
常用焊接材料选用明细
第一部分:压力管道用焊接材料
第二部分:压力容器板材用焊接材料
湖南湘江焊条厂自建厂以来,深受广大客户的青睐,为回报广大客户朋友的厚爱,我厂将再接再厉,以质量为本,以信誉为根!为推进中国焊接事业的发展做最大的努力! 湘江焊丝厂生产各种气保焊丝 CO2气体保护焊 ER49-1 ER50-3 ER50-4 ER50-6 ER50-G ER60-G ER70-G ER80-G ER55-G 主要用途 ER49-1 用途: 焊接低碳钢及某些低合金钢结构。 ER50-3 ER70S-3 1.低碳钢薄板焊接。2.表面处理较彻底的低碳钢部件焊接。 ER50-4 ER70S-4 1.板金薄板焊接。2.钢管焊接。 ER50-6 ER70S-6 1.各种500MPa级结构钢部件焊接。2.各种500MPa级板材、管材焊接。 ER50-G ER70S-G 1.各种500MPa级结构钢部件、厚板、厚管线焊接。2.各种500MPa级母材的高速焊接. ER60-G ER90S-G 适用于焊接600MPa级高强钢结构,如工程机械、管线、船舶、压力容器等的焊接。 ER70-G ER100S-G 适用于焊接700MPa级高强钢结构,如工程机械、起重机械、桥梁、管线、船舶和压力容器等结构的焊接。 ER80-G ER110S-G 适合于焊接抗拉强度为790MPa级的高强度结构,可用于焊接压力容器、工程机械、起重机械、船舶、矿山机械等重要结构。 ER55-G 用于550MPa抗拉强度等级耐候钢结构的焊接,如机车车辆、近海工程、桥梁等结构的焊接。 湖南湘江焊条厂自建厂以来,深受广大客户的青睐,为回报广大客户朋友的厚爱,我厂将再接再厉,以质量为本,以信誉为根!为推进中国焊接事业的发展做最大的努力! 堆焊焊条D107、D132、D167、D172、D212、D256、D276、D307、D317、D322、D337、D397、D502、D507、D507Mo、D512、D516MA、D517、D547、D547Mo、D557、D577、D608、D658、D667、D698、D707、D717、D968 牌号 GB(AWS) 主要用途
电焊条汇总及用途 2011年11月6日整理 堆焊焊条 一、堆焊焊条牌号:GB(AWS) D107、D132、D167、D172、D212、D256、D276、D307、D317、D322、D337、D397、D502、D507、D507Mo、D512、D516MA、D517、D547、D547Mo、D557、D577、D608、D658、D667、D698、D707、D717、D968 牌号 二、主要用途: 1、D107EDPMn2-1.5常温低硬度堆焊,如车轴等磨损面; 2、D132EDPCrMo-A2-03常温中硬度堆焊,适于矿山机械堆焊与修补; 3、D167EDPMn6-15常温高硬度堆焊,用于农业、建筑机械等的磨损部分的堆 焊; 4、D172EDPCrMo-A3-03常温高硬度堆焊,用于堆焊齿轮、挖泥斗等磨损面; 5、D212EDPCrMo-A4-03常温高硬度堆焊,用于堆焊挖斗、矿山机械等受磨损 的机件表面; 6、D256EDNn-A-16高锰钢堆焊,用于各种破碎机等受冲击磨损部位的堆焊; 7、D276EDCrNn-B-16耐气蚀高铬锰钢堆焊
8、D307EDD-D-15高速钢刀具、刃口堆焊; 9、D317EDRCrMoWV-A3-15冷冲模及切削刀具的堆焊; 10、D322EDRCrMoWV-A1-03同D317; 11、D337EDRCrW-15热煅模堆焊; 12、D397EDRCrMnMo-15热煅模堆焊; 13、D502EDCr-A1-03轴及中温高压阀门堆焊,堆焊金属具有空淬特性; 14、D507EDrCrW-15同D502 D507MoEDRCrMnMo-15中温高压阀门堆焊,堆焊 金属具有空淬特性; 15、D512EDCr-B-03轴及过热蒸汽阀门堆焊,堆焊金属具有空淬特性; 16、D516MAEDCrMn-A-16中温高压阀门堆焊,堆焊金属具有空淬特性; 17、D517EDCr-B-15轴及过热蒸汽阀门堆焊,堆焊金属具有空淬特性; 18、D547EDCrNi-A-15高温高压阀门堆焊,抗擦伤性强; 19、D547MoEDCrNi-B-15高温高压阀门堆焊,堆焊金属时效强化效果显着; 20、D557EDCrNi-C-15同D547Mo D577EDZCrMn-C-15中温高压阀门堆焊,堆焊 工艺简单,易于操作; 21、D608EDZ-A1-08抗磨粒磨损表面堆焊; 22、D658Fe-Cr-B高铬钼石墨型焊条,堆焊高温耐磨,耐腐蚀的部件; 23、D667EDZCr-C-15抗强烈磨损表面堆焊,耐磨损、耐腐蚀和耐气蚀能力良 好; 24、D698Fe-Cr-B用于破碎机,搅拌机的磨损修复,如砖机搅刀、水泥厂塔盘等; 25、D707EDW-A-15碳化钨型,抗强烈磨损表面堆焊; 26、D717------用于耐岩石强烈磨损的机械零件; 27、D968Fe-Cr-B铬、硼含量较高,广泛用于矿山、建材、石料破碎等易磨损件 的修复 铬镍不锈钢焊条 一、焊条牌号:GB(AWS) A002、A022、A022Mo、A042、A052、A062、A102、A107、A132、A137、A172、A202、A207、A212、A237、A222、A302、A302SL、A307、A312、A402、A407、A412、A422、A502、A507、A607、A902 牌号 二、主要用途: 1、A002E308L-16用于超低碳00Cr19Ni10不锈钢结构的焊接;
焊条型号和牌号对照表
表12.4 常用焊条型号和牌号对照表 2
名词解释: E,表示焊条。前两位数字表示熔敷金属的抗拉强度最小值,单位为㎏(应换算成相应的Mpa)。第3位数字表示焊接位置:0和1表示可以全位置焊接(平、仰、立、横)。2表示焊条适 用于平焊和平角焊。4表示向下立焊。第3位和第4位数字组合时表示焊接电流种类及药皮 类型。在第四位数字后附加“R“表示耐吸潮焊条,附加“E,表示焊条。前两位数字表示熔 敷金属的抗拉强度最小值,单位为㎏(应换算成相应的Mpa)。第3位数字表示焊接位置:0 和1表示可以全位置焊接(平、仰、立、横)。2表示焊条适用于平焊和平角焊。4表示向 下立焊。第3位和第4位数字组合时表示焊接电流种类及药皮类型。在第四位数字后附加“R“表示耐吸潮焊条,附加“M“表示耐吸潮和力学性能有特殊规定的焊条,附加“-1“表 示冲击性能有特殊规定的焊条。例1:E4315,表示低氢钠型焊条,适用于全位置焊接,电流 种类为直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。例2:E4316,表示低氢钾型焊 2
条,适用于全位置焊接,电流种类为交流或直流反接,熔敷金属抗拉强度 ≥420Mpa(43kgf/mm2)。E4328 表示铁粉低氢型焊条,适用于平焊、平角焊,电流种类为交 流或直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。 2
项目介绍 D502阀门堆焊焊条符合 GB EDCr-A1-03 说明: D502是钛钙型药皮的1Cr13型阀门堆焊焊条,可交直流两用, 焊接工艺良好。堆焊金属为1Cr13半铁素体高铬钢。堆焊层具有空淬特 性,一般不须进行热处理,硬度均匀,亦可在750-800℃退火软化,当 加热至900-1000℃空冷或油淬后,可重新硬化。 2
耐腐蚀钢;耐侯钢及耐火钢焊条:J350/J357 J507MoNb J507MoW J507CrNi J506CrNiCu J557NiMo ND钢专用焊条JNS钢专用焊条CORTEN A钢专用焊条CORTEN B钢专用焊条08Cr2A1Mo钢专用焊条 低合金钢焊条:J507R J507GR J507GRH J507RH J507NiTiB J507HIC J507SH J557MoV J607Ni J607RH J607Fe J707G 707Ni J707RH 807G J807RH J857Cr J907Cr J907G J107 107Cr J107G 钼及鉻钼耐热钢焊条:R107 R207 R307 R317 R327 R337 R347 R407 R507 R707 R807 R817 R307L R317L R407L 低温钢焊条:W607 W607H W707Ni W907Ni W107 W107Ni W406Fe 不锈钢焊条:G202 G207 G217 G242 G247 G257 G267 G302 G307 G357 G357M G367 367M G200 M520B M831A M837A A002 A002A A002Nb 347L A002 022L A032 2209-16 A042 A052 A062 309L A072 A082 A102 A102A A107 A132 A137 A142 19-9-6 A146 A172 A202 A207 A212 A222 A232 A237 A242 A257 A302 A307 A312 A317 A402 A407 A412 A422 A427 A432 A502 A507 A607
焊条型号与牌号的识别 (一)焊条药皮的作用与类型 1、焊条药皮的基本功能: (1)保护电弧与熔池。药皮比焊芯熔化慢,形成一个套筒,保护金属熔滴顺利地向熔池过渡;同时药皮放出气体和形成熔渣,保护电弧及熔池免受空气的有害作用。熔渣覆盖于熔敷金属表面,也降低了焊缝金属的冷却速度,有利于改善接头性能。 (2)冶金处理。通过冶金反应直到脱氧、脱硫、脱磷等去除杂质作用,同时还对焊缝金属起合金化作用。 (3)赋予焊条良好的焊接工艺性能。使电弧容易引燃,燃烧稳定,减少飞溅,增大熔深,保证焊缝成形等。 (4)满足某些专用焊条的特殊功能。如铁粉焊条药皮内含较多的铁粉,增加了焊条的熔敷系数,提高了焊接生产率。 2、焊条药皮的类型: 序 药皮类型对应牌号对应型号焊接电源 号 1 特殊型×××0 E××00 2 钛型×××1 E××1 3 直流或交流 3 钛钙型×××2 E××03 直流或交流 4 钛铁矿型×××3 E××01 直流或交流 5 氧化铁型×××4 E××20 直流或交流 6 纤维素型×××5 E××10、11 直流或交流 7 低氢钾型×××6 E××16 直流或交流 8 低氢钠型×××7 E××15 直流 9 石墨型×××8 E××13 直流或交流 10 盐基型×××9 E××13 直流 3、酸性焊条与碱性焊条:
●药皮在焊接时熔化形成熔渣。焊后熔渣为酸性的焊条称为酸性焊条,反之为碱性焊条。 ●酸性焊条的缺点:酸性焊条的熔渣组成物以酸性氧化物为主,对焊缝金属有较强的氧化性,致使焊缝金属中合金元素的烧损量较大。同时焊缝金属中氢和氧的含量较高,焊缝金属的力学性能,特别是塑性和韧性较低。 ●酸性焊条的优点:对铁锈、油污及水分引起的气孔敏感性小。酸性焊条用交流或直流电源均可焊接。 ●碱性焊条的优点:碱性焊条的熔渣组成物以碱性氧化物为主,对焊缝金属的氧化性很小,冶金处理效果好。碱性焊条焊接时,药皮分解出CO2作保护气体,保护气体中氢含量很低,因此用碱性焊条焊成的焊缝金属含氢量低,综合力学性能好,特别是塑性、韧性较高。 ●碱性焊条的缺点:对气孔的敏感性较大。 (二)焊条统一编号的意义 焊条通常用型号和牌号来反映其主要性能特点及类别。 ◇焊条型号是以焊条国家标准为依据、反映焊条主要特性的一种表示方法。 ◇焊条牌号是根据焊条的主要用途及性能特点,对焊条产品的具体命名。由焊条厂家制定。 ◇我国焊条行业采用统一牌号:属于同一药皮类型、符合相同焊条型号、性能相似的产品统一命名为一个牌号。如J422、J507。 ★注意:不管是焊条厂自定的牌号,还是全国焊接材料行业统一牌号,都必须在产品样本或标签、质量证明书上注明该产品是“符合国标”、“相当国标”或不加标注(即与国标不符),以便用户结合产品性能要求,对照标准去选用。 ★每种焊条产品只有一个牌号,但多种牌号焊条可同时对应一个型号。如:牌号J507RH 和J507R,型号均为E5015-G。 焊条分类对照 按牌号按型号 碳钢 结构钢焊条 低合金钢焊条
常用电焊条的规格型号及 用途 Prepared on 22 November 2020
常用电焊条规格、型号及用途 ·用于焊接较重要的低碳钢结构和强度等级低的低合金钢如Q235等。 J422 (E4303) ●说明:J422 是钛钙型药皮的碳钢焊条. 具有优良的焊接工艺性能, 电弧稳定, 焊道美观, 飞溅小, 交直流两用, 可进行全位置焊接 ●用途: 用于焊接较重要的低碳钢结构和强度等级低的低合金钢,如Q235 等·用于焊接低碳钢结构,能适应各种形式的焊接接头和焊接位置的施焊。对薄板的焊接性能极佳,尤其是用于补道焊和打底焊,并可立向下焊U。焊接时仅需50V空载电压,是理想的定位焊条。 ·用于焊接重要的低碳钢和低合金的结构。具有良好的力学性能和抗裂性能。使用前需经350℃ x lh烘焙。 J426 (E4316) ●说明:J426 是低氢钾型药皮的碳钢焊条。具有良好的力学性能和抗裂性能。交直流两用,可进行全位置焊接 ●用途: 用于焊接重要的低碳钢和低合金钢的结构 ·用于焊接重要的低碳钢和低合金的结构。具有良好的塑性、韧性、抗裂性能。使用前需经350℃ x lh烘焙。 J427 (E4315) ●说明:J427 是低氢钠型药皮的碳钢焊条。采用直流反接,可进行全位置焊接,具有优良的塑性、韧性、抗裂性能 ●用途: 用于焊接重要的低碳钢和低合金钢结构
·用于低碳钢和中碳钢的焊接。具有良好的力学性能和抗裂性能。使用前需经350℃ x lh烘焙。 J506 (E5016) ●说明:J506 是低氢钾型药皮的碳钢焊条。具有良好的力学性能和抗裂性能。交直流两用,可进行全位置焊接 ●用途: 用于中碳钢和低碳钢的焊接 ·可焊接中碳钢和某些低合金钢。采用直流弧焊电流反接,有良好的塑性、韧性和抗裂性能。使用前需经350℃ x lh烘焙。 J507 (E5015) ●说明:507 是低氢钠型药皮的碳钢焊条。采用直流反接,可进行全位置焊接. 焊缝金属具有良好的塑性,韧性和抗裂性能 ●用途: 可焊接中碳钢和某些低合金钢 ·用于碳钢、低合金钢、船舶用钢和压力容器焊接。有良好的力学性能和抗裂性能。熔敷效率为120%左右,使用前需经350℃ x lh烘焙。 A402 (E310-16) ●说明:A402 是钛钙型药皮的纯奥氏体不锈钢焊条。熔敷金属在900℃ -1000℃高温条件下,具有优良的抗氧化性。交直流两用,有良好的操作性能 ●用途: 用于在高温条件下工作的同类型耐热不锈钢的焊接,也可用于硬化性大的铬钢( 如铬5 钼、铬9 钼、铬13、铬28 等) 以及异种钢的焊接 用于焊接工作温度低于300℃的耐腐蚀的Cr19Ni9 Cr19Ni11Ti的不锈钢结构。是低碳不锈钢焊条。焙敷金属具有良好的力学性能及耐腐蚀性能。 A102 (E308-16) ●说明:A102 是钛钙型药皮的低碳不锈钢焊条。熔敷金属具有良好的力学性能及耐腐蚀性能。可交直流两用,操作性能良好
焊条知识 一、简述: 焊条型号编制方法如下: 字母“E”表示焊条; 前两位数字表示熔敷金属抗拉强度的最小值; 第三位数字表示焊条的焊接位置,“0”及“1”表示焊条适用于全位置焊接(平、立、仰、横),“2”表示焊条适用于平焊及平角焊,“4”表示焊条适用于向下立焊; 第三位和第四位数字组合时表示焊接电流种类及药皮类型。 在第四位数字后附加“R”表示耐吸潮焊条,附加“M”表示耐吸潮和力学性能有特殊规定的焊条,附加“-1”表示冲击性能有特殊规定的焊条。 二:焊条型号及各项参数: 焊条型号及其对应的熔敷金属的力学性能、药皮类型、焊接位置和焊接电流种类:--------------------------------------------------------------------------------看焊条牌号(如J422,J507)末位,末位数字0~5的是酸性焊条,6~9的是碱性焊条。 牌号末位数字表示具体含义: 0:不规定药皮类型,不规定适用电流类型 1:氧化钛型药皮,交直流两用 2:氧化钛钙型药皮,交直流两用 3:钛钙型药皮,交直流两用 4:氧化铁型药皮,交直流两用 5:高纤维素型药皮,交直流两用 6:低氢钾型药皮,交直流两用 7:低氢钠型药皮,交直流两用 8:石墨型药皮,交直流两用
9:盐基型药皮,直流专用 焊条的酸碱性从本质上,是根据熔渣的碱度来的。 酸性焊条药皮中含有大量SiO2、TiO2等酸性氧化物及一定数量的碳酸盐,熔渣碱度小于1。钛型条、钛钙型焊条、钛铁矿型焊条和氧化铁型焊条均属于酸性焊条。 碱性焊条药皮中含有大量如大理石、莹石等等碱性造渣物,并含有一定数量的脱氧剂和合金剂。低氢型焊条都是碱性焊条。 按GB/T 5117-1995《碳钢焊条》规定,碳钢焊条型号根据熔敷金属的抗拉强度、药皮类型、焊接位置和焊接电流种类编制。型号的编制方法和含义是这样的: E X1X2 X3X4 ■ E表示焊条,X1X2表示焊条系列,即熔敷金属抗拉强度的最小值,X3表示焊条的焊接位置,X3X4表示焊条 药皮类型及焊接电流种类,■表示附加代号。 焊接位置X3含义: 0:全位置(平、立、仰、横) 1:全位置(平、立、仰、横) 2:平焊、横角焊 4:立向焊接
普通焊条型号:THJ422 直径:2.5/3.2/4.0 mm 类型:结构钢焊条长度:350-400 mm 详细说明 碳钢焊条简明表 牌号GB标准A WS标准药皮类型焊接电源主要用途 J350 DC+ 专用于微碳纯铁氨合成塔内件的焊接。具有抗高温氢、氮、氨腐蚀能力,也可做要求抗裂而不要求等强度的焊接或过渡层。 J421 E4313 E6013 钛型AC、DC 焊接低碳钢结构,特别适于薄板小件及要求焊缝表面美观和光洁的盖面焊。 THJ421Fe E4313 E6013 钛型AC、DC 焊接一般低碳钢结构,特别适用于薄板小件及短焊缝的间断焊和要求焊缝表面光洁的盖面焊。 THJ421Fe16 E4324 E6024 钛型AC、DC 用于一般低碳钢结构的平焊、平角焊。 THJ421Fe18 E4324 E6024 钛型AC、DC 用于一般低碳钢结构的平焊、平角焊。 THJ421X E4313 E6013 钛型AC、DC 适用于焊接一般船用碳钢及镀锌钢板,尤其适用于薄板立向下焊及间断焊。 THJ422 E4303 钛钙型AC、DC 用于焊接较重要的低碳钢结构和强度等级低的低合金钢结构,如Q235、09MnV、09Mn2等。 THJ422Fe E4303 钛钙型AC、DC 适用于较重要的低碳钢结构的焊接。 THJ422Fe16 E4323 钛钙型AC、DC 用于较重要的低碳钢结构的焊接。 THJ422GM E4303 钛钙型AC、DC 适用于海上平台、船舶、车辆、工程机械等结构表面装饰焊缝的焊接。THJ423 E4301 钛铁矿型AC、DC 用于焊接较重要的低碳钢结构,如车辆、建筑结构、重型机械结构等的焊接。 THJ424 E4320 E6020 氧化铁型AC、DC- 可焊接较重要的碳钢结构,如重型机械、建筑机械等。 THJ425 E4311 纤维素型AC、DC+ 适于薄板结构的对接、角接及搭接焊。如电站烟道、风道、变压器的油箱、船体和车辆外板的低碳钢结构。 THJ426 E4316 低氢型AC、DC+ 用于焊接重要的低碳钢和低合金钢的结构,如造船、桥梁、压力容器等。THJ427 E4315 低氢型DC+ 用于焊接重要受压载荷或低碳钢厚板结构和低合金钢的结构,如机械、造船、桥梁、压力容器等。 THJ427D E4315 低氢型AC、DC+ 专用于碳钢和相应强度的低合金钢结构的打底焊。 THJ427Ni E4315 低氢型DC+ 用于焊接低碳钢和相应强度的低合金钢重要结构,如船舶用钢(Q235系列A、B、D、E级)、锅炉、桥梁、压力容器及其它低温条件下承受动载荷的结构等。 THJ501Fe E5014 E7014 钛型AC、DC 用于碳钢和低合金结构的焊接,如16Mn等船舶、车辆及机械结构的焊接。 THJ501Fe15 E4024 E7024 钛型AC、DC 用于碳钢和低合金结构的焊接,如A、B、D级钢,16Mn等船舶、机车车辆及锅炉等结构的焊接。 THJ501Fe18 E4024 E7024 钛型AC、DC 用于碳钢和低合金结构的焊接,如A、B、D级钢,16Mn等船舶、机车车辆及锅炉等结构的焊接。 THJ502 E5003 钛钙型AC、DC 主要用于490MPa抗拉强度等级的低合金钢结构的焊接,如建筑用螺纹钢及其它16Mn等结构钢的焊接。 THJ503 E5001 钛铁矿型AC、DC 适用于低合金钢的焊接,如16Mn等。 THJ505 E5011 纤维素型AC、DC+ 适于碳钢、低合金钢结构的立向下焊接及角接,如16Mn、15MnVN 等。 THJ506 E5016 E7016 低氢型AC、DC+ 用于焊接中碳钢和低合金钢结构,如16Mn、09Mn2Si和船舶用A、
D577堆焊焊条型号:EDCrMn-C-15 用途:用于510℃以下中温高压阀门密封面,在闸阀中与D507Mo配合使用耐磨性能更好。D582堆焊焊条 用途:用于阀门密封面堆焊。 D608堆焊焊条型号:EDZ-A1-08 用途:用于农业机械、矿山设备等承受砂粒磨损与轻微冲击的零部件。 D618堆焊焊条 用途:用于堆焊随受较轻冲击载荷、但要求具有较好的抗磨损的耐磨件,如锤击式磨煤机锤头等。 D628堆焊焊条 用途:用于堆焊承受较轻微冲击载荷,但要求具有良好的抗磨料磨损的耐磨件,如锤击式磨煤机锤头等。 D632A堆焊焊条 用途:用于堆焊要求具有良好的耐腐蚀性、耐磨料磨损性或常温、高温耐磨耐腐蚀性的零部件,如喷粉机、掘沟机、辗路机、锤头等。 D638堆焊焊条 用途:用于堆焊要求具有良好的抗耐磨料磨损性能的耐磨件,如料斗、铲刀刃、泥浆泵、锤头等。 D638Nb堆焊焊条 用途:主要用于受耐磨料磨损严重部件及高温磨损部件的修复。 D642堆焊焊条型号:EDZCr-B-03 用途:用于常温和高温耐磨耐腐蚀工作条件的零部件,如水轮机叶片、高压泵零件、高炉料钟等。 D646堆焊焊条型号:EDCr-B-16 用途:用于常温和高温耐磨耐腐蚀工作条件的零部件,如水轮机叶片、高压泵零件、高炉料钟等。 D656堆焊焊条型号:EDZ-A2-16 用途:用于中等冲击情况下主要受磨料磨损的耐磨腐蚀件、如混凝土搅拌机、高速混沙机、螺旋送料机以及工作温度不超过500℃的高炉料钟、矿石破碎机、煤孔挖掘机等。 D658堆焊焊条 用途:用于磨损严重的零部件及高温磨损部件。 D667堆焊焊条型号: EDZCr-C-15 用途:用于堆焊要求耐强烈磨损、耐腐蚀和耐气蚀的场合,如石油工业中离心裂化泵轴套、矿山破碎机、零件及柴油机引擎上的气门盖等。 D678堆焊焊条型号: EDZ-131-08 用途:用于矿山机械和破碎机零部件等受磨料磨损部件的堆焊。 D680/D687堆焊焊条型号: EDZCr-D-15 用途:用于强烈磨损的场合,如牙轮钻头小轴、煤孔挖掘机、提升斗、破碎机辊、泵框筒、混合气叶片等。 D707堆焊焊条型号: EDW-A-15 用途:用于堆焊耐岩石强烈磨损的机械零部件,如混凝土搅拌机叶片、推土机、挖泥机叶片、高速混砂箱等。 D707Ni堆焊焊条
最新常用电焊条的规格、型号及用途 ·SH.J422用于焊接较重要的低碳钢结构和强度等级低的低合金钢如Q235等。 J422 (E4303) ● 说明:J422 是钛钙型药皮的碳钢焊条. 具有优良的焊接工艺性能, 电弧稳定, 焊道美观, 飞溅小, 交直流两用, 可进行全位置焊接 ●用途: 用于焊接较重要的低碳钢结构和强度等级低的低合金钢,如Q235 等 ·SH.E6013用于焊接低碳钢结构,能适应各种形式的焊接接头和焊接位置的施焊。对薄板的焊接性能极佳,尤其是用于补道焊和打底焊,并可立向下焊U。焊接时仅需50V空载电压,是理想的定位焊条。 ·SH.J426用于焊接重要的低碳钢和低合金的结构。具有良好的力学性能和抗裂性能。使用前需经350℃x lh烘焙。 J426 (E4316) ● 说明:J426 是低氢钾型药皮的碳钢焊条。具有良好的力学性能和抗裂性能。交直流两用,可进行全位置焊接 ●用途: 用于焊接重要的低碳钢和低合金钢的结构 ·SH.J427用于焊接重要的低碳钢和低合金的结构。具有良好的塑性、韧性、抗裂性能。使用前需经350℃x lh烘焙。 J427 (E4315) ● 说明:J427 是低氢钠型药皮的碳钢焊条。采用直流反接,可进行全位置焊接,具有优良的塑性、韧性、抗裂性能 ●用途: 用于焊接重要的低碳钢和低合金钢结构 ·SH.J506用于低碳钢和中碳钢的焊接。具有良好的力学性能和抗裂性能。使用前需经350℃x lh烘焙。J506 (E5016) ● 说明:J506 是低氢钾型药皮的碳钢焊条。具有良好的力学性能和抗裂性能。交直流两用,可进行全位置焊接 ●用途: 用于中碳钢和低碳钢的焊接 ·SH.J507可焊接中碳钢和某些低合金钢。采用直流弧焊电流反接,有良好的塑性、韧性和抗裂性能。使用前需经350℃x lh烘焙。 J507 (E5015) ● 说明:507 是低氢钠型药皮的碳钢焊条。采用直流反接,可进行全位置焊接. 焊缝金属具有良好的塑性,韧性和抗裂性能 ●用途: 可焊接中碳钢和某些低合金钢 ·SH.E7018用于碳钢、低合金钢、船舶用钢和压力容器焊接。有良好的力学性能和抗裂性能。熔敷效率为120%左右,使用前需经350℃x lh烘焙。 A402 (E310-16) ● 说明:A402 是钛钙型药皮的纯奥氏体不锈钢焊条。熔敷金属在900℃-1000℃高温条件下,具有优良的抗氧化性。交直流两用,有良好的操作性能 ● 用途: 用于在高温条件下工作的同类型耐热不锈钢的焊接,也可用于硬化性大的铬钢( 如铬5 钼、铬9 钼、铬13、铬28 等) 以及异种钢的焊接 SH.A102用于焊接工作温度低于300℃的耐腐蚀的Cr19Ni9 Cr19Ni11Ti的不锈钢结构。是低碳不锈钢焊条。焙敷金属具有良好的力学性能及耐腐蚀性能。 A102 (E308-16) ● 说明:A102 是钛钙型药皮的低碳不锈钢焊条。熔敷金属具有良好的力学性能及耐腐蚀性能。可交直流两用,操作性能良好
钼和铬钼耐热钢焊条 R107 E5515-A1 E7015-A1 用于工作温度在510℃以下含Mo0.5%的耐热钢或一般的低合金钢的焊接 R202 E5503-B1 用于工作温度在510℃以下的细珠光体耐热钢(如12CrMo)等结构的焊接 R207 E5515-B1 E8015-B1 用于工作温度在510℃以下含Cr0.5%-Mo0.5%的珠光体耐热钢的焊接,如12CrMo R307 E5515-B2 E8015-B2 用于工作温度在520℃以下含Cr1-Mo0.5%的珠光体耐热钢,如15CrMo等的焊接 R310 E5500-B2-V 用于工作温度在540℃以下含Cr1-Mo0.5%-V的珠光体耐热钢的焊接,如12CrMo等 R317 E5515-B2-V 用于工作温度在540℃以下含Cr1-Mo0.5%-V的珠光体耐热钢的焊接,如12CrMo等 R327 E5515-B2-VW 用于工作温度在570℃以下含CrMoVB的珠光体耐热钢结构的焊接,如15CrMoV等 R337 E5515-B2-VNb 用于工作温度570℃以下的珠光体耐热钢结构的焊接,如15CrMoV等 R347 E5515-B3-VWB 用于工作温度620℃以下的含CrMoVWB光体耐热钢结构的焊接 R407 E6015-B3 E9015-B3 用于工作温度550℃以下含Cr2.5%-Mo1%的珠光体耐热钢结构的焊接,如Cr2.5Mo等 R417 E5515-B3-VNb 用于工作温度620℃以下含CrMoVNb的珠光体耐热钢结构的焊接,如12Cr3MoVSiTiB等 R507 E5MoV-15 用于工作温度400℃高温抗氢腐蚀的含 Cr5%-Mo珠光体耐热钢结构的焊接,如Cr5Mo R707 E9MoV-15 用于焊接Cr9Mo耐热钢结构 R802 E11MoVNi-16 用于工作温度565℃以下耐热钢如Cr11MoV等R807 E11MoVNi-15 用于工作温度565℃以下耐热钢如Cr11MoV等 R817 E11MoVNiW-15 用于工作温度580℃以下耐热钢如Cr11MoNiWV 等结构的焊接 管道焊接专用焊条
用途:用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件,如车轴、齿轮和搅拌机叶片等。D106耐磨焊条型号:EDPMn2-16 用途:用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件,如车轴、齿轮和搅拌机叶片等。D107耐磨焊条型号:EDPMn2-15 用途:用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件,如车轴、齿轮和搅拌机叶片等。D112耐磨焊条型号:EDPCrMo-Al-03 用途:用于受磨损的低碳钢、中碳钢及低合金钢,特别用于矿山机械与农业机械的堆焊与修复。 D126耐磨焊条型号:EDPMn3-16 用途:用于堆焊受磨损的低、中碳钢及低合金钢,如车轴、齿轮和搅拌机叶片和行走主动轮。D127耐磨焊条型号:EDPMn3-15 用途:用于堆焊受磨损的低、中碳钢及低合金钢,如车轴、齿轮和搅拌机叶片和行走主动轮。D132耐磨焊条型号:EDPMnCrMo-A2-03 用途:用于受磨损的低碳钢、中碳钢及低合金钢,特别用于矿山机械与农业机械的堆焊与修复 D146耐磨焊条型号:EDPMn4-16 用途:用于堆焊各种受损的碳钢件及碳钢道岔。 D156耐磨焊条 用途:用于轧钢机零部件堆焊,如槽轮轧机、铸钢大齿轮、拖拉机驱动轮、支重轮和链轮节等 D167耐磨焊条型号:EDPMn6-15 用途:用于农业机械、建筑机械等磨损部件的堆焊,如大型堆土机、动力铲的滚轮、汽车环链等。 D172耐磨焊条型号:EDPCrMo-A3-03 用途:用于堆焊齿轮、挖掘机、拖拉机刮板、深耕铧犁,矿山机械等磨损件。 D177SL耐磨焊条 用途:用于焊接单层或多层各种渗铝钢受磨损件,如电站渗铝钢锅炉省煤器管等。 D202A耐磨焊条 用途:用于碳钢和低中合金钢轧钢机零部件的堆焊,如槽轮轧机、铸钢大齿轮等 D202B耐磨焊条 用途:用于单层或多层堆焊各种受磨损的零部件,如齿轮、挖斗、矿山机械等。 D207耐磨焊条型号:EDPCrMnSi-15 用途:用于堆焊堆土机刀刃板、螺旋桨等磨损零件。 D212耐磨焊条型号:EDPCrMo-A4-03 说明:铬钼钢堆焊焊条,交直流两用,电弧稳定,脱渣容易。 用途:用于中层或多层堆焊各种受磨损的零部件,如齿轮、挖斗、矿山机械等。 D217A耐磨焊条型号:EDPCrMo-A3-15 用途:用于堆焊高强度耐磨零部件,如30CrMnSi和35CrMnSi冶金扎辊的堆焊与修复、矿石破碎机部件、矿山用4m电铲斗齿及其他挖掘机斗齿等。 D227耐磨焊条型号:EDPCrMoV-A2-15 用途:用于承受一定冲击载荷的耐磨件表面堆焊,如掘进机盘滚刀的受磨面。 D237耐磨焊条型号:EDPCrMoV-A1-15 用途:用于堆焊受泥沙磨损和气蚀破坏的水力机械、挖掘斗、矿山机械零部件等。
焊条型号用途化学成份参数表序 号 焊条型号焊条牌 号 特征用 途 熔敷金属化学成分/% 堆焊层 硬度 (HRC) C Si Mn Cr 其他 1 EDPMn2-03 D10 2 钛钙型 普通低 中合金 锰钢堆 焊焊条, 交直流 两用,电 弧稳定, 脱渣容 易,用于 堆焊或 修复低 碳钢、中 碳钢及 低合金 钢磨损 件,如车 轴、齿轮 和搅拌 机叶片 等。 ≤0.20- ≤3.50- - ≥22 2 EDPMn2-16 D106 低氢钾 型普通 低中合 金锰钢 堆焊焊 条,交直 流两用 (交流 时空载 电压大 于70V); 用于堆 焊或修 复低碳 钢、中碳 钢及低 合金钢 磨损件, ≤0.20- ≤3.50- - ≥22
齿轮和搅拌机叶片等。 3 EDPMn2-15 D107 低氢钠 型普通 低中合 金锰钢 堆焊焊 条,采用 直流反 接;用于 堆焊或 修复低 碳钢、中 碳钢及 低合金 钢磨损 件,如车 轴、齿轮 和搅拌 机叶片 等。 ≤0.20- ≤3.50- - ≥22 4 EDPCrMo-Al-03 - D112 钛钙型 铬钼钢 堆焊焊 条,交直 流两用, 电弧稳 定,脱渣 容易,用 于受磨 损的低 碳钢、中 碳钢及 低合金 钢,特别 用于矿 山机械 与农业 机械的 堆焊与 修复 ≤0.25- ≤1.50≤0.20≤0.20≥22 5 EDPMn3-1 6 D126 低氢钾≤0.20- ≤4.20- - ≥28
低中合金锰钢堆焊焊条,交直流两用(交流空载电压大于70V);用于堆焊受磨损的低、中碳钢及低合金钢,如车轴、齿轮、搅拌叶片和行走主动轮等 6 EDPMn3-15 D12 7 低氢钾 型普通 低中合 金锰钢 堆焊焊 条,交直 流反接; 用于堆 焊受磨 损的低、 中碳钢 及低合 金钢,如 车轴、齿 轮、搅拌 叶片和 行走主 动轮等 ≤0.20- ≤4.20- - ≥28 7 EDPCrMo-A2-0 3 D132 钛钙型 铬钼钢 堆焊焊 条,交直 流两用, ≤0.50- ≤1.50≤3.00Mo≤1.50≥30
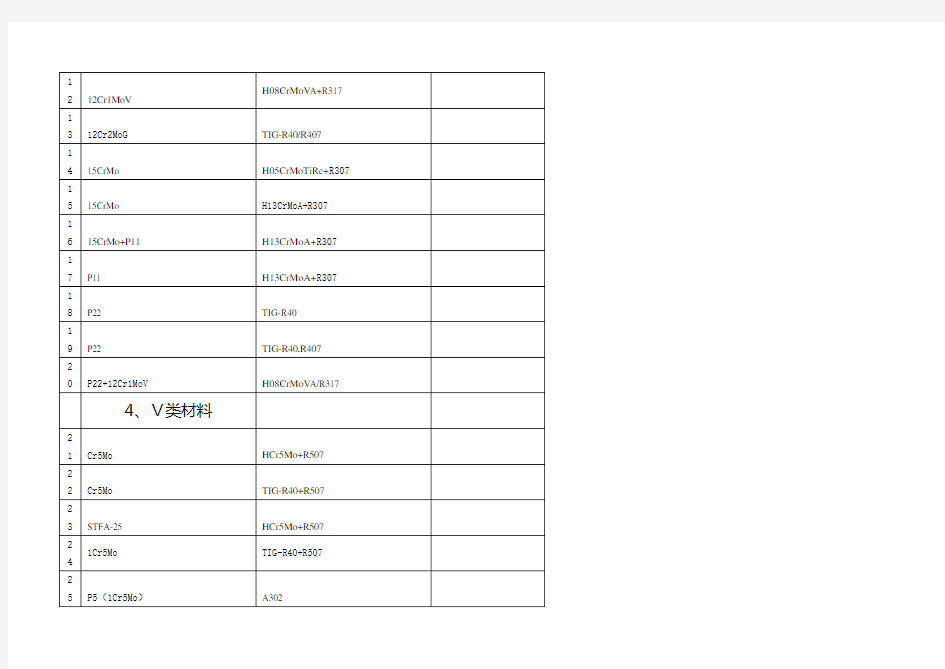
请楼主看清,板材焊接与管道焊接方法是不同的,是否需要坡口,是否是氩弧焊(如TIG 热丝焊)+手工焊(SMAW),还是直接SMAW(这种通常要求焊透),所以焊接材料不同。 母材牌号规格焊条牌号焊丝牌号焊接方法接头形式焊接位置电流种类焊接电流 304 δ=6A102 SMAW V 2G DC 70~100 316L δ=10A022 SMAW △2F DC 110 316L Φ60×2E316L-15 ER316L TIG/SMAW V 5G DC 60~90 304L Φ114×6A002 H00Cr21Ni10 TIG+SMAW V 5 G DC 65~85 附加:304(18Cr-8Ni) 最普通使用的钢种。耐蚀性、耐热性、低温强度、机械性能良好。深冲、折弯等常温加工性能良好。热处理后不产生硬化。 304L(18Cr-8Ni-LowC)为低碳304钢。耐蚀性在普通状态下与304相似。但在焊接后或解除应力后抗晶间腐蚀性良好。 316因添加了Mo,其耐蚀性、耐孔蚀、耐高温强度优良,使用在恶劣环境中。加工硬化性优秀。 316L低碳316钢,保留316钢的特点,耐晶间腐蚀能力良好 常用不锈钢焊丝牌号近似对照 来源:我要不锈钢 [大中小] 添加收藏 我要评论(0)
2008-5-12 16:53:00 中国德国法国日本 GB DIN NF JIS 1H0Cr14X8Cr14Z8C13~ Y410 2H1Cr17X8Cr18Z8C17Y430 3H0Cr19Ni12Mo2X5CrNiMo19 11Y316(1) 4H00Cr19Ni12Mo2X2CrNiMo19 12Y316L 5H00Cr19Ni12Mo2Cu2X2CrNiMO19 12-Y316J1L 6H0Cr20Ni14Mo3--Y317 7-~ X2CrNiMo18 16 5Y317L 8-X5CrNiMoNb19 12- 9H0Cr20Ni10Nb X5CrNiNb19 9Y347 10H0Cr20Ni10Ti--Y321 11H0Cr21Ni10X5CrNi19 9Y308(1) 12H00Cr21Ni10X2CrNi19 9Y308L(1) 13H1Cr24Ni13X12CrNi22 12Y309 14-X2CrNi24 12Y309L 15H1CrNi13Mo2--Y309Mo 16H0Cr26Ni21X2CrNiNb24 12-- 17H1Cr26Ni21X12CrNi25 20Y310 18-X40CrNi25 21-- 19- 常用不锈钢焊丝牌号近似对照 来源:我要不锈钢[大中小] 添加收藏
焊条标准牌号对照表 焊条新旧牌号对照及适用范围 国家标准GB983-77 国家标准GB983-85 国家标准GB983-95 烘干适用于焊接钢材A002 E00-19-10-16 E308L-16 150℃×1 h 0Cr19Ni10; 0Cr19Ni11Ti; A022 E00-18-12Mo-16 E316L-16 00Cr17Ni14 Mo2 A032 E00-19-13Mo2-Cu2-16 E317 Mo-CuL-16 0Cr18Ni12Mo2Cu2 A042 E00-23-13Mo2-16 E309 Mo L-16 00Cr23Ni13Mo2 A062 E00-23-13-16 E309 L-16 00Cr23Ni13 A101 E0-19-10-16 E308-16 1Cr19Ni9; Cr19Ni10; 0Cr19Ni11 A102 E0-19-10-16 E308-16 0Cr19Ni9; 0Cr19Ni11Ti A107 E0-19-10-15 E308-15 250℃×1 h 0Cr19Ni9 A132 E0-19-10Nb-16 E347-16 150℃×1 h C r19Ni11Ti A137 E0-19-10Nb-15 E347-15 250℃×1 h 0Cr19Ni11Ti A201 E0-18-12Mo2-16 E316-16 250℃×1 h(禁反复烘) 0Cr18Ni12Mo2 A202 E0-18-12Mo2-16 E316-16 150℃×1 h 0Cr18Ni12Mo2 A207 E0-18-12Mo2-15 E316-15 250℃×1 h 0Cr18Ni12Mo2; Cr13; Cr17 A242 E0-19-13Mo3-16 E317-16 150℃×1 h Cr19Ni13Mo3 A302 E1-23-13-16 E309-16 Cr23Ni13 A307 E1-23-13-15 E309-15 250℃×1 h Cr23Ni13 A312 E1-23-13Mo2-16 E309 Mo -16 150℃×1 h Cr23Ni13Mo2 A402 E2-26-21-16 E310 -16 Cr25Ni20 A407 E2-26-21-15 E310 -15 250℃×1 h Cr25Ni20 A412 E1-21-21Mo2-16 E310Mo -16 150℃×1 h Cr26Ni21Mo2 A422 Cr25Ni20Si2 说明:15、25—碱性,直流反接; 16、17、26—钛钙型,交流或直流反接。 二、合金钢焊条新旧牌号对照及适用范围 国家标准GB982-77 国家标准GB5118-95 烘干适用于焊接钢材 R102 E5003-A1 150~200℃×1 h 15Mo预热90~110℃,605~635℃回火处理 R107 350℃×1 h R202 E5503-B1 150~200℃×1 h 12CrMo预热150~200℃,605~635℃回火处理R207 350℃×1 h R302 E5503-B2 150~200℃×1 h 15CrMo预热160~200℃,675~705℃回火处理R307 E5515-B2 350℃×1 h R312 E5503-B2-V 200℃×1 h 12CrMoV预热250~300℃,715~745℃回火处理 R317 E5515-B2-V 350℃×1 h R327 E5515-B2-VW 15CrMoV 预热250~300℃,715~745℃回火处理 R337 E5515-B2-VNb
表12.4 常用焊条型号和牌号对照表
名词解释: E,表示焊条。前两位数字表示熔敷金属的抗拉强度最小值,单位为㎏(应换算成相应的Mpa)。第3位数字表示焊接位置:0和1表示可以全位置焊接(平、仰、立、横)。2表示焊条适用于平焊和平角焊。4表示向下立焊。第3位和第4位数字组合时表示焊接电流种类及药皮类型。在第四位数字后附加“R“表示耐吸潮焊条,附加“E,表示焊条。前两位数字表示熔敷金属的抗拉强度最小值,单位为㎏(应换算成相应的Mpa)。第3位数字表示焊接位置:0和1表示可以全位置焊接(平、仰、立、横)。2表示焊条适用于平焊和平角焊。4表示向下立焊。第3位和第4位数字组合时表示焊接电流种类及药皮类型。在第四位数字后附加“R“表示耐吸潮焊条,附加“M“表示耐吸潮和力学性能有特殊规定的焊条,附加“-1“表示冲击性能有特殊规定的焊条。例1:E4315,表示低氢钠型焊条,适用于全位置焊接,电流种类为直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。例2:E4316,表示低氢钾型焊条,适用于全位置焊接,电流种
类为交流或直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。E4328 表示铁粉低氢型焊条,适用于平焊、平角焊,电流种类为交流或直流反接,熔敷金属抗拉强度≥420Mpa(43kgf/mm2)。
项目介绍
D502阀门堆焊焊条符合 GB EDCr-A1-03 说明: D502是钛钙型药皮的1Cr13型阀门堆焊焊条,可交直流两用,焊接工艺良好。堆焊金属为1Cr13半铁素体高铬钢。堆焊层具有空淬特性,一般不须进行热处理,硬度均匀,亦可在750-800℃退火软化,当加热至900-1000℃空冷或油淬后,可重新硬化。 用途: 这是一种通用性的表面堆焊用焊条,用于堆焊工作温度在450℃以下的碳钢或合金钢的轴及阀门等。 熔敷金属化学成分(%) 化学成分 C S P Cr 其它元素总量 保证值≤0.15 ≤0.030 ≤0.040 10.0~16.0 ≤2.50 堆焊层硬度: (焊后空冷)HRC≥40 参考电流 (AC、DC) 焊条直径(mm) φ2.5 φ3.2 φ4.0 φ5.0
不锈钢焊条: 页码焊条牌号药皮类型焊接电源主要用途 1 A002 钛钙型交直流用于焊接超低碳Cr19Ni10不锈钢结构 2 A002Si 钛钙型交直流用于抗应力或点蚀设备中的3RE60钢材的焊接 3 A012Si 钛钙型交直流用于耐浓硝酸不锈钢00Cr17Ni15Si4Nb钢的焊接 4 A022 钛钙型交直流用于焊接尿素及合成纤维设备 5 A032 钛钙型交直流用于在稀、中浓度硫酸介质中工作的同类型超低碳不锈钢结构焊接 6 A042 钛钙型交直流用于同类型超低碳不锈钢结构焊接7 A052 钛钙型交直流用于耐硫酸、醋酸、磷酸腐蚀钢的焊接8 A052Cu 钛钙型交直流用于抗海水腐蚀用钢焊接9 A062 钛钙型交直流用于复合钢和异种钢焊接10 A102 钛钙型交直流用于工作温度低于300℃的0Cr19Ni9不锈钢结构的焊接11 A107 低氢型直流同A102 12 A112 钛钙型交直流用于一般耐腐蚀性能要求不高的铬19镍9型不锈钢的焊接13 A122 钛钙型交直流用于焊接工作温度低于300℃、抗裂抗蚀性较高的0Cr19Ni9不锈钢14 A132 钛钙型交直流焊接含钛的0Cr19Ni9Ti不锈钢15 A137 低氢型直流同A132 16 A146 低氢型交直流用于焊接重要的0铬20镍10锰6不锈钢结构17 A202 钛钙型交直流用于超低碳00Cr19Ni10 或0Cr18Ni10Ti不锈钢的焊接18 A207 低氢型直流同阿A202 19 A212 钛钙型交直流用于0Cr18Ni12Mo2Ti不锈钢的焊接20 A222 钛钙型交直流用于同类型的含铜不锈钢焊接,如0Cr18Ni12Mo2Cu 21 A232 钛钙型交直流用于耐热耐蚀的0Cr19Ni9、0Cr18Ni12Mo2不锈钢的焊接22 A237 低氢型直流同CHS232 23 A302 钛钙型交直流同类型不锈钢的焊接24 A307 低氢型直流同CHS302 25 A312 钛钙型交直流用于耐硫酸介质腐蚀的同类型不锈钢焊接26 A317 低氢型交直流用于焊接耐硫酸介质(硫氢)腐蚀的同类不锈钢、复合板、异种钢的焊接27 A402 钛钙型交直流焊接高温条件下工作的同类型不锈钢、并可焊接Cr5Mo、Cr9Mo、Cr13等28 A407 低氢型直流同CHS402 29 A412 钛钙型交直流焊接耐热不锈钢30 A502 钛钙型交直流焊接呈淬火状态下的低合金钢、中合金钢31 A507 低氢型直流同CHS502 32 407 直流用于焊接相同类型的不锈钢、异种钢及高铬钢、高锰钢、耐热不锈钢等33 407-2 直流用于焊接相同类型的不锈钢、异种钢及高铬钢、高锰钢、耐热不锈钢等34 407-3 直流用于焊接高温条件下同类型的不锈钢及异种钢的焊接35 G202 钛钙型交直流用于0Cr13、1Cr13钢和耐磨耐蚀钢的表面堆焊36 G207 低氢型直流同CHK202 37 G232 钛钙型交直流用于0Cr13不锈钢的焊接38 G307 低氢型直流焊接Cr17不锈钢不锈钢焊条使用说明不锈钢焊条可分为铬不锈钢焊条和铬镍不锈钢焊条,这两类焊条中凡符合国标的,均按国标GB/T 983-1995规定考核。铬不锈钢焊条使用说明铬不锈钢具有一定的耐蚀(氧化性酸、有机酸、气蚀)耐热和耐蚀性能。通常被选作电站、化工、石油等设备材料。但铬不锈钢一般情况下可焊性较差,应注意焊接工艺、热处理条件及选用合适的电焊条。⒈马氏体不锈钢的焊接:马氏体不锈钢包括含铬5~9%的中铬钢和含铬12%的高铬钢。此类钢淬硬倾向大,焊后易产生高硬度的马氏体和贝氏体使脆性增加,残余应力也较大,容易产生冷裂缝。故一般焊前必须进行预热及层间保温,焊后尚未冷却前进行高温回火。⒉铬13不锈钢的焊接:此类铬钢焊接后硬化性较大,容易产生裂纹,若采用同类型的铬不锈钢焊条(G202、H207)焊接,则必须进行300℃以上的预热和焊后700℃左右的回火缓冷处理。若焊件不能进行焊后处理,则应用铬镍不锈钢焊条(A107、A207)等焊接。⒊铬17不锈钢的焊接:此类铬钢通常为改善耐蚀性及可焊性而加适量的稳定化元素钛、铌、钼,可焊性较铬13钢为好,可采用同类型的铬不锈钢焊条(G302、G307)焊接。焊前,焊件应进行200℃左右预热,焊后进行800℃左右的回火处理。也可采用铬镍不锈钢焊条(如A107、A207),