1 前言
我国的污水处理事业起步较晚,对污水处理的研究,特别是自动化控制设备方面的研究远远落后于发达国家。对于我国这样一个污染严重、资源短缺的国家,设计出一批能满足排放要求、处理效果好、运行费用低和国产化程度高且自动化水平较高的污水处理控制系统对我国经济的发展具有重大的现实意义,也是对国家节能减排的重大贡献。
系统应用先进的工业控制计算机、可编程控制器PLC、工业自动化组态软件技术、电力电子控制技术以及网络通信等技术,结合污水处理厂的特性,设计出运行状态及参数能够自动检测和自动控制、具有自动故障应急处理能力,并且具有网络通信能力的高性能、高可靠性的污水处理厂智能监控系统。2 工艺流程
该污水处理厂的进水主要是生活污水和部分工业污水。经检测,主要进水水质指标为C OD
C
500mg/L,BOD
225mg/L,
225mg/L,T
45mg/L,NH
3
35mg/L,
6mg/L。为了使出水水质符合GB18918-2002城镇污水处理厂污染物排放标准的一级排放标准的B标准,即COD
60mg/L,BOD
,
20mg/L,
,NH
3
-N 8mg/L,
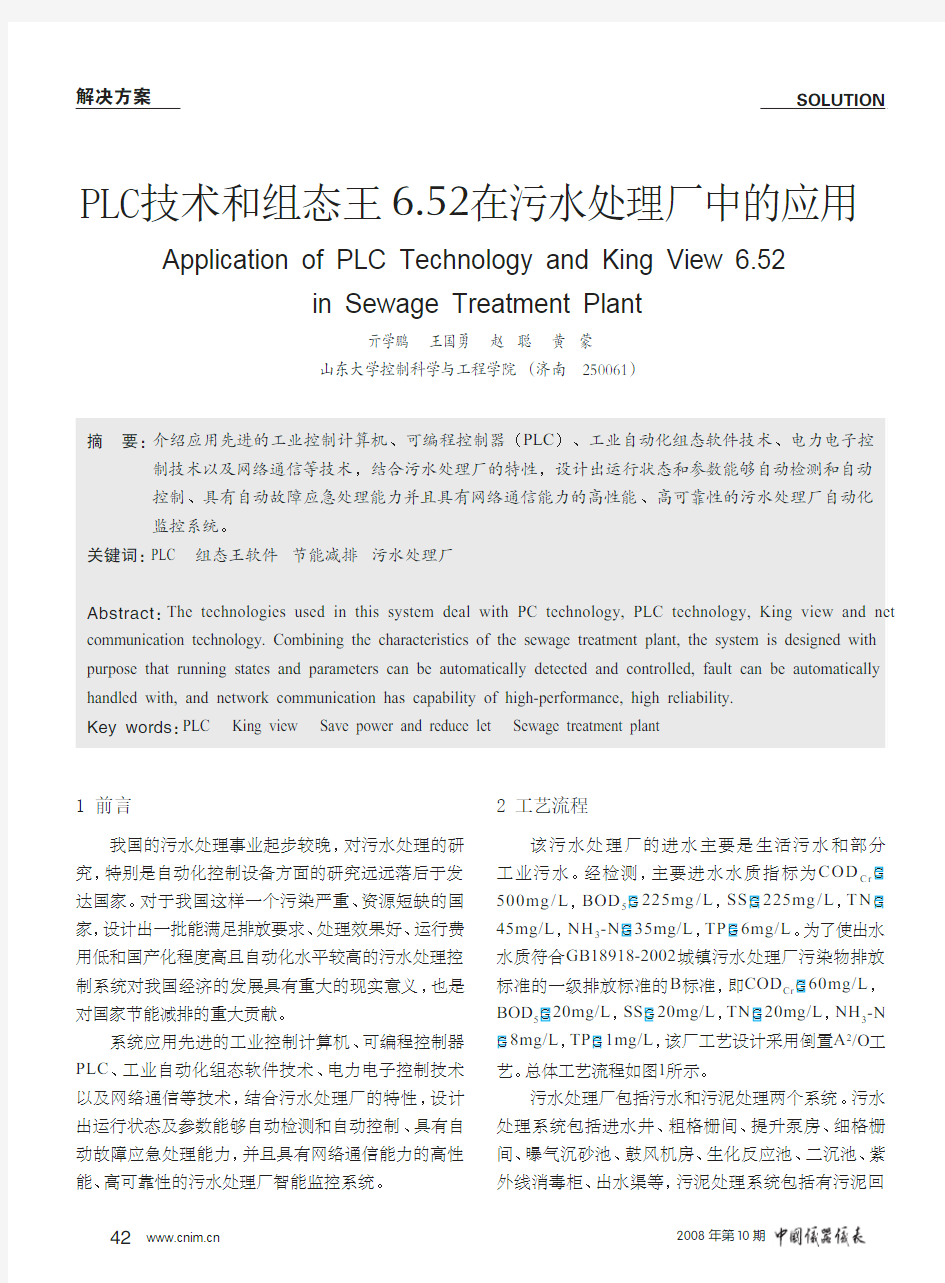
1mg/L,该厂工艺设计采用倒置A2/O工艺。总体工艺流程如图1所示。
污水处理厂包括污水和污泥处理两个系统。污水处理系统包括进水井、粗格栅间、提升泵房、细格栅间、曝气沉砂池、鼓风机房、生化反应池、二沉池、紫外线消毒柜、出水渠等,污泥处理系统包括有污泥回
PLC技术和组态王6.52在污水处理厂中的应用Application of PLC Technology and King View 6.52
in Sewage Treatment Plant
亓学鹏 王国勇 赵 聪 黄 蒙
山东大学控制科学与工程学院(济南 250061)
摘 要:介绍应用先进的工业控制计算机、可编程控制器(PLC)、工业自动化组态软件技术、电力电子控制技术以及网络通信等技术,结合污水处理厂的特性,设计出运行状态和参数能够自动检测和自动控制、具有自动故障应急处理能力并且具有网络通信能力的高性能、高可靠性的污水处理厂自动化监控系统。
关键词:PLC 组态王软件节能减排污水处理厂
Abstract:The technologies used in this system deal with PC technology, PLC technology, King view and net communication technology. Combining the characteristics of the sewage treatment plant, the system is designed with purpose that running states and parameters can be automatically detected and controlled, fault can be automatically handled with, and network communication has capability of high-performance, high reliability.
Key words:PLC King view Save power and reduce let Sewage treatment plant
流泵房、脱水机房等几部分。
污水处理厂的工艺流程是:污水经污水排放管网进入进水井,由进水井流经粗格栅,滤除大块固体悬浮物后,再由提升泵将污水提升到细格栅,滤除细小的漂浮物和浮渣,再经计量渠流入曝气沉砂池,进行砂水分离,去除水中密度较大的无机颗粒,以保护后续处理设施的正常运行。而后进入生化反应池,进行生化处理。经生化处理后的污水进入二沉池后经紫外线消毒后到出水渠,最后排放。二沉池分离的一部分生物活性污泥回流到生化反应池,另一部分剩余污泥流经污泥泵房进入污泥处理系统,剩余污泥进入污泥贮池,最后经进泥泵进入脱水机房进行脱水处理,脱水处理后就可进行二次利用。
3 控制系统方案设计
3.1 设计目标
(1)建立一个集中管理、分散控制及性能可靠的现场控制、过程监视和计算机管理一体化的系统;
(2)实现“现场无人值班,总站少人值班”的目标,减轻操作人员的工作量和劳动强度;
(3)完成对整个工艺过程及全部生产设备的自动监测和控制;
(4)可显示全厂动态流程图,带有动态参数显示、趋势曲线显示及自动生成各类报表;
(5)采集污水厂各工艺过程的工艺参数、电气参数及主要设备的运行状态信息;
(6)对现场数据进行分析、处理、储存,对各类工艺参数做出趋势曲线;
(7)报警系统将现场设备的各种故障在中控室进行声、光报警,并能将故障分类打印。
3.2 设计思想
可编程控制器包括西门子公司的S7-300与S7-200系列与欧姆龙公司的CJ1W系列。根据工艺流程和控制要求分别在变电室、分配电室、鼓风机房和脱水机房设立了4个分布站,由这4个控制站完成对各现场设备的控制。通过工业以太网将各控制站、中央控制室的工程师站相连,形成一个完整的通讯网络,实现监控。整个自动化监控系统构成SCADA系统,完成数据采集、处理、监视及对现场设备进行控制的功能。
3.3 系统构成
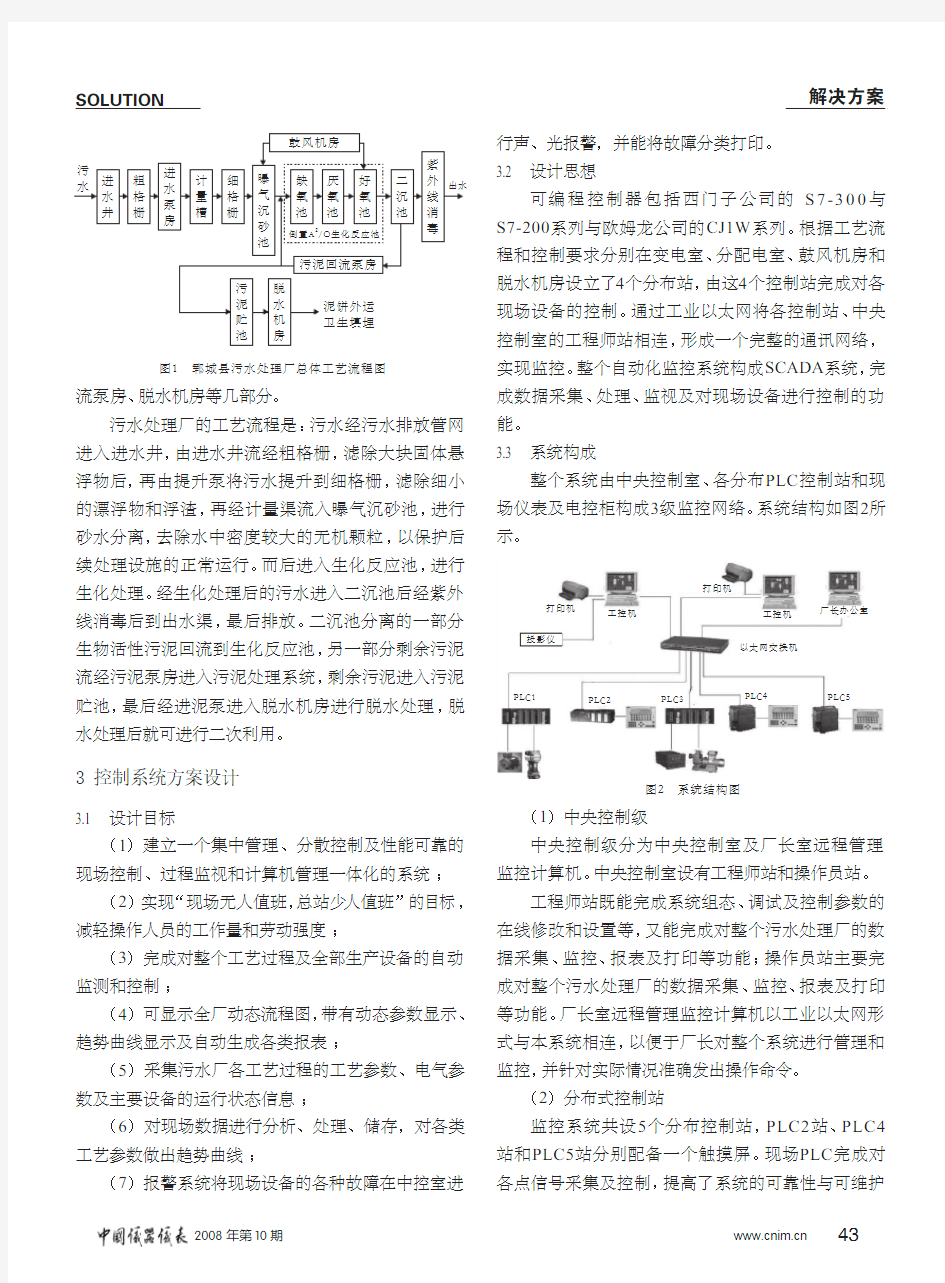
整个系统由中央控制室、各分布PLC控制站和现场仪表及电控柜构成3级监控网络。系统结构如图2所示。
打印机工控机
打印机
工控机厂长办公室
以太网交换机
投影仪
PLC1PLC2PLC3PLC4PLC5
图2 系统结构图
(1)中央控制级
中央控制级分为中央控制室及厂长室远程管理监控计算机。中央控制室设有工程师站和操作员站。
工程师站既能完成系统组态、调试及控制参数的在线修改和设置等,又能完成对整个污水处理厂的数据采集、监控、报表及打印等功能;操作员站主要完成对整个污水处理厂的数据采集、监控、报表及打印等功能。厂长室远程管理监控计算机以工业以太网形式与本系统相连,以便于厂长对整个系统进行管理和监控,并针对实际情况准确发出操作命令。
(2)分布式控制站
监控系统共设5个分布控制站,PLC2站、PLC4站和PLC5站分别配备一个触摸屏。现场PLC完成对各点信号采集及控制,提高了系统的可靠性与可维护
图1 郓城县污水处理厂总体工艺流程图
性。触摸屏既可以显示仪表数据和设备状态,又能对现场设备进行控制。现场的5个PLC站以及触摸屏通过工业以太网与中央控制室的工程师站连接。
(3)现场控制级
各现场控制柜具有两部分功能:一是进行现场的手动操作,二是与各个PLC站连接,将各设备状态信号传送到PLC的相关采集模块。现场手动操作具有比分布控制站和中央控制室更高的优先权,只有将状态选择开关打到自动状态,远程控制程序才起作用。所以在进行自动控制调试前,首先要完成对现场各控制柜的调试,在保证现场设备安全的前提下才能进行远程控制。
4 组态王6.52在系统中的应用
4.1 对上位监控软件的要求
(1)组态现场工艺流程画面,要求生动、形象;
(2)要求采集现场所有模拟量和数字量的信号,并以文字或图形方式显示,被控对象的工作参数包括温度、液位、流量、压力等;
(3)在自动方式下,在现场有关条件满足的情况下,可以通过中控室工控机远程控制各个开关;
(4)被控对象的各个模拟量参数要求加以范围限制,超出范围要求报警;
(5)被控对象的各个模拟量参数要有趋势曲线图,便于查看变化过程;
(6)模拟量的数据要求归档,以保证操作的可靠性和安全性;
(7)组态报表打印。
4.2 上位监控画面的设计
程序运行时首先进入主画面,显示污水处理的整个工艺流程。显示画面显示各个模拟量实时值和开关量的状态。可以实现模拟量的存档、历史曲线以及模拟量的报警表格。期间用户如果想对画面进行操作,包括控制和更改参数,必须有操作员或管理员的权限。在登录状态下,不同的用户具有不同的权限,可以对给予授权的参数进行修改。如果离开,则必须退出登录状态,以防止其他无权限人员的误操作。
在中央控制室的工程师站和操作员站都可以对现场设备进行启、停控制,参数采集以及仪表数据显示。
(1)主画面设计
图3所示主画面显示整个污水处理厂的工艺流程。在此并不显示各工段的运行状态各个模拟量实时值,只提供通往各分画面的连接,如果想了解某个工序段的现场情况,可以切换到某个分画面。点击“系统管理”将出现下拉菜单“用户登录”、“退出登录”、“用户管理”等,点击所想要实现的功能。主画面还有“报表曲线”、“报警窗口”、“故障复位”、“系统设置”及“退出系统”等菜单,点击可进入相应画面进行操作。
郓城污水自动化监控系统
进水
粗格栅
进水泵房
计量槽
细格栅曝气沉砂池
污
泥
回
流生化反应池
总体工艺流程图
污泥回流泵房
二沉池
剩余污泥
污泥贮池
脱水机房
泥饼外运
出水管
鼓风机房
紫外线消毒渠
北沙河
污水流向
污泥流向
鼓风流向
净水流向
清水流向
系统管理工艺流程报表曲线报警窗口故障复位系统设置退出系统
图3 工艺流程主画面
(2)分画面设计
分画面按工艺流程顺序设计。分画面显示各模拟量的实时值及各开关量的状态。通常每个设备都有工作、自动和故障3个状态,闸门还另设有开到位和关到位两个状态,控制部分分为启动和停止两个状态。通常设备处于哪个状态,则相应的显示装置就会改变颜色来表示,系统中,通常红色为运行,绿色为停止,黄色为故障。只有当设备处于自动状态、用户被授予权限且启动和停止的条件满足时,启动和停止按钮才有效。
当点击各设备时都会弹出相应的控制连接,在面板里则可以控制运行或停止。
(3)曲线设计
曲线包括历史趋势曲线和实时曲线,一般都是将模拟量添入趋势曲线的显示中,记录其值的变化,以
便工程人员及时对工艺进行改进。对画面的时间轴进行左右卷动就能看到所需时间的数据。图4为历史趋势曲线
。
图4 历史趋势曲线
(4)报表系统设计
报表系统同样也有历史报表和实时报表,在画面上添加“报表”控件,然后在其内部设定报表名,添加要显示的变量名,具体的方法许多都是要添加命令语言函数,比如说给某个格置一个变量的值时,需要用语言函数:
ReportSetCellValue(“实时报表”,3,2,\\本站点\提升泵液位);
此句函数的意思是将提升泵液位的值填入到“实时报表”的第3行第2列中。打印报表是ReportPrint2(“实时报表”,0),意思是打印整个实时报表。
(5)设计报警画面
在定义变量时定义好各报警值,此时需在画面中添加一个报警报表控件,加入一些额外功能,例如打印报表、报警确认,然后在其动画连接的命令语言中添入函数,比如打印报表是ReportPrint2(“报警画面”,0)。报警确认的函数则是ACK(郓城);表示确认郓城报警组的所有报警。
4.3 OPC技术及其在系统中的应用
由于S7-200的以太网驱动还不完善,需要通过OPC实现PLC与上位组态软件的通讯。OPC服务器由SIEMENS提供的V1.0 PC Access软件来担当。具体配置步骤如下:
安装V1.0 PC Access软件后,在组态王的工程浏览器左端“设备”的下拉菜单中点击“OPC服务器”,在右端双击“新建”将出现以下画面,然后再单击S7200.OPCServer,其余都可以按默认设置即可,单击确定就建立了OPC服务器。
S7-200的变量不能直接添加,需要在V1.0 PC Access中先定义,然后保存后默认为当前打开的工程,就可以在组态王中添加这个OPC变量了,如图5所示
。
图5 添加OPC变量
完成以上步骤之后,便可以在上位监控画面中对相应变量进行监视、操作。
5 总结
本系统已投入实际运行,自投入运行以来,控制系统运行稳定可靠,设备工作状况良好,使用及维护简捷方便,各项指标均达到了设计要求,操作人员的工作量和劳动强度大大降低,能源和设备的利用率得到提高,解决了污水处理厂设备分散、复杂、难以控制的难题,使出水指标稳定达到国家二级排放标准,同时实现了节约能源、降低能耗,受到了厂方的好评。
参考文献
1张震华.污水处理工艺中的流量计选择.自控工程设计,1999.
2李霞,城市污水处理现状.中国水资源,1998,10.
3铁道部专业设计院标准处等.污水处理的基本方法及应用.中国铁道出版社,1982,7.
作者简介:亓学鹏,硕士研究生,主要研究方向为计算机控制与智能系统。