铣带制作标准
1.程式指令介绍和结构说明:
1.1程式基本指令介绍本公司使用CNC成型机常用指令如下:
M48 ——程式头的开始
% ——程式头的结束(即程序的开始)
G00 ——机器移至某点(下刀位置)
G01 ——直线锣至某点(两点距离)
G02 ——顺时针锣圆弧(逆时针用G03)举例:G02/G03X..Y..A..(半径用A 表示)
G32 ——顺时针锣圆孔(逆时针用G33)举例:G32/G33X..Y..A..(半径用A 表示)
M15 ——下刀指令
M17 ——直接提刀指令(间接用M16)
G40 ——中间补偿(不作补偿)
G41 ——前进方向左补偿
G42 ——前进方向右补偿
M25 ——重复起点
M01 ——重复图形开始
M02X#Y# ——重复图形偏移
R#M02X#Y# ——重复块
M08 ——重复结束
M30 ——程序结束
M80M90 ——图形旋转180度
M70M90 ——图形旋转90度
M97/M98 ——钻字麦(M97横向/M98竖向)
G85 ——钻slot G84 ——钻扩孔
1.2 成型程式结构说明: M48 HEADER开头
T01C1.400 第1支锣刀直径1.4mm
T02C1.602 第2支锣刀直径1.602mm,尾数2表示最后一把刀
CP,1,1.360 第1支锣刀补偿为1.360mm
CP,2,1.562 第2支锣刀补偿为1.562mm
% HEADER 结束,程式开始
T01 选择刀具
M25 重复起点
G00X192.2873Y34.4468 机台移至X192.2873Y34.4468
G40 刀具不做补偿
M15 下刀
F16.0 进刀速
G01Y186.4455 直线铣切
M17 提刀
M01 重复图形开始
R5M02X36.002 依X每相隔36.002距离排版5次
M01 重复图形开始
R2M02X191.0359 依X每相隔191.0359距离排版2次
M08 重复结束
T02 选择刀具
M25 重复起点
3G00X12.2877Y20.4489 机台移至X12.2877Y20.4489
G42 刀具做右补偿
M15 下刀
F18.0 进刀速
G01X201.2883 Y200.4485 直线铣切 X13.2877 Y20.4489
M17 提刀
M01 重复图形开始
R2M02X191.0359 依X每相隔191.0359距离排版2次
M08 重复结束
M30 程序结束
1.3 钻孔程式结构说明:
M48 HEADER开头
T01C3.175 刀具序号
T02C0.400 刀具序号
T14C0.400 刀具序号
% HEADER 结束,程式开始
T01 钻孔开始(选择第1把刀)
X-224.589Y289.078 钻孔坐标
X-250.310Y266.532
X-249.736Y-159.376
T02 选择第2把刀
X-224.589Y289.078 钻孔坐标
X-250.310Y266.532
X-249.736Y-159.376
T14 选择第14把刀
M97,480323026B0 X+1Y+2 *&S 钻字麦(附带系数和活动机台代码)X-213.667Y288.824 字麦坐标
M30 程序结束
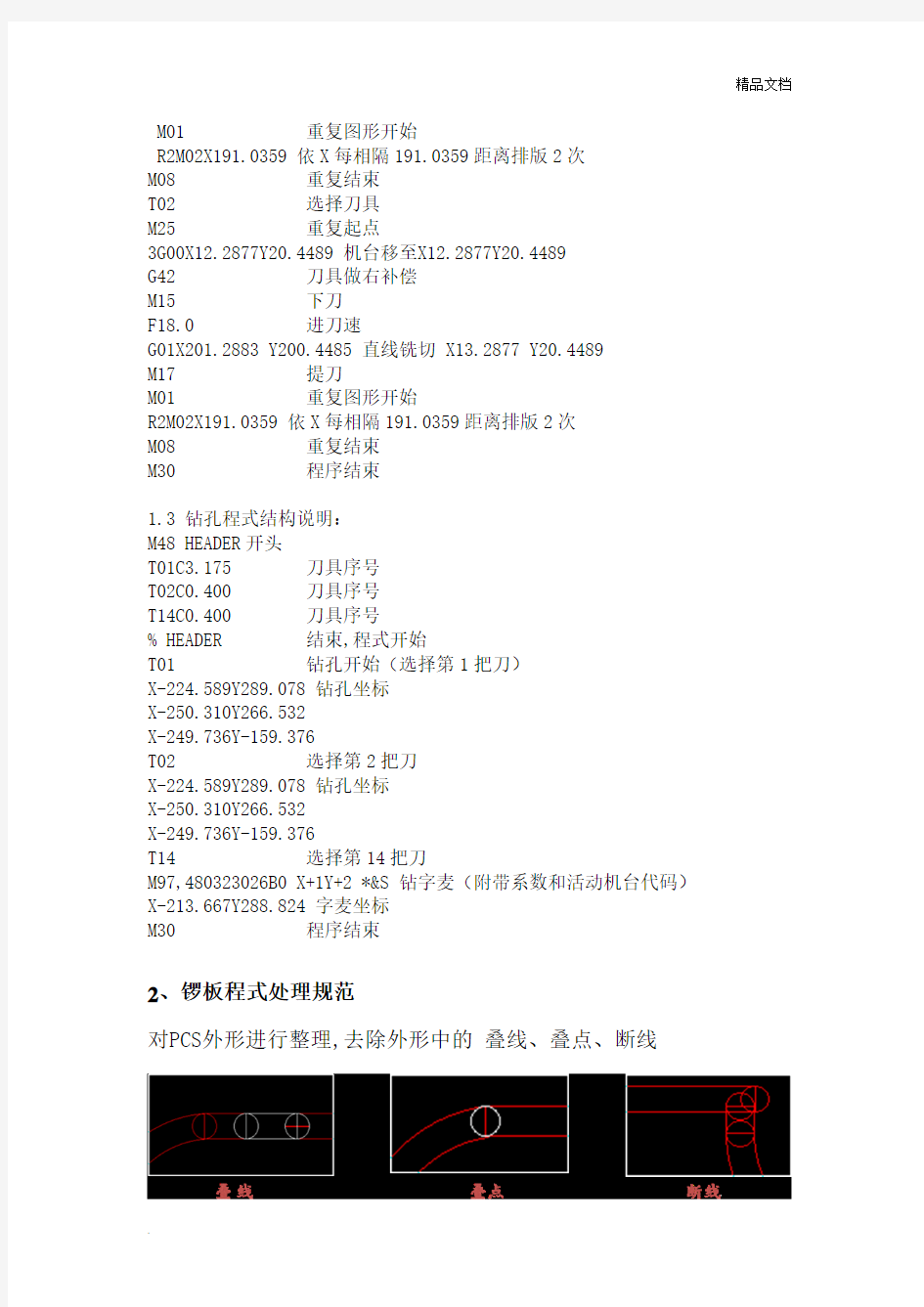
2、锣板程式处理规范
对PCS外形进行整理,去除外形中的叠线、叠点、断线
常用铣刀规格:∮0.8MM;∮1.0MM;∮1.2MM;∮1.5MM;∮1.8MM;∮2.0MM;∮2.4MM。
管位钉最小为1.95mm,最大为5.0mm。
2.1管位孔选择原则:管位孔尽量选择非金属化、内管位、需要满足对角分部的
基本原则,管位孔不能为小于2.05的孔。
2.2板件单元尺寸≥300mm时,需要至少3个管位钉。
2.3一个锣带里,一般情况下只允许出现一把刀。
2.4在选择锣刀时,尽量用大刀;在无法使用大刀的情况下,可以使用两把刀。
锣刀选得越大,锣板效率越高,尽量考虑用1.50MM或以上的锣刀来锣板。
2.5外形锣机的走刀方向按逆时针,向右补偿制作,但下刀点须在板外下刀,板
四角倒按0.8mm的圆角,防止板件擦花,如下图,特殊客户要求除外。
2.5.1外形锣机内槽的走刀方向按顺时针,如下图:
2.6需要在长槽的下刀点及收刀点加与锣刀直径相同的引导孔,防止板面板粉残
留。
2.7在锣带走刀时,尽量减少抬刀次数。
2.8 在走刀时,要按先内锣在外锣的顺序;一个一个单元的锣。
2.9 当槽孔位于V -CUT 线相切时,须向V -CUT 线内多铣0.2mm ,以避免V -CUT
偏时产生毛刺。在把下刀点定在开V 槽的方向。
3.0最小工作槽宽大于或等于0.8mm ,槽宽<0.8mm 以钻孔方式制作。 3.1当槽孔有圆角且圆角?≥铣刀?时,从圆弧处下刀,如下图
3.2当槽孔无圆角或有圆角且圆角?≤铣刀?时则在直角处下刀,下刀点为直角处铣刀则设计为不封闭的,连续性的回形锣带形式;下刀点和收刀点不连接,需断开。如下图
3.3在锣圆时,下到点可为多处,不可只为一处下刀点,防止飞刀。如下图
3.4如下图同心圆铣法:内圆是顺时针走刀①,外圆逆时针走刀②,此两个方向不能为同一位置下刀点;注意在下刀位加下刀孔
①
下刀孔
外形边
3.5内锣边料打碎,防止擦花板件
3.5.1采用一次性锣,不抬刀的原则制作;从中间开始走,进行螺旋形走刀,中间不要留有节点。如下图
3.5.2在不规则的图形下,我们用连线的方式,不补偿走刀,锣内锣;最后在正常走刀,锣内锣外形。如下图
3.5.3 在锣带是有内外锣时,刀径相同时需做一个锣带分成两把刀来做,刀径不相同时需分成两个锣带来制作。
3.5.4在需打碎或多锣一次时,在内外锣时需要不同补偿值,需设内锣为两把刀(依次类推) 如下图
3.6当程式中出现细长条时,须特别注意其受力影响,一般情况下只铣一趟,与外形连接时须先铣外形后铣出细长条。如下图
3.7当槽孔距其他槽可成型线较近时,须先铣出受力影响较大的方槽,后铣受力
影响较小的长槽。如下图
3.8大足锣机进给速度太快,无法手动调节,需删除进给速度。
方槽距长槽较近, 须铣方槽后铣长槽。
(F100为锣机进给速度)
3.9在倒角孔与锣带交界处,倒角处以打断的方式走刀,使锣刀尽量进孔内,不会产生凸台。
4.0 和锣带相同大小的长槽孔,不允许走一刀过做法,还是要走循环锣,防止槽内有板粉。
4.1槽宽小于等于2.4mm长槽,把下刀点定为圆弧的中点处,防止有凸台产生。
4.2在整排方形槽的情况下,槽宽小于2.0mm刀径2倍时,使用小刀进行铣锣。
4.3在做锣带时,必须把多把刀合成一把刀。
修改后:
4.4
1.0 目的 本指引用于指导CAD/CAM 人员对客户数据处理、原稿菲林绘制、生产 菲林制作、客户钻带、铣带输出等提供应依据, 以确保CAM?制造出来 的各类工具能满足客户品质的要求, 并在公司工艺能力范围内方便生 产使用。 2.0 范围 本指引适用于公司所有由客户提供CAD数据资料的PCB的相关工具制 作。 3.0 职责 CAD/CAM人员负责依此指引制作生产工具; QAE人员负责依此指引检查生产工具是否满足客户的需求。
4.0 CAM 制作流程及内容 4.1 Gerber 文件处理 4.1.1 接收文件: 根据MI 上的生产编号,在计算机相应目录里键入子目录文件名。 将客户的原稿GERBER 文件,存入建好子目录文件名中。 工程内部流程 钻带自检表 CAM & FILM 自检表 锣带自检表
4.1.2 CAD/CAM概述 CAD/CAM人员使用Genesis2000 9.00A2等软件将客户提供的文件资料依据公司工艺制程参数能力转换成菲林、钻带、锣带等生产工 具。 4.1.3 目前使用的Genesis2000 9.00A2系统主要包括以下几个主要功能: Input(数据输入)、DFM(数据优化)、Analysis(数据检测)、 Output(数据输出)等。 4.1.3.1 Input(数据输入): 此功能包括: 手动输入、自动输入、钻带输入、铣带输入、GERBER 资料(其中包含客户提供的对应之wheel文件)、DPF文件输入、DXF 文档、以及RS274X文件输入等 打开文件后,双击Input,进入界面: Path:输入资料路径选择 Job:键入PCB文件名(用公司内相应板编号, 例: a001h01A1), Step:ORG 点击identify(辩识资料),”綠色”表示辩识成功﹔“蓝色”表示 无法辩识;“粉红色”表示部分有问题,可点击右键打开“open wheel template……”修改 点击translate(写入资料):綠色”表写入成功﹔“红色”表示无 法写入;“粉红色”表示部分有问题,可点击右键打开 “parameters”修改 4.1.3.2 编辑功能: 编辑功能是CAM系统中最重要的部份。包括: 编辑Edit、编辑set、 编辑Panel等等。其中Edit又是最关键的, 因为我们大部份的编 辑工作都在Edit PCB (包含DFM(数据优化)、Analysis(数据检测)) 中进行。
锣带制作 一般流程 操作详解 1,创建外围如已有外围则不用再建 尽量选择外框接触物件不多的层→选中外框→Edit→Copy→ Other Layer→取名为Rout →其他参数都不用设置点OK→把Rout层中多余的不属于外围的物件删除掉 2, 整理外围线将接合不佳处重新接合,并以ARC取代线段,组成圆弧。A> Edit→Reshape→Design To Rout 最大分析缺口 最大接合缺口 平滑偏移误差 B>Rout→Connection或Edit→Connections 快捷键Alt__O 选取圆弧模式点此处后用鼠标选取两条边即可见效果 选取导角模式 R角(半径)角度 预览
3,层别特性转换 进入Job Matrix ,将rout层定义属性(Board;Rout;Positive) 4,确认及标示尺寸Rout Dimensions 修改已标示尺寸删除已标示尺寸 量测与标示尺寸模式 部分选择显示 指定起点 指定终点 取点模式: All 任意点 Ps 起点 Pe 终点 可平移终点边 线于指定位置 调整标示位置 调整标示图示和字型大小注意:不可重复标示同一终点线段。
5,刀具及切割路线设定Rout Chains 可設定刀具及切割路線, 加導引孔並優化下刀及起刀點 锣带的层名添加(修改,删除,合并,优化,加导引孔)等操作 刀具大小 左右补偿 (一般都用右补偿) Router机台速度 产生的Chain记录列表 Chain [t∫ein] 电路;链路
下刀, 起刀處特殊處理 避免下刀處粗糙影響外觀, 將下刀及起刀處移至適 當位置. 加导引孔于下刀处 先选定某个Chain 才能加
锣带制作标准
————————————————————————————————作者:————————————————————————————————日期: ?
铣带制作标准 1.程式指令介绍和结构说明: 1.1程式基本指令介绍本公司使用CNC成型机常用指令如下: M48 ——程式头的开始 % ——程式头的结束(即程序的开始) G00 ——机器移至某点(下刀位置) G01 ——直线锣至某点(两点距离) G02 ——顺时针锣圆弧(逆时针用G03)举例:G02/G03X..Y..A..(半径用A表示) G32 ——顺时针锣圆孔(逆时针用G33)举例:G32/G33X..Y..A..(半径用A表示) M15——下刀指令 M17 ——直接提刀指令(间接用M16) G40——中间补偿(不作补偿) G41 ——前进方向左补偿 G42——前进方向右补偿 M25 ——重复起点 M01 ——重复图形开始 M02X#Y#——重复图形偏移 R#M02X#Y# ——重复块 M08——重复结束 M30 ——程序结束 M80M90——图形旋转180度 M70M90——图形旋转90度 M97/M98——钻字麦(M97横向/M98竖向) G85——钻slot G84 ——钻扩孔 1.2 成型程式结构说明: M48 HEADER开头 T01C1.400 第1支锣刀直径1.4mm T02C1.602第2支锣刀直径1.602mm,尾数2表示最后一把刀 CP,1,1.360 第1支锣刀补偿为1.360mm CP,2,1.562 第2支锣刀补偿为1.562mm % HEADER 结束,程式开始 T01 选择刀具 M25 重复起点 G00X192.2873Y34.4468 机台移至X192.2873Y34.4468 G40 刀具不做补偿 M15下刀 F16.0进刀速 G01Y186.4455 直线铣切 M17 提刀 M01 重复图形开始 R5M02X36.002 依X每相隔36.002距离排版5次 M01 重复图形开始
拼板制作 一、EDIT中成型线的制作: 首先打开一个料号,进入到“EDIT”中,打开OUTLINE层,将OUTLINE复制一层到我 们要做成型程式的层,ROUT层,执行菜单命令Edit Copy Other layer,如下图所示: 然后打开ROUT层,执行菜单命令Edit Reshape Change symbol,将OUTLINE线的线 宽改为10mil,如下图所示:其实OUTLINE线的大小对我们做成型没有任何影响,只是我们 制作过程中会方便一点,看上去会舒服一点而已。
如果成型线的导角处都是以线段组成的,如下图所示:我们要将它用一个弧去代替。
我们先用框选将组成这个导角的线段选中,如下图所示: 打开增加物件按钮,选择增加弧按钮,点击一下 前面的按钮,再用鼠标点击成型线来提取成型线的大小,也就是我们增加弧的大小。如下图所示:
点击选择增加弧的一个方式,开始—结束—边,打开抓中心按钮,然后再用鼠标分别点击要增加弧的两个端点,如下图所示: 再点击两端点中间部分所选中的线段的任一位置,尽量点击中间位置,抓取一点并双击鼠标,即可参照导角的大小加上一段弧线,如下图所示:
然后按快捷键Ctrl+B删除之前选中的线段即可。如下图所示: 用上面的方法将板内所有的这种情况都用弧来替代,然后再将板内的重复线选出删掉,能用
一条线段的只能用一条线段组成,成型线要用最少的线段组成,我们用点选的功能并按住 Shift键将板内必要的成型线选出,然后执行反选命令,Actions Reverse selection, 将板内多余的成型线选出并按Ctrl+B键删除,然后需要检查每两个线段之间的连接是否完 整,如果有没有完全连接好的,我们可以点拉伸按钮用拉伸命令并打开抓中心进行连接,也可以执行菜单命令Rout Connections...,用导角连接,如下图所示: 执行上面的菜单命令打开如下图所示的导角对话框:
文件撰写及修订履历
1.0 目的 规压合工序设计规,确保压合工序品质。 2.0 围 适用于崇达多层线路压合工序,主要是指层压能力、板边留边、SET边设计、假铜添加、压合
工具孔设计、半固化片选择、层压结构设计、压合粗锣模制作、成型防爆槽制作、烘板流程要 求。 3.0 权责 工艺部:更新制作能力,制定并不断完善设计规,解决该规执行过程中出现的问题。 设计部:按照工艺要求设计并制作相关工具,及时反馈执行过程中出现的问题;负责对工程设计及成型锣带进行监控,及时提出相关意见或建议。 品保部:发行并保存最新版文件。 制造部:依照设计部设计资料进行生产制作,及时反馈生产过程中出现的问题。 4.0 作业容 4.1 层压 4.1.1 层压能力(缺失) 4.1.2 完成板厚及公差: 4.1.3 翘曲度:≤0.75%,最小0.5%。(这里表达什么意思) 注:对于不对称结构(包括芯板、PP、残铜率等因素)的板,出MI时须通知研发确认层压结构。如一款板中 存在多种不对称因素问题,制作难度不累加。 4.2 板边留边
4.2.1 多层板板边规定: 注: 1、负片流程制作的板、HDI 、机械盲孔板不需按上表规定制作,板边宽度设计保证尺寸留大(只 大不小原则) 2、用PIN-LAM 压合的板子最大留边不做限制。 3、假盲孔结构设计的四层板板边按5-6层标准设计板边留边。 4、模冲板时加边不能超过20mm ,防止冲板时被模具导柱挡住而不能冲板。 5、多层板板边尺寸留边如果在上述规定减少1-2MM 可提升利用率8%以上需提出研发评估。 4.3 SET 边设计 4.3.1 层偏测试模块(Coupon ) 4.3.1.1 层偏测试模块的位置:在板的两个对应角上做模块 图5:层偏测试模块位置图 4.3.1.2 层偏测试模块(Coupon )尺寸: 最大4mm × 15mm 4.3.1.3 层偏测试模块(Coupon )具体设计容 A. 设计图案如下图6: 图6:层偏测试模块 B. 用于测试层偏的7个孔孔径为1.06mm ; C. 层Clearance 单边依次为0、0.076mm 、0.1mm 、0.125mm 、0.15mm 、0.175mm 、0.2mm 。所有层的
Genesis全套教程之锣带制作 EDIT中成型线的制作: 一、 一、EDIT 首先打开一个料号,进入到“EDIT”中,打开OUTLINE层,将OUTLINE复制一层到我 们要做成型程式的层,ROUT层,令Edit Copy Other layer,如下图所示: 然后打开ROUT Reshape Change symbol,将OUTLINE线的线 宽改为10mil,如下图所示:其实OUTLINE线的大小对我们做成型没有任何影响,只是我们 制作过程中会方便一点,看上去会舒服一点而已。
如果成型线的导角处都是以线段组成的,如下图所示:我们要将它用一个弧去代替。 我们先用框选将组成这个导角的线段选中,如下图所示:
打开增加物件按钮,选择增加弧按钮,点击一下 前面的按钮,再用鼠标点击成型线来提取成型线的大小,也就是我们增加弧的大小。如下图所示: 点击选择增加弧的一个方式,开始—结束—边,打开抓中心按钮,然后再用鼠标分别点击要增加弧的两个端点,
如下图所示: 再点击两端点中间部分所选中的线段的任一位置,尽量点击中间位置,抓取一点并双击鼠标,即可参照导角的大小加上一段弧线,如下图所示:
然后按快捷键Ctrl+B删除之前选中的线段即可。如下图所示: 用上面的方法将板内所有的这种情况都用弧来替代,然后再将板内的重复线选出删掉,能用 一条线段的只能用一条线段组成,成型线要用最少的线段组成,我们
用点选的功能并按住 Shift Reverse selection, 将板内多余的成型线选出并按Ctrl+B键删除,然后需要检查每两个线段之间的连接是否完 按钮用拉伸命令 并打开抓中心进行连接,也可以执行菜单命令Rout Connections...,用导角连接,如下图所示: 执行上面的菜单命令打开如下图所示的导角对话框:
CAM350制作锣带资料 CMA350是一种多功能的软件。介绍CAM350软件分以下方法! 一介绍菜单如下: 文件File子菜单介绍如下: 1. new :新建(快捷键 Ctrl+N)。 2. open:打开(快捷键 Ctrl+O)。 3. save:保存(快捷键 Ctrl+S)。 4. save as:另存为。 5. merge:合并两CAM文件。可将两层排列方式基本一致的板做拼接,若掌握熟练可拼接文件用于菲林绘制。 6. Import:导入文件。 Autoimport:自动导入文件。 系统自动为选择的文件做光圈表匹配,若有匹配不正确或无法匹配的则可做调整,选择其他光圈编译器或重新编辑编译器并做检查。 Gerber data:导入Gerber文件。 对于RS274-X文件自带D码即可将文件调入,而对于RS274-D文件则通过调整文件格式来调试到显示正确的图形。 Drill data:导入钻孔数据。同样通过格式调整来调试图形正确性。 Mill data:导入铣边资料。 Dxf:一种文件格式,一般有客户提供此类文件作为说明。用于转AUTOCAD文件。 Aperture table:光圈表。 当确定光绘文件调入正确,而光圈表不匹配的情况可使用该指令来调整光圈表使用的编译器。 7. Export:导出文件。 Composites:复合层掏层输出。 Drill data:钻孔数据。 Mill data:铣边数据。
8. Print:文件打印。 Setup printer:打印机设置。 Print display:打印预览。 9. Setup:系统设置。 Preferences:参书选择。 可设置优先缓存区,如:undo恢复键功能;自动备份的功能,但常规下不做自动备份。 Paths:路径。定义系统显示的输入输出及其它一些环境文件所在的默认路径。 File extensions:设置输入输出文件扩展名的默认值。 Colors:设置显示的颜色。可根据个性进行设置。 Photoplotter:对光绘程序中指令的识别进行设置。 有客户设计软件生成的文件在该选择不同时将会有不同识别程度,不要轻易更改其间参数。当发现文件中有不明设计的圆弧,可通过选择Ignore arcs with same start/cnd points调试后与客户确认,或发现文件中焊盘线处于未填实的情况可通过将Interpolated arc if no G74/G75由Quadran调至360 Degrees,切记当调试后再做其他板之前请务必调回原默认状态。 Nc-mill machine:为铣边文件设置默认格式。 Nc-drill machine:为钻孔文件设置默认格式。 Save defaults:将当前环境设置为默认环境。在每次使用New指令即可进入该默认环境。 10. Exit:退出。
铣带制作标准 1.程式指令介绍和结构说明: 1.1程式基本指令介绍本公司使用CNC成型机常用指令如下: M48 ——程式头的开始 % ——程式头的结束(即程序的开始) G00 ——机器移至某点(下刀位置) G01 ——直线锣至某点(两点距离) G02 ——顺时针锣圆弧(逆时针用G03)举例:G02/G03X..Y..A..(半径用A 表示) G32 ——顺时针锣圆孔(逆时针用G33)举例:G32/G33X..Y..A..(半径用A 表示) M15 ——下刀指令 M17 ——直接提刀指令(间接用M16) G40 ——中间补偿(不作补偿) G41 ——前进方向左补偿 G42 ——前进方向右补偿 M25 ——重复起点 M01 ——重复图形开始 M02X#Y# ——重复图形偏移 R#M02X#Y# ——重复块 M08 ——重复结束 M30 ——程序结束 M80M90 ——图形旋转180度 M70M90 ——图形旋转90度 M97/M98 ——钻字麦(M97横向/M98竖向) G85 ——钻slot G84 ——钻扩孔 1.2 成型程式结构说明: M48 HEADER开头 T01C1.400 第1支锣刀直径1.4mm T02C1.602 第2支锣刀直径1.602mm,尾数2表示最后一把刀 CP,1,1.360 第1支锣刀补偿为1.360mm CP,2,1.562 第2支锣刀补偿为1.562mm % HEADER 结束,程式开始 T01 选择刀具 M25 重复起点 G00X192.2873Y34.4468 机台移至X192.2873Y34.4468 G40 刀具不做补偿 M15 下刀 F16.0 进刀速 G01Y186.4455 直线铣切 M17 提刀 M01 重复图形开始 R5M02X36.002 依X每相隔36.002距离排版5次 M01 重复图形开始
、根据MI要求检查outline的尺寸及孔刀边数据,内角R值要求,画好成品Outline。 二、分好层,一般习惯性的保留原装outline和原装钻带,套板outline和生产钻带,以及要生成的rout层,delete那些与做锣带无关数据。 三、设定NC Tool Table,用MI指定的定位孔,根据内槽大小,拼片间距以及内角的R值要求来选用刀具,着里需要注意的是要到NC Editor的界面下。 四、用NC界面下Utilities菜单选Gerber to mill,直接生成锣带,在转换的过程中注意走刀方向和是否补偿。用Edit菜单下的Copy命令把生产钻带的定位孔(即根据MI要求在刀具表里已经设定好的)Copy To Layers(目的层就是rout 层)。需要注意的是在加定位孔时要尽量能防反,以免铣边操作员上反板。 五、退出NC界面到CAM界面,到Utilities菜单选Draw To One-Up Border(定Border,就时选成品外围),到Panlel Editor界面下,点窗口上方的Setup,将advanced选项打勾,在按OK。再点create键,将spreadsheet切换成AutoCalc(左击鼠标,选yes即可),选delete inage将那些不是按你的意愿拼片的Border 删除,只保留第一个,将表格里的数据都改为O,按OK。到Edit菜单里用Copy 命令将片拼好,就可以输出锣带了,保存资料,退出Panlel Editor界面。 CAM350 NC编辑器 Edit 菜单 1. Mill Path 铣路径 下面几项功能只对NC层的NC数据才有效,对graphic(gerber层)数据无效,要对gerber数据进行编辑是要退到CAM Editor界面下。 Chamfer 倒斜角(只对NC数据有效) Fillet 倒圆角(只对NC数据有效) Plunge/Extract 更改下刀点(提刀点) 更改下刀点在做锣带时经常用到的,需要注意的是在更改下刀点后,由于cam350的捕捉功能的原因,要对下刀点处进行再处理,用Edit菜单下Move Vtx (移动顶点)命令更改后的下刀点进行操作时会发现该处多出一个小段出来,用Delete Set(删除段)命令将其删掉。否则,在实际生产过程中会在下刀处出现一个缺口。 Add Atx at Intersection 在交叉处添加一格顶点 这是一项比较实用的功能,使用它在处理锣带制作过程中,无法连续走刀,而需要提刀的时候快速有效的找到两次走刀的共同点。
工艺优化及规范更改列表 2010.11单面开窗孔的新做法(2012.8更新优化,此项取消) 1)单面开窗孔在单面开窗处加6mil透光点(孔径大于0.4mm)或3mil透光点(小于等于0.4mm); 2)单面开窗孔在单面开窗对面不加3mil挡光PAD。 2011.1针对HDI板外层阻抗线线幼新做法 阻抗线10mil及以下(次外层和外层),整体再多补0.5-0.8mil,测试条上同单元内。 2011.2曝光及晒网板边的更改(2012.12更新优化,此项取消) 所有新板曝光及晒网菲林PNL板边开窗3mm。 2011.5针对盈展/新创发28系列(即P/N号是28开头的)客户的特别要求 1)以底铜HOZ+板电镀为例,MI上在外层修改页会写上:线宽/线间公差较紧,按 1.2-1.7mil补偿。 2)CAM人员在制作外层时,把所有的线考虑按最大1.7mil补偿,如间距不够可适当缩小补偿,最小不得小于1.2mil。 2011.5 BGA处新要求 将所有BGA pad在原来补偿的基础上再多补0.3mil,确保BGA处pad到pad、pad到线 3.2mil以上(超能力板除外)。制作绿油时,保证BGA处盖线1.7mil以上。 2011.5测试模上阻抗偏小 在测试模上增加导电线分担电流,阻抗线和导电线的间距为15mil,导电线宽15mil。 在加了导电线后,测试模上阻抗线与单元内补偿保持一致 2011.5碳油的优化制作 所有碳油板上碳油处的绿油开窗,制作时比碳油线路整体小6mil;碳油开窗比碳油 线路整体大9mil。碳油有阻值要求的除外,需评审后才能制作。碳油制作不能满足 最低要求的要向MI提出。 2011.6针对BVH板的新要求 1)所有BVH新单,内层及假层板边需加熔合窗及铆钉区,对于生产板边太小无法加下的,需反馈给MI。 2)旧单由PE及生产部提出,ME收到反馈后,即时修改及回收旧菲林。 2011.6 在菲林板边增加角线对位 在外层、曝光和晒网菲林PNL上增加“L”对位标示,在菲林四个角各加一个。 2011.7恢复之前绿油标准对位Pad设计制作(外层)(2013.3更新优化,此项取消)应工艺部要求,将之前取消的外层生产对位标记恢复回来;外层共15组,负片大小 R160mil,正片大小R60mil;如间距不够,必须保证中间几组的完整性。新单按此要求 制作。
PCB板钻孔制程简介 2008年
目的:了解钻孔制程及品质要求 内容点: ①PCB钻孔的作用 ②PCB钻孔板的品质缺陷及解决对策 ③钻孔品质及其鱼骨图分析 ④钻咀及相关辅料阐述 ⑤钻、锣带制作知识的介绍
一、PCB钻孔的作用 1、PCB板制作流程 以双面板喷锡板工艺流程为例: 开料→钻孔→沉铜→板电(加厚铜)→ 图形转移→电铜电锡→蚀刻退锡→ 检验→印阻焊→印字符→喷锡→成形 →测试→成品检查→包装
一、PCB钻孔的作用 2、钻孔的作用 钻孔就是在覆铜板上钻出所需的过孔。 PCB过孔按金属化与否,分为 a、电镀孔( PTH ),也叫金属化孔 b、非电镀孔(NPTH),也叫非金属化孔 按工艺制程分为 a、盲孔(多层板) b、埋孔(多层板) c、通孔 过孔主要提供电气连接与用作器件的固定或定位的作用。
二、PCB钻孔板的品质缺陷及解决对策 品质缺陷原因分析解决对策 断钻(孔损)下钻速或回刀速过快更改加工参数 压脚问题检查或更换压脚 机床不稳定检查固定座 钻咀有缺陷或超孔限更换钻咀类型或检查钻咀叠板过厚或叠板过松减少叠板数或叠紧 盖板材料不对更换盖板 加工深度过深更改合理的深度 胶纸未贴好将胶纸贴好贴牢固
二、PCB钻孔板的品质缺陷及解决对策 品质缺陷原因分析解决对策 断钻(孔损)板间有杂物保持板面及板间清洁 孔壁粗糙,毛刺, 钉头钻头钝或钻头有缺口更换钻头 压脚压力过小检查压脚及气压设置加工参数过快或过慢调整参数设置 叠板太松或太厚贴紧板或更改叠板厚度板间有杂物保持板面及板间清洁多层板层压固化不良需层压或板材协助解决盖板不平、太薄等更换盖板材料 烤板时间或温度不够按要求重新烤板
、目 的:为了避免不良品流入生产,确保资料的准确性特制定此文件。 、适用范围:所有Q 检资料人员均适用 、定 义:无 四、内容: 1. 排版: 开料尺寸: 1.1.1双面板:胜华开料尺寸宽边不可超过 505MM ;胜宏不可超过530MM 。 1.1.2多层板:内层印湿膜开料尺寸最小 300*300MM ,最大不可超过620*620MM 。 1.2板边: 1.2.1双面板:胜宏最小8MM ;胜华最小5MM 。 正常板边,长边》8MM ,短边》10MM 1.2.2多层板:锣边后最小8MM 。 正常板边,长边》8MM ,短边》10MM 1.2.3六层板以上:锣边后最小8MM 。‘ 正常板边,长边》15MM ,短边》13MM 1.3开料方式:裁板无损耗或裁板损耗 4MM 。 1.4利用率: 双面板》85 %,四层板 >80 %,六层板 >75 %。 1.5金手指排版:板边距最近金手指距离至少 160MM 以上,最大不可超过260MM 。 1.6卡板与模冲板排版时应正倒排版。且金手指尽量朝板内对排。 1.7开料尺寸余料大于20MM 以上必须要在开料图体现,并退回仓库。开料图中要注明经纬 向,即长方向49 一边为纬向。 1.8开料尽量不要开横直料,如开横直料必须要将横直的尺寸区分开,避免生产混料。、 1.9排版时尽量将密线路排在中间,以避免蚀刻不净或线细。 2. 外型: 2.1 OSP 与化银板最小尺寸:一边大于 60MM 以上,另一边在100MM 以上。 2.2 V-CUT 板最小尺寸一边大于 75MM ,另一边大于100MM 以上。 2.3客户无要求外型圆角时,需建议客户内角按最大R1.0MM 制作,不可直接更改为的0.5MM 内 角。 2.4压合锣带的起刀点必须要由板的左上角起刀。 3. 压合: 4.1压合板厚范围: 4.1.1设计原则: 金手指板(板厚测量金手指部位),即成品板厚上限 ---0.08MM ,下限----0.05MM 非金手指(板厚测量测油墨到油墨的厚度),即成品板厚上限 ---0.13MM ,下限----0.07M 如:成品板厚:①1.57+/-0.13MM (金手指板):压合板厚范围 MI 上公差为 1.5+/-0.11MM ② 1.27+/-0.10MM (金手指板):压合板厚范围 MI 上公差为 1.2+/-0.08MM ③ 1.60+/-0.16MM (非金手指板):压合板厚范围 MI 上公差为 1.5+/-0.13MM ④ 1.50+/-0.15MM (非金手指板):压合板厚范 围 MI 上公差为 1.4+/-0.12MM ⑤ 1.20+/-0.12MM (非金手指板):压合板厚范 围 MI 上公差为 1.1+/-0.09MM 设计课EQA 更新要求制作指引 更新日期:2010/03/12 1.39-1.62MM ,中值为 1.5MM , 1.12-1.29MM ,中值为 1.2MM , 1.37-1.63MM ,中值为 1.5MM , 1.28-1.52MM ,中值为 1.4MM , 1.01-1.19MM ,中值为 1.1MM , 0.83.-0.97MM ,中值为 0.9MM ,