加工中心PMC用到的GF指令大全
完成信号辅助功能锁住信号倍率取消信号自动运行启动信号存储行程极限1切换信号
*IT---所有轴互锁信号*ESP---紧急停止信号*SP---自动运行停止信号复位信号外部复位信号
G10,G11---*JV 0~*JV15手动进给速度倍率信号G12---*FV0~*FV7---进给速度倍率信号,,ROV2---快速移动倍率信号
,,,HA1B,HS1C---手轮轴选信号
,,MP2---手轮增量进给信号手动快速移动选择信号
速度到达信号*SSTP---主轴停止信号
G30---SOV0~SOV7---主轴速度倍率信号
,,,MD2,MD4---方式选择信号
运行选择信号手动参考点返回选择信号
跳段信号所有轴机床锁住信号
G45---BDT2~BDT9---跳段信号单段信号
,,,,KEY2,KEY3,KEY4---存储器保护信号
空运行信号
刚性攻丝信号反向旋转指令信号(串行主轴)
正向旋转指令信号(串行主轴)主轴定向(串行主轴)
机械准备就绪信号(串行主轴)报警复位信号(串行主轴)
*ESPA---主轴急停(串行主轴)
,,,+J1,+J2,+J3,+J4---XYZA轴正向信号
,,,,--J2,-J3,--J4---XYZA轴负向信号
,,MI2---镜像信号轴锁住信号
轴伺服关断信号
,,,*IT1,*IT2,*IT3,*IT4---XYZA互锁信号
—自动运行休止中信号自动运行启动中信号
伺服准备就绪信号报警中信号复位中信号
电池报警信号分配结束信号主轴使能信号
准备就绪信号空运行确认
手轮确认确认确认
确认自动确认编辑确认
跳段确认所有轴锁住确认单段确认
辅助功能锁住确认返回参考点确认
复位辅助功能选通主轴功能选通
刀具功能选通
F10---辅助功能代码F26---刀具功能代码
~~R12O---主轴12位速度代码信号
报警信号(串行主轴)速度0信号(串行主轴)速度检测信号(串行主轴)速度到达信号(串行主轴)定向完成信号(串行主轴)
软式操作面板开关信号刚性攻丝方式中信号
,,,,ZP2,ZP3,ZP4----XYZA参考点返回完成信号
,,,,ZP22,ZP23,ZP24---XYZA第二参考点返回完成信号
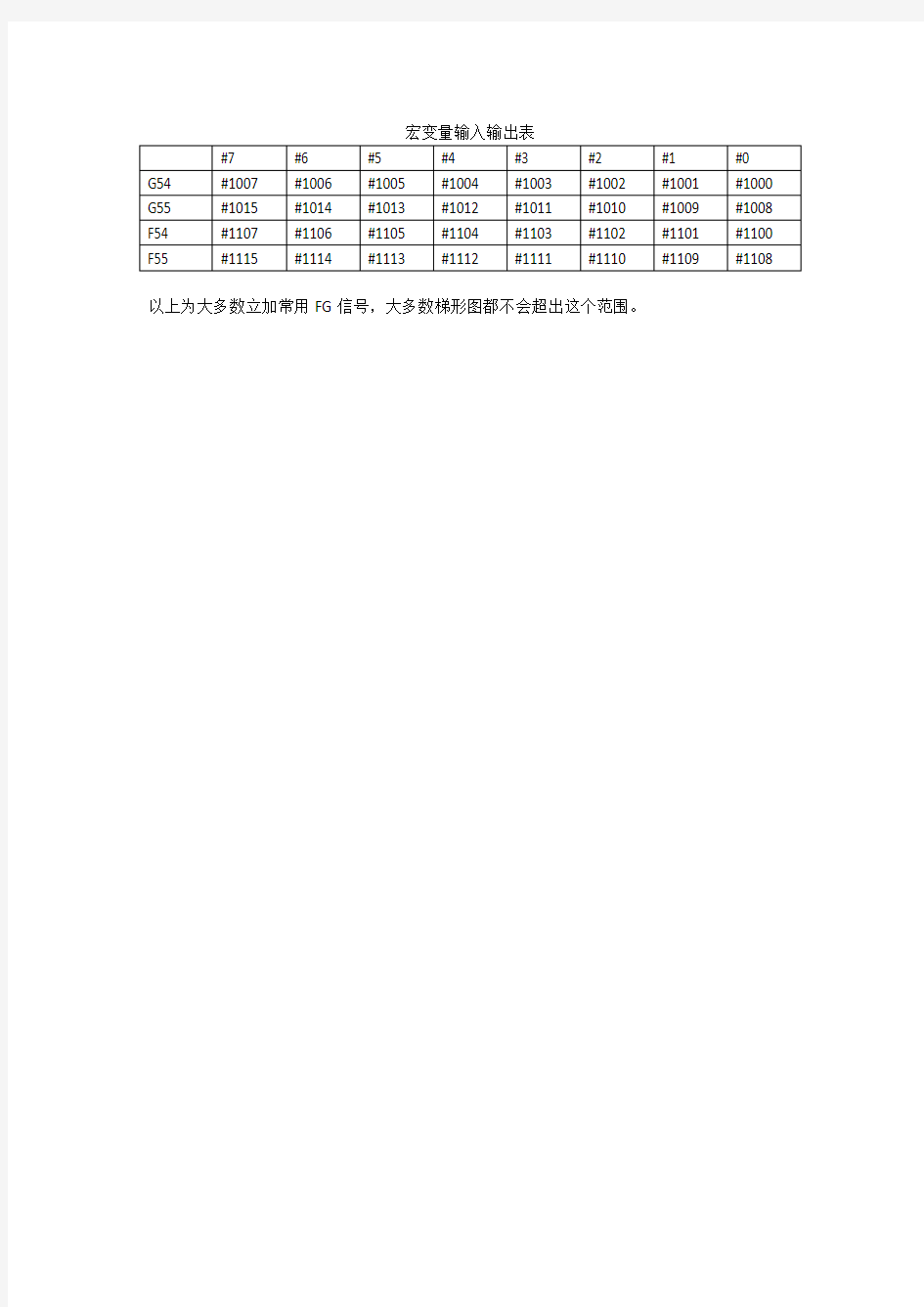
以上为大多数立加常用FG信号,大多数梯形图都不会超出这个范围。