加工电流的平均值最大。
⑤电压表
图8-9 CNC-10A控制系统主界面
DK7725E型线切割机床配有CNC-10A自动编程和控制系统。
1.系统的启动与退出
在计算机桌面上双击YH图标,即可进入CNC-10A控制系统。按“Ctrl+Q”退出控制系统。
2.CNC-10A控制系统界面示意图
图8-9为CNC-10A控制系统界面。
3.CNC-10A控制系统功能及操作详解
本系统所有的操作按钮、状态、图形显示全部在屏幕上实现。各种操作命令均可用轨迹球或相应的按键完成。鼠标器操作时,可移动鼠标器,使屏幕上显示的箭状光标指向选定的屏幕按钮或位置,然后用鼠标器左键点击,即可选择相应的功能。现将各种控制功能介绍如下(参见图8-9)。
[显示窗口]:该窗口下用来显示加工工件的图形轮廓、加工轨迹或相对坐标、加工代码。
[显示窗口切换标志]:用轨迹球点取该标志(或按‘F10’键),可改变显示窗口的内容。系统进入时,首先显示图形,以后每点取一次该标志,依次显示“相对坐标”、“加工代码”、
“图形”、......,其中相对坐标方式,以大号字体显示当前加工代码的相对坐标。
[间隙电压指示]:显示放电间隙的平均电压波形(也可以设定为指针式电压表方式)。在波形显示方式下,指示器两边各有一条10等分线段,空载间隙电压定为100%(即满幅值),等分线段下端的黄色线段指示间隙短路电压的位置。波形显示的上方有二个指示标志:短路回退标志“BACK”,该标志变红色,表示短路;短路率指示,表示间隙电压在设定短路值以下的百分比。
[电机开关状态]:在电机标志右边有状态指示标志ON(红色)或OFF(黄色)。ON状态,表示电机上电锁定(进给);OFF状态为电机释放。用光标点取该标志可改变电机状态(或用数字小键盘区的‘Home’键)。
[高频开关状态]:在脉冲波形图符右侧有高频电压指示标志。ON(红色)、OFF(黄色)表示高频的开启与关闭;用光标点该标志可改变高频状态(或用数字小键盘区的“PgUp”键)。在高频开启状态下,间隙电压指示将显示电压波形。
[拖板点动按钮]:屏幕右中部有上下左右向四个箭标按钮,可用来控制机床点动运行。若电机为“ON”状态,光标点取这四个按钮可以控制机床按设定参数作X、Y或U、V方向点动或定长走步。在电机失电状态“OFF”下,点取移动按钮,仅用作坐标计数。
[原点]:用光标点取该按钮(或按“I”键)进入回原点功能。若电机为ON状态,系统将控制拖板和丝架回到加工起点(包括“U-V”坐标),返回时取最短路径;若电机为OFF状态,光标返回坐标系原点。
[加工]:工件安装完毕,程序准备就绪后(已模拟无误),可进入加工。用光标点取该按钮(或按“W”键),系统进入自动加工方式。首先自动打开电机和高频,然后进行插补加工。此时应注意屏幕上间隙电压指示器的间隙电压波形(平均波形)和加工电流。若加工电流过小且不稳定,可用光标点取跟踪调节器的‘+’按钮(或‘End’键),加强跟踪效果。反之,若频繁地出现短路等跟踪过快现象,可点取跟踪调节器‘-’按钮(或‘Page Down’键),至加工电流、间隙电压波形、加工速度平稳。加工状态下,屏幕下方显示当前插补的X-Y、U-V 绝对坐标值,显示窗口绘出加工工件的插补轨迹。显示窗下方的显示器调节按钮可调整插补图形的大小和位置,或者开启/关闭局部观察窗。点取显示切换标志,可选择图形/相对坐标显示方式。
[暂停]:用光标点取该按钮(或按“P”键或数字小键盘取的“Del”键),系统将终止当前的功能(如加工、单段、控制、定位、回退)。
[复位]:用光标点取该按钮(或按“R”键)将终止当前一切工作,消除数据和图形,关闭高频和电机。
[单段]:用光标点取该按钮(或按“S”键),系统自动打开电机、高频,进入插补工作状态,加工至当前代码段结束时,系统自动关闭高频,停止运行。再按[单段],继续进行下段加工。
[检查]:用光标点取该按钮(或按“T”键),系统以插补方式运行一步,若电机处于ON 状态,机床拖板将作响应的一步动作,在此方式下可检查系统插补及机床的功能是否正常。
[模拟]:模拟检查功能可检验代码及插补的正确性。在电机失电状态下(OFF状态),系统以每秒2500步的速度快速插补,并在屏幕上显示其轨迹及坐标。若在电机锁定状态下(ON 状态),机床空走插补,拖板将随之动作,可检查机床控制联动的精度及正确性。“模拟”操作方法如下:
(1)读入加工程序;
(2)根据需要选择电机状态后,按[模拟]钮(或‘D’键),即进入模拟检查状态。
屏幕下方显示当前插补的X-Y、U-V坐标值(绝对坐标),若需要观察相对坐标,可用光标点取显示窗右上角的[显示切换标志](或‘F10’键),系统将以大号字体显示,再点取[显示切
换标志],将交替地处于图形/相对坐标显示方式,点取显示调节按钮最左边的局部观察钮(或‘F1’键),可在显示窗口的左上角打开一局部观察窗,在观察窗内显示放大十倍的插补轨迹。若需中止模拟过程,可按[暂停]钮。
[定位]:系统可依据机床参数设定,自动定中心及±X、±Y四个端面。
(1)定位方式选择:
①用光标点取屏幕右中处的参数窗标志[OPEN](或按“O”键),屏幕上将弹出参数设定窗,可见其中有[定位LOCATION XOY]一项。
②将光标移至‘XOY’处轻点左键,将依次显示为XOY、XMAX、XMIN、YMAX、YMIN。
③选定合适的定位方式后,用光标点取参数设定窗左下角的CLOSE标志。
(2)定位:
光标点取电机状态标志,使其成为‘ON’(原为‘ON’可省略)。按[定位]钮(或‘C’键),系统将根据选定的方式自动进行对中心、定端面的操作。在钼丝遇到工件某一端面时,屏幕会在相应位置显示一条亮线。按[暂停]钮可中止定位操作。
[读盘]:将存有加工代码文件的软盘插入软驱中,用光标点取该按钮(或按“L”键),屏幕将出现磁盘上存贮全部代码文件名的数据窗。用光标指向需读取的文件名,轻点左键,该文件名背景变成黄色;然后用光标点取该数据窗左上角的‘囗’(撤消)钮,系统自动读入选定的代码文件,并快速绘出图形。该数据窗的右边有上下两个三角标志‘△’按钮,可用来向前或向后翻页,当代码文件不在第一页中显示时,可用翻页来选择。
[回退]:系统具有自动/手动回退功能。在加工或单段加工中,一旦出现高频短路现象,系统即自动停止插补,若在设定的控制时间内(由机床参数设置),短路达到设定的次数,系统将自动回退。若在设定的控制时间内,短路仍不能消除,系统将自动切断高频,停机。
在系统静止状态(非[加工]或[单段]),按下[回退]钮(或按“B”键),系统作回退运行,回退至当前段结束时,自动停止;若再按该按钮,继续前一段的回退。
[跟踪调节器]:该调节器用来调节跟踪的速度和稳定性,调节器中间红色指针表示调节量的大小;表针向左移动,位跟踪加强(加速);向右移动,位跟踪减弱(减速)。指针表两侧有二个按钮,“+”按钮(或“Eed”键)加速,“-”按钮(或“PgDn”键)减速;调节器上方英文字母JOB SPEED/S后面的数字量表示加工的瞬时速度。单位为:步/秒。
[段号显示]:此处显示当前加工的代码段号,也可用光标点取该处,在弹出屏幕小键盘后,键入需要起割的段号。(注:锥度切割时,不能任意设置段号)。
[局部观察窗]:点击该按钮(或F1键),可在显示窗口的左上方打开一局部窗口,其中将显示放大十倍的当前插补轨迹;再按该按钮时,局部窗关闭。
[图形显示调整按钮]:这六个按钮有双重功能,在图形显示状态时,其功能依次为:“+”或F2键:图形放大1.2倍
“-”或F3键:图形缩小0.8倍
“←”或F4键:图形向左移动20单位
“→”或F5键:图形向右移动20单位
“↑”或F6键:图形向上移动20单位
“↓”或F7键:图形向下移动20单位
[坐标显示]:屏幕下方“坐标”部分显示X、Y、U、V的绝对坐标值。
[效率]:此处显示加工的效率,单位:mm/min;系统每加工完一条代码,即自动统计所用的时间,并求出效率。
[YH窗口切换]:光标点取该标志或按“ESC”键,系统转换到绘图式编程屏幕。
[图形显示的缩放及移动]:在图形显示窗下有小按钮,从最左边算起分别为对称加工,平
移加工,旋转加工和局部放大窗开启/关闭(仅在模拟或加工态下有效),其余依次为放大、缩小、左移、右移、上移、下移,可根据需要选用这些功能,调整在显示窗口中图形的大小及位置。
具体操作可用轨迹球点取相应的按钮,或从局部放大起直接按F1、F2、F3、F4、F5、F6、F7键。
[代码的显示、编辑、存盘和倒置]:用光标点取显示窗右上角的[显示切换标志](或‘F10’键),显示窗依次为图形显示、相对坐标显示、代码显示(模拟、加工、单段工作时不能进入代码显示方式)。
在代码显示状态下用光标点取任一有效代码行,该行即点亮,系统进入编辑状态,显示调节功能钮上的标记符号变成:S、I、D、Q、↑、↓,各键的功能变换成:
S——代码存盘I——代码倒置(倒走代码变换)
D——删除当前行(点亮行)Q——退出编辑态
↑——向上翻页↓——向下翻页
在编辑状态下可对当前点亮行进行输入、删除操作(键盘输入数据)。编辑结束后,按Q 键退出,返回图形显示状态。
[记时牌功能]:系统在[加工]、[模拟]、[单段]工作时,自动打开记时牌。终止插补运行,记时自动停止。用光标点取记时牌,或按“O”键可将记时牌清零。
[倒切割处理]:读入代码后,点取[显示窗口切换标志]或按“F10”键,直至显示加工代码。用光标在任一行代码处轻点一下,该行点亮。窗口下面的图形显示调整按钮标志转成S、I、D、Q等;按“I”钮,系统自动将代码倒置(上下异形件代码无此功能);按“Q”键退出,窗口返回图形显示。在右上角出现倒走标志“V”,表示代码已倒置,[加工]、[单段]、[模拟]以倒置方式工作。
[断丝处理]:加工遇到断丝时,可按[原点](或按“I”键)拖板将自动返回原点,锥度丝架也将自动回直(注:断丝后切不可关闭电机,否则即将无法正确返回原点)。若工件加工已将近结束,可将代码倒置后,再行切割(反向切割)。
(四)线切割机床绘图式自动编程系统
1、CNC-10A绘图式自动编程系统界面示意图
图8-10 绘图式自动编程系统主界面
在控制屏幕中用光标点取左上角的[YH]窗口切换标志(或按ESC 键),系统将转入CNC —10A编程屏幕。图8-10为绘图式自动编程系统主界面。
2、CNC-10A绘图式自动编程系统图标命令和菜单命令简介
CNC-10A绘图式自动编程系统的操作集中在20个命令图标和4个弹出式菜单内。它们构成了系统的基本工作平台。在此平台上,可进行绘图和自动编程。表8-2为20个命令图标功能简介,图8-11为菜单功能。
表8-2 绘图命令图标功能简介
图8-11 CNC-10A自动编程系统的菜单功能
(五)电极丝的绕装
如图6-12、图6-13所示,具体绕装过程如下:
(1)机床操纵面板SA1旋钮左旋;
(2)上丝起始位置在贮丝筒右侧,用摇手手动将贮丝筒右侧停在线架中心位置;
(3)将右边撞块压住换向行程开关触点,左边撞块尽量拉远;
(4)松开上丝器上螺母5,装上钼丝盘6后拧上螺母5;
(5)调节螺母5,将钼丝盘压力调节适中;
(6)将钼丝一端通过图中件3上丝轮后固定在贮丝筒1右侧螺钉上;
(7)空手逆时针转动贮丝筒几圈,转动时撞块不能脱开换向行程开关触点;
(8)按操纵面板上SB2旋钮(运丝开关),贮丝筒转动,钼丝自动缠绕在贮丝筒上,到要求后,按操纵面板上SB1急停旋钮,即可将电极丝装至贮丝筒上(如图6-12);(9)按图6-13方式,将电极丝绕至丝架上。
图8-12 电极丝绕至贮丝筒上示意图
图8-13 电极丝绕至丝架上示意图
(六)工件的装夹与找正
(1)装夹工件前先校正电极丝与工作台的垂直度;
(2)选择合适的夹具将工件固定在工作台上;
(3)按工件图纸要求用百分表或其它量具找正基准面,使之与工作台的X向或Y向平行;
(4)工件装夹位置应使工件切割区在机床行程范围之内;
(5)调整好机床线架高度,切割时,保证工件和夹具不会碰到线架的任何部分。
(七)机床操作步骤
(1)合上机床主机上电源开关;
(2)合上机床控制柜上电源开关,启动计算机,双击计算机桌面上YH图标,进入线切割控制系统;
(3)解除机床主机上的急停按钮;
(4)按机床润滑要求加注润滑油;
(5)开启机床空载运行二分钟,检查其工作状态是否正常;
(6)按所加工零件的尺寸、精度、工艺等要求,在线切割机床自动编程系统中编制线切割加工程序,并送控制台。或手工编制加工程序,并通过软驱读入控制系统;
(7)在控制台上对程序进行模拟加工,以确认程序准确无误;
(8)工件装夹;
(9)开启运丝筒;
(10)开启冷却液;
(11)选择合理的电加工参数;
(12)手动或自动对刀;
(13)点击控制台上的“加工”键,开始自动加工;
(14)加工完毕后,按“Ctrl+Q”键退出控制系统,并关闭控制柜电源;
(15)拆下工件,清理机床;
(16)关闭机床主机电源。
(八)机床安全操作规程
根DK7725E型线切割机床的操作特点,特制定如下操作规程:
(1)学生初次操作机床,须仔细阅读线切割机床《实训指导书》或机床操作说明书。并在实训教师指导下操作。
(2)手动或自动移动工作台时,必须注意钼丝位置,避免钼丝与工件或工装产生干涉而造成断丝。
(3)用机床控制系统的自动定位功能进行自动找正时,必须关闭高频,否则会烧丝。
(4)关闭运丝筒时,必须停在两个极限位置(左或右)。
(5)装夹工件时,必须考虑本机床的工作行程,加工区域必须在机床行程范围之内。
(6)工件及装夹工件的夹具高度必须低于机床线架高度,否则,加工过程中会发生工件或夹具撞上线架而损坏机床。
(7)支撑工件的工装位置必须在工件加工区域之外,否则,加工时会连同工件一起割掉。
(8)工件加工完毕,必须随时关闭高频。
(9)经常检查导轮、排丝轮、轴承、钼丝、切割液等易损、易耗件(品),发现损坏,及时更换。
7.1.4 数控电火花线切割加工实例
一、加工示例
(一)数控快走丝电火花线切割加工示例
1、手工编程加工实习
(1)实习目的:
①掌握简单零件的线切割加工程序的手工编制技能;
②熟悉ISO代码编程及3B格式编程;
③熟悉线切割机床的基本操作。
(2)实习要求
通过实习,学生能够根据零件的尺寸、精度、工艺等要求,应用ISO代码或3B格式手工编制出线切割加工程序,并且使用线切割机床加工出符合图纸要求的合格零件。
(3)实习设备
DK7725E型线切割机床。
(4)常用ISO编程代码
G92 X- Y-:以相对坐标方式设定加工坐标起点。
G27 :设定XY/UV平面联动方式。
G01 X- Y-(U- V-):直线插补。
X Y:表示在XY平面中以直线起点为坐标原点的终点坐标。
U V:表示在UV平面中以直线起点为坐标原点的终点坐标。
G02 U- V- I- J-
G03 X- Y- I- J-
以上G02、G03
Y(U、V)表示终点坐标,I、
M00 :暂停。
M02 :程序结束。
(5)3B程序格式
BXBYBJG
B:
J:
(6)加工实例
①工艺分析:
加工如图8-14所示零件外形,毛坯尺寸为60×60mm,对刀位置必须设在毛坯之外,以图中G点坐标(-20,-10)作为起刀点,A点坐标(-10,-10)作为起割点。为了便于计算,编程时不考虑钼丝半径补偿值。逆时钟方向走刀。
②ISO程序:
程序注解
G92 X-20000 Y-10000 以O点为原点建立工件坐标系,起刀点坐标为(-20,-10);
G01 X10000 Y0 从G点走到A点,A点为起割点;
G01 X40000 Y0 从A点到B点;
G03 X0 Y20000 I0 J10000从B点到C点;
G01 X-20000 Y0从C点到D点;
G01 X0 Y20000 从D点到E点;
G03 X-20000 Y0 I-10000 J0从E点到F点;
G01 X0 Y-40000从F点到A点;
G01 X-10000 Y0从A点回到起刀点G;
M02程序结束。
③3B格式程序:
程序注解
B10000 B0 B10000 GX L1 从G点走到A点,A点为起割点;
B40000 B0 B40000 GX L1 从A点到B点;
B0 B10000 B20000 GX NR4 从B点到C点;
B20000 B0 B20000 GX L3 从C点到D点;
B0 B20000 B20000 GY L2 从D点到E点;
B10000 B0 B20000 GY NR4 从E点到F点;
B0 B40000 B40000 GY L4 从F点到A点;
B10000 B0 B10000 GX L3 从A点回到起刀点G
④加工: 按8.1.32(1①熟悉HF 辑功能;
②熟悉 HF ③掌握 HF (2CNC-10A (3形,毛坯尺寸为在毛坯之外,
7.2 电火花成型加工
7.2.1 电火花成型加工的原理
电火花成型加工是在一定的介质中通过工具电极和工件电极之间的脉冲放电的电蚀作
用,对工件进行加工的方法。电火花成型加工的原理如图8-16所示。工件l 与工具4分别与
脉冲电源2的两输出端相连接。自动进给调节装置3(此处为液压油缸和活塞)使工具和工件间
经常保持一很小的放电间隙,当脉冲电压加到两极之间,便在当时条件下相对某一间隙最小
处或绝缘强度最弱处击穿介质,在该局部产生火花放电,瞬时高温使工具和工件表面局部熔
化,甚至气化蒸发而电蚀掉一小部分金属,各自形成一个小凹坑,如图8-16a 所示,图8-17
(a )表示单个脉冲放电后的电蚀坑。图8-17(b )表示多次脉冲放电后的电极表面。脉冲放
电结束后,经过脉冲间隔时间,使工作液恢复绝缘后,第二个脉冲电压又加到两极上,又会
在当时极间距离相对最近或绝缘强度最弱处击穿放电,又电蚀出一个小凹坑。整个加工表面
将由无数小凹坑所组成。这种放电循环每秒钟重复数千次到数万次,使工件表面形成许许多
多非常小的凹坑,称为电蚀现象。随着工具电极不断进给,工具电极的轮廓尺寸就被精确地“复
印”在工件上,达到成型加工的目的。
图8-17电火花加工表面局部放大
进行电火花加工时,工具电极和工件分别接脉冲电源的两极,并浸入工作液中,或将工作液充入放电间隙。通过间隙自动控制系统控制工具电极向工件进给,当两电极间的间隙达到一定距离时,两电极上施加的脉冲电压将工作液击穿,产生火花放电。在放电的微细通道中瞬时集中大量的热能,温度可高达一万摄氏度以上,压力也有急剧变化,从而使这一点工作表面局部微量的金属材料立刻熔化、气化,并爆炸式地飞溅到工作液中,迅速冷凝,形成固体的金属微粒,被工作液带走。这时在工件表面上便留下一个微小的凹坑痕迹,放电短暂停歇,两电极间工作液恢复绝缘状态。紧接着,下一个脉冲电压又在两电极相对接近的另一点处击穿,产生火花放电,重复上述过程。这样,虽然每个脉冲放电蚀除的金属量极少,但因每秒有成千上万次脉冲放电作用,就能蚀除较多的金属,具有一定的生产率。在保持工具电极与工件之间恒定放电间隙的条件下,一边蚀除工件金属,一边使工具电极不断地向工件进给,最后便加工出与工具电极形状相对应的形状来。因此,只要改变工具电极的形状和工具电极与工件之间的相对运动方式,就能加工出各种复杂的型面。工具电极常用导电性良好、熔点较高、易加工的耐电蚀材料,如铜、石墨、铜钨合金和钼等。在加工过程中,工具电极也有损耗,但小于工件金属的蚀除量,甚至接近于无损耗。工作液作为放电介质,在加工过程中还起着冷却、排屑等作用。常用的工作液是粘度较低、闪点较高、性能稳定的介质,如煤油、去离子水和乳化液等。按照工具电极的形式及其与工件之间相对运动的特征,可将电
火花加工方式分为五类:利用成型工具电极,相对工件作简单进给运动的电火花成形加工;利用轴向移动的金属丝作工具电极,工件按所需形状和尺寸作轨迹运动,以切割导电材料的电火花线切割加工;利用金属丝或成形导电磨轮作工具电极,进行小孔磨削或成形磨削的电火花磨削;用于加工螺纹环规、螺纹塞规、齿轮等的电火花共轭回转加工;小孔加工、刻印、表面合金化、表面强化等其他种类的加工。电火花加工能加工普通切削加工方法难以切削的材料和复杂形状工件;加工时无切削力;不产生毛刺和刀痕沟纹等缺陷;工具电极材料无须比工件材料硬;直接使用电能加工,便于实现自动化;加工后表面产生变质层,在某些应用中须进一步去除;工作液的净化和加工中产生的烟雾污染处理比较麻烦。
7.2.2 电火花成型加工的特点及应用范围
电火花加工是靠局部热效应实现加工的,它和一般切削加工相比有如下特点:
1、它能“以柔克刚”,即用软的工具电极来加工任何硬度的工件材料,如淬火钢、不锈钢、耐热合金和硬质合金等导电材料。
2、电火花加工能加工普通切削加工方法难以切削的材料和复杂形状工件;加工时无切削力;不产生毛刺和刀痕沟纹等缺陷;工具电极材料无须比工件材料硬;直接使用电能加工,便于实现自动化;加工后表面产生变质层,在某些应用中须进一步去除;工作液的净化和加工中产生的烟雾污染处理比较麻烦。因而一切小孔、深孔、弯孔、窄缝和薄壁弹性件等,它们不会因工具或工件刚度太低而无法加工;各种复杂的型孔、型腔和立体曲面,都可以采用成型电极一次加工,不会因加工面积过大而引起切削变形。
3、脉冲参数可以任意调节。加工中不要更换工具电极,就可以在同一台机床上通过改变电规准(指脉冲宽度、电流、电压)连续进行粗、半精和精加工。精加工的尺寸精度可达0.01mm, 表面粗糙度Ra0.8um,微精加工的尺寸精度可达0.002~0.004mm,表面粗糙度Ra0.1~0.05um。
4、电火花加工工艺指标,可归纳为生产率(指蚀除速度),表面粗糙度和尺寸精度。影响这些的工艺因素,可归纳为电极对、电参数和工作液等。当电极对及工作液已确定后,电参数成为工艺指标的重要参数。一般随着脉冲宽度和电流幅值的增加,放电间隙、生产率和表面粗糙度值均增大,由于提高生产率和降低表面粗糙度值有矛盾,因此,在加工时要根据工件的工艺要求进行综合考虑,以合理选择电参数
7.2.3电火花加工的局限性
1、二次硬化带问题
二次硬化带(又称:再硬化带、再硬化层),指电火花加工过程中,由于火花放电产生热量,在工具、摸具被加工表面形成的硬化层。在显微镜下可以观察到,二次硬化带为浅白色、厚度约为0.003~0.12mm。由于硬化层未经回火处理,处于高应力态状,使模具在使用中容易出现刃口破裂,尤其在硬化层厚度较大情况下。根据研究报道,电火花加工二次硬化带形成与被加工件材料性质、介质液选择和电规准选择有关系。例如:在高频率小火花放电情况下的电火花加工容易产生二次硬化带,相应减小二次硬化带形成的办法为:选择合适的模具零件材料;选择合适的电火花加工介质液;在加工中选用较低脉冲频率进行一次或几次精加工。另外,可以采用后续加工办法减少或消除二次硬化带影响,如:后续低温回火,后续电抛光、电解、研磨、磨削等。
2、电极损耗问题
在加工中,电火花在烧蚀工件材料同时,也在工具电极上烧蚀电极材料。在多次重复加工中,工具电极逐步失去原有形状,使加工结果变形(精度超差)。解决办法是:根据具体加工选择合适的工具电极材料以减小电极材料的烧蚀速度,同时,根据工件材料和电极材料选择合适的电规准(电规准选择见机床使用说明书)。另外,可采用阶梯电极或使用多个铸造电极
依次安装进行加工办法解决。如前所述,电火花加工通过工具电极与工件被加工面之间火花放电蚀除金属材料;在粗加工中,电火花加工金属蚀除率可达到100~200mm3/min, 甚至于更高;但是,这一蚀除率数值仍远低于使用车刀、铣刀等金属切削刀具进行切削加工时可达到的金属切除率。因此,提高电火花加工生产效率应充分发挥切削刀具高效切削功能,以车、铣、刨等方法切除尽可能多的金属材料余量,让电火花加工蚀除尽可能少的金属材料余量。此外,提高电火花加工生产效率办法,应在满足加工要求(精度、粗糙度)前提下,尽可能采用粗规准进行加工,尽可能不用中规准和精规准进行加工。
3、局限性讨论:
未经后处理的二次硬化带对模具使用寿命是一个不利的影响因素,经后处理的二次硬化带对模具使用寿命起延长作用。电火花加工工程技术人员利用火花放电表面硬化特点,开发了用于机械零件磨损修复和强化的电火花强化机。据报道,由脉冲电源和振动器组成的电火花强化机通过火花放电,可在工件表面行成一层高硬度、高耐磨的强化层,在反复振动、放电作用下,强化层微量增厚,达到修复磨损机械零件和强化机械零件目的,强化层粗糙度可达到Ra1.6,硬度可达到HRC70,一般不经后处理即可应用。
7.2.4 电火花成型加工在模具制造业中的应用
由于电火花加工结果所得到的被加工件形状与加工中使用的电极凸模形状对应,因此,电火花加工适合于制造各种压印模具,包括压痕、压花、压筋和其它变形模具。
由于电火花加工结果凹模型腔形状取决于工具电极凸模形状,并且可通过简化安装,依次加工出模具凹模、卸料板、凸模固定板的对应型腔,因此,电火花加工适用于制造各种下料模具、冲孔模具,包括多凸模下料、冲孔模具。
由于电火花加工不忌被加工件材料的硬度状况,因此,很适合于加工各种高硬度、难加工材料模具(如硬质合金模具)。各种金属模具型腔件可以在热处理后进行电火花精加工。电火花加工的主要用于加工具有复杂形状的型孔和型腔的模具和零件;加工各种硬、脆材料,如硬质合金和淬火钢等;加工深细孔、异形孔、深槽、窄缝和切割薄片等;加工各种成形刀具、样板和螺纹环规等工具和量具。
电火花加工可以在硬质材料上同时加工多个不规则型腔而不需要熟练的钳工加工技术,也不须考虑模具热处理变形问题、剖切加工问题(传统模具加工中,一些模具型腔需要剖切后加工),模具加工所需时间相对较少。
用电火花加工锻模、压铸模、挤压模等型腔以及叶轮、叶片等曲面,比穿孔困难得多。原因是:
(1)型腔属盲孔,所需蚀除的金属量多,工作液难以有效地循环,以致电蚀产物排除不净而影响电加工的稳定性。
(2)型腔各处深浅不一和圆角不等,使工具电极各处损耗不一致,影响尺寸仿形加工的精度。
(3)不能用阶梯电极来实现粗、精规准的转换加工,影响生产率的提高。
针对上述原因,电火花加工型腔时,采取如下措施:
(1)在工具电极上开冲油孔,利用压力油将电蚀物强迫排除。
(2)合理地选择脉冲电源和极性,一般采用电参数调节范围较大的晶体管脉冲电源,用紫铜或石墨作电极,粗加工时(宽脉冲)时负极性,精加工时正极性,以减少工具电极的损耗。
(3)采用多规准加工方法,即先用宽脉冲,大电流和低损耗的粗规准加工成型,然后逐极电火花加工在模具制造中的应用转精整形来实现粗、精规准的转换加工,以提高生产率。
浅谈特种加工技术及其发展和应用 学生姓名:汪恒 学生学号: 090105045 院(系):工学院机械系 年级专业: 09机电一班
浅谈特种加工技术及其发展和应用 院系:工学院机械系 专业名称:机械设计制造及其自动化 班级:09机电一班 学生学号:090105045 学生姓名:汪恒 摘要:现阶段,先进制造技术不断发展,作为先进制造技术中的重要的一部分,特种加工对制造业的作用日益突显。对于工业上的要求在不断的改变中,而特种加工技术的发展给工业上的要求提供了极大的帮助。特种加工应用范围广,能够为一些加工提供很大的帮助。对什么是特种加工、特种加工的特点、种类以及发展趋势等作了描述。阐述了特种加工在现代社会发展过程中的重要地位,大力发展特种加工的必要性。 关键词:特种加工技术、特点、变革、发展趋势激光加工数控电火花线切割 前言 传统的机械加工技术对推动人类的进步和社会的发展起到了重大的作用。随着科学技术的迅速发展,新型工程材料不断涌现和被采用,
工件的复杂程度以及加工精度的要求越来越高,对机械制造工艺技术提出了更高的要求。由于受刀具材料性能、结构、设备加工能力的限制,使用传统的切削加工方法很难完成对高强度、高韧性、高硬度、高脆性、耐高温和磁性等新材料,以及精密复杂、微细构件或难以处理的形状的加工。为了解决这些加工的难题,人们不断开发研究并成功采用“传统的切削加工以外的新的加工方法——特种加工方法”解决了很多工艺问题,在生产上发挥了很大的作用,引起了机械制造工艺技术领域的许多变革。特种加工是相对于传统的切削加工而言的,实质上是直接或复合利用电能、电化学能、化学能、光能、声能、热能、磁能、物质动能、甚至爆炸能等对工件进行加工的工艺方法的总称。 正文 一、数控加工和特种加工机床的种类 数控加工机床分类有两种方法: 1.按控制系统分类有点位控制、直线控制、连续控制三种, 2.按伺服系统分类有开环、半闭环、闭环控制系统。 传统的切削加工方法主要依靠机械能来切除金属材料或非金属材料。随着工业生产和科学技术的发展,产生了多种利用其他能量形式进行加工的特种加工方法,主要是指直接利用电能、化学能、声能和光能等来进行加工的方法。在此,机械能以外的能量形式的应用是特种加工区别于传统加工的一个显著标志。 新的能量形式直接作用于材料,使得加工产生了诸多特点,例如,加
第7章特种加工技术 7.1 数控电火花线切割加工 电火花线切割加工是电火花加工的一个分支,是一种直接利用电能和热能进行加工的工艺方法,它用一根移动着的导线(电极丝)作为工具电极对工件进行切割,故称线切割加工。线切割加工中,工件和电极丝的相对运动是由数字控制实现的,故又称为数控电火花线切割加工,简称线切割加工。 7.1.1 数控电火花线切割加工机床的分类与组成 1、数控电火花线切割加工机床的分类 (1)按走丝速度分:可分为慢速走丝方式和高速走丝方式线切割机床。 (2)按加工特点分:可分为大、中、小型以及普通直壁切割型与锥度切割型线切割机床。 (3)按脉冲电源形式分:可分为RC电源、晶体管电源、分组脉冲电源及自适应控制电源线切割机床。 数控电火花线切割加工机床的型号示例 2、数控电火花线切割加工机床的基本组成 数控电火花线切割加工机床可分为机床主机和控制台两大部分。 图8-1 快走丝线切割机床主机 1)控制台 控制台中装有控制系统和自动编程系统,能在控制台中进行自动编程和对机床坐标工作台的运动进行数字控制。 2)机床主机 机床主机主要包括坐标工作台、运丝机构、丝架、冷却系统和床身五个部分。图8-1为快走丝线切割机床主机示意图。 (1)坐标工作台它用来装夹被加工的工件,其运动分别由两个步进电机控制。
(2)运丝机构它用来控制电极丝与工件之间产生相对运动。 (3)丝架它与运丝机构一起构成电极丝的运动系统。它的功能主要是对电极丝起支撑作用,并使电极丝工作部分与工作台平面保持一定的几何角度,以满足各种工件(如带锥工件)加工的需要。 (4)冷却系统它用来提供有一定绝缘性能的工作介质——工作液,同时可对工件和电极丝进行冷却。 7.1.2 数控电火花线切割的加工工艺与工装 1、数控电火花线切割的加工工艺 线切割的加工工艺主要是电加工参数和机械参数的合理选择。电加工参数包括脉冲宽度和频率、放电间隙、峰值电流等。机械参数包括进给速度和走丝速度等。应综合考虑各参数对加工的影响,合理地选择工艺参数,在保证工件加工质量的前提下,提高生产率,降低生产成本。 1)电加工参数的选择 正确选择脉冲电源加工参数,可以提高加工工艺指标和加工的稳定性。粗加工时,应选用较大的加工电流和大的脉冲能量,可获得较高的材料去除率(即加工生产率)。而精加工时,应选用较小的加工电流和小的单个脉冲能量,可获得加工工件较低的表面粗糙度。 加工电流就是指通过加工区的电流平均值,单个脉冲能量大小,主要由脉冲宽度、峰值电流、加工幅值电压决定。脉冲宽度是指脉冲放电时脉冲电流持续的时间,峰值电流指放电加工时脉冲电流峰值,加工幅值电压指放电加工时脉冲电压的峰值。 下列电规准实例可供使用时参考: (1)精加工:脉冲宽度选择最小档,电压幅值选择低档,幅值电压为75V左右,接通一到二个功率管,调节变频电位器,加工电流控制在0.8~1.2A,加工表面粗糙度Ra≤2.5um。 (2)最大材料去除率加工:脉冲宽度选择四~五档,电压幅值选取“高”值,幅值电压为100V左右,功率管全部接通,调节变频电位器,加工电流控制在4~4.5A,可获得 1002 mm/min左右的去除率(加工生产率)。(材料厚度在40~60mm左右)。 (3)大厚度工件加工(>300mm):幅值电压打至“高”档,脉冲宽度选五~六档,功率 管开4~5个,加工电流控制在2.5~3A,材料去除率>30 2 mm/min。 (4)较大厚度工件加工(60~100mm):幅值电压打至高档,脉冲宽度选取五档,功率管 开4个左右,加工电流调至2.5~3A,材料去除率50~60 2 mm/min。 (5)薄工件加工:幅值电压选低档,脉冲宽度选第一或第二档,功率管开2~3个,加工电流调至1A左右。 注意,改变加工的电规准,必须关断脉冲电源输出,(调整间隔电位器RP1除外),在加工过程中一般不应改变加工电规准,否则会造成加工表面粗糙度不一样。 2、机械参数的选择 对于普通的快走丝线切割机床,其走丝速度一般都是固定不变的。进给速度的调整主要是电极丝与工件之间的间隙调整。切割加工时进给速度和电蚀速度要协调好,不要欠跟踪或跟踪过紧。进给速度的调整主要靠调节变频进给量,在某一具体加工条件下,只存在一个相应的最佳进给量,此时钼丝的进给速度恰好等于工件实际可能的最大蚀除速度。欠跟踪时使加工经常处于开路状态,无形中降低了生产率,且电流不稳定,容易造成断丝,过紧跟踪时容易造成短路,也会降价材料去除率。一般调节变频进给,使加工电流为短路电流的0.85倍左右(电流表指针略有晃动即可)。就可保证为最佳工作状态,即此时变频进给速度最合理、加工
现代汽车制造技术现状及发展趋势 现代汽车制造技术现状及发展趋势 高星星,辽宁大连(大连交通大学机械工程学院 116028)本文结合汽车制造技术的产业发展重要性,从汽车制造技术管理方面、设计方面、制造工艺方面、自动化方面摘要:做了剖析了中国汽车现阶段制造技术的发展现状,并提出了相应的未来发展趋势预测。本文指出,信息化对制造技术的进步的推动作用越来越重要,各方面的精密加工也具有一定的进步空间。另外,本文针对敏捷制造技术又做了相关介绍。发展趋势制造技术现状关键词:汽车 Hyundai Motor Manufacturing Technology Status and Development
Trend Gao Xingxing Machinery, Dalian Jiaotong University, College of() Dalian 116028, China manufacturing automobile's development of industry of In this paper, Combining the importance the Abstract: technology. From the car manufacturing technology management, design, manufacturing processes, automation ,it has done corresponding And the status development at this stage. automobile analysis of the Chinese manufacturing technology forecast of future trends. This paper points out, Information on the manufacturing technology increasingly important role in manufacturing agile In improvement. this paper, for some also precision aspects promoting. All of machining has room technology has made related presentations.automobile Manufacturing Technology Status quo TrendsKey words: 是纯粹的技术产品,而是现前言0 代汽车新技术和先进的管年代以来,世纪80 20 理模式相结合的结晶。计算机和网络技术的迅速现代汽车制造技术的发展和普及,不仅改变了人发展包括了方方面面的发类 社会的技术特征,也对人展,例如新型制造技术的发类的社会、经济和文化等方展,刀具工艺的发展,激光面产生了深远的影响。一方焊接技术的发展,材料科学面,随着经济的发展和人们技术的发展,网络技术的发
特种加工技术的应用及发展趋势 摘要:现阶段,先进制造技术不断发展,作为先进制造技术中的重要的一部分,特种加工对制造业的作用日益突显。对什么是特种加工、特种加工的方法、种类以及发展趋势等作了描述。阐述了特种加工在现代社会发展过程中的重要地位,大力发展特种加工的必要性。 一、概述 传统的机械加工技术对推动人类的进步和社会的发展起到了重大的作用随着科学技术的迅速发展,新型工程材料不断涌现和被采用,工件的复杂程度以及加工精度的要求越来越高,对机械制造工艺技术提出了更高的要求。 二、特种加工技术的特点 加工范围上不受材料强度"硬度等限制,特种加工技术主要不依靠机械力和机械能去除材料,而是主要用其他能量(如电"化学"光"声"热等)去除金属和非金属材料,完成工件的加工*故可以加工各种超强硬材料"高脆性及热敏材料以及特殊的金属和非金属 材料 以柔克刚。特种加工不一定需要工具,有的虽使用工具,但与工件不接触,加工 过程中工具和工件间不存在明显的强大机械切削力,所以加工时不受工件的强度和硬度的制约,在加工超硬脆材料和精密微细零件"薄壁元件"弹性元件时,工具硬度可以低于被加工材料的硬度。 加工方法日新月异,向精密加工方向发展,当前已出现了精密特种加工,许多特种加工方法同时又是精密加工方法"微细加工方法,如电子束加工"离子束加工"激光束加工等就是精密特种加工;精密电火花加工加工精密度可达微米级,表面粗糙度可达镜面。 容易获得良好的表面质量,由于在加工过程中不产生宏观切屑,工件表面不会产生强烈的弹"塑性变形,故可以获得良好的表面粗糙度*残余应力"热应力"冷作硬化"热影响区及毛刺等表面缺陷均比机械切割表面小,尺寸稳定性好,不存在加工中的机械应变或大面积的热应变。 三、特种加工技术的主要应用领域 特种加工技术主要应用以下几个方面. ()l难加工材料的加工,如:金刚石、硬质合金等高硬度材料;陶瓷、玻璃、石英、玛瑙等高脆性材料的加工。 (2)各种模具的制造.冲模、挤压模、粉末冶金模等。 (3)可用于表面加工、装饰、尺寸加工,超精、光整加工、镜面加工等。 (4)以激光等高能量束流实现打孔、切割、焊接、热处理、刻蚀加工。 四、特种加工技术的种类 特种加工技术所包含的范围非常广,随着科学技术的发展,特种加工技术的内容也不断丰富 一般按能量来源"作用形式和加工原理可分为电火花加工"电化学加工"激光加工"电子束加工"等离子弧加工"超声加工"化学加工"快速成型等。 电火花加工 电火花加工又称作电蚀加工或放电加工,是将工具电极和工件置于绝缘的工作液中,工件和工具分别接直流脉冲电源正极和负极,加上电压,利用工具电极和工件电极间脉冲放电时产生的电蚀现象对材料毛坯进行加工,火花放电时,在放电区域能量高度集中,瞬时温度高达 1000度左右,足以使陶瓷材料局部融化而被蚀除,加工时工具与工件不接触,作用力极小因而可用于加工型腔模(锻模"压铸模"注塑模等)和型腔零件;加工冲模"粉末冶金模"挤压模"型孔零件"小异型孔"小深孔等。 电化学加工
《特种加工技术》课程简介 特种加工技术是指传统的机械切削加工方法以外的特种加工方法,主要有电火花加工、电火花线切割加工、激光加工、电化学加工、电子束、离子束加工、超声波加工等,本课程主要讲授特种加工方法的原理、特点及生产工艺。
Brief Description of Non-traditional Machining Technology Course No.: S4080310 Course Title: Non-traditional Machining Technology Overall Class Hour: 30, Lecture Hour: 26, Experiment Class Hour: 4, Computer Class Hour: Exercise Class Hour: Credit: 2 Course Offered by: Department of Mechanical Manufacturing and Automation Object of Teaching: Students, Major in Mechanical Manufacturing and Automation Prerequisite Course: ElectrotechnicsⅠ, Electronic TechnologyⅠ, Theory of mechanics Mechanical Design, Foundation of Mechanical Manufacturing, Automatic Control Theory Time of the Course Offered: 7th Semester Teaching material and references: Teaching material: Liu JinChun, Zhao Jiaqi, Zhao Wansheng. Non-traditional Machining, 4th edition. China Mechanical Press (CMP), 2004 (In Chinese) Reference: Jin Qingtong. Non-traditional Machining. Aviation Industry Press, 1988 (In Chinese) Course Brief Description: This course takes non-traditional machining (NTM) as main contents
现代制造技术的发展趋势 袁锋 摘要 知识经济和高科技的迅猛发展给制造业带来前所未有的机遇和挑战,现代制造技术被赋予新的内涵和特征,与其它学科交互融合发展,对传统的制造业产生了巨大的冲击。只有采用先进制造技术并不断创新,我国制造业才能在激烈竞争中立于不败之地。为此阐述了现代制造技术的发展趋势。 关键词:现代制造技术;特征;趋势。 引言 制造是人类社会赖以生存和发展的基石,任何时代都离不开制造业,制造业具有永恒性和不可替代性,它不仅是一个国家国民经济的支柱产业,而且对其经济和政治的领导地位也有着决定性的影响,一个国家经济的崛起在很大程度上取决于制造业的发展。在工业发达国家,约有1/4的人口从事各种形式的制造活动,70 以上的物质财富来自制造业。因此,很多国家把制定制造业发展战略列为重中之重。战后,日本、德国等国家由于重视制造业,国力很快得以恢复,成为制造强国,经济实力也跃居世界前列。美国认为要重振经济雄风,保持美国在全球经济中的霸主地位,必须大力重振制造业,夺回其制造业的世界霸主地位。为此,美国加大了制造业的投资力度,积极进行策略研究,现在某些领域已基本赶上甚至超过日本而与其并驾齐驱。可见制造业对一个国家的经济地位和政治地位具有至关重要的影响。 近年来,随着高新技术和知识经济的迅猛发展,生命科学、材料科学、信息技术、微电子技术、航空航天等新兴的科学技术不断涌现。以计算机技术、信息技术、自动化技术与传统制造技术相结合的先进制造技术应运而生,对传统的制造业产生了巨大的影响和冲击。目前,世界各国尤其是工业发达国家都非常重视制造技术的开发研究和应用,在这一领域的国际竞争日趋激烈,我们要想在新一轮的较量中立于不败之地,就必须大力发展制造技术。 1 现代制造技术的主要特征 1.1 制造内涵的扩展 随着通讯和网络的发展,全球性的贸易壁垒正在逐步消失,制造技术已发展成为一个涵盖整个生产过程、跨多个学科且高度复杂的集成技术。制造的概念和内涵得到大大扩展,它是一种涵盖面很广的广义制造概念,是“大过程”、“大制造”,包括光、机、电产品的制造,工艺流程设计,通用产品和高精尖产品的制造以及材料制备;不仅包括机械加工方法,而且还包括高能束加工方法、硅微加工方法、电化学加工方法等;它不但包括从毛坯到成品的加工制造过程,而且还涉及产品的市场信息收集与分析、产品的选型决策、产品的设计制造过程、产品的销售和售后服务、报废产品的处理以及产品的疲劳强度和全寿命过程的预估等产品整个生命周期的全过程。 1.2 先进制造技术、制造系统和制造模式的发展 近年来,制造工程与制造科学取得了前所未有的成就,先进制造技术、制造系统和制
《特种加工技术》课程标准 一、课程基本信息 课程名称:特种加工技术课程代码:0110039 课程类别:公共基础课/专业基础课/专业核心课/职业训练课 课程类型:A类(纯理论课)/ B类(理论+实践课)/C类(纯实践课)是否为精品课程:院级精品课/省级精品课/国家级精品课/院内一般课程 总学时:××(理论学时数:××,实践学时数:××)学分:××分 二、课程定位与课程设计 (一)课程性质与作用 本课程是机械类专业课程。本课程的目的使学生了解电火花加工、电化学加工、超声加工、激光加工、电子束和离子束加工以及化学加工、磨料加工等特种加工方法的基本原理,基本设备,工艺规律,主要特点和适用范围,以适应当今社会发展的需求。本课程以《机械制造技术》的学习为基础,同时与《CAD/CAM 技术》和《逆向工程技术》两门课程相衔接。学好本课程也可为学生提供将来从事机械设计制造等相关工作所必需的知识和技能基础。 (二)课程设计的理念与思路 本课程的任务是培训学生的加工机床操作技能,提高动手能力和应用新技术的能力,培养职业技术素质,增强就业能力和工作能力。通过本课程的学习,要求学生能较熟练的使用机床的全部功能完成中等复杂程度零件的加工。初步具备在现场分析、处理工艺及程序问题的能力。应当作为专业核心课程和必修课程。 教学内容以能力为目标,以项目为载体,按照技术领域和职业岗位的任职要求,以真实工作任务作为依据,分析特种加工技术的生产过程,开发体现工学结合特色的课程,突出工学结合,突出职业能力培养,强调将职业道德渗透到课程,按照职业活动选择教学内容,按照行动体系序化教学内容。深入调查相关岗位人员工作过程中应该掌握的具体技术和技能要求,将相关专业知识、技术应用能力及操作技能进一步细化并落实到对应程教学和实训教学环节中。并将相关联的知
特种加工技术特点与发展应用 摘要:进入二十世纪以来,制造技术,特别是先进制造技术不断发展,特种加工成为传统加工工艺方法的重要补充和发展,在模具制造业中不可缺少的一种加工方法。同时,作为先进制造技术中的重要的一部分,特种加工在我国的许多关键的制造业中发挥着重要的、不可替代的作用。本文概要描述了特种加工技术的工艺特点以及该技术在各个领域上的发展应用和发展趋势。 关键词:先进制造技术;特种加工;特点;发展 引言:20 世纪以来,航空科学技术迅速发展。为保证在高温、高压、高速、重载和强腐蚀等苛刻条件下的工作可靠性,在飞机、发动机和机载设备上大量采用了新结构、新材料和复杂形状的精密零件。鉴于对有特殊要求的零件用传统机械加工方法很难完成, 难于达到经济性要求,各种异于传统切削加工方法的新型特种加工方法应运而生。目前,特种加工技术已成为航空产品制造技术群中不可缺少的分支, 在难切削材料、复杂型面、精细表面、低刚度零件及模具加工等领域中已成为重要的工艺方法。特种加工技术采用电磁声光等无形的能量,是科技进步的最大表现,在未来的科技发展过程中,我们要不断认识特种加工的优缺,更好的利用好特种加工技术,为未来的生产发展做出更大的贡献。 特种加工技术概况 特种加工技术的发展 特种加工是第二次世界大战后发展起来的一类有区别于传统切削和磨削的加工方法。特别是自20世纪50年代以来,由于材料科学、高新技术的发展和激烈的市场竞争、发展尖端国防及科学研究的急需,不仅新产品更新换
代日益加快,而且产品要求具有很高的强度重量比和性能价格比,并正朝着高速度、高精度、高可靠性、耐腐蚀、高温高压、大功率、尺寸大小两极分化的方向发展。为此,各种新材料、新结构、形状复杂的精密机械零件大量涌现,对机械制造业提出了一系列迫切需要解决的新问题。例如,各种难切削材料的加工;各种结构形状复杂、尺寸或微小或特大、精密零件的加工;薄壁、弹性元件等刚度、特殊零件的加工等。对此,采用传统加工方法十分困难,甚至无法加工。对此,人们冲破传统加工方法的束缚,不断地探索、寻求新的加工方法,于是一种本质上区别于传统加工的特种加工便应运而生,并不断获得发展。后来,由于新颖制造技术的进一步发展,人们就从广义上来定义特种加工,即将电、磁、声、光、化学等能量或其组合施加在工件的被加工部位上,从而实现材料被去除、变形、改变性能或被镀覆等。特种加工可以实现传统加工方法难以实现的加工,如高强度、高硬度、高脆性、高韧性、工程陶瓷、磁性材料和耐高温材料等难以加工的材料以及高紧密,特殊复杂表面和外形等零件的加工等。对于精密微细的特殊零件,特种加工有很大的适用性和发展潜力,在模具、量具、刀具、仪器仪表、飞机、航天器和微电子原件等制造中得到越来越广泛的应用。 特种加工的特点 1.不用机械能,与加工对象的机械性能无关,有些加工方法,如激光加工、电火花加工、等离子弧加工、电化学加工等,是利用热能、化学能、电化学能等,这些加工方法与工件的硬度强度等机械性能无关,故可加工各种硬、软、脆、热敏、耐腐蚀、高熔点、高强度、特殊性能的金属和非金属材料。 2.非接触加工,不一定需要工具,有的虽使用工具,但与工件不接触,因此,
特种加工摘要随着我国机械制造业的快速发展,电火花加工技术在民用和国防工业中的应用越来越多,特别是数控电火花成形加工机床和数控电火花线切割加工机床不仅在模具制造业中广泛应用,而且在一般机械加工企业中逐渐普及.电火花加工技术是实践性与理论性都很强的一门技术,用户既要掌握电火花工艺方面的知识,又要充分熟悉电火花机床的功能与编程知识。目前,我国的电火花机床操作者中,大多只经过短期培训,缺乏系统的理论知识,只能进行简单加工的程序编制,严重影响了加工设备的高效使用。为适应现代化加工技术的要求,电火花机床操作者,要全面掌握所需的专业知识;从事电火花加工的技术人员也需要提高自身的技术水平;企业也急需一批电火花加工方面懂工艺、会编程,能够熟练操作和维护机床的应用型技术人才。针对上述现状,作者对高职高专目前常见的电火花加工技术方面的教材进行了认真研究,并对国内数十家企业进行了调研,根据电火花加工技术人才知识结构的市场需求,从培养学生必备的基础知识和操作技能出发,汇集多年的教学和在企业的实践经验,编写了本书。本书由电火花加工技术基础,电火花成形加工机床、加工工艺及编程,电火花线切割加工机床、加工工艺及编程三部分组成。学生在学习本课程前,已学过“机械制造技术”和“数控原理及其应用”课程,并已进行过金工实习或生产实习,对机械加工工艺和数控机床已有初步了解。关键字:电火花加工技术 1.激光加工技术原理 1.1激光加工技术简介激光加工技术是利用激光束与物质相互作用的特性对材料(包括金属与非金属进行切割、焊接、表面处理、打孔、微加工等的一门技术。激光加工作为先进制造技术已广泛应用于汽车、电子、电器、航空、冶金、机械制造等国民经济重要部门,对提高产品质量、劳动生产率、自动化、无污染、减少材料消耗等起到愈来愈重要的作用。 1.2激光技术分类激光技术是涉及到光、机、电、材料及检测等多门学科的一门综合技术,传统上看,它的研究范围一般可分为: 1)激光加工系统。包括激光器、导光系统、加工机床、控制系统及检测系统。 2)激光加工工艺。包括切割、焊接、表面处理、打孔、打标、划线、微调等各种加工工艺。 3)激光焊接:汽车车身厚薄板、汽车零件、锂电池、心脏起搏器、密封继电器等密封器件以及各种不允许焊接污染和变形的器件。目前使用的激光器有YAG激光器,CO2激光器和半导体泵浦激光器。4)激光切割:汽车行业、计算机、
现代机械制造工艺的发展现状及趋势
现代机械制造工艺的发展现状及趋势 摘要:随着我国社会经济的不断发展,机械制造工艺的发展得到了突飞猛进的进步,而且也推动着其他行业的快速发展,特别是对现代化工业的发展,起到至关重要的作用。机械制造工艺作为现代工业发展的根本动力,仍需要进行不断的优化和创新。自动化控制技术、激光技术的出现,都是当下机械制造工艺当中不可或缺的组成部分,并为制造企业带来巨大的效益。当然,随着社会的进步,我们还需要对机械制造工艺的未来发展趋势进行预测和分析,从而实现我国机械制造行业可持续化发展战略。基于此,本文对我国现代机械制造工艺发展的现状及发展趋势进行探讨和分析。 关键词:机械制造工艺;发展现状;趋势 DOI:10.16640/https://www.doczj.com/doc/0510802809.html,ki.37-1222/t.2018.08.053 0 导言 进入二十一世纪以来,随着我国现代工业的飞速发展,人们对机械制造的生产需求也越来越高。为了满足社会发展需求,需要人们对机械制造工艺进行不断改进和创新,同时这也是我国机械制造工艺发展的必然趋势。 1 我国现代机械制造工艺的发展现状 机械制造工艺的发展是展现一个国家综合生产力的重
要标志,在近几年的发展过程中,机械制造工艺中所应用的先进技术正在进行优化和改革。 1.1 自动化控制技术 自动化控制是最为常见的现代机械制造工艺,也是机械制造领域中不可或缺的重要组成部分。其自动化控制功能主要表现在自动化加工制造、自动化加工流水线以及自动化制造工程三个方面。例如,在机械制造的生产过程中,实施自动化生产可以代替传统的人工生产力,有效减少了人力的使用量,同时也能够减少由于人为因素造成的生产误差,在每个加工环节中都能够按照初始设定完成机械的加工和制造,大大提高了加工制造的精准性,最终形成自动化性质的生产流水线。然而,在市场需求不断变化的作用下,我国现阶段所应用的自动化控制技术已经难以满足市场需求,对机械制造工艺发展产生了局限性,因此,为了实现我国现代机械制造工艺的可持续发展,对其工艺技术的改进和创新是其必然的发展趋势。 1.2 激光技术 激光技术是现代机械制造工艺中被人们应用最为广泛的工艺技术,其主要包含激光热处理、快速成型技术等。激光技术的应用目的是为了将机械部件的使用年限延长,实现零部件的最大化应用价值。在对部件表面进行热处理的过程中,有效提升了机械部件的耐磨性能,在现代机械制造工艺
特种加工技术的发展 和展望
《特种加工》课程论文 题目:特种加工技术的发展和展望 姓名:郭健朗 学号: 1 3 4 1 1 0 1 0 8 6 院系:机械与能源工程系 专业:机械设计制造及其自动化 指导老师:雷先明
特种加工技术的发展和展望 摘要: 全面介绍了特种加工技术的类型及发展现状, 指出了其优势和存在的问题; 阐述了电火花加工、电解加工、电子束加工、超声波加工、激光加工、化学机械复合加工、水喷射加工等加工方法; 探讨了各种加工方法的工作要素、加工特点及应用; 最后, 指出了特种加工的发展趋势。 Abstract: the author introduces the types and current situation of the development of special processing technology, points out its advantages and problems; describes the electrical discharge machining, electrochemical machining, electron beam machining, ultrasonic machining, laser processing, chemical mechanical processing, water jet machining processing method; discusses the processing characteristics and application of work elements, all kinds of processing methods; finally, points out the development trend of special machining 关键词: 特种加工;电火花加工;电解加工;电子束加工;超声波加工 Key words: special machining; EDM; electrochemical machining; electron beam machining; ultrasonic machining 1.引言 特种加工(又称非传统加工)是二次世界大战后发展起来的一类有别于传统切削与磨削加工方法的总称。特种加工方法将电、磁、声、光等物理量及化学能量或其组合直接施加在工件被加工的部位上,从而使材料被去除、累加、变形或改变性能等;特种
特种加工技术的现状发展及其应用 一、特种加工技术的现状发展 特种加工是各种利用物理的、化学的能量去除或添加材料以达到零件设计要求的加工方法的总称。由于这些加工方法的加工机理以溶解、熔化、气化、剥离为主,且多数为非接触加工,因此对于高硬度、高韧性材料和复杂形面、低刚度零件是无法替代的加工方法,也是对传统机械加工方法的有力补充和延伸,并已成为机械制造领域中不可缺少的技术内容。目前,这一技术正向着自动化、柔性化、精密化、集成化、智能化和最优化方向发展,在已有的工艺不断完善和定型的同时,新的特种加工技术不断涌现,如快速原形制造技术、等离子体熔射成形工艺技术、在线电解修整砂轮镜面磨削技术、实变场控制电化学机械加工技术、三维型腔简单电极数控电火花仿铣技术、电火花混粉大面积镜面加工技术、磁力研磨技术和电铸技术等。新的特种加工技术是在传统的特种加工技术的基础上,紧密结合材料、控制和微电子技术而发展起来的,并随着产品应快速响应市场需求,正在形成面向快速制造的特种加工技术新体系。 1、特种加工技术的构成 近二三十年来,特种加工技术发展迅速,其内涵已十分广泛而丰富。包括:.溶解加工、熔化加工、复合加工、综合加工、特种机械加工等多种加工形式。 2、人工智能技术为特种加工工艺规律建模奠定了基础 特种加工的微观物理过程非常复杂,往往涉及电磁场、热力学、流体力学、电化学等诸多领域,其加工机理的理论研究极其困难,通常很难用简单的解析式来表达。近年来,虽然各国学者采用各种理论对不同的特种加工技术进行了深入的研究,并取得了卓越的理论成就,但离定量的实际应用尚有一定的距离。然而采用每一种特种加工方法所获得的加工精度和表面质量与加工条件参数间都有其规律。 因此,目前常采用研究传统切削加工机理的实验统计方法来了解特种加工的工艺规律,以便实际应用,但还缺乏系统性。受其限制,目前特种加工的工艺参数只能凭经验选取,还难以实现最优化和自动化,例如,电火花成形电极的沉入式加工工艺,它在占电火花成形机床总数95%以上的非数控电火花成形加工机床和较大尺寸的模具型腔加工中得到广泛应用。 虽然已有学者对其cad、capp和cam原理开展了一些研究,并取得了一些成果,但由于工艺数据的缺乏,仍未有成熟的商品化的cad/cam系统问世。通常只能采用手工的方法或部分借助于cad造型、部分生成复杂电极的三维型面数据。随着模糊数学、神经元网络及专家系统等多种人工智能技术的成熟发展,人们开始尝试利用这一技术来建立加工效果和加工条件之间的定量化的精度、效率、经济性等实验模型,并得到了初步的成果。因此,通过实验建模,将典型加工实例和加工经验作为知识存储起来,建立描述特种加工工艺规律的可扩展性开放系统的条件已经成熟。并为进一步开展特种加工加工工艺过程的计算机模拟,应用人工智能选择零件的工艺规程和虚拟加工奠定基础。 3、智能控制将成为特种加工领域主要的控制策略 加工过程和加工设备的稳定、可靠、高效地运行是特种加工工艺技术适应快速制造体系的必不可少的条件。但由于多数特种加工方法采用“以柔克刚”的非接触式加工机制,加工是伴随着物理、化学过程进行的,其加工的微观过程非常复杂,迄今为止仍不能用一个确定的数学模型来描述。而且随着加工过程的进行,加工条件有时还会发生较大的变化,引起加工特性随时间而变化。因此在控制理论中属于典型的模型不确定非线性时变系统,很难用经典的控制理论和现代控制理论的方法获得理想的控制效果。多年来人们尝试过很多种自适应控制策略,取得了很大进展。但在加工条件大幅度变化的情况下仍难以达到满意的性能。
先进制造技术的发展趋 专业:机械设计制造及其自动化学生姓名:段冬冬 学号:B11023219 完成时间:2013年4月18日
当前现代制造技术的发展趋势 摘要:制造业是现代国民经济和综合国力的重要支柱,其生产总值一般占一个国家国内生产总值的20%~55%。在一个国家的企业生产力构成中,制造技术的作用一般占60%左右。专家认为,世界上各个国家经济的竞争,主要是制造技术的竞争。其竞争能力最终体现在所生产的产品的市场占有率上。随着经济技术的高速发展以及顾客需求和市场环境的不断变化,这种竞争日趋激烈,因而各国政府都非常重视对先进制造技术的研究。 关键字:制造先进制造技术装备机械信息化数字化前沿科技应用前景 1信息技术对先进制造技术的发展起着越来越重要的作用信息化是当今社会发展的趋势,信息技术正在以人们想象不到的速度向前发展。信息技术也正在向制造技术注入和融合,促进着制造技术的的不断发展。可以说先进制造技术的形成与发展,无不与信息技术的应用与注入有关。它使制造技术的技术含量提高,使传统制造技术发生质的变化。信息技术对制造技术发展的作用目前已占第一位。在21世纪对先进制造技术的各方面发展将起着更重要的 作用。 信息技术促进着设计技术的现代化,加工制造的精密化、快速化,自动化技术的柔性化、智能化,整个制造过程的网络化、全球化。各种先进生产模式的发展,如CIMS、并行工程、精益生产、灵捷制造、虚拟企业与虚拟制造,也无不以信息技术的发展为支撑。 2 设计技术不断现代化 产品设计是制造业的灵魂。现代设计技术的主要发展趋势是: (1)设计手段的计算机化 在实现了计算机计算、绘图的基础上,当前突出反映在数值仿真或虚拟现实技术在设计中的应用,以及现代产品建模理论的发展上,并且向智能化设计方向发展。 (2)新的设计思想和方法不断出现 如并行设计、面向“X”的设计(Design For X--DFX)、健壮设计(Robust Design)、优化设计Optimal Design)、反求工程技术(Revese Engineering)等。 (3)向全寿命周期设计发展 传统的设计只限于产品设计,全寿命周期设计则由简单的、具体的、细节的设计转向复杂的总体的设计和决策,要通盘考虑包括设计、制造、检测、销售、使用、维修、报废等阶段的产品的整个生命周期。 (4)设计过程由单纯考虑技术因素转向综合考虑技术、经济和社会因素 设计不只是单纯追求某项性能指标的先进和高低、而是注意考虑市场、价格、安全、美学、资源、环境等方面的影响。
国外特种加工技术的最新进展 中国机械工程学会电加工分会赵万生王振龙郭东明 赵福令朱荻黄因慧 摘要就当前国际特种加工技术研究的最新进展情况,从激光加工、电解加工、超 声加工尤其是电火花加工等方面进行了较为详尽的阐述。希望能从国外此方面的研究中,看出21世纪特种加工技术的走向,并为我国特种加工技术的研究提供借鉴。 Abstract This paper summaries and analyses the latest overseas ′advancem ents of nontra 2ditional machining methods such as electro 2discharge machining ,laser beam machining ,elec 2trolytic machining ,as well as ultrasonic machining.This review also gives a prospect on the de 2velopment of non 2traditional machining technology towards the 21st century and provides a refer 2ence to the domestic research. 关键词特种加工电火花加工激光加工超声加工电解加工 1引言
伴随着难加工材料及复杂曲面加工而逐步发展成熟起来的特种加工技术,在计算机技术、现代电力电子技术、网络技术及航天、航空、模具制造等高新技术的推动及市场牵引下,正朝着更深层次发展。目前国际上对特种加工技术的研究主要表现在以下几个方面:(1微细化。随着工程技术领域对微型机械的迫切需求,微细加工已不再是微电子机械技术的代名词,目前国际上对微细电火花加工、微细超声加工、微细激光加工、微细电化学加工等的研究正方兴未艾,特种微细加工技术有望成为三维实体微细加工的主流技术;(2新型元器件在特种加工领域中得到了极为广泛的应用。如大功率激光器、新型压电材料等;(3人工智能技术、网络化制造、绿色制造等新概念正逐渐渗透到特种加工领域中。可以预言在即将到来的21世纪,与当代高新技术密切结合的特种加工技术将在制造领域发挥更大的作用;(4特种加工的应用领域正在拓宽。如非导电材料的电火花加工,电火花、激光、电子束表面改性等。 特种加工技术的工艺特点和技术进步已引起世界各国专家学者的高度重视。相
2016—2017学年第一学期期末考试 特种加工技术试卷A 姓名 _______ 学号 ________________ 成绩 ___________________ 一、填空题(30分,每空2分) 1、特种加工主要采用机械能以外的其他能量去除工件上多余的材料, 以达到图样上全部技术要求。(2分) 3、电火花加工系统主要由工件和工具、脉冲电源、自动进给和调 节装置几部分组成。(8分) 4、在电火花加工中,提高电蚀量和加工效率的电参数途径有:提高___ 脉冲频率、增加单个脉冲能量、减少脉冲间隔。(6分) 5、电火花加工的表面质量主要是指被加工零件的表面粗糙度、表面 变质层、表面力学性能。(6分) 7、电火花成型加工的自动进给调节系统,主要包含伺服进给控制系 统和参数控制系统。 &电火花加工是利用电火花放电腐蚀金属的原理,用工具电极对工件进行复制加工的工艺方法,其应用范围分为两大类:穿孔加工、型腔加工
二、判断题(20分,每题2分) 1、目前线切割加工时应用较普遍的工作液是煤油。(错) 2、在型号为DK7740的数控电火花线切割机床中,D表示电加工机床。(对) 3、线切割机床通常分为两大类,一类是快走丝,另一类是慢走丝。 (对) 4、3B代码编程法是最先进的电火花线切割编程方法。(错) 5、离子束加工必须在真空条件下进行。(对) 6、电火花加工中的吸附效应都发生在阴极上。(错) 7、线切割加工一般采用负极性加工。(错) 8电火花穿孔加工时,电极在长度方向上可以贯穿型孔,因此得到补偿,需要更换电极。(错) 9、电火花成型加工属于盲孔加工,工作液循环困难,电蚀产物排除条件差。(对) 10、电火花加工的粗规准一般选取的是窄脉冲、高峰值电流。(错)
浅谈特种加工技术及其应用 摘要:本文首先概述了什么是特种加工技,重点介绍了各种特种加工方法及其应用,并简要分析了其发展趋势。 关键词:特种加工;应用;发展趋势 20世纪以来,随着科学技术的飞速发展一些尖端科学和新兴工业领域的许多设备要求在各种工况下工作,各种具有特殊物理、机械性能的材料愈来愈多地被使用,有些材料的硬度已超过现有刀具材料的硬度,使用普通刀具已无法加工。 此外,各种形状复杂、尺寸精密微小或特大、难以处理的薄壁或弹性元件等应用亦愈来愈多,在零件的结构工艺性上对制造加工技术提出了更加高的要求,这对传统的加工方法是难以甚至无法实现的。为此,研发人员一方面通过研究高效加工刀具和刀具材料、研制新型自动机床等途径,进一步改善切削状态,提高切削加工水平;另一方面,则突破传统加工方式的束缚,探索新的加工方法,于是本质上区别于传统切削加工的特种加工便应运而生。 1特种加工概述 特种加工是相对传统切削加工而言,直接或复合利用电能、电化学能、化学能、光能、物质动能等对工件进行加工的工艺方法总称。传统切削加工的本质与特点:一是刀具材料比工件材料有更高的硬度:二是靠机械能切除工件上多余的材料。特种加工是对传统机械加工方法的有力补充和延伸,现已成为模具和工具行业不可缺少的重要加工方法,并正向着精密化、智能化方向发展。特种加工技术在国内外各行各业的应用中取得了巨大成效,它们有着各自的特点,使特殊材料或特殊结构工件的加工工艺性发生了根本变化,解决了传统加工方法所遇到的一些难题,已经成为现代工业领域中不可缺少的重要加工手段和关键制造技术。 2特种加工方法及其应用 特种加工技术所包含的范围非常广,随着科学技术的发展,特种加工技术的内容也不断丰富。就目前而言,各种特种加工方法已达数10种,一般按能量来源和作用形式以及加工原理可分为如下形式。 2.1电火花成形(穿孔)加工 该法可加工任何导电材料。它是利用火花放电腐蚀金属原理,用工具电极(纯铜或石墨)对工件进行复制加工的工艺方法,可用于加工型腔模(锻模、压铸模、