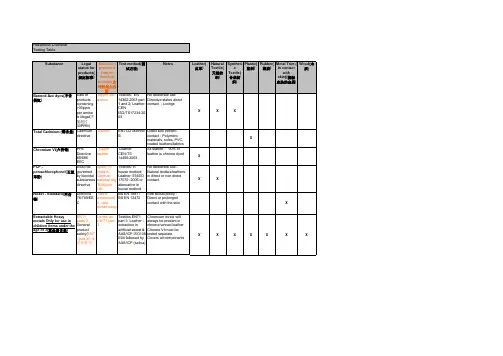
Artificial Sweat and Cleaning Chemical Study Life Protection Global
- 格式:pdf
- 大小:711.80 KB
- 文档页数:42
2023届上海松江区高三二模英语试卷考生注意:1.本考试设试卷和答题纸两部分,试卷包括试题与答题要求,所有答题必须涂(选择题)或写(非选择题)在答题纸上,做在试卷上一律不得分。
2.答题前,务必在答题纸上填写学校、班级、姓名和考号。
3.答题纸与试卷在试题编号上是一一对应的,答题时应特别注意,不能错位。
I. Listening ComprehensionSection ADirections: In Section A, you will hear ten short conversations between two speakers. At the end of each conversation, a question will be asked about what was said. The conversations and the questions will be spoken only once. After you hear a conversation and the question about it, read the four possible answers on your paper, and decide which one is the best answer to the question you have heard.1. A. He needs to run to the exhibition.B. He is interested in the exhibit.C. He has missed the exhibition twice.D. He'd better buy a book on the exhibit.2. A. Give the cat away.B. Choose a good name for the cat.C. Learn to care for the cat.D. Hide the cat in the dormitory room.3. A. Anxious.B. Disappointed.C. Confident.D. Confused.4. A. She dislikes driving to the town at weekends.B. It's a good idea to go to the town on Sundays.C. People seldom check whether the stores are open.D. It's frustrating to find stores closed after a long trip.5. A. Doctors should improve efficiency.B. Many people fall ill in this season.C. lt is a relatively tough year for doctors.D. The clinic was crowded three hours later.6. A. To a gym.B. To a restaurant.C. To a drugstore.D. To a beach.7. A. A tour of the house.B. A drink to warm up.C. An invitation to the party.D. An inspection of the house.8. A. The printer cannot function now.B. The man had better check the plug.C. The computer needs to be replaced.D. The man knows little about the printer.9. A. To turn in the report.B. To look for a better typist.C. To type for the woman.D. To take the report to a typist.10. A. Because the original section is under repair.B. Because they are placed in the wrong section.C. Because they are transferred to another section.D. Because he has trouble seeing things high above.Section BDirections: In Section B, you will hear two passages and one longer conversation. After each passage or conversation, you will be asked several questions. The passages and the conversation will be read twice, but the questions will be spoken only once. When you hear a question, read the four possible answers on your paper, and decide which one is the bestanswer to the question you have heard.Questions 11 through 13 are based on the following passage.11. A. Rings made of tubes.B. Coins with a hole.C. Rings made of coins.D. Coins with an ancient sign.12. A. When to give it.B. When to buy it.C. The occasion on which people wear it.D. The hand on which people wear it.13. A. Transformation of wedding rings.B. Ways to make wedding rings.C. Customs related to wedding rings.D. Commitment in wedding rings.Questions 14 through 16 are based on the following passage.14. A. She used to be a doctor.B. She loved risky sports since young.C. She was fond of school life.D. She was born into an adventurous family.15. A. Rewarding.B. Frightening.C. Mysterious.D. Hazardous.16. A. Amelia's belief in the development of air travel.B. Amelia's initiative and pioneering work in flying.C. Amelia's role in arousing women's interest in flying.D. Amelia's life experience and regret as a woman pilot. Questions 17 through 20 are based on the following conversation.17. A. To help the man learn more about the gardener.B. To show the value of taking advice in gardening.C. To publicize the attractiveness of Dorset Gardens.D. To inform people of more guidelines for gardening.18. A. By attending a college course.B. By visiting Kew Garden.C. By listening to talks on gardening.D. By reading Margery Fisher's book.19. A. It was full of creative angles.B. lt made her famous in the town.C. It occupied a rather small area.D. It was near her house in Somerset.20. A. Because it's full of plants given by her friends.B. Because it's visited and appreciated by tourists.C. Because it's where she spends much time with others.D. Because it's an outdoor classroom for biology students.II. Grammar and VocabularySection ADirections: After reading the passage below, fill in the blanks to make the passage coherent and grammatically correct. For the blanks with a given word, fill in each blank with the proper form of the given word; for the other blanks, use one word that best fits each blank.A Short Stretch Before BedMany people may struggle to sleep. I have found one small change that all of us could make and truly works: a short stretch before bed.Studies have shown that low-level physical activities (21) ______ use gentle stretching, like yoga or tai chi, help with sleep quality. And (22) ______ it is good to stretch anytime of day, a gentle and quiet routine before bed works best to help send a signal to the brain that it is now time for sleep.Most importantly, stretching doesn't require money. There (23) ______(be) plenty of exercise apps for you to buy or subscribe to, and they all have guiding routines. I have found that the subscription-based app Sweat and Centre has good, short routines and clear instructions (24) ______(improve) your form. There are countless personal trainers and yogainstructors on the Internet who have been giving free classes to people (25) ______(stick) at home. Yoga from Adriene is the best known, (26) ______ a huge library of videos available. If you'd rather perfect your technique in person, you (27) ______ also find free yoga and tai chi lessons in your local community and take those lessons home.And of course, (28) ______ works for you will depend on your current physical state. l've seen women in (29) ______ 80s who could do a cartwheel(侧手翻) over my poor, suffering body. So clearly I am no expert, but I (30) ______(stretch) right before bed since last year and have found that I always sleep better on the nights that I do it.Section BDirections: After reading the passage below, fill in each blank with a proper word chosen from the box. Each word can be used only once. Note that there is one word more than you need.Are You Scared of AI?A recent Monmouth University survey has found that only 9 percent of Americans believe that computers with artificial intelligence will do more good than harm to society. When the same survey was conducted 35 years ago, about one in five said Al would benefit mankind. In other words, people have less complete 31______ in Al now than they did dozens of years ago, when the technology was more science fiction than reality.“It's 32______ that there is public doubt about AI. There absolutely should be," said Meredith Broussard, an artificial intelligence researcher and professor at New York University. Most Americans 33______ agree with Broussard that Al has a place in our lives, but not for everything.When asked questions about 34______ in which AI might be used, most people said it was a bad idea to use Al for military aircraft that try to distinguish between enemies and civilians. Some are worried about the 35______ use of Al in policing, disturbing people's privacy. Most respondents said it was a good idea for machines to perform risky jobs such as coal mining.The term “AI" is a catch-all for everything. It can be the constant use of technology, such as our daily preference to autocomplete in web search queries (关键词). It can also be the software that 36_ to predict crime before it happens. People afraid of Al may be influenced by 37______ of evil computers from books and movies — like Skynet, the super-intelligent machines in "The Terminator" movies. Broussard said the ways AI can end up destroying your quality of life won't be as 38______ as murderous fictional computers.Actually, the fear of Al 39______ due to the fact that we just don 't know where Al is going and how soon it will take us to get there. Technology makes surprising and unusual leaps and 40______ in ways we never think it will. Anyway, whether we like it or not, artificial intelligence is here to stay.IIl. Reading ComprehensionSection ADirections: For each blank in the following passage there are four words or phrases marked A, B, C and D. Fill in each blank with the word or phrase that best fits the context.An interesting study found capuchin monkeys (僧帽猴), like humans, are guided by social emotions. Try paying one monkey with grapes and another with cucumbers for the 41______ amount of work and you may be surprised at the results! The monkey who got the cucumbers will probably 42______ working for you. He may even throw out the cucumbers, even though monkeys are usually 43______ to receive them, says Sarah Brosnan, a psychology professor at Georgia State University.That experiment by Brosnan and Frans de Wall published in 2003 in Nature was one of the first to show that animals may have an assessment for 44______-a moral sense that many researchers previously thought only humans possessed. Since then, many results have suggested that animals —particularly those that depend on 45______ for their survival may have an inborn sense of justice.Social animals, which are interdependent for a living, will 46______ share rewards with others who worked toward the same goal. "The built-in sense didn't develop first in humans. It's possibly something that began in social species, and 47______ to us," Brosnan said in an interview.One study 48______ that some animals particularly the ones that hunt together divide upthe rewards. Another study even finds that animals will occasionally deliver a better reward to a partner than they themselves 49______. In research by Brosnan and her colleagues published in American Journal of Primatology, two capuchin monkeys had to work together to pull a plate of food to their cages. But before they began pulling, the monkeys had to decide which one would get a grape and which one would get an apple slice. 50______ fighting over the grape or always letting the leading monkey eat it, the animals generally vary roles on the way, so they both earned some grapes and some apple slices, Brosnan found. In cases where the 51______ monkey always got the good food, the other monkey were likely to give up participating. More often than not, it preferred to 52______ a reward than be paid unfairly.According to Brosnan, that tendency to share rewards fairly probably developed as a result of the way capuchins work together to hunt. "If we are hunting and I am not giving you much of the kill, you would be better off finding another 53______," she says.However, interpreting animal behavior through human eyes can be 54______, observes Marc Hauser, a Harvard psychology professor and evolutionary biologist. In the cucumber-grape study, for example, the monkeys could have 55______ the cucumbers simply because they were annoyed that they didn't get a grape once they saw it.41. A. various B. enormous C. equal D. superb42. A. risk B. restart C. quit D. fancy43. A. mature B. content C. passive D. shocked44. A. stability B. reputation C. endurance D. fairness45. A. necessities B. rewards C. emotion D. cooperation46. A. naturally B. barely C. surprisingly D. occasionally47. A. evolved B. communicated C. delivered D. referred48. A. denies B. predicts C. indicates D. suspects49. A. discover B. receive C. expect D. present50. A. Instead of B. Thanks to C. Regardless of D. Prior to51. A. diligent B. dominant C. generous D. outgoing52. A. save B. admire C. share D. refuse53. A. partner B. role C. hunt D. task54. A. critical B. pessimistic C. problematic D. marvelous55. A. set aside B. thrown away C. held onto D. aimed atSection BDirections: Read the following three passages. Each passage is followed by several questions or unfinished statements. For each of them there are four choices marked A, B, C and D. Choose the one that fits best according to the information given in the passage you have just read.(A)One school night this month I quietly approached Alexander, my 15-year-old son, and patted him on the cheek in a manner l hoped would seem casual. Alex knew better, sensing by my touch, which remained just a moment too long, that l was sneaking(偷偷地做) a touch of the beard that had begun to grow near his ears. Suddenly he went stormily to his computer screen. That, and an angry look of his eyes, told me more forcefully than words: Mom, you are seen through!l realized I committed a silly behavior: not showing respect for my teenager 's personal space. "The average teenager has strong feelings about his privacy," said two young women experts. Ms. Frankel and Ms. Fox, both 17, are the authors of Breaking the Code, a new book that seeks to bridge the generational divide between parents and adolescents. It is being promoted by its publisher as the first self-help guide by teenagers for their parents, a kind of Kids Are From Mars, Parents Are From Venus that dc-mystifies the language and actions of teenagers.Personally, I welcomed insights into teenagers from any qualified experts, and that included the authors. The most common missteps in interacting with teenagers, they instructed me, result from the conflict between parents maintaining their right to know what goes on under their roof and teenagers striving to guard their privacy. When a child is younger, they write, every decision centers around the parents. But now, as Ms. Fox told me, "often your teenager is in this circle that doesn't include you."Ms. Fox and Ms. Frankel acknowledge that teenagers can be quick to interpret their parents' remarks as negative or authoritative and respond with aggressiveness that masks their defenselessness." What we want above all is your approval," they write. "Don 't forget,no matter how much we act as if we don 't care what you say, we believe the things you say about us."56. ln the second paragraph, Kids Are From Mars, Parents Are From Venus is mentioned because _______.A. it disapproves of opinions in Breaking the CodeB. it shares the same theme with Breaking the CodeC. it employs the same language style as Breaking the CodeD. it ranks right after Breaking the Code among self-help guides57. With their book, Ms. Frankel and Ms. Fox _______.A. declare teenagers' rightsB. remind parents of teenagers' misstepsC. help parents know teenagers betterD. arouse much disagreement from the public58. What often leads to conflicts between parents and teenagers based on the passage?A. Teenagers' defense of their privacy.B. Parents' striving to instruct teenagers.C. Teenagers' refusal to follow experts' advice.D. Parents' dislike in teenagers' attitudes to life.59. What can be learned from the last paragraph?A. Teenagers always rush to judgement on others.B. Parents often seek to create an authoritative image.C. Parents' opinions about teenagers matter much to them.D. Teenagers feature good comprehension and defenselessness.(B)Not too hot, not too cold. Spring is the perfect time to visit Europe for ideal weather. The best European countries to visit in the spring include: France, Netherlands, Slovakia, Romania, Czech Republic and so on.FranceOne of the most tourist-packed countries in Europe, France offers lesser crowds and more excellent weather during the spring months. Just outside of Paris are the impressivecastles and country houses of Sceaux, where the cherry blossom can easily be seen in spring. NetherlandsThe Netherlands is well-known for its vast fields of flowers, making spring a perfect time for a Dutch holiday. The tulip fields in the Noordoostpolder are a must, as well as flower fields in Flevoland and Kop van Noord-Holland. In Veluwe National Park, tourists will be rewarded with the sight of red deer eating grass. A trip to the Netherlands would, of course, be incomplete without a visit to Amsterdam. The lesser crowds and lovely weather of spring make it the perfect time to explore Amsterdam’s canals.SlovakiaSlovakia is a wonderfully diverse country with rich cultural history and awe-inspiring natural sies. Slovak Paradisc is a natural park that offers 19 nature reserves and over 350 caves. Due to its hot summers and cold winters, spring is a perfect time to explore all that Slovakia has to offer.RomaniaRomania hosts a variety of great cultural sites and lively cities, especially attractive during spring months. The Statue of King Decebalus, a 141-foot-high upper part of Decebalus carved into the side of a rock, is a wonderful attraction. Brasov Old Town is one of Europe's most charming destinations for those looking to escape the capital city of Bucharcst.Czech RepublicDue to its impossibly preserved Gothic architecture,Prague is widely regarded as the most impressive city in Europe. As such, summertime will be characterized with crowds that can ruin the romance with which you should experience Prague. May in the Czech Republic offers perfect not-too-hot, not-too-cold weather. This makes for ideal conditions to cross Charles Bridge and tour Prague Castle.60. If one wants to appreciate flowers, he will most probably go to ______.A. FranceB. NetherlandsC. RomaniaD. Czech Republic61. According to the passage, the best destinations for tourists interested in architecture are______.A. France and RomaniaB. Romania and SlovakiaC. Slovakia and Czech RepublicD. France and Czech Republic62. What can be learned about the countries mentioned in the passage?A. They are packed with more crowds in spring than in other seasons.B. Tourists can travel in ships when visiting Romania and Netherlands.C. Travelers can catch sight of and feed wild animals in these countries.D. Slovakia is an amazing place where tourists can enjoy natural beauty.(C)lt's 2076 and the skies are looking decidedly milky. On windy plains and in parts of the seas that have been turned over to wind farms, a different kind of tower has been built alongside the turbines (涡轮).They take in CO: out of the atmosphere. Vast parcels of land have been given over to forest. Trees are grown, harvested and burned for energy in power plants that don't let CO: escape to the atmosphere. Instead, emissions are captured and driven underground. Powdered minerals are put into the water to absorb CO: and reduce ocean acidification.All these technologies are a desperate action to reverse more than two centuries of greenhouse gas emissions. But they are not entirely up to the task and, anyway, we are still releasing greenhouse gases. "l think it's very likely that in 60years we 'll be using both technologies," says John Shepherd of the University of Southampton, UK. He is referring to the two flavors of geo-engineering: absorbing CO2 out of the air and using a sun shade to reflect some of the sun 's rays back out into space.There is no denying that climate talks are going too slowly and not so smoothly. Even if industrial emissions were to drop rapidly—a big if —some sections pose an intractable problem. We have no real replacement for aero plane fuel and feeding people demands intensive agriculture, which accounts for a quarter of global emissions.Computer models suggest there will be winners and losers. While a sunshade could lower global average temperatures to pre-industrial levels,there would be regional differences.Northern Europe, Canada, Siberia and the poles would remain warmer than they were, and temperatures over the oceans would be cooler. Global warming is predicted to make wet regions wetter and dry ones drier. Models suggest a sunshade would correct this, but, again, not in a uniform way.Shepherd fears all this will feed into international arguments. He imagines some kind of global council where governments seek a climate that meets their needs. Some might prefer a slightly warmer temperature, for tourism or agriculture. But nations whose coral reefs(珊瑚礁)draw in visitors will probably want more CO2 absorbing technologies.In spite of all these concerns, most scientists hold that revolutionary technology and people's awakening can shine a light on solutions in ways that are impossible now. There is undoubtedly a long way to go when we address problems facing mankind, but we can always anticipate something.63. What is described in the first paragraph?A. Future scenery and farming methods.B. The development of transport technology.C. The serious pollution problem in the very near future.D. Future technologies to reduce greenhouse gas emissions.64. The word "intractable" in paragraph 4 most probably means “______”.A. solvableB. untypicalC. trickyD. existing65. It can be inferred from the passage that ______.A. climate talks haven't achieved the expected resultsB. industrial emissions will decrease greatly in 60 yearsC. technologies to reduce CO2 emission aren't used properly for nowD. sunshades outshine intensive agriculture at capturing CO2 emissions66. What is the main idea of the passage?A. Effective CO absorbing technologies have come into wide use.B. With greenhouse gas reduced, global warming can be addressed.C. Future climate will improve with human efforts but threats still remain.D. Future climate will restore to a normal state with advanced technology.Section CDirections: Read the following passage. Fill in each blank with a proper sentence given in the box. Each sentence can only be used once. Note that there are two sentences more than you need.The Enduring Appeal of Peter Rabbit“I don 't know what to write to you, so l shall tell you a story about four little rabbits, whose names were Flopsy, Mopsy, Cottontail and Peter," wrote Beatrix Potter, an English writer, illustrator, natural scientist, and conservationist in1893, in a letter to a little boy who was suffering from a serious infectious disease.Like many children-story authors, Potter was not a writer by profession. Her chief enthusiasm was natural history. Childhood family holidays in Perth shire and the Lake District had given her the freedom to experience the natural world first-hand. 67______ Owing to Potter's illustrations, the humanized rabbits seemed to exist in a recognizably real place. As Potter once admitted, the “careful botanical studies of my youth" informed the reality of her fantasy drawings. 68______ In these images, Peter in the vegetable garden ate radishes (萝卜) or jumped off the wall.The Tale of Peter Rabbit was first published by Frederick Warne in 1902. 69______However, Warne disagreed. Only after Potter had the book privately published did Wane change his mind. It was an immediate success, much to Potter's surprise." The public must be fond of rabbits! What a shocking quantity of Peter," she said. The original tales, under the Warne imprint, are still available today.70______ In 1903, she registered a Peter Rabbit doll, making him the first fictional character to be made into a patented stuffed toy. After that, there were licensed wallpapers, board games and painting books. She earned large amounts of money. After her death, almost all her property was left to the National Trust.IV. Summary WritingDirections: Read the following passage. Summarize the main idea and the main point(s) of the passage in no more than60 words. Use your own words as far as possible.71. Any Problem with New Job Titles?CEO, marketing director, lead writer, sales associate...Employees' roles have generally been defined with these straightforward terms. They communicate essential employee details such as job function and seniority and make sense to employees and employers alike. But now new titles are found in the changing world of work. Fancy but u nclear labels like “chief visionary officer” or “business development guru" come into our view, making the traditional system seem rigid. will there be problems?In general, traditional job titles are clear and indicative of the employee's seniority and responsibilities. For example, it's largely accepted that assistants arc below associates, who are below directors, who are below vice(副的) presidents, who are below CEOs. But these new job titles are meaningless outside an organization, at least in some people's view. A recruiter(招聘人员) may not be able to identify the right candidates based on their previous working experience. Besides, having an extremely uncommon word in a title may give a job hunter difficulty in explaining his past job to future recruiters, according to Adrjan, director of an economic research. That means both employees and employers could suffer.Yet, from another perspective, altered job titles can help make an employee feel more valued and better empowered in a company. "They massively boost your confidence,” says Hughes, who works as “head of hype and culture" at an advertising agency. "They put faith in your competence, creating an environment in which you can grow and develop. "And fromthe companies' standpoint, they want to convey the message that they are trying to treat their staff in a more respectful way. For example, if they use “people" instead of “human resources" in a title, they signal that they value individuals as customers and partners rather than resources to exploit.V. TranslationDirections: Translate the following sentences into English, using the words given in the brackets.72.表弟已经康复了,约他一起爬佘山怎么样? (how about)73.在这部电视剧中,他的表演浑然天成,备受赞誉。
1 Scope 范围This document presents a screening procedure, based primarily on the use of dimethylglyoxime, for the detection of nickel release from items that come into direct and prolonged contact with the skin.本文献提供了主要利用丁二酮肟快速测试直接及长期接触皮肤的样品的镍释放测试方法。
2 Reference 参考文献PD CR12471:20023 Reagents 试剂All reagents shall be of pro analysi grade or better.所有试剂为分析纯或分析纯以上级别。
3.1 Deionized water去离子水3.2 Ammonia solution, about 10 % (m/m) NH3氨水,~10 % (m/m) NH3NOTE - This solution may be prepared from a more concentrated ammonia solution;for example, one containing 24 % or 30 %(m/m) NH3.这种溶液可由浓氨水稀释得到;如由24%或30%浓氨水稀释而得。
3.3 Sodium chloride, NaCI氯化钠,NaCI3.4 Lactic acid, CH3CHOHCOOH, ρ = 1,21 g/ml, > 88 %乳酸,CH3CHOHCOOH,ρ = 1.21 g/ml, > 88 %3.5 Urea, CO(NH2)2尿素,CO(NH2)23.6 Dimethylglyoxime, C4H8N2O2, 99 %, or test strips for the detection of nickel,containing dimethylglyoxime or other colorimetric reagent(s) withapproximately equivalent selectivity and sensitivity to nickel.丁二酮肟,C4H8N2O2 ,99 %, 或含有用来检测Ni的丁二酮肟的试纸或其它的具有与Ni 测试等同选择性和灵敏度的显色试剂。
机器人对我们的生活好处英语作文全文共6篇示例,供读者参考篇1Robots Are Really Cool and Helpful!Hi there! My name is Timmy and I'm 10 years old. Today I want to tell you all about how awesome robots are and why they make our lives way better. Robots are just the coolest things ever if you ask me!First of all, robots can do tons of jobs that are too hard, dangerous or boring for humans. Like cleaning out toxic waste - no kid wants that smelly job! But robots don't mind at all. They can go into areas with bad chemicals or radiation and not get hurt. How neat is that? Grown-ups also use robots to explore places too deep in the ocean or too far into space for people to go. Those little rovers on Mars are super robots!Robots also make loads of our stuff in factories nowadays. They can build cars, phones, toys and more way quicker than we could. And they never get tired or need breaks! Robots' arms and tools are so precise too. I tried building a model rocket once and it was soooo hard. But factory robots can put together tiny partsperfectly every single time. That's why our gadgets are sowell-made now.Maybe the best robot jobs though are helping people out. Robot surgeons can do safe operations way better than a human doctor's hands. Or if someone's sick or old, there are amazing robot nurses and helpers to take care of them. My grandpa has a robot that reminds him to take his medicine and can even call an ambulance if he falls down. How cool is that?I also think it's awesome how robots are being made to go places we can't even imagine. Like exploring underground caves, shipwrecks at the bottom of the sea, and even volcanoes! One day they'll probably go to other planets and stars for us. Just think of all the discoveries we'll make with robots as our eyes and hands out in the universe. Wow!Of course, robots are fun too, not just for work. Have you seen those awesome robot toys and games? I got a mini robot dog for my last birthday that could walk, bark, and do tricks. You can even get big human-sized robot suits to play in nowadays! How crazy is that? And the future is going to have house robots to clean for us, cook our meals, and play games. A robot chef to make my dinner and dessert every night? Yes please!Some kids might be scared robots will take over and get too smart. But I don't think we need to worry. Programmers and engineers are making sure they have strict rules to be safe and obey orders. As long as we're careful, robots are our super cool friends that make everything easier, not villains from a movie.To sum up, robots make our world a million times better in every way! They protect us, build our stuff, make discoveries, and even let us have more fun. I'm crossing my fingers for my own personal robot buddy as soon as I'm old enough. A boy can dream, right? Thanks for reading my essay, robot supporters! The future's going to be an awesome robot revolution!篇2Robots are Awesome!Have you ever seen a robot in real life? They are just the coolest things ever! Robots can do all sorts of amazing jobs that help make our lives way better. I'm going to tell you about some of the awesome things robots can do.First off, robots are super strong and can lift really heavy things. My dad has to move heavy boxes and equipment at the factory where he works. It's hard work that makes his back sore. But they have these big robotic arm machines that can pick uphuge loads without even breaking a sweat! Since the robots do the heavy lifting, it prevents workers like my dad from getting injured. How neat is that?Robots also work in jobs that are too dangerous for people. Like cleaning up toxic chemical spills or going into areas with deadly radiation. Instead of putting people at risk, we can send in special robots to handle those hazardous tasks. There are even robot firefighters and police robots that can go into burning buildings or disarm bombs without putting brave firefighters and police in harm's way. Robots save lives!Some robots even help doctors perform surgery. My neighbor had to get her knee replaced and the surgeon used a robot arm to do it. The robot was able to make very precise cuts and movements that a human hand can't do as accurately. That helped her recover from her surgery faster with less pain. Pretty awesome if you ask me!Robots are also really good at doing repetitive, boring jobs over and over without making mistakes. Like building cars and electronics. Humans get tired and mess up sometimes, but not robots! They just keep working exactly the same way every single time. That helps companies make higher quality products without defects.Speaking of quality products, some robots even help assemble things like computers and phones. Their little robot hands are able to carefully put in all the tiny parts and solder all the connections perfectly every time. If a human tried to build something that intricate, they'd probably make lots of mistakes. Not robots though!Robots don't just work in factories either. There are lots of robots that help out in our houses and daily lives too. Like the robot vacuums that automatically clean floors and carpets without you having to push a regular vacuum around. Or robots that can mow the lawn and do yardwork for you. No more chores, woohoo!Pretty soon, self-driving robot cars are going to be everywhere. Instead of having to pay attention to driving, you'll just tell the car where you want to go and kick back and relax. Or sleep, study, watch videos - whatever you want! No more stressful driving or traffic jams. The robot car will get you there safely while you chill out.Can you believe some robots can even do creative things like paint pictures, write songs, and choreograph dances? I'm not sure how they do it, but it's incredible. Robots are smarter thanwe think! I have this little robot buddy that tells funny jokes and plays games with me. He's basically my awesome robot friend.I haven't even gotten to the best part yet - robot helpers! Lots of elderly and disabled people struggle with everyday tasks like getting dressed, cooking meals, cleaning their homes, and other basic self-care activities. But friendly assistant robots can stay with them and do those jobs for them. It allows those people to live more independently instead of having to go to a nursing home. Robots can vastly improve their quality of life.As you can see, robots bring us so many amazing benefits already, and that's just the start. Pretty soon, robots are going to help out in even more ways we can't imagine yet. Like maybe robot teachers, robot construction workers, or robots that explore other planets for us. How cool would that be?!Some people are afraid that robots will take over all the jobs and there won't be any work left for humans. While I can see why they might think that, I don't believe it's true. Robots are really important helpers, but there will always be jobs that require human skills like creativity, problem-solving, managing others, and thinking in new ways. Robots can't replicate human intelligence completely. Yet.Plus, as robots keep helping us and doing more of the hard, boring jobs, it will allow humans to focus on starting new companies, making new inventions, having more leisure time, and generally improving life on Earth in ways we haven't even thought of yet. Robots create opportunities, not just take away jobs.In my opinion, robots are one of the most incredible inventions ever made. They make our lives so much easier, safer, and more fun in a ton of different ways. I can't wait to see what awesome new robots get invented next! The future is going to be amazing with robots helping build it. Maybe I'll even get a job designing or programming robots when I grow up. How cool would that be? Robots are simply the best!篇3Robots are super cool machines that can help make our lives way easier! You've probably seen robots in movies or TV shows, but they aren't just for entertainment. There are robots all around us helping in so many ways. Let me tell you about some of the awesome things robots can do!First off, robots can do jobs that are too dangerous for humans. Like if there's a fire or an explosion, firefighter robotscan go inside burning buildings to help put out the flames without putting people at risk. There are also robot rovers that can explore other planets like Mars. That's way too far for a human to travel! The rovers take pictures and collect rock samples so scientists can learn all about those distant worlds from the safety of Earth.Robots also work in factories to build stuff like cars, electronics, and toys. They can lift really heavy objects and do the same movements over and over without getting tired or making mistakes. This means products get made faster and don't have defects. Isn't that neat? Robots on assembly lines help make the things we use every day more affordable too.In hospitals, surgical robots operate on patients with extreme precision. The robot arms can get into tiny spaces and see better than human eyes. This helps surgeries be less invasive and gets people healthy again quicker after an operation. Pretty amazing if you ask me!Did you know robots even work underground? Mining robots can go deep into caves and mines to collect valuable minerals and resources that we need for modern life. This job is way too risky for people, so robots are life-savers when it comes to mining.Okay, but robots don't just do heavy-duty work. They can also be super fun! You've probably played video games or used apps that use artificial intelligence (that's like the robot brain!). The AI can learn your habits and preferences to make the game or app work better just for you. How cool is that?Some robots are designed to be friendly companions too. Maybe you've seen videos of cute pet-like robots that can play, dance, and interact with humans. Elderly people or kids with autism can really benefit from having a robot buddy to keep them company. I know I'd love a robot pal!Another wonderful use for robots is helping people who have disabilities or injuries. There are robot prosthetic limbs that can move and respond like a real arm or leg. Think of how much that can improve someone's quality of life! Robots can also assist people by doing household chores, getting them dressed, or even feeding them. It gives disabled or elderly folks more independence.But my absolute favorite robot helpers are ones that clean! We have a robot vacuum at home and it's the best. That little guy zooms around picking up dirt, dust, and pet hair without me having to life a finger. Mopping robots are great too. They canwash floors all by themselves. No more spending your weekend doing chores!As you can see, robots provide so many benefits to our world. From keeping us safe to making work easier to just being fun companions, robots are here to improve our lives in countless ways. I can't wait to see what other amazing robot inventions the future will bring!Of course, with anything new there are bound to be challenges too. Some people worry that robots will take over human jobs. Others are concerned about privacy if robots start gathering too much personal data about us. There are also questions about how to keep robots secure from hacking.But I believe the good robots can do far outweighs the risks as long as we're responsible. We just need to be smart about designing and using robots in a way that benefits humanity and follows ethics. With the proper rules and guidelines in place, robots can only make our lives more awesome!So while robots may have started in science fiction, they are now a non-fiction reality enhancing our daily lives. From exploring other planets to automating our chores, robots working alongside humans can help create a healthier, safer, andeasier world for all of us. I'm excited to see robots become an even bigger part of our future!篇4Robots are Awesome!Hi there! My name is Jamie and I'm 10 years old. Today I want to tell you all about how cool robots are and how they help make our lives better. Robots are so awesome, I can't even begin to describe how excited I get thinking about them!First off, robots help us do jobs that are too hard or too dangerous for humans. Like, say there is a big fire or a building collapsed. Sending in human firefighters and rescuers could be super risky. But we can send in special rescue robots instead! These robots can go into areas that aren't safe for people. They have cameras so we can see what's going on. Some even have big strong arms that can move heavy objects to help rescue people. How neat is that?Robots also let us explore places that are basically impossible for a person to go. You know those pictures of Mars and the moon that scientists and astronauts get? A lot of those are taken by little rover robots driving around up there! There are even underwater robots that take pictures and video of thedepths of the ocean. No human could survive the crazy pressure down there! But robots can, and they bring back amazing footage.Another awesome thing robots do is help out in factories and with construction. Humans used to have to do all the heavy lifting and repetitive tasks like tightening bolts or welding pieces of metal together. That was really hard work! Now we have big robotic arms that can do a lot of that labour for us. They never get tired and can keep working all day and night long.Speaking of working hard, robots even help out on farms nowadays! There are big automated tractors that can plow fields and harvest crops without a human driver. That's so cool! Robots also help take care of farm animals by miking cows, collecting eggs, and all that stuff. With robots pitching in, farmers can get a whole lot more work done.My favourite robots of all are probably the ones that help people who are disabled or sick though. There are robot arms now that people who can't use their own arms properly can control with their mind! That's some real sci-fi stuff right there. But it's true! So cool.There are also little robot helpers that can carry things, open doors, and do little chores around the house for people whohave a hard time getting around. Aww, I just love those helpful little robot buddies!And you know those little robot vacuum cleaners that can scoot around your house sucking up dirt and dust while you're out? My grandma has one and she says it's the best thing since sliced bread! No more having to push around a big heavy vacuum. The robot does all the work for her. Nana loves her little robot vac!Robots are also becoming really popular helpers in schools and hospitals too. Some schools have little robots that can teach kids lessons, read books to them, or just play educational games. At my school we have a big videoconferencing robot that lets kids who are too sick to come to class virtually attend from their hospital rooms. A robot with a screen for a head shows the sick kid what's happening in the classroom, and the kid can talk through the robot too. That way they don't miss out on any of their lessons!In hospitals, robots can help by delivering medications or supplies, cleaning rooms, and even assisting during surgery! Surgical robots have these amazing precise robotic arms that can cut and stitch better than a human surgeon's hands. And thesurgeon controls those arms through a computer, so it's like having a robot doctor helper!I could go on and on, but those are just some of the ways robots make our lives so much better and easier. Who wouldn't want a robot friend to help out? I know I'd love to have my very own robot buddy. One that could help me with my chores and homework. Maybe even play video games with me! Haha, a gamer bot – how cool would that be?Robots are just the start too. In the future, we'll probably have super advanced AI robots that are smarter than any human.I can't even imagine what all they might be capable of! But I do know one thing – the future with robots is going to be amazing. I can't wait to see what sorts of awesome robots get invented next. Maybe I'll even get to have a pet robo-dog someday! How neat would that be? A robot puppy that never has to be house trained or fed. Just powered up with a battery! I'm totally asking for one for my next birthday.Well, that's all I've got for now. Robots are just the coolest thing ever in my book. Thanks for letting me tell you all about why I love them so much! Peace out, robot fans!篇5The Benefits of Robots in Our LivesHi there! My name is Jamie and I'm a 4th grader. Today I want to tell you all about robots and how they can make our lives better. Robots are really cool machines that can do lots of different jobs and tasks for us humans.First off, robots help us in factories by building things like cars, computers, toys and so much more. They can put all the little parts together super fast without getting tired. Robots never need breaks and can work 24/7! My dad works at a car factory and he says the robots there are amazing. They can weld metal pieces together perfectly every time. That helps make the cars safer for us to drive.Robots also help out on farms all over the world. There are robot arms that can pick fruits and vegetables really quickly. That means farms can harvest more crops with less people working there. Pretty neat! Some robots can even milk cows or herd sheep. I saw a video of a robot gently milking cows and the cows didn't seem to mind at all. The robot was much quieter and gentler than a person milking them.Did you know there are also tiny little robots that doctors use? They are called nano-robots and they can go inside people's bodies! These little robots can help figure out what ismaking someone sick. Or they can even deliver tiny amounts of medicine right where it needs to go. Isn't that incredible? Nano-robots are doing such important work in hospitals.Some robots are built just for exploring and going to places humans can't easily go. There are robots exploring the depths of the ocean and studying marine life up close. Other robots have gone up to Mars and taken lots of pictures and readings from that planet. We're learning so much about our solar system thanks to robots. I dream of becoming an astronaut when I grow up so I can work with cool space robots!Robots even help out around the house in some special homes. There are robot vacuum cleaners that can automatically clean all the floors for you. No more pushing a heavy vacuum around! And there are robot lawn mowers that can cut your grass on their own. Maybe someday there will be robots that can do the dishes and laundry too. Wouldn't that be awesome?Of course, robots aren't perfect. Sometimes they can malfunction or break down if they aren't maintained properly. We also need to be careful that robots don't take over every single job that humans do. That could put a lot of people out of work! But overall, I think robots are really useful helpers that are making our world better and more efficient.I love learning about all the amazing things robots can do. From driving cars on mars to washing windows on skyscrapers, robots seem capable of just about anything! I'm excited to see what new robot inventions will come along in the future. I bet they will be able to do even more incredible tasks that we can't even imagine yet. Thanks robots for making our lives so much easier! You're the best!篇6The Benefits of Robots for Our LivesRobots are really awesome! They can do so many cool things to make our lives easier. My favorite robots are the ones that vacuum the floors and mow the lawn. I don't have to do those boring chores anymore thanks to robots!Some robots are like helpers around the house. They can load the dishwasher, fold laundry, and even cook simple meals. Wouldn't it be so neat to have a robot chef? Maybe it could make pizza or tacos anytime I wanted. Yum!Other robots work in factories to build cars, computers, toys, and all sorts of products. The robots can put the pieces together much faster than people can. They make manufacturing very efficient so we can have more affordable goods.Robots are also great for exploring places that are too dangerous for humans. Some robots can swim deep underwater to study marine life and shipwrecks. Other robots can fly to other planets or soar through the air taking pictures. We can learn so much about our world and universe by sending robotic explorers.In hospitals, robots assist doctors and nurses with surgery. The robots have very precise robotic arms that can operate while the doctor controls them. This allows surgeries to be less invasive and have quicker recovery times. Isn't modern medicine incredible?On farms, robots can plant seeds, water crops, pull weeds, and even harvest fruits and vegetables. Farmers don't have to work as hard thanks to agricultural robots. Plus the robots can optimize crop yields through precise data analysis. More food for everyone!Robots even help keep us safe and secure. Police and military robots can defuse bombs or investigate potentially hazardous scenes before sending in people. Some robots patrol borders or monitor traffic signals too. Maybe someday friendly robot officers could walk the neighborhoods!Of course, robots are also tons of fun as toys. Baby dolls, pet robots, remote control cars and drones make great playthirts. My favorite is my robot building kit where I can make my own customized robot! I've made robots that can dance, play music, and even tell jokes. I want to be a robotics engineer when I grow up so I can design the next generation of awesome robots.There are robots everywhere nowadaps helping to improve our lives. Robots can go places we can't, do things we can't, and make processes more efficient. As technology keeps advancing, robots will likely become evensmarter and more capable assistarts for humanity.I think the future is going to be so cool with robots as our friends and helpers! They can take over the dull and dangerous jobs so we have more time for fu and relaxation. Just imagine having a personal robot butler to cook, clean, and handle your chores. Maybe robot drivers could chauffeur us around inself-driving cars someday too!As long as we pumanoids treat robots with respect and not abuse them, I'm confident robots will be a great boon to society. We just need to be responsible in how we design and use robots. With the right programming, robots will eidelile to stay safely in service to humanity's best interests.Robots are simply amazing machines combining technology, engineering, and artificial intelligence. I can't wait to see what awesome new robot inventions people come up with next! Perhaps some day in the far future, human-like robots could even become our equals or companions. For now, I'm just happy to have robots around to make chores easier and life more fun. Three cheers for robots!。
towerreactorfluidfluid characteristicsgas-holderbibbPiping componentPipeFittingBendFlangeGasketPiping SpecialtyEnd ConnectionWeldingVarieties of WeldingType of WeldingWelding PositionDefects of WeldingHeat TreatmentConventional Heat Treatment Surface Heat Treatment InspectionTestFerrous MetalNon-metallic MaterialPiping Material Specification Material Take-off45°lateralEquipment NameVesselPipe Supports and Hangers Attachment of SupportType of Pipe Support spectacle blindquarter bendlong radius elbowdouble bevel grooveL-type supportO-ring“S”bendT-boltT-type strainerT-barcombination U and V grooveU-bolt“U”bendX-ray radiographydouble V groovey-type strainergamma radiographysafety factorerectionammonia gasreinforcing saddlessaddlefemale faceAustenitic stainless steel austenitic stainless steel pipe octagonal ring gasketdrawingcrateissueofficehalf couplingsemi-killed steeltracing pipetracing steampackingsaturated steamcold insulationhot insulationinsulation blockquoted pricequotationrupture diskexplosive weldinglimit of explosionnorthspare partsstand-byback to backstyrene-rubberpump housescalespecific heatspecific gravitywall thicknessschedule numbergratelightning preventeritemizeditemized equipmentflat nuttransmittertransformer roomelevationtitle blockstandardstandard pipe supportstandard drawingsurface preparationacrylonitrile-butadiene-styreneacrylic resinwave crestwave troughcorrugated metal gasket with asbestos inserted corrugated metal gasketbellow expansion jointglassglass clothglass tubeglass woo1gage glassBirmingham wire gagePoisson ratiomake-upreinforcement padstainless steelstainless steel pipeBrinell hardnessdepartmentbill of materialmaterial status reportProcurement; Purchasepurchase specificationpurchasing specification summary sheet referencereference drawingresidual stresschannelslot weldinggroove facegrooved metal gasketsketchthermo-paintblanklong radius returnslotnormally closednormally openvendor quotationvendor coordinative meeting future areafree on truckover-dimension cargo ultrasonic test superimposed loadclarifiersettlercountersunk screwlined pipeproductproduction design phase package unitcontractionsocket weldedsocket welding endsocket welding flange sockoletbell endgravity settlerorange colourendurance limitserratedfinshock loadimpact testimpact valueflush valveevacuationoutletcenter line of discharge preliminary stagefree on boardwindowblow-offsoot blowerpurgeperpendicularvertical installafion verticalalkyd enamelenamelmagnetic particle test roughnessstrainercoarseexpeditingbrittlenessquenchingextractoralignment tolerancemismatchlap weldinglapped jointlarge end threadlarge end plainbarometric legatmospheric pollutionatmosphereover haulcode numberside outlet elbowasbestos rope with inconeleye rodhinged expansion jointtied expansion jointpin with holebase teebase elbowstrap clampholdsingle bellowbendsingle U groovemonomersingle actionpacked slip joint spring washerspring hangerspring steelspring constant hangerresting type spring constant support spring supportresting type spring supportspring constantspring bracingelastic limitmodulus ofelasticitylightnitrogencanduitthermal conductivity factorconduit tubeguideroadstraight teestraight crossplasma weldingisothermal quenchingisothermal annealinglow alloy steellow-carbon steellow pressurelow pressure steambase plateflat on bottomprimary coatanchor boltfloor drainground levelabove ground pipingsloptankunder ground pipingearthquakeseismic loadseismic co emc ientprimary valvespot weldingpittingelectrical tracingarc weldingelectro corrosiontelephoneelectric heatercable trenchcurrentelectrical panelcapacitanceelectric-fusionelectric fusion weldingwirevoltageelectroslag weldingresistanceelectric resistance weldingelectric-resistance welded steel pipe backing weldspacertype of gasketwasherlifting lughangerhoisting beamdaviterection openingregulating valvequenching and temperingwing nutnitrile butadiene rubbertop plateJack screwflat on toppurchasing orderlocationtack weldpreset piecesdowel pindirectional stoplimit stopeastdynamic loaddynamic analysisplugplatingchromium-plated, chrome-plated galvanized steel pipe galvanized plain sheet galvanized wiregalvanized wire meshshort radius returnshort radius elbowshort codenipoletnipplereduction of areasection modulusslack quenchingforged steelwrought-iron pipeswageforgingforged valveforged steel clevisreducing swagebuild up weldingsymmetricbutt weldingbutt weldedbutt welded end welding neckflange welding neck collar convection section alignmentmultiple bellow multiport valve trunnionsecondary stresstwo-axis stopfoaminghair feltvalve pitflanged endblind flange, blind protective discflange facingfacing finishflangedlapped pipe end reactionsquare washersquare barsquare nutsquare head bolt orientationdirectionexplosion door moisture-proof packing winterizingcorrosion inhibitor anti-corrosive paint fire-proofingfire dooranti-sweatwater-proof packing rust-proof packing antirust paintventvent valvevent holenon-metallic gasket unpaved area nonferrous alloynon-rotary valvewaste heat boilerrimmed steelvictaulic couplingsubcontractorDecibelseparatorkey plananalytical engineering phaseanalyzer roommolecular sievephenolic paintincineratorwind loadwind velocityback run weldingpeak stresscrevice corrosionfuran resinfluoroplasticssymbolradiant sectionauxiliary boilercorrosioncorrosion testcorrosion allowanceappendant displacement; externally imposed displacement appendixaccessoryclad steelclad pipedry gas-holderdryerinduction hardeningrigidrigid hangerplatestrap steelsteel pipesteel pipe flangesteel ringsteel structuretop of steelreinforced concrete constructioncableleverhigh silicon cast ironhigh alloy steelhigh strength steelhigh-carbon steelhot quenchinghigh pressurehigh pressure steam isolating valvepartition wallinsulationsound insulation chromium steelchrome-molybdenum steel chromium-nickel steel inconelfeed water heaterroot valveroot gaproot crackincomplete penetration locker roomplantshop weldplant northplant limitengineering specification engineering manual engineering drawingtool steelman-dayman-hourindustrial waste water process airprocess flow diagram process gasprocess waterprocess liquidI-beamworking procedureworking pointworking loadoperating temperature operating pressure nominal pressurenominal diameterutility flow diagram metric ibreadpower factortapped; tappingsuppliercopolymerresonancethroughboaom of trenchmemberestimated priceestimatefixed saddlefix pointanchornatural frequencynatural frequency mode client; customer observation door, peep door pipe attachmentpiping layoutpiping arrangement plan piping classclass designationpiping attachmentpiping andline spanpiping flexibility analysis piping designpiping requisition sheet piping studypiping elementpiping support drawing bouom of pipetop of pipespool piecesleeperpiping trenchline spacingfitting to fitting coupling, full coupling clampshellnozzlelist of nozzlesnozzle orientationpipe rackpipe threadcapshoenetwork of pipespiping systemline listpipetubeinvertmoment of inertiaclosetgroutinggroutingdrumtank yardsmoothsmooth raised faceplanning stagecalcium silicatealuminosilicate fiberkieselguhrrolling supportboilerboiler feed waterfilterethylene perchloride paintsuperheated susceptivitysuper heatersuperheated steamover-sea mean levelburn throughwelding plate flangewelding endsymbol of weldwelded steel pipewelding procedure qualification test welding inspectionweld crackweldingiinebranch pipe welded directly to the run pipe weldoletoverlapwelding wirewelding electrodesynthesis towersynthetic rubberalloy steelalloy steel pipestructural alloy steelloadload caseconstant hangergirderredafter coolerpit; cratersliding saddlesliding supporttackle-blockseptic tankchemical analysis chemical cleaning chemical sewagering joint circumferential band ambient temperature ambient temperaturering joint faceeye boltring joint metal gasket flat ring gasketcirele bendepoxy, epoxy resin epoxy resin paintknock out drumheat exchangeryellowbrassgreygrey cast irontemper brittleness direct-fired heater recoverytemperingrotary kilnsummary sheetinter department check mixing valvemixertop of concretelive loadunionflareflare gasflame surface quenching maehine bolt mechanical vibration foundation; footingbasic designexcitationpolar moment of inertiadead-soft annealingultimate strengthquenchercatch basindrip legdrip valvelumped massextrudingmeasuring tankcomputer aided designcalculation sheettechnical specificationextra heavy, extra strongfeed tankstiffienerreinforcing ringheatercleatelastomer with cotton fabric insertionspiral-wound metal gasket with asbestos fillerelastomer with asbestos fabric insertionelastomer with asbestos fabric insertion and with wire r jacketed line, jacketed pipingjacketed valveslag inclusionmethanatortop of supportintermittent weldingdesuperheatersnubberdamping deviceshear stressinspection holeinspectionpart humbetconstructionbuildingkeyalternating stressdelivery orderalternating currentadhesivegussetangle steelhexagonal steel barfillet weldingangular rotationagitatorcontact corrosiongrounding; easthingearth lugreceivercontinue on drawingmatch linenodenode numberpitchcrystallizerbattery limit conditionoff sitemicroscopic testflat metal jacketed asbestos filled gasket clad; metal jacketing; cladding metalgas metal arc weidingmetal hosemetallic stuffingribfeedPTFE impregnated asbestos gasketTeflon impregnated asbestos packing intergranular corrosionfractionating towerfinished, finewellpurifiernet positive suction headnet weightstatic electricitydead loadlocal panelspot annealingsevere cyclic conditiondistancepolyurethanepolyurethanepolyurethane paintpolystyrenepolypropylenepolybutylenepolymerpolymethyl methacrylatepolyvinyl chloridepolyvinylidene fluoride polytetrafluoroethylenePTFE sliding platepolymerizerpolycarbonatepolyolefinpolyamidepolyethylenepolyester resinpolyester fibersabselute elevationroot mean squarehomopolymeras built drawingstart-upkick-off meeting; launching meeting cotter pintensile strengthbending strengthcompressive strengthhardenabilityadjustable cleatadjustable supportmalleable ironflammableair separation facilityair coolerairorificeorifice flangecontrol roomspanquick closing valvequick opening valvequick couplingwide flanged beammineral woolflaring testtension testtension stresshandrailbluecold-drawing seamless pipecold shortnessrefrigerantcold workingcold springcold flowcondensercoolingcooling towercooling towercold loadcold rollingforcemomentcouple of force vertical welding asphaltbituminous painttie plateconnecting rodtie rodhook up drawing interlocktop of beambeamboth end threadboth ends plain reformercritical pointcritical temperature critical pressure temporary load phosphor bronzeflow diagramflow metersulphuric acidradius of gyration hexagonal nut hexagonal head bolt floorstair; stair way funnelfurnace tubefurnacehalogen gas leak test shoulderaluminumalaminium sheet aluminum magnesium aluminum bronzegreenneoprenechlorinated polyvinyl chloride chlorinated polyethertapnutboltbolt circlethreadedthreaded endthreaded flangethreaded joint, pipe threaded joint threadoletspiral plate heat exchangerspiral welded steel pipehelical gas-holderstud boltbare iineRockwell hardnessMartensitic stainless steelmastic weatherproof coatingex wharfpulsationpulsating stressgross weightcliprivetAmerican standard taper pipe thread American wire gagedoormanganese bronzedensitysealing oilblanketareain-planefinishing coatout-planeface to facefire extinguishernomenclaturemodelbase metalmother liquorwoodwood blockwooden boxmolybdenum steelbevel for inside thickness inner ringinternal forcebevel for combined thickness internal pressure stressfire brickalkali-proof paintheat resisting steelincoloyheat-proof paintHastelloycorrosion resistanceacid-proof paintseismic classsouthdeflectionflexible tubenylon plasticcounter clock wiseurea resinnickel steelnickel copper alloyfreezing pointtorquetorsional stress concentrationdischarge valveexhaustblow downblowdown valveblow down tankdraindrain valvedrip ringdrain funnelpad type flangeby passby-pass valvefoam glassfoamed concretecellular polystyrenefoam monitorfoam hydrantfoam fire-fightingfoam stationswitch boardsubstation, switch roomcompanion-flangeejectorsprayerspray nozzleshelterborosilicate glassexpansion jointexpansion boltapproved for planningapproved for designapproved for constructionfatigue limitfatigue testeccentric reducerfrequencyflat gasketplain washerplain endflat weldingwelding-on collarflat metal gasketplanplatformparallelevaluationgroovebeveled endvacuum breakervacuum breakerpaving areageneral structure low-alloy steel general carbon steelspectrum analysisurushiol resin paintcylindergas welding; flame welding vaporizerporosityair tightness testfusion gas weldingcavitation erosiongas-shielded arc weldinggas analysisgaseous corrosiongas chromatographpneumatic teststeam drumleadwallsupport on wallblock valvecut to suittangent linebronzehydrogen embrittlementhydrogenvarnishclean outrequisitioningspheroid, spherical tankspheroids annealingspherical washernodular cast iron; nodular graphite iron ball type expansion jointarea limitzone iimityield pointyield limitsampling valvesampling connectionsample coolerfull jacketedflat face; full faceskirtfuel gasfuel oilthermocouplethermosetting plasticshot workingthermal expansion coefficienthot waterhot-water tracingthermoplasticthermal cyclethermal stressthermal stress analysisheat affected zonehot rollinghot-rolling seamless pipemanholepersonal protectionman-monthtoughesssolvent cementsolutionsolution storage tankmelting pointmelterflexibility characteristicflexibilityflexibility factorflexibility stressvisual inspectioncreep rupture strengthcreep limitinletcenter line of suctionhose valvehose connectionhose stationsoftenercork woodsoft waterlubricating oilsprinklerplug weldingtriangular support’teethree way valvebulk materialblisterflash pointflash drumuprisercaustic sodaburnerequipment listequipment item numberdesign specification summary sheet basic engineering design data design managerdesign temperaturedesign documentdesign response spectrumdesign pressuredesign scismic coefficientdesign notefacilitiesradiographic testchillerdarkapprovalcheck listnitridationchromizingchromized steelsoak-away pitaluminizingcarbonizationboostersanitary sewerpig ironsound intensitysound pressure levelsound sourceeconomizerfull water testhumiditywet gas-holderasbestos boardasbastos clothasbestos ropeasbestos fabricgraphite phenolic plasticsnaphthaageing treatmentemergency valvesight glasscommissioninghand-operated valvemanual and automatic inert gas tungsten arc welding handholewrought ironresindata sheetdata basequantityattenuation constantdouble extra heavydouble bellowcorrugated metal double jacketed asbestos filled gasket double jacketed gasketdouble U groovedouble offset expansion “U”double branch elbowwater traatmentwater hammerwater quenchingcold quenchingwater coolerwater-gas steel pipefinishing cementwater monitorwateringhorizontal installationhorizontalhydraulic testclock wisedescriptiongauze strainerTeflon tapcrossloose plate flangeloose hubbed flangelap joint flangeplasticplastic pipeplasticitysour gasarithmetical average roughness height gravel pavingtongue faceacetal plasticindexlock nuttitaniumcarbon steel pipecarbon steelmagnesium carbonateporcelain enamelceramicspecial flangespecial supporttrapezoid threadvolumeskylightnatural white rubber gasketnatural gasnatural rubberslip type expansion jointpackingstuffing box glandpacking boxcaulking materialskip weldingferritic alloy steel pipeshut-downventilating roomtypical pipe supporttypieal installation concentric reducercopperaccuracy of take-offbidlens gasketmale faceraised facestub endfiguredrawing numberlegendcoatingpaintingsurgingthrustannealingcradlestooldesulphurization reactor degasifierdemineralized water demineralizerdeaeratoroval ring gasketellipsoidal headbevel for outside thickncss outer ringexternal forceexternal pressure stress externally applied load bending momentbending testbending stresselbowelboletuniversal jointuniversal type expansion joint checkered platedouble-acting limit stophazardous area classificationhazardous area planmicro crackVickers diamond hardnessmaintenance roomincomplete fusion; lack of fusion displacementdisplacement stress rangedisplacement stressthermometerthermowellfileeddy current testcontaminationcontaminated rain waterseamless steel pipeinorganic zinc-rich paintnon graphited compressed white asbestos gasket non-destructive testingnon-itemized equipmentwestadsorbersuction valvesound-absorbingabsorberscrubbereye washer and showereye washer stationfine threaddownadvanced certified finalfiber reinforced thermoplasticsfield weldwire gagerestriction orificestopstopperlimit rodrestraintintersectionphasesweepoletdetaildetail designdetail design issueprojectjob No.proiect status reportproject managerbatterylimitinside battery limitproiect review meetingrubberrubber hoserubber tuberubber pavingstress relieffire fighting truckfire hose connectionfire waterfire pumphydrantsilencersilencernitric acidpinpinned shansmall end threadsmall end plaincheckbracingslant washermitre bendlatroletharmonic analysisleak testunloading valveshaped steelrevisiontrim to suitallowable stressallowable stress rangebattery roomcantilever supportcyclonesnow loadinquirycireulatloncooling water supplycooling water returncirculating waterflattening testpressure rating, pressure rating class classmanometerpressure balanced expansion pressure testpressure-temperature rating compressor housecompressed asbestos class gasket compression stressargon-arc welding,stackpercentage elongationductilityexcessive spatterrock woolbrinechlorhydric acidcolouroverhead weldingoxygenundercutownerliquefired petroleum gasliquid penetrant testlevel gaugeliquid chromatographhydraulic snubberprimary stressone end threadinstrument airinstrument panelapparatusinstrumental analysisethylene propylene rubber ethylene propylene diene monomer existing steel structurereducing nipple; swage nipple reducing flangereducerreducing couplingreducing teereducing crossreducing elbowcathodic protectionacoustic vibrationpotable waterstrain; deformationstrain energystressstress range reduction factur stress corrosioncoefficient of stress concentration stress intensification factor fluorescent penetrant inspection hardness testrigid foam rubberbraze weldinghard leadhard waterpermanent filteruserclient change noticehigh-quality carbon steeloil quenchingasphalt feltasphalt feltshielded metal arc weldingtoxicorganic silicon paintright hand threadrain watertroughembedded part; inserted plate preheatingpreheaterprefabricatedfabricated pipe bendmemberraw waterroundnessround steelround head boltcircumferential stress; hoop stress taper pintransportationon streamheating mediumreboilerreheaterregenerationregenering towerrecycleprflling towernoise levelrollingwrought-steel pipeviscositylighting; illumination corrugated bendpin holeperlitevacuumvacuum testtrue northamplitudekilled steelevaporatordistillation towersteam tracingsteaming outsteam condensatevapor pressureintegral pipe flangesolid metal serrated gasket normalizingpoint of supponstrutringsupport ringresting supportlugbranch connectionbosslegrun pipedirect currentladdershear lugpreparationdrawnmanufacturer; vendormass spectrometric analysis vermiculitemedium alloy steel neutralization tankinter coolerprocess annealingmedium-carbon steel centerlinecenter to endcenter to facecenter to centermedium pressuremedium pressure steamcounter weight hangerweightcritical pipingheavy oilperiodshaftisometric drawingbearingaxial movement type expansion jointaxial stressbead weldingmost frequent wind directionprincipal stressstorage roomtankcolumnpole type supportcast steelcastingcast ironcast iron pipecast valvedisciplineconverterpilepacking liststatus reporttaper pipe threadseal-welded taper pipe threaded jointdye penetrant inspectiondocumentationpurpleautomatic analysisautomatic submerged arc weldingself tapping screwself springself-sealingfreefree to slidefree vibrationconsolidated piping material summary sheet brownheader, manifoldheader valvegeneral plot planlongitudinal stresswalk way, gangway, access way routing studyflame arresterdamped vibrationassemblydrillcertified finalcoordinateorigin of coordinate塔反应器流体流体特性气柜(水)龙头管道组成件管子管件弯管法兰垫片管道特殊件端部连接焊接焊接种类焊接形式焊接位置焊接缺陷热处理普通热处理表面热处理检验试验黑色金属非金属材料管道材料规定材料统计45°斜三通 设备名称容器管道支吊架管架零部件管支架型式8字盲板90°弯管k半径弯头K形坡口L形管架O形环S形弯管T形螺栓T型粗滤器T型钢U-V组合坡口U形螺栓U形弯管V形坡口X射线照相X形坡口y 型粗滤器γ射线照相安全系数安装氨气鞍形补强板鞍座凹面奥氏体不锈钢奥氏体不锈钢管八角环形垫片拔制板条箱版次办公室半管接头半镇静钢伴热管伴热蒸汽包装饱和蒸汽保冷保温保温块报价报价书爆破片爆炸焊爆炸极限北备品备件备用背至背苯乙烯橡胶泵房比例比热比重壁厚壁厚系列号篦子板避雷针编位号的编位号设备扁螺母变送器变压器室标高,立面标题栏标准标准管架标准图表面处理丙烯腈—丁二烯—苯乙烯丙烯酸树脂波峰波谷波纹金属包嵌石棉垫片波纹金属垫片波纹膨胀节玻璃玻璃布玻璃管玻璃棉玻璃液位计伯明翰线规泊松比;横向变形系数补充补强板不锈钢不锈钢布氏硬度部门材料表材料情况报告采购采购说明采购说明汇总表参考、基准参考图残余应力槽钢槽焊槽面槽形金属垫片草图测温漆插板长半径180°弯头长孔常开厂商报价厂商协调会场地敞车上交货超尺寸运输超声波探伤超载沉淀池沉淀器沉头螺栓衬里管成品成品设计阶段成套设备承包商承插焊的承插焊端承插焊法兰承插支管台承口澄清器橙色的持久极限齿形翅片式导向板冲击荷载冲击试验冲击值冲洗阀抽空;排空出口出口中心线初步阶段船上交货,离岸价格窗吹出吹灰器吹扫垂直,正交,垂直的垂直安装垂直的,立式的醇酸瓷漆瓷漆磁粉探伤粗糙度粗制的催货脆性淬火萃取器错边量错位搭焊搭接接头,松套连接大端带螺纹大端为平的大气腿大气污染大气压大修代码带侧向口的弯头(右向或左向)带铬镍合金丝的石棉绳带环头拉杆带铰链膨胀节带接杆膨胀节带孔销带支座三通带支座弯头带状卡待定单波单侧偏置U形膨胀弯管(| ?形) single offset “U”单面U形坡口单体单向滑动填料函补偿器弹簧垫圈弹簧吊架弹簧钢弹簧恒力吊架弹簧恒力托架弹簧架弹簧托架弹簧系数弹簧支撑架弹性极限弹性模量淡(浅)色的;轻的氮气导管导热系数导向架道路等径三通等径四通等离子焊等温淬火等温退火低合金钢低碳钢低压低压蒸汽底板底平底漆地脚螺栓地漏地面地上管道地下槽地下管道地震地震荷载地震系数第一道阀;根部阀点焊点蚀电伴热电弧焊电化腐蚀电话电加热器电缆沟电流电气盘电容电熔(弧)焊钢板卷管电熔焊电线电压电渣焊电阻电阻焊电阻焊钢管垫板焊垫环垫片的型式吊耳吊架吊梁吊柱吊装孔调节阀调质蝶形螺母丁腈橡胶顶板顶开螺栓,顶起螺栓顶平订货单;订购单定位定位焊定位块定位销定向限位架定值限位架东动力荷载动态分析堵头镀层镀铬的镀锌钢管镀锌铁皮镀锌铁丝镀锌铁丝网短半径180°弯头短半径弯头短代码短管支管台短节断面收缩率断面系数断续淬火锻钢锻铁管锻造,型钢锻造的,锻造锻造阀锻制U形夹锻制异径管堆焊对称的。
2024北京大兴高三(上)期末英语2024.01第一节完形填空(共10小题;每小题1.5分,共15分)阅读下面短文,掌握其大意,从每题所给的A、B、C、D四个选项中,选出最佳选项,并在答题卡上将该项涂黑。
AWith a two-year-old behind me and fliers in my hand, I knocked on another door in my neighborhood. I had volunteered to spread the __1__ about some changes at the local primary school, so I was excited to see a __2__ with a baby in her arm and a preschooler tightly wrapped around her leg.Within seconds, I realized I needed to __3__ my rusty Spanish to connect with this mom. That initial conversation explained the lonely, desperate look in her eyes. I wrote my phone number on the flier and told her to __4__ if she ever wanted to walk to the park with the kids.I hadn’t __5__ much about Maria until a month later when she called. Many walks around the neighborhood later, I __6__ more details about her life that offered me some viewpoints about my own.One day I sat at Maria9s kitchen table and shared some of my own family’s __7__ Her eyes got big, saying “I thought I was the only one with problems.” I thought my stress was __8__, but from her viewpoint, my life seemed to be a pretty package from the outside. By __9__ the details of my life, I was able to give her the same gift of viewpoints she had been giving me.Friendship can be discovered in unexpected places, as long as we find common ground with those who __10__ might seem different.1. A. cost B. word C. classroom D. workload2. A. babysitter B. friend C. mother D. schoolmate3. A. speak of B. pull out C. deal with D. give up4. A. leave B. visit C. watch D. call5. A. thought B. doubted C. promised D. complained6. A. predicted B. learned C. repeated D. assessed7. A. progress B. efforts C. research D. struggles8. A. emotional B. low C. obvious D. false9. A. checking B. recording C. sharing D. refreshing10. A. initially B. easily C. quietly D. consequently第二节语法填空(共10小题;每小题1.5分,共15分)阅读下列短文,根据短文内容填空。
汽车内饰件常见英语翻译————————————————————————————————作者: ————————————————————————————————日期:ﻩ01-零件(Part)一、零件总成(PartsAssembly)1、发动机舱系统(Engine Compartment System)1.引擎盖隔音垫Hood2.前围前隔音垫Dashout2、乘员舱饰件系统(Passenger Compartment System)1.主地毯Carpet2.顶棚Headliner3.前围后隔音垫Dashinner4.脚垫Mat5.衣帽架PackageTray6.中通道隔音垫TunnelInsulator7.座椅靠背地毯SeatBack Carpet3、行李箱饰件系统(Trunk Trim System)1.侧饰板Side trim2.备胎盖TrunkCarpet3.内饰板Decklid Trim4、外饰系统(ExteriorTrim Systems)1.密封条Sealing2.轮罩Wheel House3.防水膜Water Shield二、外协件(Outsourcing Parts)1.塑料固定扣(尼龙扣) Plastic Fixed Buckle (Nylon Buttons)2.塑料尾部连接块卡扣Plastic Tail ConnectionBuckle3.塑料尾部连接块顶端卡扣ﻩPlastic TailTop Connection Buckle4.金属连接扣ﻩMetal ConnectionBuckle5.塑料保险带扣ﻩPlastic Seat Belts Buckle6.组合卡子Combination Bands7.尼龙拉手Nylon Shake Hander8.塑料拉手Plastic Handle9.索环Lasso10.拉索组件Lasso Components11.阅读灯面板组件Reading Lamp Panel Components12.遮阳板组件ﻩSunshading BoardComponents13.遮阳板支撑组件Sunshading BoardSupport Components14.喇叭罩组件ﻩHorn CoverComponents15.纸巾盒组件ﻩPaper Towel Box Components16.金属底座ﻩMetal Base17.塑料底座ﻩPlastic Base18.塑料尾部连接块底座Plastic Tail ConnectionBase19.塑料儿童座椅PlasticChildrenSeat20.雷达探测器支撑Radar DetectorsSupportor21.塑料拉手总成固定器Plastic Handle Assembly Holder22.垫块Block/Pad23.EPP尾部缓冲块EPP Tail BufferPiece24.PE附胶海绵块ﻩPE With GlueSponge Pieces25.隔音棉吸音垫ﻩSoundInsulation Cotton Sound-Absorbing Pad26.毛毡缓冲垫Pad Felt27.再生棉缓冲垫组件Regenerated Cushioning PadComponents28.PU海绵通风条PU SpongeArticleVentilation29.停车警示器Parking Warning30.加筋附膜铝箔ﻩMembrane AttachedReinforced Aluminum Foil31.保护套ﻩCases32.铁瓦楞ﻩCorrugated Iron33.折叠式金属周转箱Folding Metal Turnover Box34.备胎衬套ﻩSpare Tire Bushing35.螺钉Screws36.排钉针Chain riveting Needle37.千斤顶垫片Jack Gaskets38.固定簧片ﻩFixed Reeds39.PU720胶水PU720Glue40.AS-108复合胶ﻩAS-108Compound Plastic41.香蕉水ﻩBananaOil42.喷漆ﻩSprayPaint43.脱模剂ﻩSoftening Agent44.硅油纸ﻩSiliconeOil Paper45.标签ﻩLabel46.纸箱ﻩCarton47.双面胶ﻩDouble-Sided Adhesive48.网格箱(铁笼)The GridBox (Cages)49.料架Rack50.薄膜袋Film Bag51.色精ﻩColor Concentrate52.线束ﻩWire三、汽车相关部件(Vehicles related parts)1.坐垫ﻩSeatCushion2.座位靠背ﻩSeat Back3.安全带ﻩSeat Belt4.座椅Seats5.顶棚ﻩHead Liner6.后置物板ﻩPackage Tray7.敞篷车顶Convertible Top8.扶手ArmRest9.遮阳板ﻩSunvisor10.窗帘Curtain11.轮罩WheelHousing Cover12.发动机舱盖ﻩEngine CompartmentCover13.防撞件Crash-DeployedElement14.金属网格栅Metal Mesh Grill15.电池ﻩBattery16.前大灯ﻩFront Lamp17.后大灯ﻩRear Lamp18.车内灯ﻩInterior Light19.行李箱灯ﻩTrunk Light20.外后视镜ﻩExterior Mirror21.内后视镜ﻩInterior Mirror22.门锁ﻩDoorLocks23.仪表台ﻩInstruction Panel24.玻璃升降器Window Regulator25.喇叭Speaker26.高位刹车灯CHMSL27.线束EDS28.前保险杠Front Bumper29.后保险杠Rear Bumper30.通风格栅ﻩRadiator Grill31.门把手ﻩOuter Door Handle32.侧裙板ﻩSill Outer33.前挡风玻璃ﻩFront WindScreen34.后挡风玻璃RearWind Screen35.侧窗ﻩSide DoorScreen36.天窗ﻩSun Roof37.钣金Sheet Metal02-原材料(Raw Material)一、基材(Substrate Material)1.麻纤维板Hemp Fiberboard2.木粉板Wood Stock3.玻纤片材Glass Fiber Sheet4.CPP板CPPSheet5.PU板材PU Sheet6.XPE片材XPE Sheet7.EV A片材EVASheet8.热塑性橡胶TPR (Thermoplastic Rubber)9.PE膜PE Foil二、面料(Surfacing Material)1.无纺布Non-Woven2.起绒地毯Gigging Carpet3.簇绒地毯TuftingCarpet4.针刺地毯LandlineCarpet/ needle-punchedcarpet5.PVC革PVC Leather6.牛巴革Nubuk7.针织面料Knitted fabrics三、附件材料(Filling Material)1、发泡材料(Foaming Material)1.EPP发泡件EPP Foam2.PU发泡多元醇PU FoamingPolyatomic Alcohol3.PU发泡异氰酸酯PUFoaming Isocyanate4.PU海绵PUFoam5.PUR轻质海绵PUR Light Foam/Light weight PURfoam6.改性MDI ModifiedMDI7.XPE发泡XPE Foam2、棉类材料(Cotton Material)1.玻璃棉GlassWool2.丝光棉Mercerized Cotton3.双组份棉Dissipative4.再生棉Recycle cotton5.成型毡Shaping Felt6.直立棉spray-bonded nonwoven fabric3、辅助材料(Auxiliary Materials)1.铝箔Aluminum Foil2.丁基胶Butyladhesive3.热熔胶Hot Melt adhesive4.压敏胶pressure-sensitiveadhesive5.PP粉PP Powder6.美纹纸maskingtape7.硅油纸Silicon Paper四、常用英文缩写材料中英文释义(Common Abbreviation Materials Chinese/English Meaning)1.CPP 流延聚丙烯薄膜Casein Polypropylene2.PU 聚氨基甲酸酯(聚氨酯) Polyurethane3.XPE 物理交联聚乙烯发泡材料PhysicalCrosslinkingPolyethylene4.PET聚对苯二甲酸乙二醇酯Polyethylene Terephthalate5.PVC聚氯乙烯Poly Vinyl Chloride6.EPP 聚丙烯塑料发泡材料Expanded Polypropylene7.PUR 聚氨酯Polyurethane8.EVA乙烯-醋酸乙烯共聚物Ethylene-Vinyl Acetate Copolymer9.PE 聚乙烯Polyethylene10.PP聚丙烯Polypropylene11.MDI二苯基甲烷二异氰酸酯Diphenylmethane Diisocyanate12.TPR 热塑性橡胶Termo Plastic Rubber03-工艺(Process)一、原材料加工(Raw MaterialProcess)1.起绒Gigging2.簇绒Tufting3.圈绒Loop4.加捻Twist5.梳理carding6.铺网web7.混纺blending8.浸渍impregnation9.针刺ﻩNeedling/Fleece10.发泡Foaming11.撒粉Powder12.搅拌ﻩStirring13.加热Heating14.硫化ﻩVulcanizing15.附膜ﻩLaminating16.裁片Cutting17.辊压Rolling18.挤出Extrusion二、零件加工(Parts Processing)1.定型Cooling2.保压Pressure Maintaining3.模压MouldPressing4.吸塑Vacuum Forming5.冲切Die-Cutting6.冲孔Punching7.水切割Water-Jet Cutting8.包边Wrapping/overfold/overlocking9.烘干Drying三、零件装配(PartsAssembly)1.喷漆Spray Painting2.装配Assembling3.焊接Welding4.热熔喷胶Hot Melt Adhesive Spraying04-设备 (Equipment)一、实验室设备(LaboratoryEquipment)1、NVH设备(NVH TestingEquipment)1.整车半消声室ﻩVehicleSemi-AnechoicChamber2.隔声室Sound InsulationRoom3.立达汽车ALPHA CABIN测试系统Rieter AutomotiveALPHACABINSystem4.空气流阻测试系统ﻩAirflow ResistanceTest System5.孔隙率测试系统ﻩPorosity TestSystem6.主观评价室Sound Quality Evaluation Room7.BK3560D型振动噪声测试系统ﻩBKVibration And Noise Test System8.Muller-BBM MKⅡ型振动噪声ﻩMuller-BBMVibrationAnd NoiseTest System测试系统9.LMS通道振动噪声测试分析系统LMS Vibration And Noise TestSystem10.阻抗管ﻩImpedanceTube11.数字人工头ﻩHeadAcoustics Digital Artificial Head12.加速度传感器AccelerationTransducer13.力传感器ForceTransducer14.麦克风(传声器)Microphone2、理化实验设备(Physical And Chemical Testing Equipment)1.划格器Delimit The Case2.马弗炉ﻩMuffle Furnace3.塞多利斯电子天平Electronic Balance4.橡胶塑料测厚仪Rubber Plastic Thickness Gauge5.傅里叶红外光谱仪FourierInfrared Spectrometer6.热重分析仪Thermography Analyzer7.马弗炉ﻩMuffleFurnace8.刮伤试验机ﻩScratch Test Instrument9.龙门三座标测量机LongMen HexagonCMM10.触点式三坐标测量机ﻩTouch Drop CMM11.雾化测试验仪ﻩAtomizing Test Instrument12.紫外分光光度计Ultraviolet Spectrophotometer13.气相色谱仪ﻩGas Chromatograph14.汗渍色牢度仪Color Fastness toPerspiration Increment15.摩擦脱色牢度仪ﻩCrocking Fastness Tester16.燃烧试验箱CombustionTestBox17.数字式织物测厚仪Digital Fabric Thickness Gauge18.织物沾水度测定仪Fabric WatermarkDegreeMeasuring Instrument19.恒温恒湿试验箱Programmable Environment Chamber20.换气式老化试验机ﻩConvection And V entilationAging Oven21.耐候实验机Accelerated Weathering Tester22.标准多光源对色箱Daylight23.耐磨耗测试仪ﻩTaber Type Abrasion Tester24.摩擦脱色耗试验机Crock Meter25.电子拉力试验机Force Testing Machine26.燃烧试验机Flammability Tester27.数字式织物厚度仪Digital FabricThickness Meter28.电子天平ElectronicBalance29.汗渍色牢度仪SweatBeSoiled Fastness Instrument30.邵氏橡胶硬度计Shore HardnessMeter31.恒温鼓风干燥箱Constant Temperature Drying Oven32.光泽计ﻩGloss Meters33.压缩装置Compression Device34.拉力试验机ﻩMaterial TestingMachine35.臭氧仪ﻩOzone Instrument36.蠕变试验箱ﻩCreep Test Box37.盐水喷雾试验箱ﻩSaltSprayTestCases38.高温试验箱ﻩHigh TemperatureTesting Box39.小型高温箱High Temperature Testing Box40.马弗炉MuffleFurnace41.威尔逊数显硬度计ﻩWilsonDigital Display HardnessTester42.覆层测厚仪Cladding Thickness Gauge43.橡胶低温脆性试验台ﻩLow Temperature Brittleness TestRubber44.橡胶回弹性试验机ﻩRubber Combined Testing Machine45.橡胶塑料测厚仪Rubber Plastic Thickness Gauge46.傅里叶红外光谱仪Fourier Infrared Spectrometer47.热重分析仪ﻩThermography Analyzer48.莱卡显微镜ﻩLei CaMicroscope49.光谱分析仪ﻩSpectrumAnalyzer50.洛氏硬度计ﻩRockwell Hardness Plan51.布氏硬度计Brielle Hardness Tester二、基材设备(BaseMaterials Equipment)1.PP/PE片材生产线PP /PEPlate Production Line2.无纺布淋膜机Non-Woven Laminating Machine3.EV A片材生产线4.挤出机extruder5.切片机Slicer6.三辊压光机Three - roller embosser7.立式搅拌干燥机VerticalStirring Dryer三、地毯设备(CarpetEquipment)1.Line 1#工程材料生产线ﻩLine 1 #Engineering Materials Production Line2.Line2#工程材料生产线ﻩLine 2# Engineering MaterialsProduction Line3.Line3#工程材料生产线ﻩLine3#Engineering Materials Production Line4.Line 4#工程材料生产线ﻩLine4# Engineering MaterialsProduction Line5.Line5#工程材料生产线Line 5 #Engineering Materials ProductionLine6.Line6#多重组合棉毡线Line6#Multiple CombinedCotton Line7.三辊整烫机Three Roller IroningMachine8.工程材料拉绒机ﻩEngineering Material BrushedMachine9.起绒针刺机Pile Needling Machine10.鼓风干燥箱ﻩBlast Drying Oven11.工程材料定型线EngineeringMaterials Forming Line12.立式搅拌干燥机VerticalStirringDryer13.地毯淋膜机Laminating Machine14.自动撒粉机ﻩAutomatic Duster15.Q检倒卷机ﻩFilm Rewinder16.精密四柱截断机ﻩPrecise Four-PostCuttingMachine17.自动裁片机ﻩAutomatic Cutting Machine四、工厂设备(Factory Equipment)1.冷冻机Chiller Machine2.平板硫化机ﻩFlat VulcanizingMachine3.阿特拉斯空压机Air Compressor4.真空发生器ﻩVacuumGenerator5.LDA型电动单梁起重机LDA TypeElectric Single Beam Crane6.全智能自动成型机ﻩFully Automatic Forming Machine7.温湿环境检测设备Temperature And HumidityTestEquipment8.200T液压机200T HydraulicPress9.自动送料远红外加热推进设备ﻩAutomatic Feeding of Far Infrared HeatingEquipment10.叉车(5T) ForkliftTruck(5T)11.铲车Forklift12.电焊机ﻩElectro-Welding Machine13.缝纫机SewingMachine14.打包机ﻩPackingMachine15.自制烘箱Homemade Oven16.四工位汽车前围高压FourStationAuto Insulation Pad HighPressure发泡生产线FoamingProduction Line17.往复式真空泵ﻩReciprocating Vacuum Pump18.平缝机FlatSewing Machine19.油加热器ﻩOil Heater Machine20.热熔喷胶系统HotMelt Adhesive System21.ABB工业机器人ABB IndustrialRobot22.真空吸塑成型机Vacuum FormingMachine23.钢板冲床Steel PunchPress24.50T平板压机ﻩ50T Flat Press Machine25.剪板机ﻩShearingMachine26.超声波塑胶溶接机UltrasonicPlastic Welding Machine27.烘箱Oven28.顶棚生产线Headline ProductionLine29.电磁调速分散机ﻩElectromagneticSpeed Dispersion Machine30.冲切机ﻩPunchingMachine31.发泡生产线Foam ProductionLine32.大型帘式喷漆房ﻩLarge CurtainTypeSpray PaintingRoom33.模具预加热天然气烘箱ﻩPreheatMoldingNatural GasOven34.主地毯生产线ﻩAutomaticMain CarpetProduction Line35.热熔胶机Hot MeltGluing Machine36.半自动压力成型机ﻩSemi-AutomaticPressure FormingMachine37.发那科双手臂工业机器人ﻩFanac Dual Arm Robot38.焊扣机ﻩBuckle Welding Machine04-实验 (Test)一、NVH实验(NVHTesting)1.阻抗管吸声系数实验NormalIncidence SoundAbsorption Coefficients Test2.阻抗管传递损失实验Normal Incidence Sound Transmission Loss Test3.空气流阻实验FlowResistance Test4.孔隙率实验Porosity Test5.混响室吸声系数实验Reverberant Sound AbsorptionCoefficients Test6.Alpha Cabin吸声系数实验Alpha Cabin Sound AbsorptionCoefficients Test7.声音传递损失实验Sound Transmission Loss(STL)Test8.车内噪声实验Vehicle Interior Noise Test9.语音清晰度指数实验Articulation Index Test10.传递路径分析Transfer Path Analysis(TPA)11.异响分析Beamforming12.声功率实验Sound Power Test13.整车隔声量实验Vehicle Noise ReductionTest14.声音插入损失实验SoundInsertionLoss Test15.声品质分析Sound Quality Analysis16.车内噪声源定位Vehicle Interior NoiseSourceLocation二、理化实验(Physical AndChemical Testing)1.克重MassWeight2.密度Density3.厚度Thickness4.外貌APPEARANCE5.尺寸稳定性Dimensional Stability,6.拉伸强度Tensile Strength/Elongation7.撕裂强度TearStrength8.剥离强度Peel Adhesion Strength9.剪切强度Shear Adhesion Strength10.冷挠曲性Cold Flexibility11.耐磨耗Resistance to Abrasion12.热稳定性Shrinkage13.燃烧性Flammability14.循环试验CircularTest15.耐光色牢度Color Fastness to Light16.气味Odor17.雾翳试验Fogging18.甲醛散发The Release of Formaldehyde19.总碳挥发Total Emissions20.水分含量Moisture Content21.吸水性Water Absorption22.厚度膨胀量ThicknessSwell23.生霉Mildew Growth24.吸音率Sound Absorption Rate25.抗臭氧性Ozone Resistance26.冲击强度Impact Strength27.灰分含量Ash Content28.温度偏差Temperature Deflection29.出尘Dust30.摩擦色牢度Color Crock31.水浸色牢度DyeStability32.清洁性Cleanability33.硬度Hardness34.低温粘结试验ColdAdhesion Test35.环境照射量EnvironmentalExposure36.耐水压Hydrostatic PressureResistance37.阻塞Blocking38.可修理性Repairability39.储藏稳定性Storage Stability05-设计 (Design)1.产品同步设计Product synchronous Design2.声学包仿真Sound Package Simulation06-模具(Tooling)一、模具制造设备(ToolingMaking Machine)1.模具加工中心Tooling Center2.龙门加工中心MachiningCenter3.深孔钻床Deep Hole Drilling Machine4.高速切削加工中心High Speed Cutting Machining Center5.合模机Clapper die spottingpress6.电脉冲Electric pulse machine7.数控机床CNC07-检具(Gauge)08-工装08-产品质量先期策划(APQP)8.设备(设施) Facility9.样件ﻩPrototype10.规范ﻩSpecification11.标准Standard12.工艺Process13.流程图Flowchart14.包装Packaging15.发货ﻩShipping16.工程Engineering17.审核Audit18.用标签标记Labeling19.成品ﻩFinished Product20.成品ﻩFinal Product21.在制品ﻩWorkIn Process(WIP)22.尺寸ﻩDimensional23.防锈ﻩRust Preventitive24.热处理Heat Treat25.污染(沾污)ﻩContamination26.残留物ﻩSediment27.抽样Sampling28.样本数量SampleSizes29.抽样频次ﻩCheckFrequency30.总成零件Assembled Part31.总成Assembly32.来料ﻩIncoming Material33.追溯性Traceability34.顺向追溯Fluent Trace35.顺向追溯Forward Trace36.逆向追溯RefluentTracebility37.逆向追溯BackwardTrace38.场地布局Layout39.标识Identify40.校准ﻩCalibrate41.重复性Repeatability42.再现性ﻩReproducability43.操作指导书ﻩOperatorInstructions44.不合格品ﻩNon-ConformingPart45.不合格品ﻩReject46.处理Dispose47.废料,报废Scrap48.签样,标准样品ﻩMaster Sample49.防错设备,防错装置Error ProofingDevice50.预防性维修Preventive Maintenance51.纠正措施ﻩCorrective Action52.返工/返修Repair/ Rework53.停线ﻩDowntime54.轮班Shift55.偏离Deviation56.偏斜Deflect57.技术规范Technical Regulation58.实际图纸Actual Drawing59.更新Up to Date60.更新ﻩUpdate61.持续改进ContinuousImprovement62.记录ﻩLog63.记录表ﻩRecord Sheet64.仓储ﻩStorage65.批号ﻩBatchNO.66.先进先出ﻩFIFO(First In, First Out)67.自查Self-Check68.中转库Transfer Storage69.条形码Bar Code70.胶接(粘接) Cementing71.粘合ﻩBonding72.覆盖Cladding73.焊接Welding74.(橡胶)硫化Vulcanize75.多功能团队ﻩCross-Functional Team76.爬坡量Ramp-Up V olume77.定点Sourcing Decision78.客户输入要求Customer InputRequirements79.工艺ﻩCraftsmanship80.样件制造ﻩPrototypeBuild81.设备,设施Facility82.样件ﻩPrototype83.规范Specification84.标准ﻩStandard85.工艺Process86.流程图ﻩFlowchart87.包装Packaging88.发货ﻩShipping89.工程ﻩEngineering90.审核Audit91.用标签标记ﻩLabeling92.成品Finished Product93.成品Final Product94.在制品ﻩWork InProcess(WIP)95.尺寸ﻩDimensional96.防锈Rust Preventitive97.热处理ﻩHeat Treat98.污染,沾污Contamination99.残留物ﻩSediment100.抽样Sampling101.样本数量Sample Sizes102.抽样频次Check Frequency103.总成零件Assembled Part104.总成ﻩAssembly105.来料ﻩIncoming Material106.追溯性Traceability107.顺向追溯Fluent Trace108.顺向追溯ﻩForwardTrace109.逆向追溯RefluentTracebility110.逆向追溯ﻩBackward Trace111.场地布局ﻩLayout112.标识ﻩIdentify113.校准ﻩCalibrate114.重复性Repeatability115.再现性ﻩReproducability116.操作指导书Operator Instructions117.不合格品ﻩNon-Conforming Part118.不合格品Reject119.处理Dispose120.废料,报废Scrap121.签样,标准样品ﻩMaster Sample122.防错设备,防错装置ﻩError ProofingDevice123.预防性维修ﻩPreventiveMaintenance 124.纠正措施Corrective Action125.返工/返修Repair/ Rework126.停线Downtime127.轮班ﻩShift128.偏离ﻩDeviation129.偏斜Deflect130.技术规范ﻩTechnicalRegulation131.实际图纸Actual Drawing132.更新ﻩUp toDate133.更新Update134.持续改进Continuous Improvement 135.记录Log136.记录表ﻩRecordSheet137.仓储Storage138.批号Batch NO.139.先进先出ﻩFIFO(First In, First Out) 140.自查Self-Check141.中转库ﻩTransferStorage142.条形码ﻩBarCode143.胶接,粘接Cementing144.粘合Bonding145.覆盖Cladding146.焊接ﻩWelding147.(橡胶)硫化Vulcanize148.多功能团队ﻩCross-FunctionalTeam149.爬坡量ﻩRamp-UpVolume150.定点Sourcing Decision151.客户输入要求Customer Input Requirements152.工艺Craftsmanship153.样件制造Prototype Build09-常用缩写(Abbreviation)1.APQP 产品质量先期策划Advanced Product QualityPlanning2.PPAP 生产件批准程序Production Part Approval Processﻩ3.RFQ 询价请求Request ForQuotationﻩ4.SAﻩ采购协议Sourcing Agreement5.CPAﻩ商业和项目协议Commercial And ProgramAgreement6.ADVP&R分析,开发,验证计划和报告Analysis, Development,ValidationPlan& Reportﻩ7.DVﻩﻩ设计验证DesignVerification8.DFMEA 设计失效模式和效果分析Design Failure ModeAnd EffectsAnalysis9.PFMEA 产品失效模式和效果分析ProductFailure ModeAndEffectsAnalysisﻩ10.CP ﻩ控制计划Control Plan11.PTR试生产Production Trial Run12.SOR 工程要求Statement of Requirement13.PATAC 泛亚14.DRE 设计数据工程师Design Release Engineer15.PR&Rﻩﻩ问题报告和解决Problem Report& Resolution16.VOCﻩﻩ挥发性有机碳合物Volatile Organic CarbonCompounds。
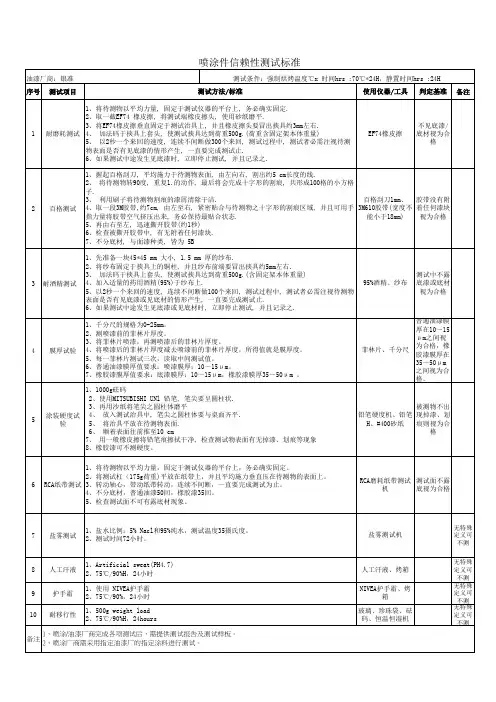
新教材)人教版选择性必修第一册英语课文语法填空(含答案)XXX great success in her field。
She was born in Ningbo。
China on December 30th。
1930 and graduated from Peking University Medical School in 1955.In 1967.the governmentformed a research team with the aim of discovering a new treatment for malaria。
and Tu was chosen to be a part of it。
Two years later。
she became the head of the project in Beijing.Tu and her team examined over 2,000 old medical texts and evaluated 280,000 XXX also tested 380 XXX difficulties。
XXX。
XXX the sweet wormwood。
Tu began to think XXX Instead。
she used a lower temperature to draw out the extract and finally XXX.Overall。
XXX perseverance in her work have made her aXXX in the field of science.XXX。
XXX。
XXX of modern times。
Born on March 14th。
1879.XXX at the age of 16 but failed due to his low scores in the general part of the XXX。
洗澡的危害英语作文Title: The Hazards of Over-Bathing。
Bathing is an essential part of personal hygiene, but excessive bathing can pose various hazards to our health and the environment. In this essay, we will delve into the detrimental effects of over-bathing and explore alternative practices for maintaining cleanliness while minimizing risks.Firstly, over-bathing can strip the skin of its natural oils, leading to dryness, irritation, and even dermatological conditions such as eczema and psoriasis. Our skin serves as a protective barrier against external pathogens, and when its natural oils are consistently washed away, it becomes more vulnerable to infections and environmental stressors. Moreover, frequent exposure to hot water during bathing can exacerbate these effects byfurther dehydrating the skin.Furthermore, excessive bathing contributes to water wastage, which is a significant concern in regions facing water scarcity. Each shower consumes a considerable amount of water, and when multiplied by the frequency of bathing, the cumulative impact on water resources becomes apparent. Conserving water is crucial for sustainable living, and reducing unnecessary bathing can help alleviate the strain on freshwater reserves.In addition to its effects on personal health and the environment, over-bathing can also disrupt the balance of microorganisms on our skin. The skin microbiome plays a vital role in maintaining immune function and protecting against harmful pathogens. However, excessive cleansing can disrupt this delicate balance, leading to dysbiosis and an increased risk of infections. Therefore, it is essential to strike a balance between cleanliness and preserving the skin's natural microbial ecosystem.Moreover, over-reliance on chemical-laden bath products can introduce harmful substances into our bodies and the environment. Many commercial soaps and shampoos containsynthetic fragrances, preservatives, and surfactants that can be absorbed through the skin or washed into waterways, where they may accumulate and cause ecological harm. Choosing natural, eco-friendly alternatives or reducing the frequency of bathing can help mitigate these risks.Despite these hazards, maintaining personal hygiene is essential for overall well-being. However, it is crucial to adopt practices that promote cleanliness without compromising health or environmental sustainability. Here are some strategies to minimize the risks associated with bathing:1. Limit Bathing Frequency: Instead of bathing daily, consider bathing every other day or as needed based on individual hygiene requirements. This approach allows the skin to retain its natural oils and reduces water consumption.2. Shorten Shower Duration: Aim for shorter showers to minimize water usage and reduce the exposure of skin to hot water, which can cause drying and irritation.3. Use Mild Cleansers: Opt for gentle, natural cleansers that are free from harsh chemicals and artificial fragrances. These products are less likely to disrupt the skin's natural balance or harm the environment.4. Incorporate Dry Bathing Methods: Dry brushing and using absorbent powders can help remove dead skin cells and excess oils without the need for water. These techniques promote skin exfoliation and can be beneficial for individuals with sensitive or dry skin.5. Practice Spot Cleaning: Focus on cleansing areas prone to sweat and odor, such as the underarms and groin, between full baths. This targeted approach can help maintain cleanliness without overburdening the skin with excessive cleansing.In conclusion, while bathing is essential for personal hygiene, over-indulgence can have adverse effects on our health and the environment. By adopting mindful bathing practices and reducing reliance on chemical-laden products,we can promote cleanliness while minimizing the risks associated with excessive bathing. Let us strive to strike a balance between hygiene, health, and environmental sustainability in our daily routines.。
纳米技术可以运用在衣服地方英语作文全文共3篇示例,供读者参考篇1Nanotechnology: The Future of FashionAs a student passionate about science and technology, I find the field of nanotechnology absolutely fascinating. The potential applications of manipulating matter at the atomic and molecular level seem boundless, with the ability to revolutionize industries from electronics to medicine. However, one area that often gets overlooked is the fashion industry and how nanotechnology could completely transform the clothes we wear every day.At its core, nanotechnology for clothing is about engineering fabrics at the nanoscale to give them enhanced properties and functionalities. This could mean weaving nanomaterials into the fabric itself during production, or applying nanoparticle coatings and treatments to existing textiles. The unique physical and chemical properties that emerge at the nanoscale allow for incredible advances in areas like stain and water resistance, insulation, durability, and even embedded electronics and sensors.One of the most promising applications is making fabrics virtually impervious to stains and liquids through the use of nanowhiskers or nanotubes. These ultra-thin cylindrical structures can be woven into fabric or applied as a coating to create a tightly packed rough surface that causes liquids to bead up and roll off rather than penetrating the material. Companies have already developed nano-based stain-resistant dress shirts and pants that stay clean and fresh for weeks without washing.Building on this, nanotechnology could lead to self-cleaning clothes that use compounds like titanium dioxide or zinc oxide nanoparticles. When exposed to sunlight, these nanoparticles create powerfully oxidizing conditions that break down organic stains at the molecular level. Clothing brands are actively pursuing photocatalytic self-cleaning technology that could make manually washing clothes a rarity.Staying on the topic of cleanliness, one major issue with clothing is its tendency to absorb odors from sweat and environmental sources. Researchers are looking at embedding odor-fighting nanoparticles like silver, copper, or carbon-based compounds into fabrics. These have natural antimicrobial and deodorizing properties to keep clothes fresher for longer. Bonus:the nanoparticles can also help reduce bacteria growth that causes fabric deterioration.Regulating temperature and insulation is another huge potential benefit of nanotechnology in clothing. Nanoporous materials allow for extremely fine-tuning of air permeability, enabling garments that keep you cool by letting heat escape or provide warming insulation by trapping heat. Scientists have developed nanofiber insulation that is 10x warmer than traditional materials. Winter coats and athletic wear could be revolutionized.The nanoscale also opens up possibilities for smart fabrics embedded with electronics, sensors, and computing capabilities. Clothes could have tiny nanodevices woven into the threads that track biometrics like heart rate and body temperature. Or nanosensors could detect environmental conditions like UV exposure and automatically adjust for protection. Futuristic "smart clothes" may even be able to charge devices, change color based on your mood, or release medications through the skin.Of course, one concern with engineering clothing at the nanoscale is potential toxicity risks. After all, nanoparticles are able to penetrate cells and tissues in ways that larger particlescannot. There are open questions around how some nanomaterials may interact with the body and environment that require further research and safety testing. As with many emerging technologies, responsible development and regulation will be critical.However, the immense benefits and potential of nanotechnology in fashion seem to outweigh the risks. In addition to enhancing the functionality of clothes, nanoengineered fabrics could drastically reduce the environmental impact of clothing manufacturing and cleaning through reduced chemical usage, water conservation, and extended product lifespans. The apparel industry is notorious for massive waste, pollution, and energy consumption - so solutions like self-cleaning nanogarments could be a huge sustainability win.Furthermore, clothes enhanced with nanotechnology could have profound humanitarian applications by providing advanced protective properties. Imagine affordable uniforms for doctors and nurses that shield against pathogens and contaminants. Or gear for soldiers and first responders with smart insulation, integrated electronics, and self-decontamination capabilities.Nanotech apparel could even filter out pollution particles from the air in smoggy cities.As a student always trying to blend my interests in STEM fields with creative pursuits, I find the concept of nanoengineering fashion endlessly fascinating. I can't wait to see how clothing brands and research teams push the boundaries of what's possible by tapping into the unique properties of materials at the nanoscale. From rugged outdoor wear that never gets muddy to sleek business suits that stay impeccably clean, nanotechnology holds the potential to reinvent how we think about and utilize the clothes we wear.Just a few decades ago, nanotechnology belonged solely in the realm of science fiction. Now, it's very much a scientific reality poised to upend countless industries - including the multi-billion dollar fashion world. While many may associate nanotech with advanced semiconductors or cancer treatments, I believe the application of nano-engineered smart fabrics could be one of the most ubiquitous and impactful reviolutions. After all, clothing is something we all use every single day and nanotechnology promises to vastly improve its functionality, durability, and environmental footprint.As both a STEM student and self-professed clothes enthusiast, I can't wait to see what the future holds fornano-enhanced textiles and apparel. The ability to control matter at the atomic level is truly the next frontier of human ingenuity and design. The unique properties that emerge at these tiny scales open up realms of possibility - like coats that effortlessly insulate, shirts that clean themselves, and clothes that monitor our vitals. With continued research and innovation, mundane fabrics could soon possess almost magical qualities thanks to the power of nanotechnology. The clothes of tomorrow may very well outperform and outlast anything from today.篇2The Future of Fashion: Nanotechnology in ClothingTechnological advancements have revolutionized nearly every aspect of our lives, from communication and transportation to healthcare and entertainment. However, one area that has seen significant transformations due to the integration of cutting-edge technologies is the fashion industry. Nanotechnology, in particular, has opened up a realm of possibilities for innovative textiles and clothing that were once confined to the realms of science fiction.As a passionate student of both fashion and science, I find the convergence of these two worlds absolutely fascinating. Nanotechnology, the manipulation of matter at the molecular or atomic scale, has the potential to create fabrics with extraordinary properties that could change the way we think about clothing forever.Imagine a world where your clothes not only look stylish but also possess incredible functionalities. Envision a shirt that can regulate your body temperature, keeping you cool in the sweltering heat and warm in the biting cold. Or a dress that can repel stains and dirt, ensuring it remains pristine and fresh throughout the day. These seemingly futuristic concepts are rapidly becoming a reality thanks to the advancements in nanotechnology.One of the most promising applications of nanotechnology in clothing is the development of self-cleaning fabrics. Through the incorporation of nanoparticles with photocatalytic properties, these textiles can break down dirt and stains when exposed to sunlight or specific wavelengths of light. This technology could revolutionize the way we care for our garments, reducing the need for frequent washing and extending the lifespan of our clothing.Another exciting development is the creation of fabrics with enhanced durability and strength. Nanofibers, which are thousands of times thinner than human hair, can be woven into textiles, resulting in materials that are remarkably strong yet lightweight. This technology could pave the way for clothing that is resistant to tearing, abrasion, and other forms of wear and tear, making it ideal for outdoor activities, sports, and even protective gear.But nanotechnology's potential in clothing goes beyond functional benefits. It also offers exciting opportunities for aesthetic enhancements. Imagine clothes that can change color or pattern at the touch of a button, or fabrics that can display intricate designs or even moving images. This technology, known as electrochromic or electrowetting, utilizes nanostructures to manipulate the way light interacts with the material, creating dynamic and customizable visual effects.Furthermore, nanotechnology has the potential to revolutionize the way we approach sustainability in the fashion industry. By developing textiles that are biodegradable or made from renewable resources, we can reduce the environmental impact of clothing production and disposal. Additionally, nanoparticles can be used to create fabrics with enhancedmoisture-wicking and antimicrobial properties, reducing the need for frequent washing and extending the lifespan of garments.However, as with any emerging technology, there are concerns about the potential risks and implications of nanotechnology in clothing. The long-term effects of nanoparticles on human health and the environment are still being studied, and there is a need for rigorous testing and regulation to ensure the safety of these materials.Despite these challenges, the potential benefits of nanotechnology in clothing are too significant to ignore. As a student passionate about both fashion and science, I am excited to witness the ongoing developments in this field and to contribute to the innovation and responsible implementation of these technologies.In conclusion, nanotechnology is poised to revolutionize the fashion industry, offering unprecedented opportunities for functional, aesthetic, and sustainable clothing. Fromself-cleaning fabrics and temperature-regulating textiles to dynamic visual effects and biodegradable materials, the possibilities are endless. As we continue to explore and harness the power of nanotechnology, we are shaping the future offashion, creating garments that not only look stunning but also provide remarkable functionalities and environmental benefits.篇3The Nanotech Clothing RevolutionNanotechnology is often discussed in relation to fields like computing, medicine, and engineering. However, one area where nanoscale materials and devices could have a huge impact that is less frequently talked about is the clothing and textiles industry. By integrating nanotech into fabrics and garments, we could see a revolutionary new generation of high-performance "smart clothing" emerge in the coming years and decades.At its core, nanotechnology involves manipulating matter at the molecular or atomic scale to create new materials and products with enhanced properties. When applied to clothing, nanotech can improve fabrics in several key ways - making them stronger, more durable, better insulated, moisture-wicking, stain-resistant, anti-microbial, and even imbuing them with tech capabilities like integrated sensors, energy storage, and data processing.Let's take a look at some of the exciting potential applications of nanotechnology in clothing and apparel:Strength and DurabilityOne of the most obvious benefits nanotech could provide clothing is increased strength and resistance to tearing or fraying. This is achieved by incorporating high-strength nanomaterials like carbon nanotubes into the fabric fibers. Clothes made with nanotech-reinforced textiles would be much harder to rip or damage, greatly improving their lifespan.For example, researchers have already created cotton fabrics reinforced with carbon nanotubes that are over 10 times stronger than untreated cotton. Dresses, pants, jackets and other garments made with such super-strong nanotech fabrics could withstand rough use and heavy activity far better than today's clothing.Stain and Water ResistanceAnother awesome capability is making fabrics highlystain-resistant and waterproof using nanotech coatings and treatments. Clothes could literally have a nano-scale protective coating that causes water, oil, and other liquids to bead up and roll off rather than being absorbed into the fabric.The U.S. military is already issuing nanotech-treated combat uniforms to soldiers that are extremely water-repellent. Start-upshave also begun selling nanotech dress shirts for businessmen that can simply be rinsed under a tap to remove stains like red wine or grease. In the future, we may have suits, ties, dresses and more that never stain or get soaked, no matter what liquid spills on them.Odor and Germ ResistanceBody odor from sweating and bacterial growth is a perpetual problem with clothing, especially activewear. However, researchers are developing nano-coatings and nanoparticles that can be integrated into fabrics to neutralize odor-causing compounds and kill bacteria, fungi and other microbes.Some companies already sell "anti-odor" workout clothes utilizing nanoparticles of materials like silver that have natural antimicrobial properties. But even more advanced solutions could emerge, like responsive fabrics that only releaseanti-microbial nanoparticles when they detect sweat or bacterial growth. With nanotech, our clothes could stay fresher longer without odor build-up.Temperature RegulationAnother incredible potential is clothing that dynamically adapts to outside conditions to keep the wearer optimally warmor cool. This could be achieved by embedding smart fabrics with layers of different nanomaterials that change their thermal insulating properties in response to temperature fluctuations.For instance, you could have a jacket made of a fabric interwoven with two different types of nanomaterials - one that traps heat well, and one that allows heat to easily escape. When it's cold out, the heat-trapping nanomaterial expands to increase insulation. But when it's hot, the other nanomaterial takes over, opening pathways for body heat to vent outwards.We're already seeing early examples of this in "self-heating" winter jackets that use electrically-conductive nanofilaments to generate warmth without bulky battery packs or wiring. But in the future, our clothes could dynamically adapt to any climate or environment with perfectly tuned insulation and ventilation enabled by smart nanomaterials.Wearable TechnologyPerhaps the most sci-fi application of nanotechnology is using clothing and textiles as substrates for wearable electronics and computing devices. This could allow for tight integration of technologies like health sensors, communications, data displays, energy harvesting, and more right into the fabric of our shirts, pants, jackets, socks and other garments.Picture a dress shirt that not only resists stains and odors, but also contains flexible nanowire circuits interwoven throughout. These could continuously monitor your heart rate, body temperature, and other vital signs while displaying info on a shoulder-mounted fiber-optic display. Or workout clothes with integrated nanosensors tracking your exercise and calorie burn. Or a winter jacket with solar nanomaterials efficiently harvesting energy to power heated gloves or Bluetooth headphones built right into the collar.The possibilities of cloth-based wearable nanotech are mind-boggling and could change how we interact with devices and sensors in our everyday lives. Instead of wrist-worn wearables, the wearable could become the clothes themselves - a second skin of smart, responsive fabrics enhancing our comfort and capabilities.These are just a few examples of how nanotechnology could revolutionize clothing and apparel in the decades ahead. While much of this is still in the research phase today, the core nanomaterials and fabrication methods already exist. As they mature further, we're likely to see nanotech threads, coatings and electronics increasingly woven into our shirts, pants, jackets and more.Perhaps 20 or 30 years from now, we'll look back and marvel at how primitive and low-tech today's clothing was. Ourgreat-grandchildren may grow up never knowing scratchy, stain-prone fabrics, or clothes that can't automatically regulate temperature or monitor health. Instead, their ultra high-tech nanogarments could make today's athletic wear look as dated as a burlap sack.Of course, realizing the full potential of nanotech clothing isn't without its challenges - from high costs and scalability hurdles to toxicity concerns over the nanomaterials used. But if the breakthroughs continue, nanotechnology could spark a true revolution in what we wear and how clothing enhances our lives. We may barely recognize the smart, adaptive, multifunctional nanotech outfits of the future.。
英语作文用白醋洗袜子Title: The Surprising Benefits of Using White Vinegar for Sock CleaningIntroduction:In a world where eco-friendly and natural solutions are becoming increasingly popular, many people are turning to white vinegar as an alternative to traditional laundry detergents. White vinegar, a clear liquid made from grains or rice, has been used for centuries due to its versatile properties. It is not only a staple in the kitchen but also a powerful cleaning agent. In this essay, we will explore the surprising benefits of using white vinegar for washing socks and how it can be an effective and economical choice for maintaining clean and fresh footwear.The Science Behind White Vinegar:White vinegar contains acetic acid, which is responsible for its sour taste and strong scent. This acidic compound is what makes white vinegar an effective cleaner. Acetic acid breaks down dirt and grime, making it easier to wash away. Additionally, white vinegar is antibacterial and antifungal, which means it can kill bacteria and fungi that cause odors.Benefits of Using White Vinegar for Socks:1. Natural Deodorizer:One of the most significant advantages of using white vinegar for sock cleaning is its ability to eliminate odors. Feet tend to sweat, and sweat combined with bacteria can create unpleasant smells. By adding a cup of white vinegar to the rinse cycle, you can neutralize these odors, leaving your socks smelling fresh.2. Gentle Cleaner:Compared to harsh chemical detergents, white vinegar is a gentle yet effective cleaner. It is suitable for all types of sock fabrics, including cotton, wool, and synthetic blends. Vinegar won't damage the fibers or cause colors to fade, making it an ideal choice for maintaining the longevity of your socks.3. Cost-Effective:Using white vinegar as a part of your sock-cleaning routine can save you money. A bottle of white vinegar is inexpensive and lasts a long time, especially when used in small amounts for each load of laundry. This cost-effective solution provides a budget-friendly alternative to expensive specialty detergents or fabric softeners.4. Environmentally Friendly:White vinegar is a natural and biodegradable product, making it an environmentally friendly choice. Unlike many commercial detergents that contain harmful chemicals, vinegarposes no threat to the environment. It breaks down naturally and doesn't contribute to water pollution.5. Stain Removal:For those tough grass or food stains on your socks, white vinegar can be a lifesaver. Its acidic properties help break down and lift stubborn stains, making them easier to remove during the wash cycle.6. Static Cling Reduction:Static cling can be a nuisance, especially during the dry winter months. Adding a bit of white vinegar to the rinse cycle helps reduce static cling, leaving your socks softer and less likely to stick to each other or other garments.How to Use White Vinegar for Sock Cleaning:1. Pre-Treat Stains:If your socks have noticeable stains, pre-treat them by applying a mixture of equal parts white vinegar and waterdirectly to the affected area. Let it sit for a few minutes before throwing them in the wash.2. Wash Cycle:Add one cup of white vinegar to the rinse cycle of your washing machine. Be sure to adjust the amount based on thesize of your load and the capacity of your machine. For handwashing, add a capful of vinegar to the final rinse water.3. Drying:After washing, hang your socks to air dry or tumble dry them on low heat. Avoid using high heat, as it can damage the fabric and cause shrinkage.4. Storage:Store your clean, dry socks in a well-ventilated area to prevent mildew growth. If you live in a humid climate,consider placing a small bowl of white vinegar in your sock drawer to absorb excess moisture and keep your socks fresh.Conclusion:White vinegar is not just for cooking; it's a versatile and cost-effective cleaning agent that can revolutionize the way you care for your socks. From eliminating odors to removing stains, using white vinegar for sock cleaning offers numerous benefits without harming the environment. By incorporating this simple and natural solution into your laundry routine, you can enjoy fresher, longer-lasting socks while saving money and reducing your carbon footprint. Embrace the power of white vinegar, and you'll never look at your sock drawer the same way again.。
描述自己的一天或一件事英语作文手抄报I wake up every morning at 6:30 am to the sound of my alarm clock. After stretching and rubbing my eyes, I quickly get out of bed and make my way to the bathroom. As I brush my teeth and wash my face, I mentally prepare myself for thebusy day ahead.Once I am dressed in my school uniform, I head down tothe kitchen where my mom has already prepared a nutritious breakfast for me. Today, it's scrambled eggs, toast, and a glass of orange juice. I sit at the table, savoring each bite, and engaging in a light conversation with my parents to start the day off on a positive note.After breakfast, I gather my backpack and head out the door. I live close to my school, so I prefer to walk insteadof taking the bus. The fresh morning air invigorates me as Imake my way to the school gates. Along the way, I greet a few familiar faces, exchanging pleasantries and smiles.As I enter the school grounds, I can hear the bustling sounds of students chatting and teachers giving instructions.I make my way to my locker to drop off my backpack, and then head to my first period class - English Literature. Today, we are discussing a classic novel, and our teacher leads an engaging discussion that encourages critical thinking and analysis.After English, I move on to my mathematics class. This subject has always posed a challenge for me, but I have been working hard to improve my skills. Our teacher explains complex formulas and concepts in a way that I can understand, and I'm grateful for their patience and guidance.The morning passes quickly, and soon it's time for lunch.I meet up with my friends and we head to the cafeteria. We chat and laugh as we wait in line, discussing our plans forthe upcoming weekend. Today, I opt for a salad and a sandwich, along with a bottle of water to stay hydrated throughout the day. We find an empty table and enjoy our meal together, sharing stories and occasionally bursting into laughter.After lunch, the afternoon classes begin. Science is next on my schedule, and today we have a hands-on experiment. Working in groups, we conduct a chemistry experiment,carefully measuring and mixing different substances toobserve the chemical reactions. It's fascinating to seetheory come alive in a practical setting.The final class of the day is Physical Education. We participate in various sports activities, such as basketball, volleyball, or running. Today, we are playing soccer, and I join my classmates on the field with enthusiasm. We divideinto teams, and the game quickly becomes intense and competitive. Despite the sweat and occasional bumps, it's afun way to end the day, and I feel a sense of accomplishment after each match.After school, I attend a club meeting for the debate team.I thoroughly enjoy the intellectual discussions and the opportunity to express my viewpoints. We discuss upcoming tournaments and practice our debating skills, honing our argumentative abilities and critical thinking.As the evening sets in, I return home. I spend some time reviewing my class notes and completing any homework assignments. Afterward, I relax by reading a book or watching a TV show. This downtime allows me to unwind and recharge for the next day.Dinner time arrives, and my family gathers around thetable to share a meal. We talk about our respective days, sharing stories and discussing any challenges or achievements. It's a precious moment of togetherness that strengthens our bond.After cleaning up from dinner, I spend some time on my hobbies. I enjoy playing the guitar, so I strum a few tunes, losing myself in the music. It's a gratifying way to express myself creatively and alleviate any stress.As the clock strikes 10 pm, I know it's time to call it a day. I head to my room, change into comfortable pajamas, and settle into bed. Before I drift off to sleep, I reflect on the events of the day, feeling grateful for the opportunities and experiences. I eagerly anticipate what tomorrow will bring, knowing that each day holds the potential for growth and new adventures.。
日常生活中使用水英语作文Water is an essential element in our daily lives, sustaining life and contributing to the functioning of various ecosystems. Here's a look at how water plays a crucial role in our day-to-day activities.Morning Routine:The day often begins with water-related tasks. Many people start their morning with a shower, which not only refreshes the body but also aids in waking up the mind. Afterward, brushing teeth is a hygiene practice that requires water to ensure oral health.Hydration and Health:Drinking water is vital for maintaining good health. It helps to regulate body temperature, transport nutrients, and remove waste through sweat and urine. Staying hydrated is especially important during physical activities or in hot weather conditions.Cooking and Food Preparation:Water is a fundamental component in cooking and food preparation. It's used for boiling vegetables, cooking pasta, and creating various beverages. Additionally, it's a key ingredient in many recipes, such as soups and sauces.Cleaning and Sanitation:For cleanliness, water is used for washing dishes, clothes,and surfaces. It's also essential for personal hygiene, such as handwashing, which is critical for preventing the spread of diseases.Agriculture and Gardening:Outside of the home, water is indispensable for agriculture. It nourishes crops and is a primary resource for farming. Even in urban areas, gardening and maintaining green spaces rely on water.Industry and Manufacturing:In industrial processes, water is used for cooling, heating, and as a solvent or reactant in chemical processes. It's also a critical component in the manufacturing of many products, from electronics to textiles.Leisure and Recreation:Water is a source of enjoyment, with many recreational activities centered around it, such as swimming, boating, and fishing. It also supports wildlife and is a key feature in natural landscapes that people enjoy visiting.Conservation and Sustainability:Given its importance, water conservation is a significant aspect of modern life. Many households and communities are encouraged to use water wisely, through methods such as rainwater harvesting, drip irrigation, and reducing water waste.Conclusion:In conclusion, water is intertwined with every facet of ourdaily existence. From the most basic needs to industrial applications and leisure activities, it is a resource that must be cherished and used responsibly. As stewards of the environment, it's our duty to ensure that future generations will also have access to this vital element.。
读能净化空气的衣服英语作文感想Air-Purifying Clothing: A Breathable Solution to Air Pollution.In the tapestry of modern life, air pollution has emerged as an insidious threat to human health and well-being. The invisible menace of particulate matter, volatile organic compounds, and other airborne contaminants permeates our indoor and outdoor environments, posing significant respiratory and systemic risks.Amidst this growing concern, the advent of air-purifying clothing offers a novel and promising solution. These innovative garments incorporate specialized materials and technologies that actively remove pollutants from the air, creating a personal sanctuary of clean and healthy air for the wearer.The underlying principle behind air-purifying clothing lies in the incorporation of activated carbon fibers orother sorbent materials within the fabric. Activated carbon, with its highly porous structure and vast surface area,acts as a sponge for airborne contaminants. As air passes through the fabric, pollutants are trapped within thecarbon pores, effectively reducing their concentration in the wearer's immediate vicinity.Beyond activated carbon, other innovative materialssuch as titanium dioxide (TiO2) nanoparticles have been employed in air-purifying clothing. TiO2, when exposed to sunlight or ultraviolet light, undergoes a photocatalytic reaction that breaks down harmful organic compounds into harmless byproducts. This technology provides continuousair purification even in the absence of direct contact with the wearer's body.The benefits of air-purifying clothing extend beyond personal health and well-being. By reducing the concentration of airborne pollutants in the wearer's vicinity, these garments contribute to improving theoverall air quality of indoor environments. This is especially beneficial in crowded or polluted areas, wherethe accumulation of contaminants can pose significant health risks.Moreover, air-purifying clothing offers a sustainable and cost-effective solution to air pollution. Unlike traditional air purifiers, which consume electricity and require maintenance, these garments can be worn and washed like any other article of clothing. Their long-lasting effectiveness and low maintenance requirements make them an environmentally friendly and economically viable alternative.While air-purifying clothing holds immense promise for mitigating the harmful effects of air pollution, it is important to acknowledge its limitations. The effectiveness of these garments depends on factors such as the type of fabric used, the surface area of the sorbent material, and the duration of exposure. Additionally, the ability of the fabric to remove certain contaminants may vary depending on their size, chemical composition, and concentration.Despite these limitations, the potential benefits ofair-purifying clothing are undeniable. As research and development continue to advance, we can expect further improvements in the efficacy and durability of these garments. With continued innovation, air-purifying clothing has the potential to revolutionize the way we protect ourselves from the pervasive threat of air pollution.In conclusion, air-purifying clothing presents a transformative solution to the growing problem of air pollution. By incorporating advanced materials and technologies into everyday garments, we can create a personal shield against harmful airborne contaminants. While not a perfect solution, the benefits of air-purifying clothing are substantial and offer a promising step towards a cleaner, healthier future.。
高三练习题制作天然身体喷雾英语作文Nowadays, with the rising awareness of using natural products and reducing chemical exposure, the trend towards creating homemade natural body sprays has gained significant popularity. Crafting your own body spray not only allows you to customize the fragrance according to your preferences but also ensuresthat you are using safe, nontoxic ingredients on your skin.To make a natural body spray at home, you only need a few simple ingredients that are easily available. One of the most common bases for a body spray is distilled water. It serves as a neutral carrier for the other ingredients and helps in diluting the essential oils. Essential oils are the key component that provides the fragrance for the body spray. Popular choices include lavender, rose, peppermint, citrus oils, and many more, depending on the desired scent.To add a moisturizing element to the body spray, glycerin or aloe vera gel can be included. Glycerin helps in retaining moisture on the skin, while aloe vera gel has soothing and healing properties. These ingredients not only enhance the effectiveness of the body spray but also contribute to the overall wellbeing of the skin.Creating a natural body spray is a simple and enjoyable process. Start by choosing your preferred essential oils and blending them together in a clean spray bottle. Remember toconsider the intensity of the fragrance and adjust the number of drops accordingly. Next, add distilled water and a small amount of glycerin or aloe vera gel to the mixture. Shake the bottle gently to ensure that all the ingredients are well combined.Using a homemade natural body spray offers a plethora of benefits. Firstly, it eliminates the exposure to harmful chemicals present in commercial body sprays, which can cause skin allergies and other adverse reactions. Secondly, the personalized fragrance uplifts your mood and provides a sense of tranquility throughout the day. Additionally, making your own body spray is costeffective in the long run and reduces the environmental impact associated with purchasing disposable plastic bottles.In conclusion, the process of crafting a natural body spray at home is not only a creative endeavor but also a step towards embracing a healthier and more sustainable lifestyle. By choosing natural ingredients and tailoring the fragrance to your liking, you can enjoy a luxurious and personalized body care experience. So, why not embark on this empowering journey of creating your own signature scent and reaping the benefits of a natural body spray?。
AbstractDuring routine field use of soft body armor, the ballistic panels often become saturated with perspiration. This condition motivates the user to clean and/or deodorize the armor, and anecdotal evidence is given for various methods used to accomplish this. While the cleaning/deodorization is usually performed on the armor liners and coverings, there is concern that the chemicals could seep into the ballistic panels. The purpose of this study is to assess the effect of perspiration and cleaning chemicals on the mechanical and chemical properties of aramid, poly(p-phenylene benzobisoxazole), and ultrahigh molecular weight polyethylene ballistic yarns and fabrics following controlled cycles of exposure to artificial perspiration and dilute solutions of common cleaning chemicals. It was observed that the effect of the artificial perspiration on properties of all materials tested was the same as that of water alone. Of all of the cleaning chemicals employed, only chlorine bleach had a detrimental effect on fiber properties that was above and beyond that of water alone. All other cleaning chemical solutions and artificial perspiration induced the same effects as water alone.Key words: artificial perspiration, body armor, ballistic fibers, poly(benzazole), aramid, ultrahigh molecular weight polyethylene, chlorine bleach, infrared spectroscopy, confocal microscopy, tensile testing.IntroductionDuring routine field use of soft body armor, the ballistic panels become saturated with perspiration. Although human perspiration is primarily composed of water, it also contains small quantities of organic compounds and inorganic salts. In the testing and qualification of body armor, questions have arisen as to whether plain water has an equivalent effect on the long term properties of ballistic fibers as does human perspiration.In attempts to clean and deodorize body armor, anecdotal evidence exists that vest users spray the panels with odor neutralizer, disinfecting sprays, and cologne, as well as wipe them down with dilute solutions of detergent or bleach. Standard soft body armor is composed of multiple layers of ballistic fabric sealed into a woven fabric liner (referred to as the covering); this entire assembly is then inserted into a fabric carrier. Laundering of the ballistic panels and coverings is not recommended by body armor manufacturers. However, the carriers can be washed and dried using conventional home laundering techniques.The purpose of this study is to assess the effect of artificial perspiration and dilute cleaning chemical solutions on the mechanical and chemical properties of aramid, poly(p-phenylene benzobisoxazole) and ultrahigh molecular weight polyethylene ballistic yarns and fabrics, using controlled cycles of exposure.Overview of Fibers StudiedIn this study, three main classes of commercial ballistic fibers used in body armor were studied: Poly(p-phenylenebenzobisoxazole) (PBO), poly(p-phenylene terephthalamide), and ultrahigh molecular weight polyethylene (UHMWPE). The tensile properties of these fibers, as provided by their manufacturers, are shown in Table 1. An overview of each fiber type is provided below.Poly(p-phenylenebenzobisoxazole) (PBO)Poly(p-phenylenebenzobisoxazole)(PBO) is a member of the benzazole polymer family, and is characterized by the heterocyclic benzobisoxazole group in its main chain structure, as shown in Figure 1. The conjugated benzobisoxazole and phenyl rings in the PBO repeat unit contribute to extended π-electron delocalization and molecular rigidity, which provides high thermal stability and outstanding mechanical properties to this class of rigid-rod polymers. The PBO manufacturing process [1] involves wet-spinning from a poly(phosphoric acid) (PPA) solution. After spinning, the fiber is coagulated in water to remove the PPA.PBO fibers, like the majority of polybenzazole-based fibers, are extremely strong, tough and stiff, with tensile strengths and moduli superior to those of aramid or ultra-high molecular weight polyethylenes. As is the case with most rigid rod polymers, the compressive strength of PBO are relatively poor, being approximately 10 % to 15 % of its tensile strength [2].Previous research on the chemical resistance of PBO has documented significant losses in tensile strength following immersion in water, hydrochloric acid, nitric acid, sulfuric acid, sodium chloride, and sodium hypochlorite [3]. In a study of temperature and moisture effects on PBO fibers [4], changes in chemical, morphological, andmechanical properties were observed following exposure. It was concluded that that one of the primary degradation mechanisms in PBO fiber is initiated by moisture in the external environment and that moisture initially present in the fiber is not the primary initiator of degradation.Poly(p-phenylene terephthalamide) (aramid)The chemical structure of poly(p-phenylene terephthalamide), commonly referred to as “polyaramid” or “aramid”, is shown in Figure 2. The structure of poly(p-phenylene terephthalamide) consists of relatively rigid molecules, which form planar sheet-like structures. This material derives its strength from its highly crystalline structure containing inter-molecular hydrogen bonds between the carbonyl groups and protons on neighboring polymer chains and the partial π stacking of the benzenoid aromatic structures between stacked strands.Aramid fiber is produced by solution spinning, using a co-solvent with an ionic component (calcium chloride) to occupy the hydrogen bonds of the amide groups, and an organic solvent (N-methyl pyrrolinidone) to dissolve the aromatic polymer. The use of concentrated sulfuric acid in aramid production is required to keep the highly insoluble polymer in solution during synthesis and spinning [5].Although aramid fiber has neither the highest tensile strength nor modulus among the high performance fibers, it offers a favorable balance of key properties such as high tensile properties, light weight, chemical resistance, and thermal and dimensional stability. As with PBO, aramid fibers have relatively low axial and transverse compression properties as well as shear properties, due to the anisotropic structure of the fibers. In general, aramid fibers are resistant to most organic solvents, but are susceptible to attack by strong bases or acids at elevated temperatures or high concentrations.Aramid fibers are hydrolyzed under certain conditions, but at a negligible rate under ambient conditions (nominally 23 o C and 15 % RH) [5].Ultra high molecular weight polyethylene (UHMWPE)The chemical structure of ultra high molecular weight polyethylene (UHMWPE), also known as high modulus polyethylene (HMPE) or high performance polyethylene (HPPE), is shown in Figure 3. UHMWPE fiber is a thermoplastic material which is highly resistant to corrosive chemicals, with the exception of oxidizing acids. It has extremely low moisture absorption and low coefficient of friction, is self- lubricating, and highly resistant to abrasion (10 times more resistant than carbon steel).UHMWPE fibers are produced by the gel-spinning process using a 1 mass % to 5 mass % solution of polyethylene in paraffin oil [6]. Extrusion of this solution through a conical die at high temperatures yields a paraffin oil-containing fiber. The paraffin oil is removed by extraction with n-hexane. After drying, the fiber is hot-drawn to its maximum obtainable draw ratio, resulting in a dramatic improvement in properties. It has been shown that the ultimate fiber properties also depend strongly on spinning speed, spinning temperature, stretching in the spinline [6], molecular weight/weight distribution, polymer concentration, solvent quality, and die geometry.Despite the relatively weak van der Waal’s forces between the chains, UHMWPE fiber derives substantial strength from the length of the individual polymer molecules and their high degree of alignment. The fiber can attain a parallel orientation greater than 95 % and a degree of crystallinity of up to 85 %. In contrast, rigid rod polymers such as aramid derive their strength from strong hydrogen bonding between relatively short molecules [2].As shown in Figure 3, the simple, non-polar structure of the molecule also gives rise to surface and chemical properties that are rare in high-performance polymers. Since these fibers do not contain polar chemical groups (such as esters, amides, or hydroxyls) that are susceptible to chemical and/or hydrolytic attack, they are very resistant to water, moisture, most chemicals, UV radiation, and micro-organisms. In the heterocyclic polymers, the polar groups bond easily to water. Because olefins have no such groups, UHMWPE does not absorb water readily. However, it is not easily wetted due to low surface energy, which makes bonding it to other polymers difficult.Experimental Approach *MaterialsThe types, properties and sources of the commercially available ballistic materials used in this study are listed below:•Virgin aramid yarn, 1500 denier +•Plain weave scoured aramid fabric constructed from 1500 denier aramid warp and fill yarns, areal density = 332 g/m2, no surface treatment.•Plain weave water-repellent treated aramid fabric constructed from 1500 denier aramid warp and fill yarns, areal density = 332 g/m2, treated with a waterrepellent finish.•Virgin ultrahigh molecular weight polyethylene (UHMWPE) yarn, 1350 denier.•Virgin poly(phenylene benzobisoxazole) (PBO) yarn, 498 denier.*Certain commercial equipment, instruments, or materials are identified in this paper in order to specify the experimental procedure adequately. Such identification is not intended to imply recommendation or endorsement by NIST, nor is it intended to imply that the materials or equipment identified are necessarily the best available for this purpose+ “Denier” is a measure of linear mass density used by the textile industry, and is defined as mass in grams per 9000 m.Artificial PerspirationThe composition of human perspiration depends on age, ethnicity, metabolism, and level of activity; thus, it is difficult to define a “standard” formulation for artificial perspiration. Although human perspiration is composed of 99 % water by mass, it also contains sodium chloride (NaCl), potassium chloride (KCl), urea, ammonium chloride (NH4Cl), lactic acid, and acetic acid. Table 2 compares the composition of natural perspiration [7, 8] to artificial perspiration solutions. For this study, the perspiration solution recipe in ISO 3160-2 [9] was selected. Neither the pH of the artificial perspiration solution nor the plain water control changed significantly after 59 immersion cycles, as shown in Table 3.Cleaning ChemicalsSeparate 5 mass % solutions in distilled water were prepared for a commercially available odor neutralizer (Febreze, Meadow and Rain scent), liquid detergent (Tide, Original Scent), and chlorine bleach were utilized. The primary ingredients in the odor neutralizer are listed as cyclodextrin (odor eliminator derived from corn), water, ethanol, fragrance, and unspecified quality control agents. The active ingredients in the liquid detergent are biodegradable surfactants (anionic and non-ionic), ethanol, monoethanolamine, sodium tetraborate and unspecified enzymes.Chlorine bleach is a 6 mass % sodium hypochlorite solution in water, and also contains some unspecified ingredients. Solution pHs before and after 59 immersion cycles are shown in Table 3, and are not observed to change significantly during the exposure period, with the exception of the odor neutralizer solution, which decreased from pH = 8.80 to pH = 5.90. The reason for this is unknown.Perspiration and Cleaning Chemical Exposure CyclesAs shown in Figure 4, PBO, aramid and UMHWPE yarns were wound on plastic dye tubes (Precision Spools, Inc.) having a length of 170 mm and a diameter of 54 mm. Fibers were wound gently to minimize damage which could result in a loss of mechanical properties.Yarn ends were secured to the dye tubes using metal binder clips covered with plastic bags to prevent corrosion.Yarn tubes and fabric samples were immersed into the artificial perspiration solution and cleaning chemical solutions using a cycle that was composed of 1 h of immersion at room temperature followed by (3 to 4) d in a 40 o C oven, as shown in Figure 5. All analyses were carried out during the 40 o C phase of the immersion cycle. Specimens underwent 59 immersion/drying cycles(approximately 9 months of total test time). Due to the rapid deterioration of all fibers exposed to bleach solution, only 29 immersion/drying cycles (approximately 4 months) were utilized. For baseline measurements, one set of each material undergoing exposure was also cycled in plain distilled water and one set was stored at 40 °C.Tensile TestingFor tensile testing of yarns, the appropriate lengths of yarn needed were measured and cut from the main spool at each inspection. For the fabric samples, individual yarns were extracted from the fabric for testing. To obtain yarn mechanical properties, tensile testing of yarns was carried out in accordance with ASTM D2256-02, “Standard Test Method for Tensile Properties of Yarn by the Single-Strand Method” using an Instron Model 4482 test frame equipped with a 91 kg (200 lb) load cell, and pneumatic yarn and cord grips (Instron model 2714-006). Jaw separation was 7.9 cm (3.1 in) and cross-head speed was 2.3 cm/min (0.9 in/min). Yarns were nominally 6.3 cm (16 in) long, and given64 twists (4 twists/in) on a custom designed yarn twisting device. This level of twist was maintained on the yarns as they were inserted into the pneumatic yarn and chord grips. A minimum of ten replicates was tested to failure. The standard uncertainty of these measurements is typically ± 5 %. Following each set of tests, a 25 cm length of fiber was stored for potential future analyses.Infrared AnalysisInfrared analysis was carried out using a Nicolet Nexus FTIR equipped with a mercury cadmium telluride (MCT) detector and a SensIR Durascope attenuated total reflectance (ATR) accessory. Consistent pressure on the yarns was applied using the force monitor on the Durascope. Dry air was used as the purge gas. FTIR spectra were recorded at three different locations on each yarn and were averaged over 128 scans. Spectral analysis, including spectral subtraction, was carried out using a custom software program developed in the Polymeric Materials Group at NIST to catalogue and analyze multiple spectra [11]. The spectra were baseline corrected and normalized using the aromatic C-H deformation peak at 848 cm-1for PBO, the aliphatic C-H bend at 1472 cm-1 for UHMWPE and the aromatic deformation peak at 820 cm-1 for aramid. Spectral subtraction was carried out by subtracting the baseline (unexposed) spectra from the spectra of the exposed materials. Standard uncertainties associated with this measurement are ± 4 cm-1in wavenumber and ± 1 % in absorbance.Laser Scanning Confocal MicroscopyA Zeiss Model LSM510 reflection Laser Scanning Confocal Microscope (LSCM) was employed to qualitatively characterize the fiber surface morphology. The incident laser wavelength was 543 nm. By moving the focal plane in the z-direction, a series ofsingle images (optical slices) can be stacked and digitally summed over the z-direction to obtain a 3-D image. The z-direction step size was 0.5 μm using objectives of 5x and 10x, and 0.1 μm using objectives of 20x, 50x, and 150x. At a magnification of 150x, the dimensions of each image are 61.4 μm by 61.4 μm (512 pixels by 512 pixels).Results and DiscussionTensile PropertiesTensile properties of ballistic fibers are critical to the ballistic performance of soft body armor [12]; hence, it is necessary to be cognizant of factors that can cause physical or chemical damage and subsequently degrade fiber tensile properties. The evolution of tensile strength, elongation at break and tensile modulus for aramid, UHMWPE and PBO are shown as a function of immersion cycles in Figures 6-10. Table 4 presents the percentage change in yarn tensile properties after 29 cycles of immersion in bleach solution and 59 cycles in water, odor neutralizer, and detergent solutions. The percentage change corresponds to:– property initial )/ property initial ] x 100[(propertyfinalTo determine the statistical significance of observed changes in tensile properties relative to the baseline, a two population t-test [13] with a confidence interval of 95 % was carried out on the data.Before discussing the tensile data, it must be noted that slippage of UHMWPE yarns periodically occured when using grips with 1.75 kN capacity. This was particularly problematic for UHMWPE fibers immersed in the detergent solution. In subsequent testing of UHMWPE, it was found that the use of 2.0 kN grips alleviated this problem.In evaluating the effects of the exposure conditions on fiber properties, it must be noted that all immersion environments were aqueous in nature, so any observed effects would also include the contribution of water. Both the aramids and PBO are known to be susceptible to hydrolysis [14, 15], and exhibited decreases in tensile properties following water exposure in this study. Since UHMWPE is non-polar, no decreases in tensile properties following water exposure were observed. To determine the statistical significance of observed changes in tensile properties following artificial perspiration and cleaning chemical exposure relative to the changes in tensile properties following plain water exposure, a two population t-test with a confidence interval of 95 % was applied to the data.It is puzzling why the fibers which were continuously stored at 40 o C during the study also exhibited changes in tensile properties. It is speculated that because all of the materials were stored in the same 40 o C oven, the local relative humidity in the oven was raised for a short period of time each time the wet specimens were replaced after the aqueous immersion portion of the cycle. This repeated, short-term exposure to elevated relative humidity may have contributed to the decreases in tensile properties observed for this set of materials. Thus, no conclusion could be drawn as to whether or not the 40 o C drying step contributed to any observed deterioration in tensile properties.In general, the organic and inorganic compounds in the artificial perspiration solution, detergent or odor neutralizer did not appear to play a statistically significant role in additional fiber degradation beyond that of water, as determined by the two population t-test with a confidence interval of 95 %. The only exception was that of virgin aramid yarn, which exhibited decreases in tensile properties beyond that induced by water following exposure to artificial perspiration and odor neutralizer solutions.After 29 bleach solution exposure cycles, all materials exhibited substantial decreases in tensile strength, elongation at break, and tensile modulus that were statistically different from changes produced by plain water, as determined by the t-test. Commercial chlorine bleach is essentially an aqueous solution of sodium hypochlorite, which is a strong oxidizer. In water, sodium hypochlorite hydrolyses into sodium hydroxide and hypochlorous acid. Both compounds are known to contribute to hydrolysis of PBO and aramid-based materials [3, 5].Relative to the baseline values, decreases in tensile strength following bleach solution exposure were 19 % for UHMWPE, between 50 % and 60 % for the various aramids, and 45 % for PBO. Elongation at break following bleach exposure was unchanged for UHMWPE, but decreases in elongation at break were observed for both the aramids (33 % - 49 %) and PBO (40 %). Changes in tensile modulus induced by bleach solution were minimal for UHMWPE, but were substantial for the aramids (15 % - 29 %) and PBO (10 %). In reference [3], a 48 % loss in tensile strength of PBO was reported after a 100 d exposure to hypochlorite bleach solution.A comparison of the yarns extracted from the scoured and water repellent-treated fabrics to the virgin aramid yarn revealed that, with the exception of the bleach exposures, the water repellent-treated fabric exhibited a smaller degree of loss in properties than its scoured counterpart. It is speculated that the water repellent treatment on the fiber was compromised by the bleach solution, but it did serve to partially protect the fabric from the effect of the various solutions.It is also hypothesized that in a woven fabric, properties of the individual yarns are affected by the weaving operation and are in turn affected more by their external environment. Yarns in a carefully woven aramid fabric may retain 90 % to 95 % of their original tensile strength, while in a poorly woven fabric, individual yarns may bedamaged and retain only 80 % to 90 % of their original tensile strength. Yarn finishes and sizing also impact the extent of damage incurred by yarns during weaving and thus tensile strength retention [5]. However, there were no clear trends observed in the behavior of the yarns extracted from the aramid fabrics compared to the aramid yarn.Surface MorphologyConfocal microscopy was carried out to visually and qualitatively assess changes in the fiber surface morphology. Representative confocal images showing fibers prior to immersion, after 29 cycles of water immersion, and after 29 cycles of bleach solution immersion are shown in Figures 11 – 15. After 29 cycles of bleach immersion, significant pitting was observed on all fiber surfaces. The surface morphology of the water-exposed aramids and UMHWPE, (shown in Figures 11-13 and Figure 14, respectively) was unchanged relative to the unexposed specimens. This indicates that the surface morphology changes observed in the bleach-exposed fibers are due to the oxidizers in the bleach solution, and not to water exposure. In the PBO confocal micrographs shown in Figure 15, differences in surface morphology are observed between the unexposed fibers and both the water-exposed and bleach exposed fibers. Very little difference in surface appearance is observed between the water-exposed fibers and the bleach-exposed fibers. However, since the tensile properties of the bleach-exposed yarns were more highly degraded than those of the water-exposed yarns, it is speculated that the damage initiated by the bleach exposure penetrated deeper into the bulk of the fiberChemical StructureChanges in the intensities or frequencies of observed infrared spectral peaks canbe correlated to changes in the molecular structure of the compound. Spectral subtraction, in which a reference spectrum is subtracted from the spectrum of a materialof interest, is helpful in extracting small chemical changes and providing information on the formation and depletion of specific functional groups. In addition to the references given, peak assignments are made with the guidance of reference[16].In the difference spectra presented in this section, downward-pointing, or negative, peaks are species that are lower in concentration relative to the reference spectrum (unexposed materials, in this case), and upward-pointing, or positive, peaks are species that are higher in concentration relative to the reference material or new species that are not originally present in the reference material. In the interest of space, spectra are only shown here for specimens following bleach solution immersion.The infrared spectrum of aramid yarn and resulting difference spectrum after bleach exposure is shown in Figures 16(a) and 16(b). Results for the scoured and water-repellent treated aramid fabrics are very similar and are not shown here. As shown in Figure 16(a), characteristic infrared peaks for aramids are the amide N-H stretching at 3320 cm-1, carbonyl stretching at 1640 cm-1 (amide I), N-H bending/C-N stretching interactions at 1535 cm-1 and 1513 cm-1 (amide II), and C-N stretching at 1305 cm-1 [17]. The difference spectrum in Figure 16(b) shows new broad peaks centered at 3400 cm-1 and 3200 cm-1, which are attributed to a combination of amine N-H stretching, and carboxylic acid OH stretching. New peaks are also observed at 1570 cm-1 and 1420 cm-1 that attributed to carboxylate ion stretching. Negative peaks with positions corresponding to the original amide I, amide II, and C-N stretching peaks are also observed. Thisevidence points to the hydrolysis of the main chain amide group to amine and carboxylic acid [14]: -NH-C-ONH-O 2 +This degradation mode results in chain scission and subsequent loss of tensile properties.The spectrum of UMHWPE and the resulting difference spectrum followingbleach exposure are shown in Figures 17(a) and 17 (b). Figure 17(a) shows thecharacteristic peaks for UMHWPE, identified as C-H stretching at 2914 cm -1 and 2846 cm -1, and C-H bending at 1470 cm -1 and 1461 cm -1. The difference spectrum in Figure 17(b) shows new peaks at 3400 cm -1 (broad), attributed to O-H stretching from an oxidized species, and 1573 cm -1 and 1420 cm -1, characteristic of carboxylate ionstretching. Negative peaks corresponding to the original C-H stretching peaks at 2914 cm -1 and 2846 cm -1 are also observed, indicating a change in the original polyethylene structure. Similar changes in chemical structure have been observed for polyethylene exposed to oxidizing conditions, which cause chain scission or crosslinking of the polyethylene chains, and leads to degradation of polyethylene mechanical properties[18,19].In the spectrum of PBO shown in Figure 17(a), peaks at 1620 cm -1, 1056 cm -1, 925 cm -1, and 914 cm -1 are identified as stretching modes associated with the benzoxazole ring, which is the most prominent chemical feature of PBO [20]. Following bleach exposure, the difference spectrum in Figure 17(b) reveals a broad new peak centered at3400 cm -1, which is a complex combination of amine N-H stretching, and O-H stretching from carboxylic acids or phenols, and peaks at 1589 cm -1, 1423 cm -1, and 1369 cm -1,which are collectively attributed to carboxylate ion stretching, and/or carboxylic acid C-O stretching and O-H bending. Negative peaks are found at 1056 cm -1 and 925 cm -1, which are the peak positions associated with the benzoxazole ring. This evidence providessupport for a degradation mechanism that involves hydrolysis of the benzoxazole ring to benzamide NH-C-OH ON O N ON Oand subsequently to aminophenol and carboxylic acid:NH-C-OH ON OHOOC-NH 2OH N OSimilar observations have been made by other researchers in the study of PBO hydrolysis[15, 21].Summary and ConclusionsThe effects of perspiration and cleaning chemicals (odor neutralizer, solution, liquid detergent solution, and chlorine bleach) on the tensile, chemical and surface morphological properties of aramid yarns and fabrics, UHMWPE yarn, and PBO yarn were investigated using controlled immersion/drying cycles.The tensile properties of aramid and PBO materials decreased following exposure to plain water, artificial perspiration, and 5 mass % solutions of detergent, odor neutralizer, and chlorine bleach. The hydrophobic UHMWPE exhibited tensile strength decreases only in chlorine bleach. For all materials tested, only chlorine bleach caused a significant decrease in tensile properties beyond that of plain water. No degradation of tensile properties beyond that induced by plain water was observed following artificial perspiration exposure for any of the ballistic materials.Analysis of fiber surface morphology after exposures revealed that chlorine bleach caused physical changes in the fiber surfaces, primarily observed as small pits. These surface changes were not observed after exposure in water, with the exception of PBO, in which the surface morphological changes induced by water and bleach solution were roughly the same.Chemical analysis of bleach-exposed fibers via FTIR revealed significant chemical changes initiated by the strong oxidizers in bleach. Hydrolytic degradation was observed for the aramids and PBO, and evidence for oxidative degradation was observed for UHMWPE. Each of these damage modes can be correlated to the observed changes in fiber tensile properties.The results of this limited study infer that chlorine bleach exposure over a period of time could be potentially damaging to soft body armor constructed from commercial aramid, UHMWPE, and PBO fibers, and should be avoided in the routine care and。