煤气化工艺对比表
- 格式:xlsx
- 大小:28.97 KB
- 文档页数:16
七种煤气化工艺介绍煤气化是一种将固体煤转化为气体燃料的工艺,通常通过加热煤,使其在缺氧或氧气含量有限的条件下发生化学反应,生成焦炭、煤油和煤气等产物。
以下是七种常见的煤气化工艺的介绍。
1.固定床煤气化工艺:该工艺中,煤通过加热填充在固定的反应器中,在缺氧条件下进行气化。
在高温下,煤发生热解反应,生成固体残渣和一氧化碳、氢气等气体。
这些气体通常用于制造合成气或其他化学品。
2.流化床煤气化工艺:流化床煤气化工艺中,煤通过气化剂和促进剂的喷射,在气化炉内形成流体化床。
在床内,煤被高速的气流悬浮并在其表面上发生化学反应。
这种工艺适用于不同种类的煤,并能高效地产生合成气。
3.乌煤煤气化工艺:乌煤煤气化工艺是在低温和低压下对乌煤进行气化的一种方法。
乌煤是一种硬煤的变种,其含煤量高且易于破碎。
这种工艺能够产生较高浓度的一氧化碳和氢气,适用于燃料气和合成气的生产。
4. Lurgi煤气化工艺:Lurgi煤气化工艺采用干煤粉在喷射炉内与氧气和蒸汽进行气化。
这种工艺具有高效和灵活的特点,适用于各种煤种和煤粉尺寸。
其产气效率高,并且可以在高温下对产生的煤气进行分离和净化。
5. Koppers-Totzek煤气化工艺:Koppers-Totzek煤气化工艺是一种由德国公司开发的工艺。
该工艺利用煤在高温下与氧气和水蒸气进行反应,生成一氧化碳和氢气等气体。
这种工艺有助于减少硫化物和氨等有害物质的生成,并通过循环冷却来提高能源利用率。
6. Shell煤气化工艺:Shell煤气化工艺是一种高效的二代气化工艺,采用了先进的氧气冷喷射技术。
它将煤分解为焦炭和煤气,并将煤气用于合成气和其他化学品的生产。
该工艺具有高效能和较低的二氧化碳排放量。
7. Entrained Flow煤气化工艺:Entrained Flow煤气化工艺中,煤和氧气以高速混合,并通过特殊设计的喷射式燃烧器进行燃烧和气化。
这种工艺能够在高温下快速气化煤并生成高浓度的合成气。

煤气化工艺meiqihua gongyi coal gasification process字体[大][中][小]煤在一定温度和压力条件下,通过加入气化剂(气化介质)被转化为煤气的过程。
其反应过程是以煤为原料,以载氧的气体(包括空气、氧气、水蒸气、CO2等)为气化介质,通过煤的热解反应、燃烧反应和气化反应,生成由CO、H2、CH4、CO2、N2、H2O和C m H n 等主要成分组成的煤气,通常煤气中还含有H2S、COS、CS2、NH3、HCN、卤化物和粉尘等杂质。
基本原理煤气化过程包括10个基本反应,化学方程如表所示。
煤气化过程的基本反应煤炭气化有两个目的,一是制取气体燃料,二是制取化工合成用的气体原料。
制取燃料气时,煤气化的主要反应是燃烧反应、CO2还原反应和水煤气反应。
制取原料气时,主要反应是水煤气反应和燃烧反应。
煤气化工艺包括煤的制备、气化剂制备(制氧、蒸汽站)、煤气生产、煤气净化、煤气变换、煤气精制以及甲烷合成等主要流程。
在生产中、低热值煤气时,如IGCC发电系统,一般只需要前三个流程和煤气净化;在生产原料气时,才需要后三个流程。
原料煤的物理化学性质对气化炉的设计、运行及煤气处理都有直接的影响,是决定煤气化工艺技术经济效果的重要因素之一。
不同型式的气化炉对煤炭的品质和原料准备都有一定的要求。
煤气化工艺中的原料准备一般包括原煤破碎、筛分、干燥或调制水煤浆等。
煤气的生产主要靠气化炉来完成,是煤气化过程的主要环节,它不仅决定粗煤气的组成和热值,也决定整个工艺流程的布置。
煤气净化主要包括煤气的除尘、脱硫、脱CO2及煤气的精制,对于IGCC发电系统,目前只有前两个流程。
煤气变换是指将煤气中的CO变换成H2的过程,主要是在生产化工原料气中采用。
在生产高热值煤气(可替代天然气) 时,才采用甲烷合成这一流程。
分类煤气化工艺的类型很多,分类的方法也很多。
最常用的分类是按煤和气化剂在气化炉内的运动过程来划分,即煤气化工艺可分为固定床(或称移动床) 气化工艺、流化床气化工艺、气流床(或称喷流床) 气化工艺和熔融床(或称熔盐床) 气化工艺等。


SHELL煤气化工艺与TEXACO水煤浆气化工艺的比较shell煤气化工艺与texaco水煤浆气化工艺,是当前先而又成熟的两种煤气化技术,已成功地在工业规模上应用多年。
现将两种气化工艺对比分析如下:(1)原料适应性shell煤气化是洁净的煤气化工艺,可以使用褐煤、次烟煤、烟煤、无烟煤等煤种以及石油焦为原料,也可使用两种煤掺合的混煤。
猿晒φ亟高灰分(5.7~24.5%,最高35%)、高水分(4.5~30.7%)和高硫分的劣质煤种行气化。
对于原料煤和燃料煤价差较大地区有可能使其两者合一,既简化贮运系统可又降低生产成本。
对shell煤粉气化工艺,煤种选择已经不是气化技术的制约因素,而是经济因素。
可见该工艺在煤种选择上极具灵活性。
德士古水煤浆气化工艺也可使用多种煤,如烟煤、次烟煤、石油焦和煤液化残渣,因此对原料适应性广。
然而,在选择煤种时应考虑以下两点:1。
为满足制备高浓度水煤浆的需要,应选择含水量特别是内部含水量较低的煤种;2.应选择低灰熔点和适当灰粘度的煤。
灰熔点ft(T3)应低于1300℃,以控制合适的气化温度,延长炉内耐火砖的使用寿命,降低消耗和成本。
(2)入炉煤的准备原煤通常与粉末和颗粒混合,需要进行筛选、研磨和粉碎,以达到一定的粒度,以满足运输和气化操作的要求。
在shell煤气化工艺中,将煤研磨至气化合适粒度的同时,用惰性气体的热风行干燥。
出磨机时煤粉的粒度90%wt<100μ,对本项目煤种,煤粉含水量控制在5%(wt)左右,以满足气相输送干粉料的要求。
在德士古水煤浆气化工艺中,通常采用一段湿磨工艺。
煤粉小于10mm,同时向磨煤机中加入水和添加剂,筛分后制备高浓度水煤浆。
制浆要求煤粉的“粗”和“细”颗粒比例合理:一般420μ煤粉占90~95%,通过44μ25~35%为宜。
在磨矿作业中加入稳定剂后,煤浆浓度可提高1~2%,煤浆浓度可达到60~67%的工业应用水平。
由于德士古水煤浆气化技术对煤浆浓度的要求,其在高内水煤中的应用受到限制,而壳牌煤气化技术则没有这方面的缺点。

三种煤气化炉技术介绍一、概述煤气化技术的开发与应用大约经历了200年的发展历史。
煤气化技术按固体和气体的接触方式可分为固定床、流化床、气流床和熔融床4种,其中熔融床技术还没有实际应用开发,各种煤气化炉的模式见图1。
图1 各种煤气化炉模式图1.固定床。
固定床气化炉是最早开发出的气化炉,如图1(a)所示,炉子下部为炉排,用以支撑上面的煤层。
通常,煤从气化炉的顶部加入,而气化剂(氧或空气和水蒸气)则从炉子的下部供入,因而气固间是逆向流动的。
特点是单位容积的煤处理量小,大型化困难。
目前,运转中的固定床气化炉主要有鲁奇气化炉和BGC-鲁奇炉两种。
2.流化床。
流化床气化炉如图1(b)所示,在分散板上供给粉煤,在分散板下送入气化剂(氧、水蒸气),使煤在悬浮状下进行气化。
流化床气化炉不能用灰分融点低的煤,副产焦油少,碳利用率低。
3.气流床。
气流床气化炉如图1(c)所示,粉煤与气化剂(O2、水蒸气)一起从喷嘴高速吹入炉内,快速气化。
特点是不副产焦油,生成气中甲烷含量少。
气流床气化是目前煤气化技术的主流,代表着今后煤气化技术的发展方向。
气流床按照进料方式又可分为湿法进料(水煤浆)气流床和干法进料(煤粉)气流床。
前者以德士古气化炉为代表,还有国内开发的多元料浆加压气化炉、多喷嘴(四烧嘴)水煤浆加压气化炉;后者以壳牌气化炉为代表,还有GSP炉以及国内开发的航天炉、两段炉、清华炉、四喷嘴干粉煤炉。
二、三种先进的煤气化工艺我国引进并被广泛采用的三种先进煤气化工艺——鲁奇气化炉、壳牌气化炉、德士古气化炉。
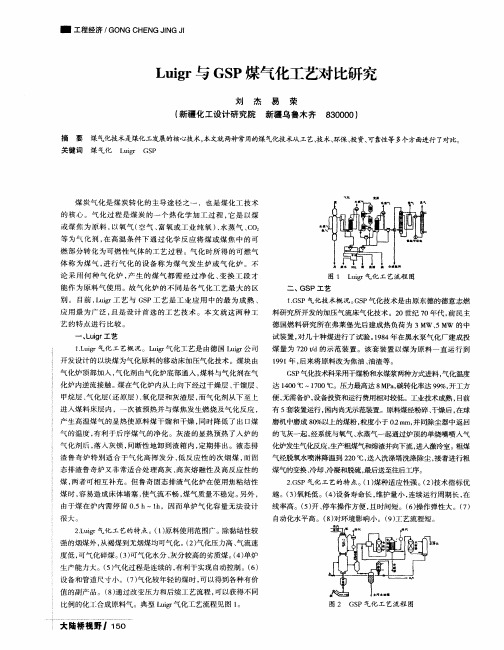
1.鲁奇气化炉(结构见图2)属于固定床气化炉的一种。
鲁奇气化炉是1939年由德国鲁奇公司设计,经不断的研究改进已推出了第五代炉型,目前在各种气化炉中实绩最好。
德国SVZ Schwarze Pumpe公司已将这种炉型应用于各种废弃物气化的商业化装置。
我国在20世纪60年代就引进了捷克制造的早期鲁奇炉并在云南投产。
1987年建成投产的天脊煤化工集团公司从德国引进的4台直径3800mm的Ⅳ型鲁奇炉,先后采用阳泉煤、晋城煤和西山官地煤等煤种进行试验,经过10多年的探索,基本掌握了鲁奇炉气化贫瘦煤生产合成氨的技术,现建成的第五台鲁奇炉已投产,形成了年产45万吨合成氨的能力。
浅谈几种煤气化工艺的优缺点我国石油、天然气资源欠缺,煤炭资源相对丰硕。
进展煤化工产业,有利于推动石油替代战略的实施,知足经济社会进展的需要,煤化工产业的进展关于减缓我国石油、天然气等优质能源供求矛盾,增进钢铁、化工、轻工和农业的进展,发挥了重要的作用。
因此,加速煤化工产业进展是必要的。
1.各类气化技术现状和气化特点煤化工要进展,一个重要的工艺环节确实是煤气化技术要进展。
我国自上世纪80年代就开始引进国外的煤气化技术,包括初期引进的Lurgi固定床气化、U-gas流化床气化、Texaco水煤浆气流床气化,Shell气流床粉煤气化、和近期拟引进的BGL碎煤熔渣气化、GSP气流床粉煤气化等等,世界上所有的气化技术在我国几乎都是有应用,正因为我国是一个以煤为要紧燃料的国家,世界上也只有我国利用如此众多种类的煤气化技术。
随着煤气化联合循环发电(IGCC)、煤制油(CTL)、煤基甲醇制烯烃(MTP&MTO)等煤化工技术的进展,用煤生产合成气和燃气的加压气化工艺最近几年来有了较快的进展。
Lurgi固定床气化、Texaco 水煤浆气化、Shell干粉加压气化、GSP干粉加压气化、BGL碎煤熔渣气化、和我国自有知识产权的多喷嘴水煤浆气化、加压两段干煤粉气流床气化、多元料浆气化等等技术在我国的煤化工领域展开了猛烈的竞争,对增进煤化工的进展做出了奉献。
Lurgi固定床气化工艺在我国有哈气化、义马、天脊、云南解肥、兰州煤气厂等6个厂;Texaco水煤浆气化工艺已在我国鲁南、上海焦化、渭化、淮化、浩良河、金陵石化、南化等9个厂投入生产,情形良好;Shell干粉加压气化技术在我国已经有双环、洞氮、枝江、安庆、柳化等5个厂投产,还有10余个项目正在安装,将于尔后几年陆续投产;多喷嘴水煤浆气化已在山东华鲁恒升、兖矿国泰2个厂投运,还有7个厂家正在安装,最晚在2020年投产;GSP干煤粉气化技术在神华宁夏煤业集团和山西兰花煤化工有限责任公司的煤化工厂也将投入建设;加压两段干煤粉气流床气化技术已通过中实验收,华能集团“绿色煤电”项目2000t/d级和内蒙古世林化工1000t/d 级的气扮装置正在设计安装中。
煤制合成气技术比较作者/来源:陈英1,任照元2(1.兖矿鲁南化肥厂,山东滕州277527;2.水煤浆气化及煤化工国家工程研究中日期:2009-1-13Texaco水煤浆气化、Shell粉煤加压气化和GSP气化技术都是典型的洁净煤气化技术,各有特点,各企业在改造或新建时应根据煤种、灰熔点、装置规模、产品链设定和投资情况进行合理选择。
下面就上述气化技术及其选择和使用情况进行分析和评价,供大家参考。
1 Shell气流床加压粉煤气化该工艺在国外还没有用于化肥生产的成功范例。
中石化巴陵分公司是第一家引进该技术用于化肥原料生产的厂家。
到目前为止,国内已先后有18家企业引进了此项技术(装置)。
但该工艺选择的是废锅流程,由于合成原料气含有的蒸汽较少,3.0MPa下仅为14%;因此用于生产合成氨后续变换工序要补充大量的水蒸气,用于甲醇生产也要补充一部分水蒸气于变换工序,工艺复杂,也使系统能量利用不合理。
湖北双环科技股份有限公司是第一家正式投运的厂家,于2006年5月开始试车。
据反映,试车期间曾发生烧嘴处水冷壁烧漏,输煤系统不畅引发氧煤比失调、炉温超温,渣口处水冷壁管严重腐蚀,水冷液管内异物堵塞和烧嘴保护罩烧坏等问题。
引进该技术的项目投资大。
2006年5月贵州天福与Shell签约,气化岛规模为每小时17.05万m3CO+H2,投资9.7亿元人民币,为同规模水煤浆气化岛投资的1.8倍。
气化装置设备结构复杂,制造周期长。
气化炉、导管、废锅内件定点西班牙、印度制造,加工周期14~18个月,海运3个月;压力壳可国内制造,但材料仍需进口,周期也较长;设备、仪表、材料的国产化率与水煤浆气化相比差距比较大。
建厂时间长(3~5 a),将使企业还贷周期长,财务负担加重。
2001年与Shell签约的中石化巴陵分公司、湖北双环、柳州化工股份有限公司只有双环于2006年5月试车;2003年与Shell签约的中石化湖北化肥分公司、中石化安庆分公司、云天化集团公司、云维集团沾化分公司只有安庆于2006年10月开始煮炉。
现代煤气化技术对比分析摘要:煤气化技术作为煤炭资源清洁高效利用的关键技术,近年来发展迅速。
概述了煤气化技术在我国能源利用和发展中的重要作用,介绍了当前我国煤气化技术应用的发展脉络,对比了常见的固定床气化技术、流化床气化技术和气流床气化技术在我国的应用情况,总结了各种气化技术的特点和应用情况,指出我国应用煤气化技术的经验和教训,并对新生的气化技术及常见的煤气化技术未来发展趋势进行了展望。
我国煤气化技术已逐步从早期“外延粗放式”进入到了“内涵集约式”的发展阶段,在“双碳”产业政策背景下,煤气化技术应进入精耕细作研究阶段以提质增效,提高气化炉的整体效率、拓宽煤种适应性、提高气化炉单炉生产能力、降低停车风险保障装置的可靠性、降低气化技术对环境影响程度、强化煤气化与新型煤化工的技术集成是煤气化技术的发展方向。
关键词:现代煤气化技术;对比分析1.煤气化技术开发及应用1.1固定床气化技术固定床气化是原料煤由上部加煤装置加入,与底部通入的气化剂接触并发生化学反应生产煤气的过程,产生的灰渣由气化炉底部排出。
煤料下降速度相对于气化剂的上升速度非常慢,因此称为固定床气化炉或移动床气化炉。
固定床气化技术最早由德国研究开发并实现工业化,19世纪80年代第1台常压固定床间歇气化炉实现工业化,随后美国联合气体改进公司在此基础上进行优化,形成了UGI炉固定床间歇式气化技术。
UGI炉的原料为无烟煤或焦炭,气化剂为空气中的氧气,可以采用连续或间歇式操作方式,产品为煤气或水煤气。
UGI炉设备结构简单、投资低,在我国化肥生产史上做出了重要贡献,但由于其产能和热效率低,渣中含碳量高且生产过程中产物中有大量含氰废水,间歇的操作方式使得操作较为复杂,UGI炉各项指标不能满足当时工业发展需要。
为了解决这些问题,鲁奇公司采用加压和连续进料的方式使气化炉单炉处理能力显著增加,加压固定床气化炉使煤气化技术取得了重大突破,满足了快速发展的化学工业对装置大型化的需求。