臭氧发生器在自来水公司中的应用
- 格式:doc
- 大小:19.00 KB
- 文档页数:4
臭氧在自来水厂深度处理中的设计与应用发表时间:2020-11-17T11:46:45.220Z 来源:《科学与技术》2020年20期作者:魏鹏博[导读] 在自来水厂中,臭氧活性炭深度处理工艺是非常重要的水质净化方式魏鹏博南京水务集团有限公司龙潭水厂江苏南京 210000摘要:在自来水厂中,臭氧活性炭深度处理工艺是非常重要的水质净化方式,能够改善出水水源,提高自来水的水质。
基于此,本文针对臭氧在自来水厂深度处理中的设计和应用开展研究工作,通过实际案例来了解臭氧系统的具体构成,根据国家自来水水质相关规定,提出活性炭性能指标,之后对出水水质进行分析,最后提出几点注意事项。
关键词:臭氧系统;气源系统;深度处理前言:深度处理技术指的是在通过传统处理工艺后再结合相关的处理方式来对无法清除的污垢杂质进行处理,使得水质得到进一步提升。
现阶段,人们对于自来水的水质要求越来越高,所以各地的自来水厂的生产工艺需要进一步完善优化。
根据最新数据显示,从1990年开始,我国环境污染问题日益加剧,特别是隐孢子虫和贾第虫等感染问题十分严重,为此国内自来水厂逐渐引入臭氧处理工艺,提高出水水质。
该处理工艺就是在进入活性炭池前添加一定剂量的臭氧,产生氧化反应,促进水质中微生物和有机物的降解,所形成的小分子会被活性炭所吸附,在多方面作用下,活性炭的净化能力大大增强,而且还可以延长其使用周期。
1、工程实例某市一水厂占地面积约为7500平方米。
该水厂一期项目供水能力达到1.0X104m3/d。
该水厂成立于1995年,第二年5月份正式投入使用。
原水经过泵房输送到反应沉淀池,经过虹吸滤池处理后流入到清水池,在使用液态氯进行灭菌杀毒,最后输送到城市地下管道中[1]。
该水厂原水处理工艺为:原水-预臭氧池-混合器-絮凝池-沉淀池-提升泵站-主臭氧-生物活性炭滤池-清水池-送水泵房。
2、臭氧系统构成2.1气源气系统臭氧系统的主要原料为空气和氧气,而氧气分为外购的液氧和现场制氧。
![建筑给水排水知识:臭氧消毒剂在给水处理中的应用情况怎样[工程类精品文档]](https://uimg.taocdn.com/8fb6c7a5312b3169a551a45e.webp)
建筑给水排水知识:臭氧消毒剂在给水处理中的应用情况怎样[工程类精品文档]本文内容极具参考价值,如若有用,请打赏支持,谢谢!臭氧作为一种消毒剂,于1886年首先在法国用于水处理。
以后经过不断的研究试验,于1906年在法国民斯市建成了第一座用臭氧消毒的自来水厂,在20世纪30年代我国福建厦门水厂也用过德国制造的管式臭氧发生器进行自来水的消毒。
目前全世界在运转的臭氧化自来水厂已经超过1000多家,其中规模较大的水厂有加拿大蒙特利尔市水厂230乘以104m3/d,莫斯科水厂120乘以104m3/d,法国瓦兹勒瓦水厂80 乘以104m3/d,纳伊市水厂60乘以104m3/d,德国奥利水厂50乘以104m3/d。
国内给水厂使用臭氧的有北京田村山水厂、燕山石化给水厂、南京炼油厂给水车间以及上海周家渡水厂等单位。
臭氧既是氧化剂又是消毒剂的这一特性,可利用来除去水中色、臭、味,除去水中的铁盐和锰盐,使低价铁锰转变成氢氧化物,然后通过沉淀方法除去。
若臭氧单独使用,可作为原水预臭氧化处理,以改善水的澄清效果,起到除去部分有机物的作用,臭氧还可作为饮用水消毒剂,杀灭病毒和病菌。
臭氧在水处理中的应用优选工艺已经成为研究的热点,臭氧生物活性炭为其中之一。
臭氧生物活性炭是臭氧与活性炭的联合使用。
采用臭氧生物活性炭工艺是在自来水厂常规工艺流程的基础上,用预臭氧化代替预氯化,然后在快滤池后面设置生物活性炭池,也有将臭氧加在生物活性炭池前的,也有两处都加的,采用这些水处理技术,能充分发挥臭氧直接氧化较大分子的有机物,使原来不可生物降解的有机物转化成容易降解的有机物,如臭氧可将腐殖质氧化成酯酸、草酸、甲酸、对苯二酸、二氧化碳和酚类化合物。
这些氧化物可生化性极好,并可把溶解性Fe2+、Mn2+R化成不可溶的高价态,使其在沉淀或砂滤阶段除去,并促进了絮凝作用,发送了预处理效果。
由于臭氧氧化,从而提高了水中溶解氧含量,满足了后继生物活性炭滤池生物的需氧量,经臭氧氧化之后,水中溶解氧常呈饱和状态或接近饱和状态,因而有利于后续生物活性炭生物生长繁殖的要求。
臭氧在自来水厂深度处理工程中的应用(图)信息来源:本站搜集更新时间:2006-12-12 16:49:14(一)自来水厂深度处理工程介绍 水厂供水水源为大运河支流,全长约10km,河宽41m,最大水深2.72m,平均流速达0.025m/s,近年来受有机污染的程度逐年加大,水中的氨氮、色度、亚硝酸盐、耗氧量及铁、锰的含量偏高,原水浊度25~272.6NTU,色度6~40,铁0.23~2.80mg/L,氨氮0.5~5.0,CODMn3.28~8.90。
按地面水环境质量标准(GB3838--2002)评价属Ⅳ~Ⅴ类,为微污染原水。
为了降低出厂水色度、氨氮及有机污染物的含量,水厂投入了大量资金及人力进行技改,增加生产及管理的技术含量,克服种种不利因素,基本保证了供水水质综合合格率达标,但随着在常规处理工艺中氯的大量投加,增加了出厂水中三氯甲烷等卤化烃和致癌变物质等的含量。
水中的异味严重,色、嗅、味不能满足要求。
随着人们生活水平的提高,市民对饮用水质量的要求相应提高。
国家已颁布新的《生活饮用水卫生规范》,因此针对日益恶化的原水水质,采用新颖的预处理工艺、臭氧活性炭深度处理工艺,是改善出厂水水质的必要手段。
水厂深度处理工程设计规模为15×104m3/d,结合原有8万吨常规处理,二期扩建7万吨包括常规处理,处理对象为微污染原水,主要水质指标是色度、耗氧量、氨氮及锰。
水厂目前设计供水能力8万立方米/日,远期规模达到15万立方米/日。
水厂有常规处理2.5万立方米网格反应平流沉淀池两座,5万立方米四阀滤池1座,3万立方米网格反应平流沉淀池、四阀滤池各1座。
深度处理工程,即在原有常规处理工艺基础上,增加预处理和臭氧活性炭深度处理工艺。
现将该工程设计和建设特点介绍如下:1 设计介绍 水厂深度处理工程建设规模为15万立方米/日,分两期建设。
一期工程8万立方米/日,2002年7月正式动工,2003年5月投入运行。
臭氧消毒在二次供水工程中的应用信息来源:中国水网更新时间:2006-12-12 16:46:07臭氧作为一种强氧化剂,在许多领域得到了广泛的应用,在净水工艺中也有悠久的应用历史,几乎与最常用的氯消毒同时被采用。
但由于臭氧消毒系统设备复杂,投资大,耗电量高,以前只在少数几个发达国家得以采用。
自20世纪90年代起,由于怀疑水中的有机物与氯消毒发生反应后形成的三氯甲烷具有致癌性,许多国家也逐渐对臭氧消毒产生了兴趣,加大了研究力度,并逐步在饮用水处理系统中采用或增设了臭氧处理工艺。
在我国,臭氧消毒总的来说是处在起步阶段,尤其是在水厂净水处理工艺中,但在区域二次供水工程中,臭氧消毒得到了一定的应用,积累了一些经验。
1 臭氧生产原理臭氧是一种强氧化剂,比氯具有更高的活性和氧化能力,很不稳定,不易储存。
因此臭氧应根据需要就地生产。
生产原理是:在一定的能量下,将O2分裂成O,再重新组成O3,化学方程式是:3O2≒2O3。
目前生产臭氧的方法有:紫外线照射法、电解法、放射化学法、无声放电法,其中最经济、普及最广的是无声放电法,就是在放电器(即常见的臭氧发生器)通入空气或氧气,转换成臭氧排出。
2 臭氧消毒特性2.1 杀菌速度快、效果好。
试验结果表明,在0.45mg/L臭氧作用下,经过2分钟脊髓灰质炎病毒即死亡;如用氯消毒,则剂量为2mg/L时需经过3小时。
臭氧不仅对全部病原菌、荧光菌、变形菌、灵菌等微生物均可快速杀灭,而且对某些普通消毒剂呈抗药性的微生物也有十分显着的杀菌效果。
同时臭氧消毒几乎不受pH的影响。
2.2 可去除有机物。
臭氧可去除水中的多种有机物,特别是有毒有害的微量污染物,并能使非生物降解物变为生物降解物,大大降低处理成本。
2.3 可除臭、脱色。
臭氧能有效去除多种藻类引起的臭和土臭、霉臭,对某些胶态物质和有机物产生的颜色的去除也十分有效。
2.4 水中的残留物少,产生的附加化学污染物少。
臭氧使水中的污染物通过氧化变成气体或沉淀去除,它本身则被还原为氧离子而结合于挥发物或沉淀物中,或与H2O、H+结合,因而水中的残留物很少;并且不会产生如氯酚那样的臭味,也不会产生三氯甲烷等氯消毒的消毒副产物。
臭氧(O3)在水处理中的应用臭氧(O3)在水处理中的应用1.1 臭氧消毒原理臭氧(O3)是氧的同素异形体,它是一种具有特殊气味的淡蓝色气体。
分子结构呈三角形,键角为116°,其密度是氧气的1.5倍,在水中的溶解度是氧气的10倍。
臭氧是一种强氧化剂,它在水中的氧化还原电位为2.07V,仅次于氟(2.5V),其氧化能力高于氯(1.36V)和二氧化氯(1.5V),能破坏分解细菌的细胞壁,很快地扩散透进细胞内,氧化分解细菌内部氧化葡萄糖所必须的葡萄糖氧化酶等,也可以直接与细菌、病毒发生作用,破坏细胞、核糖核酸(RNA),分解脱氧核糖核酸(DNA)、RNA、蛋白质、脂质类和多糖等大分子聚合物,使细菌的代谢和繁殖过程遭到破坏。
细菌被臭氧杀死是由细胞膜的断裂所致,这一过程被称为细胞消散,是由于细胞质在水中被粉碎引起的,在消散的条件下细胞不可能再生。
应当指出,与次氯酸类消毒剂不同,臭氧的杀菌能力不受PH值变化和氨的影响,其杀菌能力比氯大600-3000倍,它的灭菌、消毒作用几乎是瞬时发生的,在水中臭氧浓度0.3-2mg/L时,0.5-1min内就可以致死细菌。
①病毒已经证明臭氧对病毒具有非常强的杀灭性,例如Poloi病毒在臭氧浓度为0.05-0.45mg/L时,2min就会失去活性。
②孢囊在臭氧浓度为0.3mg/L下作用2.4min就被完全除掉。
③孢子由于孢衣的保护,它比生长态菌的抗臭氧能力高出10-15倍。
④真菌白色念珠菌(candida albicans)和青霉属菌(penicillium)能被杀灭。
⑤寄生生物曼森氏血吸虫(schistosoma mansoni)在3min后被杀灭。
2.1 臭氧的应用1840年瑞士化学家Schōnbein证实了臭氧的存在。
1886年法国人Meritenus发现臭氧具有杀菌作用。
1893年荷兰首先将臭氧应用于水的消毒处理。
1906年法国的Nice城将臭氧用于大规模净水厂的水处理,至今已有近百年历史。
臭氧设备臭氧在饮料用水生产中的应用一、臭氧设备臭氧在饮料用水生产中的应用目前,在我国瓶装饮用水市场上,主要有矿泉水和纯净水两种饮用水。
在饮料市场上,各种饮料的主要成分均为水,称为饮料用水。
在此,就矿泉水和纯净水两种饮用水及饮料用水的消毒杀菌工艺做以概述。
在水质处理过程中,大部分微生物已被去除,但即使是采用微滤、超滤等方法处理水时,水中的细菌物质也不能完全被去除。
而一般的水质处理方法更不能除尽微生物,为确保产品在保质期内合格,保证消费者的健康,在制造饮料时,特别是制造碳酸饮料、矿泉水、纯净水以及包装后不再进行二次灭菌的果汁饮料时,必须对水进行消毒处理,并要注意贮罐、管道、阀门等卫生状态,防止对水产生二次污染。
水消毒的目的是杀灭水中的致病菌,并使水中的细菌含量符合规定标准。
常用的水消毒方法是氯消毒、紫外消毒和臭氧消毒。
二、消毒原理氯消毒包括液氯、次氯酸钠、氯胺。
其消毒原理是氯在水中会产生如下反应:Cl 2 + H 2 O → HCl + HOCl → 2H+ + Cl- + OCl-反应生成的次氯酸具有很强的穿透力,能迅速穿过微生物的细胞膜,进入微生物体内,破坏微生物体内的系统,使之失去的活力而致死。
另一方面,次氯酸性质很不稳定,即容易放出新生态氧[O] ,新生态氧与铵盐、硫化氢、氧化亚铁、亚硝酸盐以及有机物腐败后产生的物质相结合,对水中有机物和一些无机物等起氧化作用,从而抑制酸根杀菌力较弱,不具有次氯酸穿透微生物细胞膜的能力,因此其消毒作用远低于次氯酸。
紫外线消毒的原理是紫外线的光谱波长在 490nm -140nm 范围内具有杀菌能力。
微生物受到紫外线照射后,气体内的核蛋白质会因吸收紫外线光谱能量而变性,引起新陈代谢障碍,从而丧失繁殖能力。
当照射剂量增大一定量时,微生物细胞被破坏致死。
紫外线对澄清透明的水有一定的穿透力,因此能使水消毒。
臭氧消毒的原理是臭氧在水中发生氧化还原反应,产生氧化能力极强的单原子氧( O )和羟基( OH ),瞬间分解水中的有机物质、细菌和微生物。
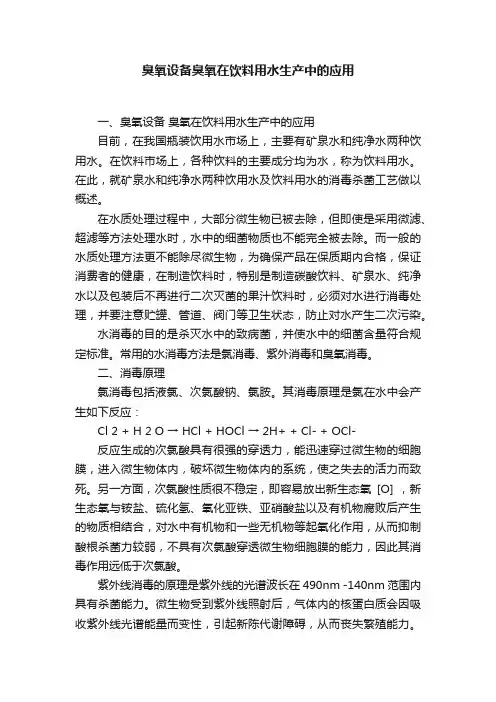
典型案例——昆山自来水集团第三水厂
昆山自来水集团第三水厂采用太湖流域傀儡湖水源,由于河网水质污染和湖泊富营养化严重,供水水源为III-IV类水体,2006年昆山自来水公司实施了水质深度处理,水厂采用O3+常规处理+O3-BAC工艺,一期规模40万吨/天,采用进口20kg/h 臭氧系统3套,二期增加20万吨/天水处理量,二期工程采购国林20kg/h臭氧系统1套。
昆山第三水厂二期工程臭氧投加分两个阶段-前臭氧与后臭氧。
前臭氧接触时间4min,射流投加,投加量0.5-1mg/L,后臭氧投加微孔曝气投加,投加量1.5-2.5mg/L。
国林20kg/h臭氧发生器自2008年12月调试完毕并投入运行至今,整套系统运行稳定,受到业主好评。
昆山自来水集团第四水厂于2009年从青岛国林采购2套
20kg/h臭氧系统。
青岛国林臭氧系统在昆山第三水厂的运行,是国产臭氧发生器在大型自来水厂的首次应用,填补了国产大型臭氧发生器的技术空白,打破了进口臭氧发生器的垄断地位,在国内臭氧行业具有里程碑式的意义。
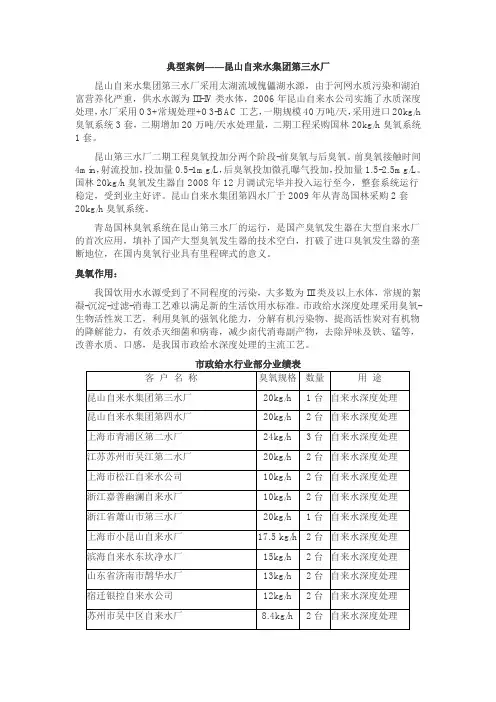
臭氧作用:
我国饮用水水源受到了不同程度的污染,大多数为III类及以上水体,常规的絮凝-沉淀-过滤-消毒工艺难以满足新的生活饮用水标准。
市政给水深度处理采用臭氧-生物活性炭工艺,利用臭氧的强氧化能力,分解有机污染物、提高活性炭对有机物的降解能力,有效杀灭细菌和病毒,减少卤代消毒副产物,去除异味及铁、锰等,改善水质、口感,是我国市政给水深度处理的主流工艺。
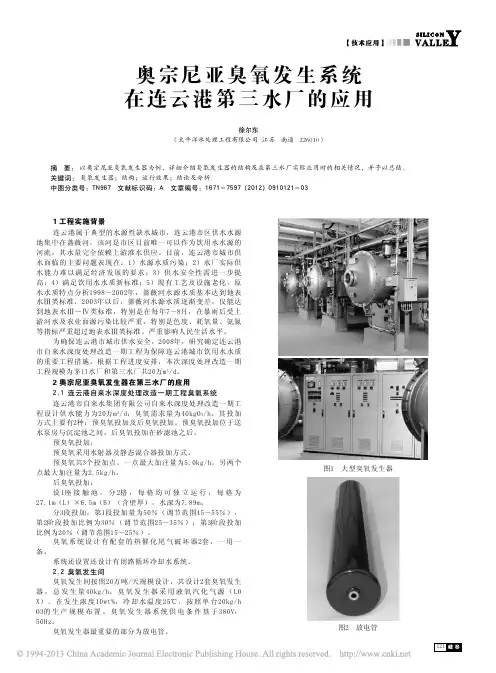
奥宗尼亚臭氧发生系统在连云港第三水厂的应用徐尔东(太平洋水处理工程有限公司 江苏 南通 226010)摘 要: 以奥宗尼亚臭氧发生器为例,详细介绍臭氧发生器的结构及在第三水厂实际应用时的相关情况,并予以总结。
关键词: 臭氧发生器;结构;运行效果;结论及分析中图分类号:TN967 文献标识码:A 文章编号:1671-7597(2012)0910121-031 工程实施背景连云港属于典型的水源性缺水城市,连云港市区供水水源地集中在蔷薇河,该河是市区目前唯一可以作为饮用水水源的河流,其水量完全依赖上游淮水供应。
目前,连云港市城市供水面临的主要问题表现在:1)水源水质污染;2)水厂实际供水能力难以满足经济发展的要求;3)供水安全性需进一步提高;4)满足饮用水水质新标准;5)现有工艺及设施老化。
原水水质特点分析1998~2002年,蔷薇河水源水质基本达到地表水Ⅲ类标准,2003年以后,蔷薇河水源水质逐渐变差,仅能达到地表水Ⅲ~Ⅳ类标准,特别是在每年7~8月,在暴雨后受上游河水及农业面源污染比较严重,特别是色度、耗氧量、氨氮等指标严重超过地表水Ⅲ类标准。
严重影响人民生活水平。
为确保连云港市城市供水安全,2008年,研究确定连云港市自来水深度处理改造一期工程为保障连云港城市饮用水水质的重要工程措施。
根据工程进度安排,本次深度处理改造一期3工程规模为茅口水厂和第三水厂共20万m /d。
2 奥宗尼亚臭氧发生器在第三水厂的应用2.1 连云港自来水深度处理改造一期工程臭氧系统连云港市自来水集团有限公司自来水深度处理改造一期工3程设计供水能力为20万m /d,臭氧需求量为40kgO /h。
其投加方式主要有2种:预臭氧投加及后臭氧投加。
预臭氧投加位于送水泵房与沉淀池之间。
后臭氧投加在砂滤池之后。
预臭氧投加:预臭氧采用水射器及静态混合器投加方式。
预臭氧共3个投加点,一点最大加注量为5.0kg/h,另两个点最大加注量为2.5kg/h。
臭氧生物活性炭膜法处理自来水探究摘要:受粗放管理模式的影响,人类不合理的资源开发与植被砍伐,引发严重的生态失衡,也加剧水污染。
这也使得近几年人们不得不面对饮用水源危机的困扰。
部分地区饮用水源污染严重,供应受限,这一形势也对饮用水工艺改良提出了客观要求。
其中臭氧生物活性炭膜法作为自来水深度处理的有效技术,可有效去除净水中残存的有机污染物,对氨氮及消毒副产品也有良好的去除效果,在自来水处理中得到了大力推广。
本文主要就臭氧生物活性炭膜法在自来水处理中的运用问题进行探讨,明确具体的应用策略,并结合案例分析及应用效果。
关键词:臭氧净化;生物活性炭;污水处理;净化水质;有机物工业前期快速发展的背后是巨大的生态牺牲,水污染、大气污染、土壤污染等问题日益突出。
而水资源污染关系到人们的饮水安全,时刻为我们敲响发展的警钟。
据统计我国不少河流、湖泊遭受不同程度的污染,无法提供安全的饮用水源。
水质污染主要是水中含有一定的有机污染物,水厂常规处理办法难以较好地去除有机污染物,在消杀的过程中甚至产生消毒副产物,引发人类亚健康。
基于此,自来水处理中也开始着手水处理工艺的改良,其中臭氧生物活性炭膜法得以推广应用,实现自来水的高效净化处理,提升水质标准,提升人们生活质量。
一、臭氧生物活性炭膜法概述我国近几年陆续将臭氧生物活性炭工艺用于自来水处理,取得了良好的使用效果,但也不乏工艺使用中存在出水微生物泄漏、藻类及水生动物过度繁殖等问题,也需要引起关注。
总体来说臭氧生物活性炭膜法处理自来水可有效去除微量有机污染物或消毒副产物的前体物,保证饮用水质安全,同时出水水质优良。
其超滤工艺能够有效去除隐孢子虫、贾第虫等传统处理工艺不能去除的微生物类型。
微纳滤可以去除杀虫剂、除草剂抗生素等突发性的污染水体。
臭氧生物活性炭膜系统场地面积较小,建设周期较短,方便推广,且膜系统对应较高的自动化作业水平,工艺流程较短,使用更灵活。
臭氧生物活性炭最早由德国研究者提出,后传入我国,并因其良好的自来水处理效果得到推广应用。
大中型臭氧发生器的应用范围如下:一、大型自来水厂自来水消毒净化;二、污水处理厂污水消毒,中水回用;三、造纸、炭黑和香料工业生产中的氧化漂白工艺;四、印染废水中的氧化处理和脱色;五、化工和制药工业废水COD降解,氧化和脱色;六、纯净水处理;七、游泳池水循环处理和消毒净化。
小型臭氧发生器的应用范围:实验室,制药工业,化工行业,食品、酿酒行业,饮用水处理,中水回用,冷却水处理,宾馆、饭店、医院、教室、家庭网吧等公共场所,臭氧催化氧化工艺。
微型臭氧发生器的应用范围:一、汽车消毒(除臭,去除烟味、霉味,表面沉降菌);二、鞋柜消毒(杀灭真菌,除臭、霉味,表面沉降菌)。
PSA制氧机的应用范围:一、医疗和保健:医院集中供氧、高压氧舱、氧吧、氧疗中心等;二、切割加工:野外钢管、钢板切割用富氧;三、电炉炼钢:脱碳,氧助燃加热,泡沫熔渣,冶金控制和后序加热;四、污水处理:活性污泥的富氧曝气,水池增氧和臭氧灭菌;五、玻璃熔融:氧助燃助溶,切割,增加玻璃产量,延长炉子寿命;六、纸浆漂白和造纸:氯法漂白转化为富氧漂白;七、有色金属冶炼:冶炼铜、锌、镍、铅等需用富氧;八、石油化工和化工用氧:石油和化工过程中的氧气反应采用富氧代替空气进行氧化反应,可提高反应速度和化工产品产量;九、矿石处理:用于黄金等生产过程,可提高贵金属的提取率;十、水产养殖:富氧曝气可提高水中的溶解氧,大幅提高鱼的产量,可为活鱼运送供氧,密集式养鱼;十一、发酵用:富氧代替空气为好气性发酵供氧,可大幅提高效率;十二、饮用水:提供氧气给臭氧发生器,臭氧灭菌。
以下资料为参考:青岛国林自来水行业部分业绩济南三康化工污水处理客户实例:泰兴高新泰兴高新环保设备有限公司部分业绩表。
臭氧在管道直饮水中的应用一、管道直饮水的前景与现状分析随着我国经济的不断发展,人民生活水平的不断提高,人们对生活质量也日益关心,尤其对饮用水的质量要求也越来越高。
然而,经济发展的背后,能源的过度采伐和破坏所带来的环境危机,直接导致人民生活饮用水受到污染和破坏。
饮用安全、纯净、天然水成了人们生活中的期盼和时尚。
市场上"水"产品种类名目繁多,发展也很快,瓶装、桶装饮用水行业蓬勃发展起来,成为一种新兴的行业。
为了满足人们对饮用水水质更高的要求,管道分质供水走向了市场,这不是对自来水发展的否定,而是在社会发展过程中对自来水发展的一个重要补充和促进,并为今后进一步全面提高自来水水质打下良好的基础。
管道直接饮用水已成为各个城市的发展趋势。
近些年来许多城市和地区都相继尝试进行管道分质供水的开发和建设。
在管道直接饮用水系统中,工艺设备的选用直接决定其水质,尤其是消毒设备的选用。
展坤公司生产的ZK系列臭氧发生器一直是业内专业人士的首选。
二、臭氧杀菌消毒技术在现代管道直饮水中的优越性传统杀菌消毒方法有其无法克服的局限性,而且费用高,易产生二次污染,臭氧与之相比具有以下优越性:1.杀菌能力强:杀菌能力是紫外线灯的1.5-5倍,是氯的2倍,在水中杀菌速度比氯快600-3000倍。
2、解毒:臭氧能通过氧化反应有效去除有毒气体如CO、NO、S02、芥子气等。
溶于水中的臭氧可氧化、分解从而有效去除水中的有毒物质如重金属离子、有机毒物、氰化物、硫化物以及敌敌畏、氧化乐果、马拉硫酸等农药.臭氧用于水消毒可以大大降低自来水中卤代烃等有机致癌物质。
3.绿色环保:臭氧消毒无任何有毒物质残留,生成物为氧气,没有二次污染。
这是其它消毒剂无法做到的。
4.可去除有机物:臭氧可去除水中的多种有机物,特别是有毒有害的微量污染物,并能使非生物降解物变为生物降解物,大大降低处理成本。
5.水中的残留物少,产生的附加化学污染物少:臭氧使水中的污染物通过氧化变成气体或沉淀去除,它本身则被还原为氧离子而结合于挥发物或沉淀物中,或与H2O、H+结合,因而水中的残留物很少;并且不会产生如氯酚那样的臭味,也不会产生三卤甲烷等氯消毒的消毒副产物。
浅谈臭氧技术在市政自来水厂深度处理中的运行管理任九天摘要:随着我国饮用水水质标准的日益严格,现在大部分的自来水厂都进行了深度处理,臭氧技术作为自来水厂深度处理的首选工艺,系统的稳定运行是出水水质达标的保障,因此作为自水厂深度处理的关键环节,臭氧系统的运行管理对水厂的深度处理至关重要。
关键词:臭氧;自来水厂;运行管理The research on the operation and management of ozone technology in advanced treatment of waterplantAbstract:With the increasingly strict at drinking water quality standards of our country, most waterplants have been advanced treatment, ozone technology as the preferred advanced treatment process for water plants, the stable operation of the system is the guarantee of the water quality. Therefore, as the key of advanced technology, the operation and management of ozone system is very important for waterplants.Keyword:ozone; waterplant; operation and management1概述目前在市政自来水厂中使用的大型机械设备种类繁多,如水泵、鼓风机等核心设备,这些通用性的机械设备,对于水厂的运行管理人员来说,已经能很好的操作和管理。
而在深度处理中使用的臭氧系统设备,其系统设备功率动则有几百千瓦,甚至数千千瓦,臭氧系统设备作为现代化水厂的新型大功率的核心机电设备,无形中增加了水厂运行管理人员的难度,因此臭氧系统完善的运行管理对水厂稳定运行显得更加重要。
学术・建设园地专版浅谈水厂臭氧技术的应用及注意事项□吴韬1生活给水处理的流程现使用的生活饮用水处理流程:原水→一级泵房→沉砂池→(投加混凝剂聚合铝)往复式隔板絮凝池→斜管沉淀池→清水池→二级泵房→砂滤池→清水池→(空气净化-臭氧投加)氧化塔→活性炭池→清水池→生活给水泵房→用户。
2空气净化2.1空气露点对臭氧产量的影响臭氧的化学性质极不稳定,因此只能就地制备和使用,制备原料为空气或氧气。
进入臭氧发生器的原料空气必须是净化空气,因空气中的杂质会影响放电效果,微量水分会从根本上降低臭氧发生器的臭氧产量,所以一般要求原料空气露点至少达到-40℃。
原料空气露点对臭氧产量的影响见图1。
2.2空气净化流程使用的空气净化流程:空气→压缩机→储气罐→一级旋风分离器→二级旋风分离器→毛毡过滤器→无热再生干燥器→气液分离器→臭氧发生器。
压缩风的压力控制在0.5~0.7MPa,流量根据发生器而调节。
经过该流程净化后的空气露点可达-65℃以下。
夏季因气候潮热,冷却效果差,露点会有所上升,但也能控制在-60℃左右,均能满足臭氧发生器的要求。
2000年以后由于全厂净化风(压缩空气)系统有富裕的风量,开始引用系统净化风。
系统风压0.5~0.6MPa,露点-40℃左右。
该风进入给水厂系统后,直接进入无热再生系统,经进一步的净化后露点达到工艺要求,进入臭氧发生器,这样缩短了净化风流程而不影响臭氧产量。
2.3空气净化中的注意事项为达到净化空气所要求的露点,在操作中应注意:(1)排水。
空气净化流程中,有多处设备会产生气水积存,需及时排除,一般每2~3h排一次即可。
但在6~9月因空气中水分含量升高,为保证空气露点合格,需每小时排水一次。
冬季及时排水还有利于管线、设备的防冻防凝。
(2)避免净化空气带油。
净化空气带油危害较大,轻者使空气净化系统能力降低,重者堵塞空气过滤器,并带入臭氧发生器中,使发生器效率降低甚至无法工作。
净化空气中的油主要来自空气压缩系统,是因油润滑的空气压缩机密封不严或油气温度高,分离效果不好造成的。
云南化工Yunnan Chemical TechnologyMay.2018 Vol.45,No.52018年5月第45卷第5期1 概述我国大部分城市市政管网采用低压供水,再通过二次加压泵站为小区居民供水。
市政管网陈旧、储水池中水停留时间过长易导致自来水中余氯量不足,在供水管网末端出现铁、锰或细菌超标,使得二次加压供水时需要进一步进行水质净化消毒深度处理,以保证供水水质。
然而,二次供水的消毒方法选择受到很多因素制约:要求有很好的杀菌、除色、除味效果,去除水中有害的离子,不会产生副产物;由于受场地空间限制,设备不能太大,价格及运行成本费用又不能太高。
臭氧(O3)在常温、常压下分子结构不稳定,可自行分解成氧气和单个氧原子。
氧原子具有很强的活性,对细菌有极强的氧化杀灭作用,而多余的氧原子则会自行重新结合成为普通氧气(O2),不存在任何有毒残留物产生二次污染,故称无污染消毒剂。
臭氧不但对各种细菌(包括肝炎病毒,大肠杆菌,绿浓杆菌及杂菌等)有极强的杀灭能力,而且还能去除水中的有机氯化物(包括致癌物质)、改善水的口味,并且能与活性炭联合使用去除铁、锰、COD、余氯等污染物。
臭氧水处理技术是满足上述二次供水要求的理想解决方案之一。
2 二次加压供水参数评估传统的二次加压供水系统一般设在住宅小区内,设施包括储水池、泵房两部分。
供水的主要方式为水泵和高位水箱联合供水、气压罐供水及变频供水三种方式。
储水池通常为地下式和半地下式,泵房一般由泵室、控制室、休息室、卫生间等构成。
下面以供水服务区内某小区供水改造工程为例,评估二次加压供水参数及配套的臭氧水处理参数。
供水改造工程住宅小区共有21栋老住宅楼,均为6层,每栋楼5个单元,每单元共计18户,按每户3人计。
则该小区供水人数n为:n=21×5×18×3=5670(人)根据京市节约用水办公室2001年发布的《北京市主要行业用水定额》数据,北京居民生活用水量标准为2~3.5t/(人·月)。
臭氧发生器在生活饮用水处理中的作用臭氧发生器按照规格不同产生不同的臭氧量,臭氧发生器操作方便,可利用微电脑控制,实现无人值守。
臭氧具有强氧化性,在自来水,纯净水等生活用水处理中具有脱色,除味,去除铁、锰、氧助凝作用,能够消杀水中一切对人体有害的物质;因此臭氧消毒设备被成功应用于二次供水、自来水、纯净水、农改水等生活饮用水中。
与化学药剂相比,臭氧具有除灭菌效果好,无二次污染外等方面的优点。
臭氧发生器用于生活饮用水处理,主要有以下几个特点:1 改善感官指标臭氧具有很强的脱色、除嗅、除味能力,降解水中有机物,能有效改善水的感官指标。
水的色度主要由溶解性有机物、悬浮胶体和颗粒物引起,其中光吸收和散射引起的表色较易去除,溶解性有机物引起的真色较难去除。
致色有机物的特征结构是带双键和芳香环,代表物是腐殖酸和富里酸。
臭氧通过与不饱和官能团反应、破坏碳碳双键而去除真色,去除程度取决于臭氧投加量和接触条件;同时臭氧可氧化铁、锰等无机呈色离子为难溶物;臭氧的微絮凝效应还有助于有机胶体和颗粒物的混凝,并通过颗粒过滤去除致色物。
2 消毒杀菌臭氧作为一种强氧化剂,它具有很强的消毒灭活能力,对一般细菌、大肠菌、病毒等特别有效。
3 控制藻类藻类含量高时会影响混凝和沉淀,增加混凝剂量,堵塞滤池,缩短滤池过滤周期,致臭并产生藻毒素,和氯作用形成氯化消毒副产物,降低饮用水安全性。
臭氧氧化作用之一是溶裂藻细胞,二是杀藻,使死亡的藻类易于被后续工艺去除。
臭氧投加量直接影响藻细胞的溶裂程度。
4 铁、锰和硫化氢、硫化物的去除臭氧可以使有机物状态的铁的聚合物(腐蚀铁化合物)迅速氧化并发生沉淀,结合砂滤方法可有效去除铁,而臭氧除锰时不需要通常所需的高PH值,甚至在PH为0.5这样低的情况下就可以发生完全氧化。
臭氧还是去除水中硫化氢和硫化物的一种简单而又有效的方法。
氧气源臭氧发生器—臭氧自来水厂消毒预处理工艺概述臭氧自来水厂消毒预处理工艺是通过臭氧气体进行水处理过程中的一种新型消毒技术,接受氧气源臭氧发生器进行整治水质的处理。
通过对水处理过程中添加臭氧,可以在较短的时间内杀灭水中存在的细菌,病毒和其他微生物,同时可以在确定程度上去除水中的臭味和异味,提高自来水的品质和口感。
涉及技术臭氧气体可以通过氧气源臭氧发生器进行发生,利用其生成臭氧气体,而臭氧气体也可以很快地稀解而不留下任何残留物。
因此,臭氧自来水厂消毒预处理工艺紧要分为两个过程:1.通过氧气源臭氧发生器产生稳定的臭氧气体;2.将臭氧气体注入到自来水处理过程中,除去水中的有害物质。
工艺流程氧气源臭氧发生器制造氧气源臭氧发生器的制造需要有专业的技术和阅历。
该装置将氧气转化为臭氧气体,氧气源臭氧发生器紧要包括以下构成部分。
1.氧气源:由空气压缩机制成的有限压缩空气,需要先进行过滤、去水、降氧等处理,保证所产生的臭氧气体的纯度和稳定性。
2.臭氧电解池:是将氧气源放入电解槽中,通过电极氧化的方式生成臭氧气体。
3.臭氧反应器:紧要是将氧气源中发生的氧化证反应进行扩散,使臭氧会在较短时间内恍杀细菌病毒等微生物。
4.掌控系统:紧要掌控系统开机、运行、停机、故障提示、维护提示等工作,确保臭氧气体产生的正常、持续稳定运行。
自来水厂消毒预处理工艺流程1.水源造水:选择较优的水源,接受铁锰吸附、过滤、软化等造水工艺,去除自来水中的铁锰离子、悬浮物、异味等杂质。
2.除杂释压:利用多介质过滤器、活性炭吸附等除杂技术,细化除杂,除去浑浊、异味、颜色等。
3.稳定消毒:在水处理过程中添加氯离子或臭氧气体,在杀灭水中细菌病毒等有机体的同时,需通过其他掌控方法,避开对水的自然水质产生影响。
4.滤材处理:在水处理过程中,使用滤材进行多级过滤,进一步去除掉自来水中杂质,使自来水透亮清亮,具有良好的口感。
工艺特点1.高效,臭氧在水中的杀菌本领是在杀菌剂中极高的;2.安全,臭氧气体可以自然分解,不会对人体造成危害;3.无残留物,与其它消毒方法不同的是,臭氧气体分解后,不会留下任何有害残留物;4.环保,臭氧气体分解后,不会对环境造成任何污染;5.成本低,氧气源臭氧发生器的制造成本和运行成本均较低。
臭氧发生器厂家http://www.ekchy.com 臭氧发生器在自来水公司应用工程专家 臭氧发生器在自来水公司的应用 臭氧设备系统在自来水公司的应用 自上世纪90年代开始,在我国经济发达、水源污染严重的地区纷纷采用臭氧-活性炭工艺,效果明显,处理后水质大幅度提高。由于90年代国内还不能生产2KG/H以上规模的臭氧发生器,只能选择进口并一直影响至今,目前我国市政给水行业所用的臭氧设备基本被国外厂家垄断。但进口设备昂贵的价格,使我国部分地区的自来水公司难以承受,从而影响了臭氧活性炭工艺的普及应用。 由于近几年来国内臭氧技术的快速发展,以及进口设备价格、售后服务方面的问题,国产大型臭氧设备越来越受到国内供水公司以及行业专家的关注。 随着国家新的«生活饮用水卫生标准»(GB5749-2006)颁布实施,相信国产臭氧系统随着技术指标和设备性能的提高,将会更广泛的应用于我国市政供水领域。 1.臭氧-活性炭工艺(O3+常规处理+O3-BAC工艺。如下图示: 臭氧
输水管网 臭氧 臭氧投加分为两个阶段——前臭氧和后臭氧。前臭氧接触池的接触时间为4min,通过射流器投加,臭氧设计投加量为0.5mg/l-1.0mg/l,有效水深6.0m。后臭氧接触池分为2格,每格3个投加点,投加比例为6:2:2,有效水深6.0米,接触时间约为10min,采用微孔曝气盘布气,臭氧投加量分别为1.5mg/l-2.5mg/l。 2.总体控制方式及要求 总体控制系统能够显示臭氧系统的工艺流程、设备运行状态,实现工艺参数设定等,可以根据预先设定的臭氧系统发生故障的性质,决定在某一故障出现时报警或同时停机;或根据故障的性质,分级报警,提示操作员根据故障性质输入指令来决定处理方式。 臭氧发生控制方式:臭氧发生器根据需要以“恒定臭氧浓度,调节臭氧流量和功率投加”进行控制。 前臭氧投加控制:根据前臭氧接触池进水流量以及投加比率设定值的变化自动调节投加量。 后臭氧投加控制:根据后臭氧接触池进水流量以及投加比率设定值的变化自动调节投加量,确保出水达到设定的余臭氧值 3.臭氧系统设计概述 氧气源臭氧系统主要包括臭氧发生器、前臭氧投加系统、后臭氧投加系统、臭氧尾气破坏系统、检验及PLC监控系统、仪表空气及液氧补加空气系统。 现场提供臭氧浓度90%以上的富氧气源,纯氧气源作为备用。使用时添加5%左右的压缩空气作为氮气补充,使氧气浓度为95%左右。气源经除尘过滤,去除大于0.01um的粉尘。进气端管路配置切断阀门、安全阀、露点检测、压力传感器、压力表等。氧气经臭氧放电室转化为臭氧,经臭氧浓度监测、流量监测及调节等输送到臭氧传输管道。出气口管道还配置温度传感器及压力表等。 臭氧电源装置向臭氧放电室输送电压4KV左右,频率800HZ左右的电源,在放电单元中形成中频高压电场使02转化为03.臭氧电源装置自带PLC控制系统,能实现本地自动控制并可与总控制PLC通讯。 臭氧发生器厂家http://www.ekchy.com 臭氧发生器在自来水公司应用工程专家 臭氧车间安装臭氧泄漏报警仪及氧气泄漏报警仪,车间内环境中臭氧和氧气泄漏超标,报警仪检测到发出信号报警,并且可以同时启动车间排气装置。 前臭氧接触池设计为两条投加线并联投加运行,每条设计线设计一套臭氧投加单元,采用射流投加,由增压泵、射流器、流量计、电动调节阀、气动调节阀、压力传感器、压力表等组成。两套臭氧投加单元由前投加控制柜的PLC统一控制,根据设定的供水流量及投加比例由前投加控制柜自动调节臭氧的投加量。增压泵设计为两用一备,两条投加线同时投加臭氧接触池内。臭氧投加单元的气动切断阀根据压力实现自动断裂,可有效防止水倒灌进臭氧输送管道。 后臭氧接触池设计分两格运行,每格设计一条投加线,每条线设3个投加点,3个点臭氧的投加比例顺水流方向依次为投加量的60%(调节范围为40%-80%)、20%(调节范围为10%-30%)、20%(调节范围为10%-30%),采用微孔曝气盘投加臭氧。每条臭氧投加线设计一套臭氧投加控制单元,由流量计、电动调节阀、压力表等组成。两套臭氧投加单元由后投加控制柜的PLC统一控制,根据设定的供水流量及投加比例由后投加控制柜自动调节臭氧的投加量。臭氧投加控制器在总控PLC柜统一设定,总控PLC将控制指令发送到后投加控制柜。后臭氧接触池内部均匀分布微孔曝气盘,臭氧气体通过微孔曝气盘均匀投加到水体中。 后臭氧接触池还设置多个取样口。可通过取样口检测水中剩余臭氧浓度。控制系统还可通过检测水中臭氧浓度自控调节后臭氧投加量。 为保证前、后臭氧接触池内外的压力平衡,在顶部均安装双向安全阀。 前、后臭氧预投加系统各设计了两台尾气破坏器。一用一备,确保排入环境大气中的臭氧浓度低于0.1ppm,尾气臭氧破坏器出气口有排气臭氧浓度检测仪,进气口设置了取样口,通过便携式臭氧浓度检测仪检测尾气浓度,当尾气浓度较高时,可通过调节系统设定降低臭氧投加量。 4案例:氧气源20KG/H臭氧发生器 臭氧发生器是公司自主研发的20KG/H大型中频臭氧发生器,主要部分由臭氧放电室组件和臭氧电源装置构成。 4.1 主要技术参数 本次设计的技术参数按照招标问价的要求设计:臭氧产量≥20kgO3/h;臭氧浓度≥8.0wt%;功率7.8-10kW/kgO3。 目前的臭氧技术以达到臭氧浓度≥10wt%;功率≤10kW/kgO3。 4.2臭氧电源装置 臭氧电源装置设计为中频电源,与国外大功率臭氧电源一样,采用全控整流、逆变和升压回路组成的。 由于国内电网电压波动较大,谐波干扰各不相同,使国外臭氧设备在国内运行中经常出现电源故障。针对以上问题,我们对臭氧电源进行了优化改进,增强了电源谐波滤除装置,隔离电网谐波和消除系统正常工作时产生的谐波;采用非阻容吸收式可控硅逆变电路和LCM1200C大规模可编程逻辑器件CPLD控制技术,使臭氧电源的控制速度更快、稳定性更高,更有利于主电路的工作和控制,做到了臭氧运行过程中能恒定电流、恒电压、恒功率运行,更加适应我国电网电源的实际情况,使臭氧系统能够稳定运行。 针对南方夏季的高温环境,臭氧电源装置配置水冷空调,电源工作产生的热量完全通过冷却水带走,不会对周围的环境造成温度升高等影响,更不会依赖周围环境条件,在夏天高温季节采用强制通风,避免了进口设备的电源装置采用风冷空调散热的弊端。 臭氧电源装置配置自带PLC控制系统,即就地PLC系统,实现就地手动/自动监控臭氧发生器的运行并与臭氧系统的总控PLC进行通讯,实现远距离控制检测的功能。臭氧放电室组臭氧发生器厂家http://www.ekchy.com 臭氧发生器在自来水公司应用工程专家 件配置的自控仪器、自控仪表、自动阀门等,臭氧电源装置的逆变器、整流器、变压器、空调及其附属设备的运行状况、电源柜温度等,均由就地PLC自动监控。就地PLC系统对臭氧发生器采用衡浓度控制,即根据自动调节后的流量及检测到得臭氧浓度信号,自动调节电源投加功率,使臭氧发生器工作在一个相对恒定的浓度上。 4.3臭氧放电室 在常规20kg/h臭氧发生器放电室结构和技术的基础上,改进了放电室的冷却工艺和放电体的装配工艺,提高了放电室的冷却效率,、??(自加) 放电体进行了严格的筛选,每个单元的电容值接近相同,更有利于高浓度臭氧的产生。 改善了放电体的材料和烧结工艺,采用第三代放电体放电体釉料和新型的自动化恒温控制烧结炉,提高了放电体的放电效率为30%。 臭氧放电室组件带一体化安装底座及支架,配置产品气体臭氧浓度监测仪、臭氧流量计、电动调节阀、气动切断阀、进气过滤器、露点传感器、压力传感器、温度传感器、就地仪表等,主要仪表采用ABB等国际知名品牌,最大限度的保证系统工作的稳定性。臭氧放电室组件带一体化安装底座和支架,所有仪表、阀门及连接管路等一体化安装完毕,整体调试出厂。 5 前臭氧投加系统 前臭氧投加系统设计增压泵3台(2用1备),设计2套臭氧投加控制单元并联工作。2台尾气臭氧分解器(1用1备),2台双向安全阀,1台投加控制柜。投加控制柜通过设定自动调节臭氧的投加量和相关设备的工作/备用状态,并与总控PLC进行通讯。 3台增加泵设置手动切换阀门,切换阀门带有阀门位置开关,控制柜可根据阀门的位置判断,确定开启某一台水泵。 每套臭氧投加单元包括:射流器1台、臭氧流量计1只(带信号输出)、电动角座调节阀1只、气动调节阀1只、压力传感器1只、Y型过滤器1只、压力表3只、气动阀门1套。 6 后臭氧投加系统 6.1 后臭氧接触池 后臭氧接触池设计分为俩格进行,每格处理水量为4167m3/h, 臭氧投加装置采用刚玉曝气头,根据曝气量和服务面积设计曝气头96只。曝气微孔直径为为10-15μm,产生1-2mm的微气泡。因每格设计一条臭氧投加线,每条线设计3个投加点,每段投加比例按顺水流方向依次为60%、20%、20%,3个投加点配用的曝气盘数量依次是26只、11只、11只。 每格设计双向安全阀1只,共2只。每条臭氧投加线设计臭氧投加单元1套。 后臭氧接触系统设计2台尾气臭氧分解器,1用1备;2台除雾器。 6.2 后臭氧投加控制单元 臭氧气体通过管道通至臭氧接触池顶端并分为两路进入每条臭氧投加线,各配置一套臭氧单元。每套臭氧投加单元经臭氧流量计及电动调节阀检测、调节流量,再分为三个分支管路,各经过一台分支管道流量计检测各自流量后分别进入三个投加点。每个支路除设有流量计处设有手动调节阀、压力表,进行气量控制和压力检测,控制每个点的臭氧投加量。 每套臭氧投加控制单元包括:总管臭氧流量计1只(带信号输出)、电动角座调节阀1只、分支臭氧流量计3只、压力表4只、手动阀门1套,组成配置原理如下图: 7 尾气臭氧分解器 因臭氧属有害气体,尾气中未被溶解的臭氧需去除掉,以达到环境允许的臭氧浓度标准。当臭氧系统和后臭氧系统各设置2台臭氧破坏器,1用1备。 臭氧尾气破坏采用加热-催化混合型尾气臭氧分解方式,主要通过催化分解作用分解尾气中的多余臭氧,由催化反应槽、加热器、温控器、离心风机、检测仪、控制系统等部件组成,除现场手动控制外,还可以由PLC实现远程自动控制。 尾气在进入催化反应槽之前先经过预加热,防止其在工艺过程中由于冷凝产生液态水。加热