铁水罐示意图
- 格式:doc
- 大小:24.50 KB
- 文档页数:1

第四章铁水预处理工艺本章要点:工艺概况(全貌、历史、现状)基本原理应用(炼钢基本理论)主要工艺过程(关键工艺技术)新技术、发展趋势和存在问题(兴趣点)1、铁水预处理概述铁水预处理是指高炉铁水在进入炼钢炉之前预先脱除某些杂质的预备处理过程。
分为普通铁水预处理和特殊铁水预处理两大类。
普通铁水预处理包括:铁水脱硫、铁水脱硅和铁水脱P。
特殊铁水预处理一般是针对铁水中含有的特殊元素进行提纯精炼或资源综合利用,如铁水提钒、提铌、脱铬等预处理工艺。
铁水预处理容器的选择根据铁水预处理容器的选择,脱硫工艺可分为:•混铁车喷吹法•铁水罐法•铁水包法发展趋势:采用铁水包作为铁水脱硫预处理的容器铁水脱硫喷吹工艺铁水脱硫喷吹工艺铁水预处理的化学冶金学意义化学冶金学意义:创造最佳的冶金反应环境!钢铁冶金工艺优化:高炉⎯→分离脉石、还原铁矿石铁水预处理⎯→脱硅、脱磷、脱硫转炉⎯→脱碳、升温钢水炉外精炼⎯→去夹杂、合金化铁水预处理(脱硫)的优越性(1) 满足用户对超低硫、磷钢的需求,发展高附加值钢种:如:船板钢、油井管钢:[S]、[P]<0.005 %管线钢、Z向钢、IF钢:[S] ≤0.002~0.004 % (2) 减轻高炉脱硫负担,放宽对硫的限制,提高产量,降低焦比;(3)炼钢采用预处理后的低磷、低硫铁水冶炼,可获得巨大的经济效益。
能提高转炉生产率、降低炼钢成本、节约能耗。
转炉脱磷、脱硫任务减轻,渣量大大降低,造渣料急剧减少,渣中TFe降低,铁损减少,锰回收率急剧增加,锰铁消耗降低,转炉吹炼时间缩短,炉龄延长。
(4) 炉外铁水预处理脱磷、脱硫可保持同炉内一样良好的热力学条件,还可通过采用搅拌措施,大大改善动力学条件,以较少的费用获得很高的脱磷、脱硫效率。
(5) 高炉某些特殊炉况下要造酸性渣如排碱,铁水含硫偏高,炉外要进行补充脱硫。
(6) 铁水深度预处理是目前冶炼纯净钢最经济的、最可靠的技术保障,已成为生产优质低磷、低硫钢必不可少的经济工序。
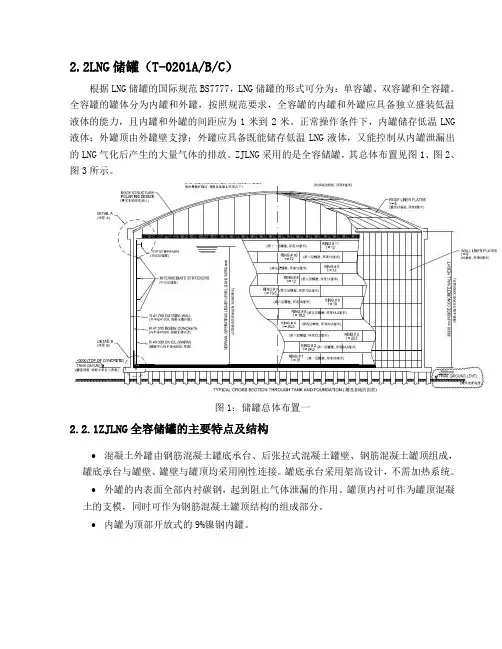
2.2LNG储罐(T-0201A/B/C)根据LNG储罐的国际规范BS7777,LNG储罐的形式可分为:单容罐、双容罐和全容罐。
全容罐的罐体分为内罐和外罐,按照规范要求,全容罐的内罐和外罐应具备独立盛装低温液体的能力,且内罐和外罐的间距应为1米到2米。
正常操作条件下,内罐储存低温LNG 液体;外罐顶由外罐壁支撑;外罐应具备既能储存低温LNG液体,又能控制从内罐泄漏出的LNG气化后产生的大量气体的排放。
ZJLNG采用的是全容储罐,其总体布置见图1、图2、图3所示。
图1:储罐总体布置一2.2.1ZJLNG全容储罐的主要特点及结构•混凝土外罐由钢筋混凝土罐底承台、后张拉式混凝土罐壁、钢筋混凝土罐顶组成,罐底承台与罐壁、罐壁与罐顶均采用刚性连接。
罐底承台采用架高设计,不需加热系统。
•外罐的内表面全部内衬碳钢,起到阻止气体泄漏的作用。
罐顶内衬可作为罐顶混凝土的支模,同时可作为钢筋混凝土罐顶结构的组成部分。
•内罐为顶部开放式的9%镍钢内罐。
•图2:储罐总体布置二图3:储罐总体布置三•罐底的热角保护结构由9%镍钢二层底、壁,以及保温材料组成,它能保证在内罐泄漏的情况下保护罐底和混凝土底层的外壁,保证罐体不失效。
热角保护的顶部被锚固到混凝土外壁中,同时顶部应至少高于罐底承台5米。
•内罐的顶部有一吊顶,由罐顶的吊杆支撑,其材质为铝合金、不锈钢或9%镍钢。
•储罐的保温系统包括内罐底以下的保温层、内罐壁和混凝土外壁之间的保温层,吊顶以上的保温层、罐顶开孔处以及内部配管的保温层。
•储罐还应包括一系列的管嘴开孔及相关的内部管线,包括罐内泵的泵井、吹扫管线、冷却管线、进液管线等。
•储罐还包括内部的通道和结构,如从罐顶人孔到吊顶以及从吊顶到内罐底的笼梯、吊顶上面的人行道、轨道等。
•储罐还包括外部的通道和结构,包括泵平台及其外溢保护系统、从地面到罐顶和泵平台的旋梯、外围通道、紧急逃生梯、仪表平台、护栏等等。
•储罐的管线从罐顶沿罐壁向下,直到与地面水平管线连接的弯头的顶部。

图解冶金企业重大事故隐患(-)会议室、活动室、休息室、操作室、交接班室、更衣室(含澡堂)等6类人员聚集场所,以及钢铁水罐冷(热)修工位设置在铁水、钢水、液渣吊运跨的地坪区域内的。
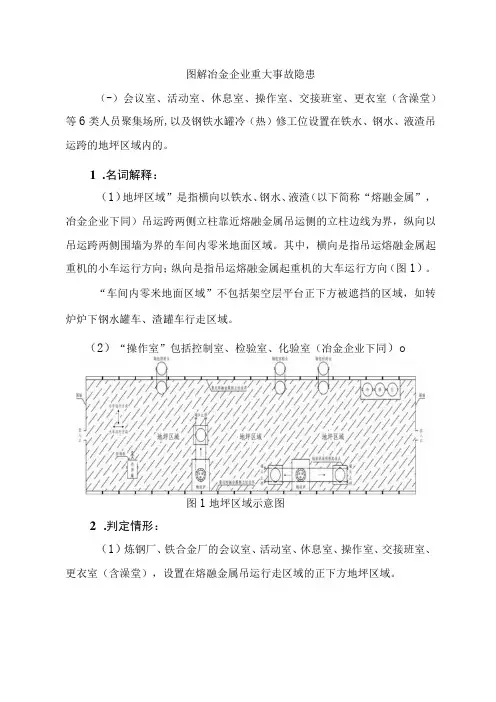
1.名词解释:(1)地坪区域”是指横向以铁水、钢水、液渣(以下简称“熔融金属”,冶金企业下同)吊运跨两侧立柱靠近熔融金属吊运侧的立柱边线为界,纵向以吊运跨两侧围墙为界的车间内零米地面区域。
其中,横向是指吊运熔融金属起重机的小车运行方向;纵向是指吊运熔融金属起重机的大车运行方向(图1)。
“车间内零米地面区域”不包括架空层平台正下方被遮挡的区域,如转炉炉下钢水罐车、渣罐车行走区域。
(2)“操作室”包括控制室、检验室、化验室(冶金企业下同)o图1地坪区域示意图2.判定情形:(1)炼钢厂、铁合金厂的会议室、活动室、休息室、操作室、交接班室、更衣室(含澡堂),设置在熔融金属吊运行走区域的正下方地坪区域。
“吊运工艺极限边界”是指因生产工艺需要,铁水罐、钢水罐、液渣罐(包、盆)位于兑装位、倒罐位、钢包回转台、浇铸位或者地面轨道极限起吊点时,吊运跨纵向靠近最两端方向的罐(包、盆)外壁到达的垂直边界位置(冶金企业下同)。
炼钢连铸的铸余渣罐(包、盆)位于起吊点时的外壁不视为熔融金属吊运工艺极限边界。
操作室在熔融金属吊运跨交接班室在熔融金属吊运跨(2)炼钢厂、铁合金厂的会议室、活动室、休息室、操作室、交接班室、更衣室(含澡堂),设置在熔融金属吊运跨距离吊运工艺极限边界50米以内的地坪区域(纵向两端方向,图3)O图3距离吊运工艺极限边界50米以内的地坪区域示意图(3)炼钢厂位于车间架空层平台的转炉操作室,其面向铁水吊运侧未采用实体墙完全封闭O室,其面向铁水、钢水吊运侧未采用实体墙完全封闭的外墙,在铁水、钢水罐吊运跨靠近熔融金属吊运侧的立柱边线以内。
架空层AOD炉主控室突出立柱未进行封闭架空层AOD炉主控室突出立柱未进行封闭(5)炼钢厂连铸流程采用钢水罐水平连浇车或者钢包回转台单跨布置的连铸平台操作室,其面向钢水、液渣吊运侧未采用实体墙完全封闭的外墙,在连铸平台靠近熔融金属吊运侧的立柱边线以内。

倾翻机构力能参数计算根据铁水罐的设计图纸,按照1:1的建模,画出铁水罐的三维模型。
如图3.2所示。
1.罐壳2.吊耳座3.支轴4.吊轴5.支爪6.内衬(耐火砖)图3.2 铁水罐的三维图根据铁水罐倾翻角度,对未倾翻时的铁水和倾翻时的铁水建模,如图 3.3和图3.4所示。
图 3.3 未倾动铁水建模图3.4 倾动铁水建模3.3 铁水罐参数设计合理性验证1.空罐时重心位置的查询:图3.5 空罐重心查询由图3.5可以看出,空罐时重心所在位置在吊轴下方,所以在吊运时不会倾翻,设计合理。
2.如图3.6所示的为铁水罐安放在罐座上时的示意图,经过查询,罐体和罐座的总质量为30t。
重心位置如图3.6所示。
查询方法为点击“工具”菜单—“质量特性”选项。
图3.6 空罐与罐座3.空罐倾动时重心查询:图3.7 空罐倾动当空铁水罐倾动到极位时,重心位于两支轴之间,距离右侧支轴的水平距离368mm,因此罐体不会离开罐座倾翻,能够安全工作(图3.7)。
4.装入铁水时的罐体质量及重心图3.8 装入铁水未倾动重心位置如图3.8所示,吊运时不会倾翻;通过质量查询得质量为70.9t。
5.装入铁水倾动到35°图3.9 装入铁水倾动罐体与铁水总重心位于两支点之间,与右支点距离367mm,因此倾动35°时罐体不会在罐座上倾翻,能够安全工作,如图(3.9)。
6.带罐座空罐倾动图3.10 带罐座空罐倾动如图3.10所示,空罐倾翻35°时罐座及铁水罐重心位于支点左侧,因此不会倾翻,且能够自动回到水平位置。
7.带罐座装入铁水未倾动时图3.11 装入铁水未倾动如图3.11所示,总质量为76t。
重心位置如图所示。
8.装满铁水带罐座倾翻示意图图3.12 装入铁水倾动如图(3.12)所示,当装入铁水倾翻时,铁水及罐体罐座重心如图示位置,重心位于支点左侧,罐体不会倾翻。
3.4 倾翻力矩的计算图3.13开始倾动时倾动力矩计算1)开始倾动时倾动力矩计算:k y m M M M M =++ (3.1)式中:k M -----空罐力矩 y M ---铁水力矩m M --弧形板与导轨的接触处的摩擦力矩用SolidWorks 建模,可以得到空罐铁水罐座的总的重心,如图(3.13)所示43k y 761036010273600M M G L -+=⨯=⨯⨯⨯=总N.m摩擦力矩m Mk y m k M G G =+() (3.2) 式中:k G --空炉时炉子倾动部分的重力,N ; k-变形臂,取k 2C= 按赫茨理论,圆柱形扇形板与直轨的接触面宽度的半值:13.2610h P RC -=⨯(m )(3.3)式中 P=弧形板上的载荷(N ); R---弧形板半径(m )1h ---弧形板与导轨接触宽度(m )。
常用脱硫方法及其操作教学目的和要求:要求学生掌握KR法脱硫的生产工艺流程,熟悉KR法脱硫的基本操作,掌握混铁车喷吹脱硫的工艺特点,知道混铁车喷吹法的设备组成,熟悉混铁车喷吹脱硫的工艺操作及脱硫效果。
教学重点和难点: KR法脱硫的生产工艺流程和脱硫的基本操作,混铁车喷吹脱硫的工艺特点和工艺操作。
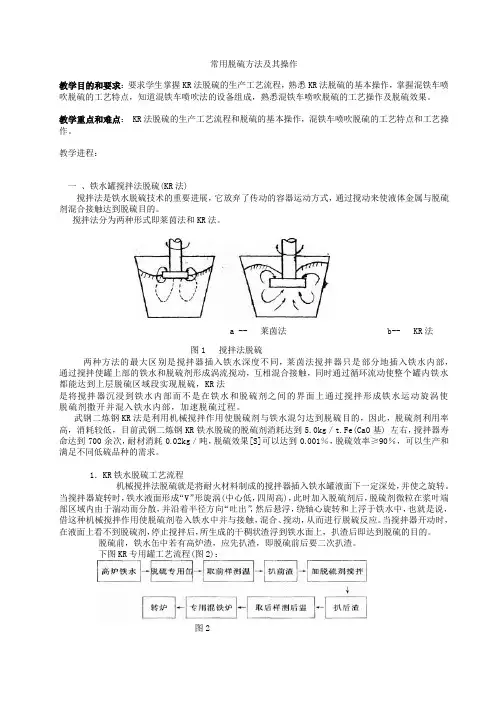
教学进程:一、铁水罐搅拌法脱硫(KR法)搅拌法是铁水脱硫技术的重要进展,它放弃了传动的容器运动方式,通过搅动来使液体金属与脱硫剂混合接触达到脱硫目的。
搅拌法分为两种形式即莱茵法和KR法。
a -- 莱茵法 b-- KR法图1 搅拌法脱硫两种方法的最大区别是搅拌器插入铁水深度不同,莱茵法搅拌器只是部分地插入铁水内部,通过搅拌使罐上部的铁水和脱硫剂形成涡流搅动,互相混合接触,同时通过循环流动使整个罐内铁水都能达到上层脱硫区域段实现脱硫,KR法是将搅拌器沉浸到铁水内部而不是在铁水和脱硫剂之间的界面上通过搅拌形成铁水运动旋涡使脱硫剂撒开并混入铁水内部,加速脱硫过程。
武钢二炼钢KR法是利用机械搅拌作用使脱硫剂与铁水混匀达到脱硫目的,因此,脱硫剂利用率高,消耗较低,目前武钢二炼钢KR铁水脱硫的脱硫剂消耗达到5.0kg/t.Fe(CaO基) 左右,搅拌器寿命达到700余次,耐材消耗0.02kg/吨,脱硫效果[S]可以达到0.001%,脱硫效率≥90%,可以生产和满足不同低硫品种的需求。
1.KR铁水脱硫工艺流程机械搅拌法脱硫就是将耐火材料制成的搅拌器插入铁水罐液面下一定深处,并使之旋转。
当搅拌器旋转时,铁水液面形成“V”形旋涡(中心低,四周高),此时加入脱硫剂后,脱硫剂微粒在浆叶端部区域内由于湍动而分散,并沿着半径方向“吐出”,然后悬浮,绕轴心旋转和上浮于铁水中,也就是说,借这种机械搅拌作用使脱硫剂卷入铁水中并与接触,混合、搅动,从而进行脱硫反应。
当搅拌器开动时,在液面上看不到脱硫剂,停止搅拌后,所生成的干稠状渣浮到铁水面上,扒渣后即达到脱硫的目的。
1 CaO作“三脱”剂(1)脱硅-脱硫-脱磷顺序——铁水沟处铁鳞脱硅铁水脱硅是放热反应,铁水温度越低,脱硅的效果越好。
考虑到铁水的脱硫温降和运输、等待温降,若将脱硅置于脱硫之后,脱硅时的铁水温度将较铁水沟脱硅更低,铁水预脱硅工序应尽量置于脱硫之后,而不是在脱硫之前。
——脱硫反应平衡时 [%S]达10-4数量级,可满足所有钢种的要求;温度的变化对铁水脱硫效果的影响很小,因此脱硫可考虑提至脱硅之前,在确保脱硫效果的同时使脱硅也处于较好的热力学条件下。
——转炉内脱硅、脱磷有资料表明:铁水中[%Si]大于0.15时为脱硅期,[%Si]小于0.15时脱磷反应才会开始,脱磷反应是放热反应,较低温度的脱磷炉内脱硅的热力学条件应是最佳的。
因此应取消铁水沟处的高温脱硅,将其移至脱硫之后的脱磷转炉内和脱磷一同进行。
(2)脱硫-脱硅、磷顺序“脱硫—脱硅、脱磷”顺序的情况下,脱硫反应平衡时量[%S]下降了一个数量级。
将脱硅任务放在脱硫之后完成,能明显改善CaO粉剂脱硫的热力学条件。
(3)脱硅、脱磷-脱硫顺序在“脱硅、脱磷—脱硫”顺序的情况下,脱硫反应平衡时 [%S]为10-3数量级,而在“脱硅—脱硫—脱磷”顺序下,[%S]为10-4数量级,在“脱硫—脱硅、脱磷”顺序下,[%S]为10-5数量级。
显然“脱硫—脱硅、脱磷”顺序下CaO粉剂脱硫反应的热力学条件更好。
(4)同时“三脱”机理研究表明:用氮氧复合气体作载气喷吹CaO粉同时进行铁水预处理“三脱”反应时,脱硅、脱磷主要是在喷枪附近的高氧势区进行的瞬时接触反应;脱硫则是还原性渣和铁水之间的持久接触反应。
对铁水预处理脱硅来说,脱磷转炉顶吹氧加CaO粉剂脱硅的热力学条件是最优的。
CaO的脱磷能力受铁水温度的影响很大,在其它操作条件允许的情况下,应该尽量在低温下脱磷。
“脱硫-脱硅、脱磷”顺序下,专用脱磷转炉脱磷时铁水的温度较同时“三脱”时低。
综合比较认为:Ca O作三脱剂时,脱磷应在脱硫之后,并在专用转炉内进行最佳。
BS EN14620-2-2006低温工作条件下立式平底圆筒型储罐"第二部分储存最低温度达-165度的液化气的单容、双容和全容金属罐的设计和建造规范"[2010-06-13]Contents目录1.范围 (4)2.引用标准 (4)3.术语和定义 (6)3.1 应变振幅 (6)3.2 递进变形 (6)3.3 应变范围 (6)3.4 棘轮效应 (6)3.5 不稳定倒塌 (6)4.材料 (6)4.1 总述 (6)4.2 温度 (6)4.3 主要和二级液体储存罐 (6)4.4 蒸汽罐/外罐 (9)4.5 其他部件 (9)5.设计 (10)5.1 设计理论 (10)5.2 主要和二级液体罐 (12)5.3 蒸汽罐(外罐) (22)5.4 吊顶 (26)5.5接管 (26)5.6 内外罐的底板连接 (29)5.7 罐与罐之间的连接 (29)5.8 其他细节 (29)6 制作 (30)6.1 材料处理 (30)6.2 钢板预制与公差 (30)6.4 拱顶 (33)6.5 临时附件 (33)7 焊接程序 (34)7.1 总述 (34)7.2 WPAR要求 (34)7.3 应力试验 (34)7.4 9%镍钢 (34)7.5 焊工和自动焊工 (35)7.6 产品试验板 (35)8. 焊接 (35)8.1 定位焊及临时焊 (35)8.2 气候条件 (36)8.3 预热 (36)8.4 焊后热处理 (36)9. 检测 (37)9.1 NDE人员资格 (37)9.2 检测程序 (37)9.3 检查类别 (37)9.4 目视检测 (39)9.5 渗透检测 (40)9.6 磁粉粒子检测 (40)9.7 真空盒检测 (40)9.8 氨气气密性试验 (40)9.9 皂泡检测 (40)9.10 射线检测 (41)9.11 超声波检测 (41)9.12 验收准则 (41)9.13 环缝的不可接受缺陷 (42)9.14 打磨完成后的可接受厚度 (42)1.范围本欧标规定了冷冻液化天然气储存罐金属部件的材料、设计、施工和安装的总体要求。
第2章铁水预处理脱硅1、脱硅意义铁水预处理脱硅,有两种目的,一种是对硅含量比较高的铁水,为了转炉冶炼时达到渣量减少的目的,进行预处理脱硅,这种情况铁水原始的硅含量往往在0.5%以上,经过处理后硅的含量在0.2%¬0.35%左右,这样可以大大减少转炉渣量,同时化渣较好。
我国曾在20世纪50年代在鞍钢为提高平炉炼钢的冶炼技术经济指标而实行过铁水预处理脱硅。
[赵沛,炉外精炼及铁水预处理实用技术手册,冶金工业出版社,北京,2004年6月第一版,155]这种目的的铁水预处理脱硅模式现在运用已经越来越少。
另一种则是现在普遍使用的工艺,主要目的是为后续进行的铁水预处理脱磷创造良好的条件。
这种处理模式其原始硅可能较高,但也可能已经比较低如0.3%,不管怎样还是要进行处理,其硅的目标值为:0.08%¬0.10%。
因为只有在硅的含量低于0.10%的条件下,铁水预处理脱磷才能取得较好的作业指标。
经过铁水预处理脱硅后,铁水的硅含量从原始的0.35%¬0.50%左右,降低到0.08%¬0.10%的范围,再经过铁水预处理脱磷,硅含量继续下降,大约降低到0.004%¬0.006%左右的范围。
在转炉冶炼如仍主要用石灰造渣的话,化渣有一定的困难,此时需要加一些能有效化渣的矿物。
2、脱硅模式和工艺脱硅模式主要有高炉炉前预处理脱硅和铁水站预处理脱硅两种方式。
高炉炉前处理又有撇渣器前铁水沟处理和摆动溜槽处理两种方式。
高炉炉前处理有利的一面是:不需要另外投资兴建处理车间,不占用铁水停留时间,充分利用出铁过程中自然形成的铁水落差的冲击力;不利一面是:会恶化炉前操作环境,增设一些设备如喷吹设备、投料设备或多或少会给正常操作带来不利影响,脱硅率较低且不稳定。
用铁水预处理站脱硅,脱硅率较高并相对稳定,工人操作条件较好,但是这种方式需要投资,铁水停留时间增加,温降也相应增加,需要专门机械设备扒渣。