中外开棉机大集合
- 格式:doc
- 大小:873.00 KB
- 文档页数:7
轧棉的要求:1.保护纤维原有品质。
轧棉时要尽量减少纤维的轧断、棉籽的轧碎和棉短绒的大量轧入皮棉之中,特别要防止产生和棉结等疵点。
2.清除纤维中杂质。
加工早期清除棉籽中的杂质要比纺纱过程中清除容易得多。
因此,要合理配车,严格管理,清除纤维中的杂质。
3.按照不同品种、等级,分别打包、编批。
轧棉机分类:皮辊轧棉机:产量低,作用缓和,不易轧断纤维,适宜加工长绒棉或成熟度差的籽棉和留种棉等。
锯齿轧棉机:易产生棉结、索丝等疵点,因其具有清花部件,故锯齿棉杂质少,短绒率(皮棉中长度在16mm以下的短绒量对皮棉量的百分比)低,纤维长度整齐度好,且生产率很高,适宜加工细绒棉和粗绒棉。
异性纤维(俗称“三丝”)定义:主要指棉花中夹杂的化纤、丝、麻、毛发、塑料绳、布块等。
危害:影响产品的质量和外观及纺织厂的经济效益。
轧工质量:轧工质量的判断主要通过“三观察”来完成。
(1)观察轧出原棉的外观形态。
表面是否光洁、均匀、平整、松散等。
(2)观察纤维的长度变化。
轧棉前后长度基本相等,轧棉质量好。
(3)皮辊棉着重观察黄根的多少,锯齿棉着重观察疵点的多少。
黄根疵点多,轧棉质量差。
炭化:目的:在羊毛初步加工中,排除羊毛中的草杂。
炭化原理: 相对草杂而言,羊毛纤维更耐酸,因此,用酸处理含草杂的羊毛纤维,从而达到去除草杂的目的。
原料选配的目的 1、保持产品质量和生产的相对稳定 (采用混合棉纺纱,避免了一个品种的原棉批量有限,投产使用时间不长,更换棉批时易易造成生产和质量上的波动;既可增加投产批量,又能在较长时期内保持原棉性能的稳定,确保生产过程和成纱质量的相对稳定。
)2、合理使用原料(充分利用各成分的长处,弥补各成分的短处,达到提高产品质量,满足用户的不同要求。
)3、节约原料、降低成本(在保证成纱质量前提下,要尽可能在混料中使用价格较低的原料4、增加花色品种原料选配的原则 1、根据产品用途选配原料 2、满足工艺要求、稳定生产配棉的定义:棉纺厂将几种唛头、地区或批号的原棉,按比例搭配使用的方法。
纺织科学技术:纺纱工艺考试答案模拟考试 考试时间:120分钟 考试总分:100分遵守考场纪律,维护知识尊严,杜绝违纪行为,确保考试结果公正。
1、名词解释 四锋一准 本题答案: 2、名词解释 统破籽率 本题答案: 3、填空题 FA104型六辊筒开棉机属于( )打击开棉机 本题答案: 4、多项选择题 目前生产上常用的混和方法有( )。
A 、棉包混和 B 、条子混和 C 、称重混和 D 、两步法混和 E 、小量混和 本题答案: 5、填空题 实际牵伸倍数与机械牵伸倍数之比称为( ) 本题答案: 6、填空题 牵伸区的纤维按控制情况可分为( )和( )两类,按速度可分为( )姓名:________________ 班级:________________ 学号:________________--------------------密----------------------------------封 ----------------------------------------------线----------------------和()两类。
本题答案:7、问答题粗纱张力过大过小对生产有哪些影响?本题答案:8、问答题什么是梳棉机的分梳工艺长度?如何确定分梳工艺长度?本题答案:9、单项选择题随着捻系数的增加,转杯纱的捻度损失()。
A、增加B、降低C、为零本题答案:10、问答题D型牵伸的特点?本题答案:11、填空题精梳机的主要任务是()、()、()、()。
本题答案:12、问答题分析锡林盖板的除杂作用?本题答案:13、单项选择题豪猪式开棉机属于()。
A、握持打击开棉机B、自由打击开棉机本题答案:14、填空题钳板闭合前的给棉长度与总给棉长度之比称为()本题答案:15、问答题“奇数法则”的意义是什么?本题答案:16、问答题纯棉普梳系统是什么?本题答案:17、问答题根据刺辊除杂要求不同,应如何正确调节除尘刀工艺?本题答案:18、填空题16mm以下的短纤维占总纤维的百分率叫()本题答案:19、问答题什么是牵伸波?什么是机械波?随机不匀?本题答案:20、问答题什么叫摩擦力界?影响摩擦力界的因素是什么?本题答案:21、单项选择题对下列部件的动平衡要求最高的是()。


纺纱工艺设计与质量控制第一章棉纺工艺设计一、棉纺基本概念1、棉纺产品:用棉纺设备将多种纤维加工成的纱线制品。
2、棉纺特点:工艺流程短,速度高,设备完善,对纤维适应性广,加工成本低。
棉纺产品品种繁多,风格各异。
3、棉纺设备可加工:传统的棉花、各种棉型化纤、中长化纤、长丝、以及其它天然纤维的纯纺和混纺。
4、棉纺规模:以细纱锭子数和转杯纺头数来表示棉纺厂的规模大小。
5、棉纺产品开发设计包括:棉纺新原料的开发、混纺纱不同混纺比的设计、新原料和新品种的工艺设计、多种花式纱的设计与加工方法。
三、棉纺工艺设计纺纱工艺是纺纱加工中的流程和各机件的参数设置的总称。
在纺纱工艺设计时,既要考虑到设备及其状态,更要考虑到所加工的纤维原料的性能和最终产品(纱、线)的要求。
1.纺纱系统:普梳、精梳、混纺纱、新型纺、中长化纤、废纺,后加工新型纺纱开清棉梳棉→并条(2道)→新型纺纱。
中长纺中长专用开清棉设备→M 型梳棉机→并条(2-3 道)→粗纱→细纱。
废纺系统:利用下脚纺制棉毯等。
开清→梳棉→粗纱→细纱。
后加工2.原料:(1)棉籽棉轧棉→皮棉→打包→送到纺织厂锯齿棉皮辊棉打包国产棉包规格:100×42×60cm,V=0.25m܁,密度300~360kg/m܁,G=75~90kg。
标注唛头、产地、规格等。
棉花品级及参考指标:中国按成熟度、色泽、轧棉质量分级。
纺织部颁发:细绒棉分七级,长绒棉分五级,三级为标准级。
美国按色泽、强力、长度、细度及成熟度(马克隆值)等分级。
采用大容量快速仪HVI检验原棉所有指标。
(2)化纤品种:粘胶(人造棉)、莫代尔、丽赛、天丝、竹纤维涤纶(聚酯)腈纶(丙烯腈)锦纶(聚酰胺、尼龙)维纶(聚乙烯醇、维尼纶)丙纶(聚丙烯)芳纶(芳族聚酰胺)氨纶聚乳酸化纤分等及质量指标分等按内在质量和外观疵点分:内在质量:断裂强度、断裂伸长、细度偏差、长度偏差以及超长纤维、倍长纤维等。
外观疵点:粗丝、并丝、异状丝、油污纤维。
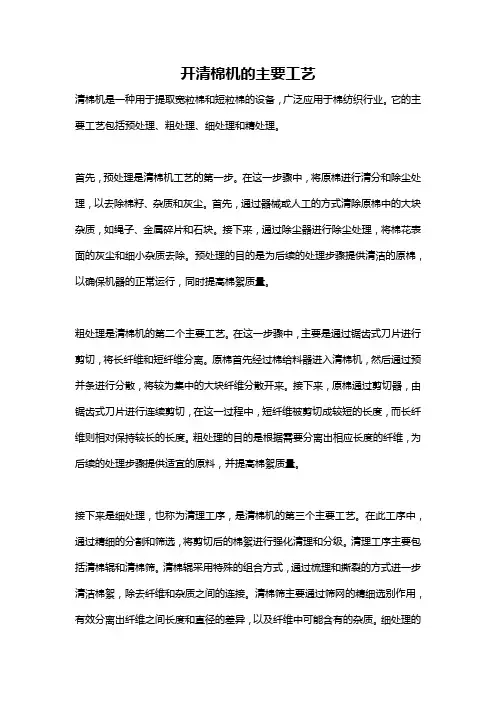
开清棉机的主要工艺清棉机是一种用于提取宽粒棉和短粒棉的设备,广泛应用于棉纺织行业。
它的主要工艺包括预处理、粗处理、细处理和精处理。
首先,预处理是清棉机工艺的第一步。
在这一步骤中,将原棉进行清分和除尘处理,以去除棉籽、杂质和灰尘。
首先,通过器械或人工的方式清除原棉中的大块杂质,如绳子、金属碎片和石块。
接下来,通过除尘器进行除尘处理,将棉花表面的灰尘和细小杂质去除。
预处理的目的是为后续的处理步骤提供清洁的原棉,以确保机器的正常运行,同时提高棉絮质量。
粗处理是清棉机的第二个主要工艺。
在这一步骤中,主要是通过锯齿式刀片进行剪切,将长纤维和短纤维分离。
原棉首先经过棉给料器进入清棉机,然后通过预并条进行分散,将较为集中的大块纤维分散开来。
接下来,原棉通过剪切器,由锯齿式刀片进行连续剪切,在这一过程中,短纤维被剪切成较短的长度,而长纤维则相对保持较长的长度。
粗处理的目的是根据需要分离出相应长度的纤维,为后续的处理步骤提供适宜的原料,并提高棉絮质量。
接下来是细处理,也称为清理工序,是清棉机的第三个主要工艺。
在此工序中,通过精细的分割和筛选,将剪切后的棉絮进行强化清理和分级。
清理工序主要包括清棉辊和清棉筛。
清棉辊采用特殊的组合方式,通过梳理和撕裂的方式进一步清洁棉絮,除去纤维和杂质之间的连接。
清棉筛主要通过筛网的精细选别作用,有效分离出纤维之间长度和直径的差异,以及纤维中可能含有的杂质。
细处理的目的是进一步提高棉絮的质量,去除纤维表面的残留杂质,使棉絮更加整洁。
最后是精处理,也称为抄棉工序,是清棉机的最后一个主要工艺。
在这个工序中,将经过前三个工艺处理后的棉絮进行集合和整理,使得棉絮达到所需的长度和强度。
通常会使用棉絮集合器和棉絮平整器来完成此过程。
棉絮集合器通过连续的转子搅拌和应力传递,将纤维聚合成一定长度的棉絮。
而棉絮平整器则通过辊子的压榨和整理作用,使得纤维排列整齐,达到要求的强度。
精处理的目的是使棉絮具备一定的长度和强度,以满足纺织生产的要求,提高纺纱的质量。
Science &Technology Vision科技视界莫代尔纤维是一种高湿模量纤维素纤维,采用木浆粕纺丝而成,纤维柔软,光洁,色泽艳丽,具有合成纤维的强力和韧性,真丝般的光泽和手感,织成织物后面料具有棉的柔软、丝的光泽、麻的滑爽。
薄荷粘胶纤维是以天然植物薄荷提取物作为抗菌剂与粘胶纺丝液共混而制得的具有抗菌功能的粘胶纤维。
它既保留了纤维素纤维良好的亲肤、透气等优良的服用性能,又充分发挥了天然薄荷提取物抗菌抑菌、清凉醒目、预防伤寒等功效,满足了人们对纺织品天然、绿色、健康的追求。
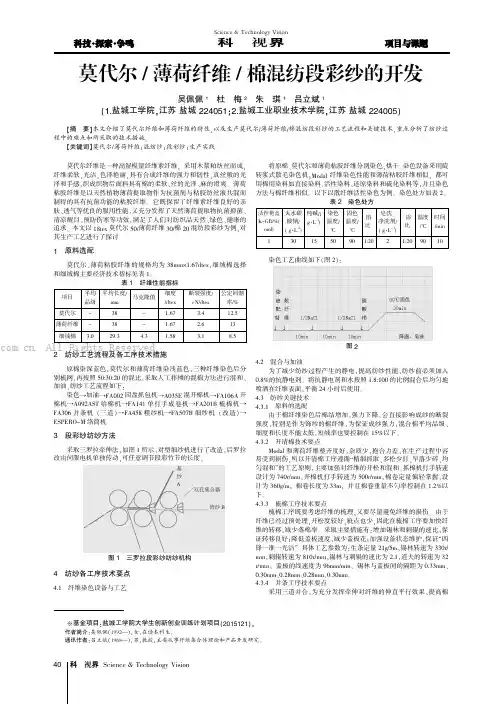
本文以18tex 莫代尔50/薄荷纤维30/棉20混纺段彩纱为例,对其生产工艺进行了探讨。
1原料选配莫代尔、薄荷粘胶纤维的规格均为38mm×1.67dtex,细绒棉选择和细绒棉主要经济技术指标见表1。
表1纤维性能指标2纺纱工艺流程及各工序技术措施原棉染深蓝色,莫代尔和薄荷纤维染浅蓝色,三种纤维染色后分别梳网,再按照50:30:20的混比,采取人工拌摊的混棉方法进行混和、加油,纺纱工艺流程如下:染色→加油→FA002园盘抓包机→A035E 混开棉机→FA106A 开棉机→A092AST 给棉机→FA141单打手成卷机→FA201B 梳棉机→FA306并条机(三道)→FA458粗纱机→FA507B 细纱机(改造)→ESPERO-M 络筒机3段彩纱纺纱方法采取三罗拉牵伸法,如图1所示,对型细纱机进行了改造,后罗拉改由伺服电机单独传动,可任意调节段彩竹节的长度。
图1三罗拉段彩纱纺纱机构4纺纱各工序技术要点4.1纤维染色设备与工艺将原棉、莫代尔和薄荷粘胶纤维分别染色,烘干。
染色设备采用旋转浆式散毛染色机;Modal 纤维染色性能和薄荷粘胶纤维相似,都可用棉用染料如直接染料、活性染料、还原染料和硫化染料等,并且染色方法与棉纤维相似。
以下以散纤维活性染色为例。
染色处方如表2。
表2染色处方染色工艺曲线如下(图2):图24.2混合与加油为了减少纺纱过程产生的静电,提高纺纱性能,纺纱前必须加入0.8%的抗静电剂。
2005运转纺纱工艺知识培训材料第一节基础知识一.纺纱工艺流程.FA009抓棉机---FA125重物分离器---FA105A开棉机---FA029多仓混棉机---FA116主除杂(精细开棉机)---FA046振动棉箱---FA141成卷机---FA231A梳棉机---预并条---SR80J条并卷---PX2J精梳机---FA326A并条机---TJFA458粗纱机-FA506A细纱机---村田NO.21C络筒机---村田NO.28并纱机---村田NO.3C1倍捻机.二.各工序主要任务和作用.(一) 清花工序: 抓取、开松、除杂、混合、成卷;(二)梳棉:梳理、除杂、混合、成条;(三)精梳准备工序:1.预并:均匀混合、牵伸成条;2.条并卷:混合牵伸、成卷。
(四)精梳:1.进一步对纤维进行梳理,提高纤维的伸直平行程度;2.排除棉卷中的短纤维,提高精梳条中纤维的长度整齐度;3.清除纤维中的棉结、杂质及其他疵点。
(五)并条:混合、牵伸、成条;(六)粗纱:牵伸、加捻、卷绕成形;(七)细纱:牵伸、加捻、卷绕成形;(八)络筒:清除纱线上部分疵点、卷绕成形。
(九)并线;并合(两筒子纱并合)、卷绕成形;(十)捻线:加捻、卷绕、成形。
第二节前纺工序一.开清棉工序.(重点)(一)工艺原则:多包取用,精细抓取,早落少碎,均匀混合,渐进开松,少伤纤维,自调匀整.(二)工艺原则分解1.FA009抓棉机:应尽量保证其运转功率在90%以上,使抓棉机有充分的时间、条件来实现,多包抓取,要抓全、抓细、少抓、勤抓、抓匀,保证喂入下一工序的棉花以微束状进入,有利下一工序更好的发挥其作用,不能因某一小集体成个人原因随意变动抓棉机参数。
例:抓取深度、打手速度等。
2、FA105A单轴流开棉机本工序主要实现杂质的早落少碎功能,FA105为自由打击式开棉机,抓棉机喂入的棉束进入FA105后沿打手轴向进行3-5轴左右的自由打击,能进一步细化棉束且少伤纤维,使杂质尽早暴露,排除且不使之破碎(设有杂质落棉口)。
纺织科学技术:纺纱工艺考试答案(最新版) 考试时间:120分钟 考试总分:100分遵守考场纪律,维护知识尊严,杜绝违纪行为,确保考试结果公正。
1、填空题 梳棉机分梳效果的好坏,以棉层中的棉束的( )来表示。
本题答案: 2、填空题 须条加捻后表面纤维与须条轴向的夹角,称为( ) 本题答案: 3、问答题 如何控制生条重量不匀率? 本题答案: 4、问答题 剥取装置有哪些类型? 本题答案: 5、单项选择题 随着捻系数的增加,转杯纱的捻度损失( )。
A 、增加 B 、降低 C 、为零 本题答案: 6、多项选择题 精梳机钳板给棉形式有( )。
A 、前进给棉 B 、后方给棉 C 、后退给棉姓名:________________ 班级:________________ 学号:________________--------------------密----------------------------------封 ----------------------------------------------线----------------------D、连续给棉本题答案:7、问答题什么是顺牵伸和倒牵伸?各有什么特点?本题答案:8、单项选择题FA022型多仓混棉机的混棉方式为()。
A、时差混和B、程差混和C、夹层混和D、翻滚混和本题答案:9、填空题尘棒顶面与工作面间的夹角α为()本题答案:10、问答题棉精梳前准备工序有哪些?各有何特点?本题答案:11、问答题针布的分类?金属针布主要规格参数有哪些?本题答案:12、问答题什么是伸直系数?本题答案:13、填空题精梳准备的任务是()和()本题答案:14、单项选择题对下列部件的动平衡要求最高的是()。
A、锡林B、道夫C、给棉罗拉D、棉卷罗拉本题答案:15、问答题一般情况下什么样的纱线需要精梳?本题答案:16、单项选择题以下哪种用纱细纱捻系数应大些()A、针织用纱B、机织用经纱C、机织用纬纱D、捻线用单纱本题答案:17、填空题l开清棉机械的开车顺序是先开(),再开(),最后逐台开()。
汉麻纤维两端呈钝圆形,内部的空腔和裂隙使其吸湿、导湿性能突出,穿着凉爽不贴身,并对紫外线有良好的屏蔽作用,因此制成的汉麻织物具有柔软、吸湿性好、导湿快、透气性好、抗菌抑菌、防霉防臭、防紫外线辐射等多种特性,颇受夏季服装市场的青睐。
色纺纱是采用经过染色的纤维为原料,纺制成具有独特混色效果的纱线。
为开发具有吸湿导湿、抗菌等多种功能的多色彩纱线,本文以精梳棉、汉麻、黑色粘胶纤维为原料,利用色纺工艺开发多组分色纺针织赛络纱,纱线性精梳棉/汉麻/黑色粘胶10.8 tex 色纺纱的生产实践文 | 吴兴华 马洪才 贺英华 庞俊玲作者简介:吴兴华,男,1966年生,博士,主要从事纺织技术的创新研究,E-mail :wxh@ 。
作者单位:吴兴华、马洪才,德州学院纺织服装学院;贺英华、庞俊玲,陵县恒丰纺织品有限公司。
摘要:文章探讨了精梳棉/汉麻/黑色粘胶10.8 tex 麻灰针织赛络纺纱的原料混合方式、生产流程和工艺配置。
针对汉麻纤维刚性大、在加工过程中容易损伤的特点,着重叙述了汉麻纤维的预处理、原料混合方式及工艺优化。
为减少色结,梳棉工序应保证设备状态良好,配置好速度与隔距。
为减少细纱断头,应降低车速,优选钢领、钢丝圈等。
最终纺制出的精梳棉/汉麻/黑色粘胶10.8 tex 麻灰针织赛络纺纱,成纱质量较好,满足使用要求。
关键词:粘胶;汉麻;预处理;色结;混合;色纺纱中图分类号:TS124.5 文献标志码:BProduction Practice of 10.8 tex Combed Cotton/Hemp/Black ViscoseColored Spun YarnAbstract: The paper analyzes the raw material mixing mode, production process and technological configuration of 10.8 tex combed cotton/hemp/black viscose grey siro yarn. In view of the characteristics of hemp fiber, i.e., high stiffness and easy damage during spinning, the paper discusses the pretreatment of hemp fiber, mixing method of raw material and process optimization. In order to reduce neps, the carding equipment should be ensured in good condition, setting suitable speed and gauge. In order to reduce yarn break, the operating speed should be reduced, and the ring and traveler should be optimized. The 10.8 tex combed cotton/hemp/black viscose grey siro yarn was successfully spun. With good yarn quality, it can meet the requirements.Key words: viscose; hemp; pretreatment; colored nep; mixing; colored spun yarn能优良,色彩独特,可很好地满足人们对服装面料的保健性、舒适性要求,市场前景广阔。
牛奶蛋白纤维纺纱工艺参考前言:牛奶蛋白纤维是从牛奶中提取的蛋白质分子与某种大分子化合物反应接枝而成的一种有别与天然纤维和化学纤维的新型纤维。
牛奶蛋白纤维含有17种氨基酸,正因为本纤维之中含有大量的动物蛋白氨基酸,所以牛奶蛋白纤维具有良好的亲肤性,在其制作过程是采用接枝共聚、湿纺工艺等高新技术,所以纤维的性能和品种可以按需调整。
正家牛奶蛋白纤维的外观细而柔软,平滑且富有弹性,并具有较好的吸湿性和光泽。
用其纺纱作成的内衣,商业上称“牛奶内衣”人称“第二层皮肤”,具有极佳的服用性,现已风靡市场。
用牛奶纤维与羊绒、羊毛、蚕丝及其他纤维混纺合制成的纱线,不但保持各种纤维原有特性,更具独特风格和手感,是服饰、内衣、家纺等行业中的高科技纺织原料。
由于牛奶蛋白纤维是一种新型的纺织原料,各纺厂对其性能特点不一定熟悉,为此特提供《牛奶蛋白纤维纺纱工艺参考》,抛砖引玉,以作交流。
一、牛奶蛋白纤维的纺纱工艺流程1.纯纺流程抓棉—混棉—梳针开棉—成卷—梳棉—开条(三道)—粗纱—细纱—络筒2.混纺流程(1)与棉混纺牛奶蛋白纤维:开清棉(同纯纺)—梳棉—棉纤维:开清棉—梳棉—并条—条并卷—精梳—混并条(三道)—粗纱—细纱—络筒(2)与其他纤维混纺方式一:牛奶蛋白纤维与其他纤维混纺合装箱—开清棉—梳棉—并条(三道)—粗纱—细纱—络筒方式二:牛奶蛋白纤维:开清棉(同纯纺)—梳棉—预并其他纤维:开清棉—梳棉—预并—混并(三道)—粗纱—细纱—络筒二、各工序纺纱要点和工艺参考:1.纤维预处理:由于牛奶蛋白纤维表面光滑、抱合力略差,纺纱过程中可出现静电现象。
为改善其可纺性,必须在纺纱前对牛奶蛋白纤维进行充分预松、加湿、加抗静电等预处理,具体操作和要求如下:(1)操作要求:人工将牛奶蛋白纤维抖到很松的状态,然后按一定的比例将“温水”或“温水加抗静电剂混合液”以雾状均匀喷洒于纤维表面。
完毕后用塑料布包裹进行推仓,闷放24小时左右即可使用;(该操作应根据纺厂实际生产环境来确定是加水或抗静电剂,当酪素蛋白纤维与纤维素类纤维以箱混形式混纺时,可以不加抗静电剂。
纺织科学技术:纺纱学知识点模拟考试练习 考试时间:120分钟 考试总分:100分遵守考场纪律,维护知识尊严,杜绝违纪行为,确保考试结果公正。
1、问答题 开松机件的形式主要有哪些?各有何特点? 本题答案: 2、填空题 开清棉联合机的开关车的顺序为:先开前一台机器的( )再开后一台机器的( ),达到正常运转后,再逐台开( )。
本题答案: 3、名词解释 自由开松 本题答案: 4、名词解释 如何选用钢丝圈?何谓钢丝圈走熟期? 本题答案: 5、问答题 分度盘的作用是什么?一个工作循环的四个阶段在运动配合图中是如何划分的? 本题答案: 6、名词解释 混棉机 本题答案: 7、名词解释姓名:________________ 班级:________________ 学号:________________--------------------密----------------------------------封 ----------------------------------------------线----------------------梳理死区本题答案:8、问答题洗毛表面活性剂和助剂的作用。
本题答案:9、问答题压掌压纱力是怎样产生的?压纱力在一落纱中怎样变化?有什么影响?本题答案:10、问答题掌握新型纺纱方法的种类名称(常识了解,知道新型纺纱有哪些类型)。
本题答案:11、问答题简述粗纱工序的目的与任务?本题答案:12、问答题衡量加捻程度的指标有哪些?各有何特点?本题答案:13、填空题开清棉机械的类型包括:抓棉机械、()、()和()。
本题答案:14、问答题波谱图的意义是什么?如何根据波普图找出不匀产生的原因?本题答案:15、单项选择题下列说法正确的是()。
A、分梳工艺长度增加,始梳点位置升高,刺辊的分梳作用增加。
B、分梳工艺长度缩短,始梳点位置降低,刺辊的分梳作用增加。
C、分梳工艺长度缩短,始梳点位置升高,刺辊的分梳作用减弱。
中外开棉机械大集合纺织与材料工程学院纺织091—19 王敏摘要:开棉工序在纺纱工艺流程中起着至关重要的作用,尤其是在清疏联生产流程中。
而开棉机械又在开棉工序中起主要作用,开棉机械的主要作用是对原料进行开松和除杂。
原棉的开松和除杂作用过程是相辅相成的,在将原棉松解成小棉束的同时,使纤维与杂质分离,通过机械落杂部分完成除杂作用。
在开棉机械的工艺设置时,应根据原棉性质和成纱质量要求合理配置工艺参数,避免过度打击造成纤维损伤和杂质碎裂,以要防止可纺纤维下落造成浪费。
清梳联技术的开发和推广应用是当代棉纺技术的重要发展之一,它有利于实现棉纺加工连续化、自动化,它在工艺上先进合理,以逐步开松取代了开松——压紧——开松的落后的传统工艺,避免了棉卷退绕时的粘层和接头不良带来的梳棉机喂棉不匀问题。
清梳联系统是纺纱工序连续化,自动化生产的重要组成部分,是纺织厂实现现代化管理的重要标志,是国际上公认的一项成熟技术。
而要实现开棉的开松、除杂的效果,就要根据不同的纤维原料选择合适的开棉机。
现在不论国内还是国外都有好多开棉机,文章着重介绍国内外几款常用开棉机及其性能关键词:开棉机;打手国内的开棉机械(一)FA105A型单轴流开棉机1.1主要作用FA105A型单轴流开棉机适用于各种等级的原棉的处理,是一台高效的预清棉设备。
进入本机的原料,经排除微尘后,在自由状态下经受多次均匀、密集和柔和的弹打,使之得到充分开松,在开松过程中将杂质与纤维分离,杂质经尘棒排除,开松除杂质后的纤维经输棉管道下入道工序。
1.2主要特点无握持开松,不损伤纤维,V形角钉富有弹性,开松柔和充分,除杂效率高。
变频电机传动打手,实现无级调速;新颖的尘棒调节机构,满足不同的工艺要求,可供选择的间歇或连续式吸落棉装置,特殊设计的结构,加强了微尘和短绒的排除。
FA105A单轴流开棉机外形和剖面如图1所示。
图1 FA105A单轴流开棉机(右为外形示意图,左为剖面图)1、棉出口2、棉入口3、排尘口4、角钉打手5、尘棒6、皮翼罗拉8、吸落棉出口(二)FA103型双轴流开棉机2.1产品用途本机适用于各种等级的原棉,排列在抓棉机以后的位置,原棉靠气流抽进打手室并由辊筒封其自由打制,对纤维的损伤极小。
独特的设计使只有完全开松的原棉才能被气流抽出机外,转动的排杂打手能把尘杂聚拢,由自动吸落棉系统抽出,并能稳定尘室内的压力。
图2为FA103型双轴流开棉机示意图。
图2 FA103型双轴流开棉机(左图为横断面,右图为纵剖面)1、进棉口2、滚筒3、导向板4、尘棒5、导向板6、排杂打手7、出棉口(三)FA106(A、B)型锯片打手开棉机本机适用于将各种等级的原棉、棉型化纤和76mm以下的中长化纤进一步开松和除杂,它主要由储棉箱、给棉机构、打手及尘格等组成,具有较强的开松作用和较好的除杂效果。
FA106; FA106B用于纺棉,FA106A用于纺化纤。
FA106B型打手为锯齿刀片,由41个锯齿、刀盘组成,每个锯齿盘有30个齿,锯齿象锯条一样,向左、中、右三个方向倾斜,如此排列有利于梳理开松、除杂。
图3 FA022-8型多仓混棉机1、电气控制2、输棉风机3、进棉管4、回风道5、配棉道6、罗拉7、打手 8、混棉道 9、棉仓 10、光电管 11、出棉道(四)FA113型单轴流开棉机4.1主要性能指标产量:1200 kg/h;开棉辊筒最高转速:960 r/min(在线变频无级调节);尘格装置:在线自动调节;电气控制方式:PLC+步进技术控制;装机功率:11.56 kW;技术的创造性与先进性 FA113 型单轴流开棉机是在全面消化、吸收国外单轴流开棉机最新技术的基础上进行设计的。
特别是尘格装置利用步进减速电机在线自动调节,属国内领先。
在原棉含杂率平均为1.74%时,该机落棉率平均为1.48%,落棉含杂率为29.2%,实际除杂效率平均达到了24.61%。
由于本机的除杂效率同原棉含杂、尘格角度等有关,所以根据不同的生产工艺要求,其除杂效率还可更高。
该机采用自由打击,对纤维损伤小。
因此,可适用于加工各种等级的原棉、化学纤维和混合原料,工艺适应性强。
(五)FA104型六辊筒开棉机的结构与工艺流程图4FA104型六辊筒开棉机FA104型六辊筒开棉机的结构如图2-4-1所示,原棉在凝棉器的作用下喂入棉箱,光电管1控制后方机台给棉或停止给棉来稳定棉箱储棉高度,给棉罗拉2将原棉喂入辊筒4,原棉从第一辊筒开始依次向上接受六只辊筒的打击开松,从纤维中分离出的杂质从尘格5的间隙落入下部尘箱,而纤维被下一机台的凝棉器吸走。
在两辊筒间的上方装有“V”字形剥棉刀3,用以防止辊筒返花。
(六)B39双打手开棉机高效开棉机,直接放置在超级抓棉混棉机后,具有很高的棉丛产出。
产量最高可达1250kg/h;纤维应力低。
高度灵活性可满足生产全部要求;最佳除杂;有效除尘。
(七)FA101型四剌辊开棉机7.1 FA101型四剌辊开棉机的结构和工艺流程图5 FA101型四剌辊开棉机FA101型四剌辊开棉机的结构如图5所示,该机采用四个表面包锯条的辊筒,对原棉进行自由打击。
原棉在凝棉器的作用下进入储棉箱1,其储棉高度由光电管控制,输棉帘7向前输送纤维,经一对锯齿开棉辊6开松后由清棉剌辊4转移输出,部分杂质从尘格5落入尘箱,由除杂帘子8输出。
未被抓取的纤维由回击辊2击回棉箱。
剥棉刀3防止返花。
7.2 FA101型四剌辊开棉机的技术特征本机的开松作用主要发生在两只开棉辊间,开棉辊锯齿工作角小、齿顶角小,抓取穿剌能力强,开棉辊间距小(3~5mm),分梳、开松细仔,效果好,能获得较小棉束和单纤维。
国外开棉机械(一)AFC型双轴流清棉机该机由两只直径为605mm的角钉打手组成,打手长1300mm,速度为420r/min。
由抓棉机送来的棉束经打手清棉后,由配棉器分二或三路分送至多仓混棉机。
(1)清棉作用缓和充分。
棉束无给棉罗拉握持喂入,为自由打击,棉流沿打手轴向螺旋前进,约绕轴三周送出,因此两滚筒相当于国产六滚筒开棉机的作用。
(2)除尘面积大。
每只打手下方尘棒的包围角度为1200,比国产的900要大,且尘棒间隔距可根据原棉含杂情况调节其大小,以控制不同的落棉量。
(3)除尘效率高。
老式的清棉机其棉流气流与打手回转方向相同,这就产生了落杂与气流在方向上的矛盾,在机械调节上很难达到理想的效果。
而轴流清棉机的棉流和气流沿打手轴向前进,尘杂沿打手切向方向落下,因此落杂不受气流大小干扰,该机最高产量为900kg/h。
(二) B1型开棉机B1型开棉机,是立达公司推出的B4/1型的替代产品,该机设计新颖,结构独特,处理效果好,调整控制灵活,是该清梳流程中的关键设备、其工艺性能主要有:(1)采用特殊结构的角钉滚筒和可调四组尘棒对沿滚筒上部螺旋导槽旋转前进的筵棉进行6次自由弹打,原棉受到“打击一抛出一下落一再打击”的多次作用过程,筵棉开松和除杂渐次增强,在上述过程中,通过角钉与尘格的共同作用将杂质清除,纤维处理柔和,损伤少。
(2)配置除尘系统,去除微尘短绒。
在角钉打手后部有一网眼板和排尘管道,将前方输棉风机产生的气流通过网眼排走一部分,在实现棉气分离的同时,带走部分微尘和短绒,进入尘室。
(3)利用立达微处理器可程序输入主要工艺参数,工艺调整简单易行,主要工艺参数有清棉强度和相对落棉量,清棉强度实质为角钉打手速度,设定0到1.0共10档;速度根据说明书提供范围480到800r/min,相对落棉量即尘棒安装角,设定1到10个档次,安装角调整范围5°到25°。
该机的最大优点在于可在开车过程中调整工艺,且一套B1型机可同时处理两个不同品种,加工时随包区的变换而自动转换,这在传统的清花流程上是不可能实现的。
(4)落棉采用集控的自动间歇吸落棉系统吸走,减轻了操作劳动强度。
(5)在安全装置上,设计了独特的门开关,打手慢速自停,作用可靠。
(三)B50R型精细开棉机老式立达清棉流程,多仓后均采用两道B5/5型清棉机,一直为鼻型打手,一道为锯齿打手,新流程中,仅用一道B50R型取代两台B5/5型清棉机。
其主要原因:(1)新流程采用“带开松打手多仓+B50R”配置,多仓的开松打手可弥补一道B50R型的开棉不足,为B50R型的进一步精细开棉创造了条件。
(2)B50R型在工艺、机械结构上比B5/5型作了如下改进:①B5/5型清棉机无论锯齿打手或鼻型打手,在打手后下部均安装除尘刀(6~8把),其包围弧约120°,而B50R型除采用7把尘刀外,在第三把和第五把尘刀下又各固装了一块固定分梳板,其隔距随尘刀隔距的改变而变化,同时除杂包围弧比B5/5型增加,除杂面积相应加大,除杂能力提高。
由于加装分梳板,工艺作用由B5/5型的单纯开棉扩展为B50R 型的开梳结合,作用更加完善,充分体现了清花流程“开梳结合、逐步深化”的工艺原则。
②老式B5/5型开棉机打手速度只有681r/min一档,而B50R型则配置有674,962,1203共三档速度供选用,其最低一档674与B5/5型的681r/min接近,说明立达在由两道B5/5型缩为一道B50R型同时,也有意识采用提高打手速度以弥补开棉不足,同时也可适应不同含杂的原棉处理。
(四)SFU071粗纱头开棉机用途:本机主要用于开松纺织厂生产过程中所产生的粗纱头和皮辊花,将其开松梳理成单纤维状,以便充分加以回用。
适用范围:棉、化纤、苧麻等原料。
主要特点:本机具有机器密封性好,外形轮廓分明,结构美观,操作安全等优点。
主要参数:机幅: 660mm 处理能力:纯棉 40~60 Kg/h 化纤 35~50Kg/h 外形尺寸:2758mm×1140mm×1406mm (L×B×H) 全机功率: 4.95 Kw 机器重量: 1500Kg(五)SFA109单轴流开棉机本机用于棉纺厂开清棉工序和废棉处理系统的新型开松除杂设备。
单轴流开棉机对原棉或废棉进行自由打击开松,将纤维与杂质分离;杂质经尘格和排杂装置排出机外,开松除杂后纤维通过输棉管道送入下道工序, 从而达到预处理目的。
主要特点:本机新颖独特,工艺可调性强,适用于对多种纤维进行开松除杂。
特殊角钉打手,开松柔和充分,纤维损伤小,除杂效率高。
主要参数:机幅: 1600 mm 最大处理量: 800 Kg/h 角钉打手直径: 750 mm 尘格型式:可调三角尘棒外形尺寸:2120mm×1134mm×2000mm (L×B×H) 机器重量:约1000 Kg 装机功率: 7.87Kw(六)T0-T4开棉机特点:T0-T4开棉机用于需要高度开松棉料的工序。
T0-T4四罗拉开棉机配备了了一个全角钉罗拉和三个锯齿精度不同的罗拉。