基于PLC的触摸屏温度控制系统
- 格式:doc
- 大小:2.86 MB
- 文档页数:46
基于触摸屏、 PLC及伺服驱动器的伺服系统摘要:由于现代科技的进展,自动伺服装置控制器已经在现代工业生产中获得了越来越普遍的使用。
所以,进一步了解伺服装置控制器是十分关键的事。
在现代工业中,制造流程的机械化与自动化也是一个很引人注目的议题。
随着工业现代化的进展,生产自动化技术已成为了现代企业的关键支柱。
在目前,很多食品和基本日用品都是分开打包的。
为保证产品新鲜,需要产品自行打包,需要他们的编程工作在PLC,触摸屏和伺服发电机。
但是,在现代产品中有着不同的生产环境,如高温、辐射功率、有毒气体、有害气体的产生和设备的安全运行。
这些困难的生产环境不利于手动操作。
PLC控制系统和变频器的设计解决了许多复杂的控制系统和维护问题,同时大大减少了人力,大大提高了工作效率。
关键词:触摸屏,PLC,伺服驱动器,伺服系统,现状分析.一、引言伺服系统,是指控制被控对象位移及转动角度的自动控制器,它能够自动、持续、精确地反映输入命令的变化。
并随着微电子技术、功率和导体技术以及电机加工技术的进展,将高性能伺服系统应用于激光加工、机器人、数控车床、大规模集成电路生产、办公用自动化装置、雷达数据等高新技术领域。
二、触摸屏、PLC及伺服驱动器的现状2.1、伺服系统组成该系统主要由触摸屏、PLC、伺服电机和永磁同步伺服电机组成。
伺服电机是一个可移动的执行器。
为了满足用户的功能要求,伺服电机由三个周期控制:位置、速度和电流。
控制计划,系统设计方案采用交流变频技术和伺服驱动,以PLC为控制核心,通过计算线圈电压,实现对电压和伺服驱动器的自动控制。
执行器执行多个电机的同步加速和减速。
速度闭环由PLC、伺服驱动器和光电编码器组成。
编码器将电机的实际速度返回给伺服驱动器,以补偿传输差异,在速度回路的前通道中设置与线圈直径相关的系数,以补偿惯性矩的变化,并且当线圈直径变化时,速度回路始终具有良好的动态特性。
配置触摸屏的人机界面,实现对整机动作、工艺流程和工艺数据的数字化管理和控制。
基于PLC的制药工程自动化控制系统设计一、引言随着科技的不断进步和制药工程的发展,自动化控制系统在制药工程中扮演着越来越重要的角色。
PLC(可编程逻辑控制器)作为一种常用的自动化控制设备,能够实现对制药工程的全面控制和监测。
本文将介绍基于PLC的制药工程自动化控制系统的设计方案。
二、制药工程自动化控制系统设计的基本原则1. 效率和可靠性:自动化控制系统设计应注重提高生产效率和产品质量,保证系统的稳定性和可靠性。
2. 灵活性和可扩展性:制药工程自动化控制系统应具备相应的灵活性和可扩展性,以适应生产线的调整和扩展。
3. 安全性:自动化控制系统在设计过程中,应加强对系统的安全保护,防止潜在的安全风险和事故发生。
三、基于PLC的制药工程自动化控制系统设计方案1. 系统架构设计基于PLC的制药工程自动化控制系统的架构设计应包括控制层、人机界面层、数据采集层和执行层。
控制层:该层包括PLC系统和控制器,负责对制药过程进行在线控制和调节。
人机界面层:该层通过触摸屏等人机交互设备向操作员提供控制界面,实现对制药过程的监测和操作。
数据采集层:该层用于采集制药工程中各种传感器的数据,通过数据采集模块将原始数据传输给PLC系统进行处理和分析。
执行层:该层包括执行元件和执行机构,根据PLC控制信号执行相应的操作。
2. 功能模块设计(这里可以根据制药工程的实际情况,具体列举一些功能模块设计)2.1 温度控制模块:通过采集温度传感器的数据,PLC系统可以实现对制药过程中温度的精确控制。
2.2 流量控制模块:通过采集流量传感器的数据,PLC系统可以实现对制药过程中流量的自动调节。
2.3 压力监测模块:通过采集压力传感器的数据,PLC系统可以实时监测制药过程中的压力状态,并进行报警和处理。
2.4 清洗模块:通过制定清洗工艺和参数,PLC系统可以实现对制药设备的自动清洗,提高工作效率和节约人力成本。
3. 网络通信设计基于PLC的制药工程自动化控制系统的设计还需要考虑网络通信,实现PLC系统与其他上位机或者远程监控中心之间的数据传输和远程操作。
学号127301116 苏州市职业大学毕业设计题目基于SMART200的温度PID控制系统设计与调试学生姓名:专业班级: 12电气自动化技术(1)班学院 (部):电子信息工程学院校内指导教师:(副教授)校外指导教师:完成日期:2015年5月摘要:温度是工业和科学实验中最常见和最重要的热工参数之一了。
现在产品对于温度控制的精度要求越来越高。
无论是在科学领域还是我们的生产实践中,温度控制都是极其重要的,特别是像冶金、化工、石油、机械、建材等大型工业中,都占有着极大的比重。
而温度控制的系统也有很多种,PLC凭借着它较高的可靠性,较强的抗干扰能力,已经成为许多用户信赖的产品,而且他的操作也较为简单。
本文介绍了西门子S7-200smart设计硬件与Smart700IE 7寸触摸屏。
PLC是数字控制型的电子计算机,他运用了可编程存储器的储存指令,具有顺序、逻辑、计数、计时等一些功能。
可以通过模拟输入、输出和数字输入输出等组件,进行控制各种程序和设备。
关键词:PLC 温度控制PID 触摸屏AbstractTemperature industrial and scientific experiments, the most common and the most important thermal parameters of. Now products are increasingly high requirements for precision temperature control. Whether in science or our production practices, the temperature control is extremely important, especially as the metallurgical, chemical, petroleum, machinery, building materials and other large industry, has played a significant proportion. The temperature control system there are many, PLC With its high reliability, strong anti-jamming capability, many users have become reliable products, and his operation is relatively simple. This paper introduces the design of hardware and Siemens S7-200smart Smart700IE 7-inch touch screen. PLC is a computer numeric control type, he used a programmable memory to store instructions, with order, logic, counting, timing and some other functions. Via analog input, output, and digital input and output components, control procedures and equipment.Keywords: PLC temperature control PID Touch screen目录1 引言 (1)1.1 应用背景 (1)1.2 温度控制的技术现状 (1)1.3 设计方案 (3)2 硬件系统设计 (5)2.1 西门子smart200 (5)2.2 触摸屏 (6)2.3 温度传感器 (8)2.4 模拟量模块 (9)3 软件系统设计与调试 (11)3.1 PID基本机理 (11)3.2 系统程序流程 (14)3.3 软件设计 (18)3.4温度的控制界面及调试分析 (19)结论 (24)致谢 (25)参考文献 (26)1 引言1.1 应用背景据我们所了解,温度作为工业中重要的参数,基本所有的物理变化或者化学反应都和温度有所关联。

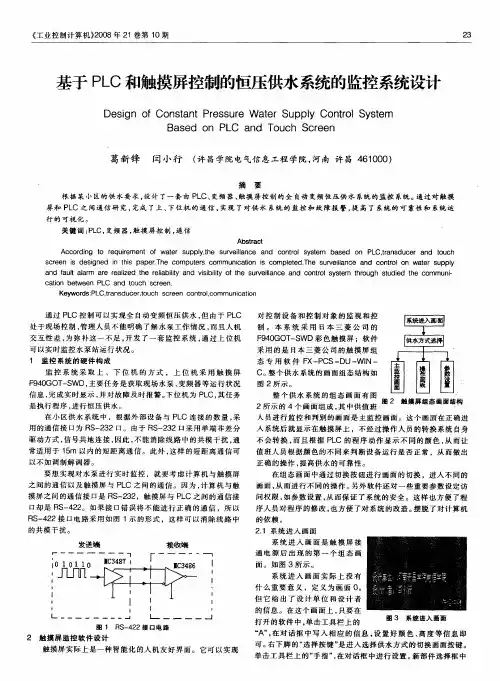
中文摘要摘要在PLC控制系统中应用现场总线技术实现PLC与现场设备、客户端、服务器间实时通信,达到分散优化综合控制是工业控制领域的热门问题。
综合控制系统设计的优良直接影响着工业生产的经济性。
深入研究应用PLC及现场总线控制技术会为我国在工业自动化领域的进一步发展做出有益贡献。
工控行业领军企业的西门子的PROFIBUS与SIMATIC系列PLC控制系统提供了完善的软硬件支持和系统的解决方案。
这样缩短了工控系统的开发周期,扩展了设备间的通信能力,优化了软件设计,增强了系统兼容性。
因此从理论上研究PROFIBUS现场总线以及深入探讨西门子SIMATIC系列PLC能够拉近我国工业自动化与外国的差距,提升我国自动化产业的竞争力。
本文从分析PROFIBUS现场总线技术入手,研究PROFIBUS-DP协议及其报文结构,阐述SIMATIC S7-300系列PLC中PROFIBUS总线的应用。
用PLC取代原有继电控制系统,完成了硬件选型,程序块定义及梯形图程序编辑及仿真调试、下载,实现了对电机调速系统监控的设计。
这一研究的目的在于实现基于PROFIBUS现场总线的Siemens PLC S7-300控制系统设计及触摸屏界面组态,包括PLC控制系统设计、上位机管理和监控系统设计。
对于总线协议的研究可以更深入的掌握PROFIBUS的通信机制。
PLC控制系统与现场总线技术的结合,实现了系统高速实时通信的目的,增强了系统的稳定性,安全性和实时性。
关键词:PROFIBUS现场总线;S7-300 PLC;触摸屏Ⅰ英文摘要AbstractNow PLC control system is widely studied and applied in the field of industrial automation. PLC control system conbine with Field-Bus will keep PLC,Field-unit, client and service computer in real-time communication. This control system afect the industry production directly. So the combination of PLC control system and Field-Bus will become the hot spot in near future.The works of study and application of this combine system will enhance competence in this field of our country.Siemens, one of the most successful supplier of automation products in world wide,has successfully supply a series of software and hardware base on PROFIBUSand PLC. It has enlarged the ability of communication among field units, shortened the research cycle, optimized the software application, enhanced the system compatibility. So we should study the PROFIBUS Field-Bus from the theory of protocol level, and far more study the SIMATIC PLC. Those works will improve tech. a lot.This article describe the application of PROFIBUS in SIMATIC S7-300PLC, configure the hardware of the production line of wires in STEP 7,study the theory of PROFIBUS,analysis the protocols and message structure of PROFIBUS-DP define blocks of PLC.The purpose of this study is to design Siemens PLC S7-300 contorl system base on PROFIBUS Field-Bus. This control system include PLC field unit designing, the management of computer station and software simulations. The study of Field-bus protocols will promote the realization of PROFIBUS communications. The application of S7-300 PLC is valuable in the field of industry.The combination of PLC control system and Field-Bus tech.have fulfill the requirement of high speed communication,and ensure the system to be more reliable stable and efective.Keywords:PROFIBUS Field-Bus;S7-300 PLC;Touch ScreenⅡ目录目录第一章绪论 (1)1.1课题研究背景 (1)1.2PROFIBUS概述 (1)1.3现场总线技术的特点 (2)1.4本论文研究的意义及内容 (3)1.5方案论证 (4)第二章西门子可编程控制器S7-300 (6)2.1 可编程控制器基础 (6)2.1.1可编程控制器的产生 (6)2.1.2可编程控制器发展过程 (7)2.1.3可编程控制器的特点 (8)2.1.4可编程控制器的分类 (8)2.2 S7-300硬件模块 (10)2.2.1机架 (11)2.2.2电源模块 (11)2.2.3CPU (12)2.2.4信号模块 (12)2.2.5通信模块 (13)2.2.6功能模块 (13)2.2.7接口模块 (13)2.3硬件安装 (14)2.3.1 S7-300安装规范 (14)2.4组态硬件 (14)2.4.1创建一个项目 (15)Ⅰ目录2.4.2硬件配置 (16)第三章PROFIBUS网络 (18)3.1 PROFIBUS网络概述 (18)3.1.1PROFIBUS的优点 (18)3.1.2PROFIBUS的通信协议连接部件 (19)3.1.3PROFIBUS-DP网络的主站和从站 (20)3.2建立PROFIBUS-DP网络 (21)3.2.1集成DP接口的CPU作主站 (21)第四章触摸屏的使用 (25)4.1人机界面 (25)4.1.1人机界面的概述 (25)4.1.2人机界面未来发展趋势 (26)4.2触摸屏的基本工作原理 (26)4.2.1触摸屏的分类 (26)4.3 Wincc flexible概述 (28)4.3.1建立一个Wincc flexible项目 (28)4.3.2设置触摸屏的参数 (30)第五章变频器 (33)5.1变频器概述 (33)5.2变频器的工作原理 (34)第六章系统整体设计 (36)6.1控制任务 (36)6.1.1自动化生产线模型 (36)6.1.2控制系统技术要求 (37)6.2控制方案的设计 (38)Ⅱ目录6.2.1硬件的配置以及软件的编程 (38)6.3建立灌装生产线监控项目 (46)6.3.1设置触摸屏的通信参数 (46)6.3.2定义变量 (47)6.3.3组态监控画面 (48)6.3.4组态初始画面 (51)6.3.5组态运行画面 (52)6.3.6组态物料混合画面 (53)6.3.7组态参数设置画面 (54)6.3.8组态趋势视图 (54)6.3.9项目的集成模拟调试 (55)附录 (57)参考文献 (58)致谢 (59)Ⅲ吉林工程技术师范学院毕业论文第一章绪论1.1课题研究背景电子信息技术的飞速发展又给自动化工业控制系统带来了深刻的变革。
基于PLC的智能农业温室大棚控制系统设计曾令培【摘要】各种农业温室大棚的出现,丰富了人民物质生活,大部分果蔬一年四季都可进入人们的餐桌.为了提高温室大棚中农产品的产量与质量,对温室大棚建设需要更加智能化.本设计通过对对温室大棚的温度、湿度、光照、灌溉、施肥等的综合控制,从而达到农作物的最优生长环境,同时能通过对参数的灵活改变,满足对不同作物的生长要求,实用性强.【期刊名称】《南方农机》【年(卷),期】2017(048)019【总页数】2页(P38-39)【关键词】温室大棚;智能控制;PLC【作者】曾令培【作者单位】成都农业科技职业学院,四川成都611130【正文语种】中文【中图分类】S625在智能农业温室大棚中,主要实现农作物在生长过程中的整体智能化控制,达到农作物的最优生长过程,提高作物的产量和质量,包括对温室大棚的温度、湿度、光照、灌溉、施肥等的综合自动控制。
这一自动控制系统为一闭环系统,通过对环境参数的实时采集和处理,与预设的某种作物最佳生长环境参数做比较,从而判定是否触发控制需求,再通过把相关控制条件发送到可编程控制器PLC中,通过PLC来进行对相应电机的控制。
以番茄为例,番茄是适宜在温暖气候中生长的植物,温度范围控制在15~33℃内均能正常生长,其中白昼生长温度值和各个生长周期的温度值会有一定的差异,一般而言,以日间22~25℃,夜间15~18℃时为番茄最优生长温度。
温度过高或过低都会使番茄停止生长或产生病变甚至引起死亡。
假设我们预先设定高温阈值为30℃,当实时采集温度数据低于预设值则控制系统不动作。
当实时数据高于预设值时,发出相应报警并发出相应控制指令,触发开窗系统、降温系统电机设备的工作,确保番茄适宜的温度环境。
在控制系统设计中,重点在控制规则的制定,规则的核心为条件判断。
影响作物生长状态的环境参数较多,本设计可以允许各类规则的定义和添加,如温度、湿度、光照等等[1]。
只要其中任意一规则满足条件,则触发相应控制机制。
基于PLC的食品加工设备控制系统设计-控制方案引言控制系统是食品加工设备的核心组成部分,它负责协调和管理设备的各个功能模块,确保食品的安全和高效加工。
基于PLC(可编程逻辑控制器)的控制方案提供了一种可靠、灵活和易于维护的设计方案。
设计原则在设计基于PLC的食品加工设备控制系统时,以下原则应被遵循:1. 可靠性:控制系统应具有高可靠性,以确保设备正常运行而不会出现故障或停机。
2. 灵活性:控制系统应具有良好的灵活性,以满足不同食品加工需求的变化。
3. 简化操作:控制系统应设计成易于操作和管理的方式,减少人为操作失误的风险。
4. 安全性:控制系统应具备完善的安全机制,以保障操作人员和食品安全。
控制方案设计基于上述原则,以下是一个基本的基于PLC的食品加工设备控制系统设计方案:1. 输入模块1.1 传感器模块:安装适当的传感器来检测食品加工设备的状态,如温度、压力、液位等。
2. 输出模块2.1 执行器模块:控制执行器(如马达、阀门等)来控制设备的运行状态和工作参数。
3. PLC控制逻辑3.1 状态监测与控制:PLC通过读取传感器模块的数据,监测设备状态,并根据预设的逻辑和算法进行控制。
3.2 软件编程:使用适当的PLC编程语言,编写控制逻辑和算法,以实现设备的自动化运行,并根据需要进行调整。
4. 人机界面4.1 触摸屏界面:为操作人员提供直观的操作界面,以便监控设备状态、更改参数和报警信息。
4.2 警报系统:当设备发生异常情况时,通过警报系统及时通知操作人员,以便采取必要的措施。
总结基于PLC的食品加工设备控制系统设计方案是一个可靠、灵活和易于操作的方案,它可以满足食品加工设备的各种需求,并提供高效和安全的加工过程。
通过合理的输入、输出模块设计和PLC 编程,我们可以实现设备的自动化运行和远程监控,提高生产效率和质量。
同时,适当的人机界面和警报系统可以帮助操作人员及时发现并处理异常情况,保障食品加工的安全性和稳定性。
基于PLC的自动加药控制系统设计PLC(可编程逻辑控制器)是一种广泛应用于自动化控制领域的电子设备,它能够根据预先设定的程序自动执行各种操作。
在许多工业生产过程中,自动加药是一项重要的任务,它涉及到药物的准确投放和控制。
本文将重点讨论基于PLC的自动加药控制系统设计,并深入研究其应用和优势。
首先,我们需要了解什么是自动加药控制系统。
在许多工业生产过程中,需要将精确量的药物投放到特定位置或特定时间点。
传统上,这项任务通常由人工操作完成,但这种方式存在一些问题。
首先,人工操作可能存在误差和不稳定性,导致投放量不准确或不一致。
其次,在大规模生产中需要大量劳动力进行加药操作,并且可能存在危险因素。
基于PLC的自动加药控制系统设计能够解决上述问题,并提供更高效、准确和安全的加药过程。
该系统通常由传感器、执行器、PLC和人机界面组成。
首先,在设计该系统时需要考虑使用哪些传感器来监测相关参数。
例如,可以使用流量传感器来监测液体的流量,以确保准确的加药量。
温度传感器可以用来监测液体的温度,以保证药物在适宜的温度下投放。
此外,还可以使用压力传感器、pH传感器等来监测其他参数。
其次,在设计执行器时需要考虑使用哪些设备来实现加药操作。
例如,可以使用电动阀门或泵来控制药物的投放。
通过PLC控制执行器的开关状态和工作时间,可以实现准确和一致的加药操作。
在设计PLC程序时需要考虑如何根据传感器数据和预设参数进行逻辑控制。
通过编程PLC,可以根据预设程序自动调节执行器工作时间和开关状态,以实现准确的加药操作。
此外,在PLC程序中还可以添加一些安全保护机制,例如报警系统或自动停机功能。
最后,在设计人机界面时需要考虑如何方便操作员进行监控和调节。
人机界面通常是一个触摸屏或显示屏,在其上显示系统状态、参数设置和报警信息等。
通过人机界面,操作员可以方便地监测系统运行情况,并进行必要调节。
基于PLC的自动加药控制系统设计具有许多优势。
用PLC对变压器冷却器控制系统设计2.国网新疆电力有限公司乌鲁木齐供电公司3.中国核动力研究设计院4.江苏核电有限公司摘要:介绍了一种基于PLC与触摸屏设计的变压器和冷却器控制系统。
它具有操作方便、保护互锁、优化功能、数据管理、远程通讯等多种功能。
在此基础上,文章对该控制系统的硬件结构进行了介绍,对该系统的各项控制功能进行了归纳,并对其实现方式及关键技术进行了详细的分析。
关键词:PLC;触摸屏;变压器冷却器;控制系统引言:随着我国电力系统规模的不断扩大,电力系统中出现了大量的大容量变压器,而作为变压器附属装置的冷却器,其冷却器的性能好坏,直接影响到变压器的安全、稳定、可靠运行。
当前,变压器冷却器多为强迫油循环空气冷却,并配有常规的人工触点电器控制系统。
为了常规控制方法的不足,近几年提出了各种新的控制方法和控制系统。
为了拓宽控制系统的应用范围,本论文采用PLC和触摸屏两种技术,开发了一套适用于变压器和冷却器的高性能控制系统。
一、变压器冷却装置及冷却控制系统的现状与存在的问题(一)现行变压器冷却装置的的现状与存在的问题在大型电力变压器的冷却系统中,根据变压器的容量和大容量的油气冷却器的配置,每台冷却器由1台油泵、3~4台风机组成。
在实际操作中,为了满足变压器不同的运行条件,通常需要有一个备用冷却器(在运行冷却器出现故障时,可以自动投入运行),一台辅助设备(变压器负荷电流超过额定电流的70%,或变压器顶部油温超过一定值,并自动投入运行),其他的冷却器已经全部投入运行。
冷却设备的结构也有不足之处,比如SFP10—240000/330主变压器有6台250千瓦冷却器,在高温季节,在变压器满负荷运转和变压器冷却系统完全运转的情况下,油温仍然达到70℃。
在夜间,特别是在强降雨过后,因负载及气温骤降,造成变压器副冷却装置停机,使油温度低于30℃,使油温度比周围环境温度更高。
这对变压器和冷却器的安全运行及服役寿命都有很大的影响。
基于PLC花卉种植温室小气候控制系统的设计盛强【摘要】为实现对温室温的湿度和光照度等多项环境指数的智能化控制,有效地保障花卉的健康生长,针对花卉等植物在不同生长周期及单日不同时段对温室环境条件的要求,采用智能控制技术进行分季节控制模式的温室小气候控制系统设计.该系统控制核心由西门子S7-200 SMART系列PLC和MCGS触摸屏组成,其能实时准确地采集温室温湿度和光照度等环境参数,上传至触摸屏进行分析、处理和集中化管理,并根据不同季节、生长周期及单日内不同时段自动调节温室环境,实现温室在多种模式下的自动控制,使温室环境保持在花卉的最佳生长条件范围内.%The greenhouse micro-climate control system with the different season control patterns is designed by using the intelligent control technology according to demands of greenhouse environmental conditions to realize the intelligent control of some environmental indexes including temperature,humidity and light intensity in a greenhouse for healthy growth of flowers.The control core of the system is composed of PLC and MCGS touch screen of Siemens S7-200 SMART,which can collect the environmental parameters of temperature,humidity and light intensity in a greenhouse,transfer these data to the touch screen for analysis,processing and centralized management,automatically adjust the greenhouse environment according to different season,growth period and different time period in a day for realizing automatic control in a greenhouse under various modes and maintain the optimum conditions for flower growth in a greenhouse.【期刊名称】《贵州农业科学》【年(卷),期】2017(045)006【总页数】3页(P137-139)【关键词】温室;小气候;PLC;分时段;生长周期【作者】盛强【作者单位】湖州职业技术学院,浙江湖州313000【正文语种】中文【中图分类】S625.5+1;S126;TP273温度、湿度和光照度等是影响花卉生长的主要环境因素。
基于PLC的锅炉控制系统的设计本文介绍基于PLC的锅炉控制系统的设计的背景和目的。
锅炉控制系统是基于PLC(可编程逻辑控制器)的设计,采用了分布式控制策略。
整体架构包括以下几个组成部分:1.控制器控制器是锅炉控制系统的核心部分,由PLC实现。
PLC具备高速计算能力和强大的输入输出功能,可以对各个设备进行监控和控制。
它接收来自传感器的输入信号,并根据预设的逻辑和算法进行实时处理,向执行器发送输出信号以控制设备运行。
2.传感器传感器负责将锅炉系统的各个参数转化为电信号,并传输给PLC进行处理。
常见的传感器包括温度传感器、压力传感器、流量传感器等。
3.执行器执行器根据PLC的控制信号来执行相应的操作,如调节燃料供给、控制排放阀等。
它们与PLC之间通过信号线或总线进行连接。
4.人机界面人机界面提供给操作员与锅炉控制系统进行交互的界面。
它可以是触摸屏、计算机软件等形式,用于监视系统运行状态、设定参数以及显示报警信息等。
5.通信模块通信模块用于实现锅炉控制系统与外部设备的数据传输和通信。
它可以连接到局域网或远程服务器,实现与其他系统或监控中心的数据交互。
6.电源供应为了保证锅炉控制系统的稳定运行,需要提供可靠的电源供应。
这可以通过备用电源或UPS(不间断电源)来实现。
综上所述,基于PLC的锅炉控制系统采用分布式控制策略,通过控制器、传感器、执行器、人机界面、通信模块和电源供应等组成部分协同工作,实现对锅炉设备的监控和控制。
本文介绍基于PLC的锅炉控制系统所采用的控制策略和算法。
控制策略是指通过采取不同的控制方法和算法,在锅炉运行中实现温度、压力、流量等参数的稳定控制。
基于PLC的锅炉控制系统采用了以下主要的控制策略:PID控制:PID(比例、积分、微分)控制是一种常用的控制方法。
它通过根据控制对象的偏差来调节控制器的输出,使得偏差逐渐趋向于零,从而实现控制目标。
在锅炉控制系统中,PID控制常用于调节温度、压力和流量等参数。
P1。
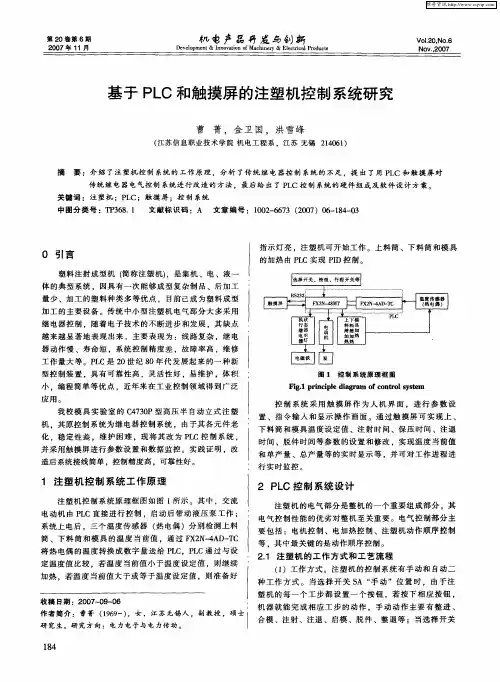
PLC物料运输线控制系统P2. 基于PLC的数控机床P3. 基于PLC的全自动注塑机P4。
基于PLC的全自动药品包装机P5。
3层PLC控制电梯P6. PLC控制电梯P7。
PLC控制自动门的设计P8. PLC面粉厂设计2P9. X62W万能铣床电气控制的PLC改造P10。
三菱分拣装置的PLC控制系统P11。
分拣装置的PLC控制系统P12. 办公楼五层电梯的PLC控制系统设计P13。
基于PLC的全自动洗衣机P14. 基于PLC的数控钻床P15。
基于PLC的电机故障诊断系统设计P16. 基于组态王的PLC温度控制系统设计P17。
油田污水处理的PLC控制系统设计P18. 电动葫芦PLC控制与遥控改造P19。
立体车库PLC控制系统P20。
基于PLC的全自动轮胎硫化机P21。
基于PLC糖果包装机的系统设计P22。
plc在干燥冷冻机中的应用P23。
基于plc的排水系统控制设计P24. 立体车库PLC控制系统P25。
基于PLC的数控机床T功能的实现P26。
plc触摸屏控制电动机正反转P27. 基于西门子PLC的电梯P28。
基于PLC的全自动洗衣机P29. 钢板矫正机的PLC控制系统设计P30. PLC在龙门刨床改造中的应用P31。
plc交通灯设计P32. 立体车库PLC控制系统P33。
基于PLC数控钻孔机控制系统设计P34. PLC玻璃生产流水线P35. PLC地铁屏蔽门系统设计P36. PLC控制的变电站检测系统P37。
PLC恒压供水系统P38。
卧式镗床plc控制系统设计P39。
基于PLC 的定量称量与控制P40。
PLC玻璃生产流水线P41. 桥式天车的PLC控制的虚拟凸轮控制器的开发P42。
油脂浸出设车间PLC控制系统P43. plc 在三相异步电机控制中的应用P44。
PLC传送带控制系统P45. PLC在电网备用自动投入中的应用P46. plc在岸边集装箱起重机上是应用P47. plc在石油储运自动化系统中的应用qq415419642P48. PLC小型吊车的控制线路P49。
基于PLC及触摸屏的液压施工升降机控制系统设计一、本文概述随着现代科技的快速发展,建筑施工行业对于设备自动化、智能化和高效化的需求日益增强。
液压施工升降机作为建筑施工中的重要设备,其控制系统的性能直接关系到升降机的运行效率、安全性和稳定性。
因此,对液压施工升降机的控制系统进行优化设计具有重要的现实意义。
本文旨在探讨基于PLC(可编程逻辑控制器)及触摸屏的液压施工升降机控制系统的设计,以提高升降机的运行性能,降低故障率,并增强操作便捷性。
本文首先简要介绍了液压施工升降机的基本工作原理和现有控制系统的不足,强调了采用PLC及触摸屏技术的优势。
接着,详细阐述了基于PLC的控制系统硬件设计和软件编程,包括PLC的选型、输入输出模块的配置、控制程序的编写等。
对触摸屏的选型、界面设计及其与PLC的通信方式进行了深入探讨。
在此基础上,本文还提出了控制系统的安全保护措施和故障诊断功能,以提高升降机的安全性和可靠性。
通过本文的研究,旨在提供一种基于PLC及触摸屏的液压施工升降机控制系统设计方案,为建筑施工行业的设备升级和技术改造提供参考和借鉴。
本文的研究也有助于推动PLC及触摸屏技术在更多领域的应用和发展。
二、PLC及触摸屏技术概述在现代工业控制系统中,可编程逻辑控制器(PLC)和触摸屏技术已成为实现自动化、智能化控制的关键环节。
PLC以其强大的逻辑运算、数据处理、通信联网等功能,广泛应用于各种机械设备的控制中。
触摸屏则以其直观、便捷的人机交互界面,使得操作人员能够轻松地监控和操作设备。
PLC,即可编程逻辑控制器,是一种数字运算操作的电子系统,专为在工业环境下应用而设计。
它采用可编程的存储器,执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字或模拟的输入/输出控制各种类型的机械设备或生产过程。
PLC具有高度可靠性、强大的控制功能、灵活的网络通信能力以及易于编程和维护等优点,因此在液压施工升降机控制系统中,PLC发挥着至关重要的作用。
基于组态王PLC的轮胎硫化温度压力控制一、引言轮胎是车辆保障行驶安全的重要组成部分,而轮胎硫化是轮胎生产的重要工艺环节之一。
轮胎硫化的过程中,需要对温度和压力进行严格的控制,以确保轮胎硫化质量,保障轮胎使用寿命。
本文将介绍一种基于组态王PLC的轮胎硫化温度压力控制系统,以实现对轮胎硫化过程中的温度和压力进行精准控制。
二、系统架构基于组态王PLC的轮胎硫化温度压力控制系统,主要由硫化室控制系统、数据采集系统、人机界面三大部分组成,如下图所示。
(插入一张系统架构图)硫化室控制系统负责对硫化室内的温度和压力进行实时监测和控制,包括温度控制和压力控制两部分。
数据采集系统负责采集硫化室内的温度和压力数据,并将数据传输到PLC中进行处理。
人机界面提供给操作人员一个直观的界面,方便操作和监测系统运行状态。
三、工作原理1. 硫化室温度控制硫化室温度控制主要由温度传感器、温度控制器和加热器三部分组成。
温度传感器负责将硫化室内的温度实时传感到PLC中进行处理。
温度控制器负责根据温度传感器传回的温度信号,计算出当下需要加热室内的温度差值,并控制加热器的输出功率,实现温度的精确控制。
2. 硫化室压力控制硫化室压力控制主要由压强传感器和活塞控制器两部分组成。
压强传感器负责监测硫化室内的压力变化,并将压力信号传递到PLC中进行处理。
活塞控制器负责控制气缸活塞的移动,从而改变硫化室内的压力。
3. 数据采集与处理数据采集系统通过温度传感器和压强传感器采集到硫化室内的温度和压力数据,并通过模拟量输入模块将采集到的数据传输到PLC中。
PLC负责对温度和压力数据进行实时处理,并输出控制信号驱动温度控制器和活塞控制器对温度和压力进行精确控制。
4. 人机界面人机界面主要由电脑及监测软件和触摸屏控制器两部分组成。
电脑及监测软件负责监测整个系统的运行状态和硫化室内的温度和压力变化情况,提供详细的数据和图表分析。
触摸屏控制器提供操作人员一个直观的界面,方便操作和监测状态。
基于PLC的智能温室控制系统设计毕业设计(论文)任务书题目基于PLC的智能温室控制系统设计学生姓名班级学号题目类型工程指导教师系主任一、毕业设计(论文)的技术背景和设计依据温室产业及相关技术在国内外的发展速度很快。
高水平大型温室的环境控制系统能够根据传感器采集室温、叶湿、地湿、室内温度、土壤含水量、溶液浓度、二氧化碳浓度、风速、风向、以及植物作物生长状态等有关参数,结合作物生长所需最佳条件,有效调节有关设备装置,将室内温、湿、光、水、肥、气等诸因素综合协调调节到最佳状态。
(1)根据外界环境对植物影响因素,选择作物环境条件的实时检测系统、智能温室控制系统两个部分。
自动检测包括:温室、湿度、光照、二氧化碳、土壤水分等传感器与变送器。
智能控制系统包括:双向天窗角度开闭驱动,遮阳网驱动,通风机,喷灌滴灌控制,节能加温、降温控制等。
(2)开发智能温室组态监控界面。
二、毕业设计(论文)的任务1.熟悉题目要求,查阅相关科技文献2.方案设计(包括方案论证与确定、技术经济分析等内容)3.硬件和软件设计(其中还包括理论分析、设计计算、实验及数据处理、设备及元器件选择等)4.撰写设计说明书(毕业论文),绘制图纸5.指定内容的外文资料翻译6.其它三、毕业设计(论文)的主要内容、功能及技术指标1、毕业设计(论文)的主要内容(1)智能温室控制系统硬件设计(2)智能温室控制系统程序设计2、功能与技术指标(1)介绍所使用PIC及控制系统所涉及其它设备的基本情况(2)系统软件设计主要包括PIC控制程序和上位机组态软件3、其它需要说明的问题四、毕业设计(论文)提交的成果1、开题报告(不少于3000字)2、设计说明书(约3万字左右),或毕业论文(约2万字左右)3、图纸(2#图纸至少三张,图纸数量根据论文情况自定)4、中、英文摘要(中文摘要约200字,3—5个关键词)5、论文简介6、外文资料翻译(约5000汉字)五、毕业设计(论文)的主要参考文献和技术资料1、参考文献和技术资料[1] 郁汉琪.可编程控制器原理及应用.中国电力出版社,2004[2] 努尔哈孜·朱玛力.可编程控制器在电炉温度控制系统中应用的研究.新疆大学学报,2006,13(2):267—268[3] 黄柱深,黄超麟.基于PLC的高精度温度控制系统.机电工程技术,2006,10(2):123—125[4] 高钦和.可编程控制器应用技术与设计实例.人民邮电出版社,2004[5] 赵燕.可编程控制器原理及应用.中国林业出版社,2006[6] 李方园.人机界面设计及应用.化学工业出版社,2008[7] 严盈富.触摸屏与PLC入门.人民邮电出版社,2006[8] 张扬.S7—200PLC原理与应用系统设计.机械工业出版社,2007[9] 付家才.PLC实验与实践.高等教育出版社,2006[10] 刘继修.PLC应用系统设计.福建科技出版社,2007[11] 徐亚飞,刘官敏,高国章.温箱温度PID与预测控制.武汉理工大学学报交通科学与工程版,2004,28(4):554—557[12] 曾贵娥,邱丽,朱学锋.PID控制器参数整定方法的仿真与实验研究.石油化工自动化,2005,7(4):89—91[13] 肖宝兴.西门子S7—200PLC的使用经验和技巧.机械工业出版社,2011六、毕业设计(论文)加选专题部分毕业设计(论文)选做内容说明七、毕业设计(论文)各阶段安排摘要温室大棚对现在的人们来说,是非常熟悉的一个名词,因为现在我们生活中的很多花卉、蔬菜、水果都是从温室大棚中种植出来的。
1
2020年4月19日
基于PLC的触摸屏
温度控制系统
文档仅供参考
II
2020年4月19日
科目:综合控制系统
题目:温度控制系统课程设计
姓 名: LC
学 号:
系 别:
班 级:
完成时间:
文档仅供参考
III
2020年4月19日
华南理工大学广州学院电子信息工程学院
文档仅供参考
1
2020年4月19日
目 录
前言..................................................................................................... 1
第一章 系统总体方案 ........................................................................ 2
第二章 系统硬件设计 ........................................................................ 3
2.1 PLC选择 .................................................................................... 3
2.1.1 FX2N-48MR-001PLC .............................................................. 3
2.1.2 FX2N-2AD特殊功能模块 .................................................... 4
2.1.3 FX2N-2DA特殊功能模块 4
2.2 硬件电路设计 .......................................................................... 5
2.2.1 温度值给定电路 ................................................................ 6
2.2.2 温度检测电路 .................................................................... 9
2.2.3 过零检测电路 .................................................................. 10
2.2.4晶闸管电功率控制电路 ................................................... 11
2.2.5 脉冲输出通道 .................................................................. 13
2.2.6报警指示电路 .................................................................. 13
2.2.7 复位电路 .......................................................................... 14
第三章 系统软件设计 ...................................................................... 14
3.1 编程与通信软件的使用 ........................................................ 14
3.2 程序设计 ................................................................................ 16
3.3 系统程序流程图 .................................................................... 16
3.4 控制系统控制程序的开发 .................................................... 17
3.4.1 温度设计 .......................................................................... 17
文档仅供参考
2
2020年4月19日
3.4.2 A/D转换功能模块 ........................................................... 18
3.4.3 标度变换程序 .................................................................. 19
3.4.4 恒温控制程序(PID)设计 ................................................ 19
3.4.5 数字触发器程序设计 ....................................................... 22
3.4.6 显示程序 .......................................................................... 25
3.4.7 恒温指示程序 .................................................................. 25
3.4.8 报警程序 .......................................................................... 25
第四章 总结与展望 .......................................................................... 26
4.1 总结 ....................................................................................... 26
4.2 展望 ....................................................................................... 27
参考文献 ........................................................................................... 28
附录:系统程序(梯形图) ........................................................... 29
前 言
随着时代的发展,当今的技术日趋完善,竞争也愈演愈烈;传
统的人工的操作已不能满足于当前的制造业前景,也无法保证更
高质量的要求和提升高新技术企业的形象。
在生产实践中,自动化给人们带来了极大的便利和产品质量
上的保证,同时也减轻了人员的劳动强度,减少了人员上的编制。
在许多复杂的生产过程中难以实现的目标控制、整体优化、最
佳决策等,熟练的操作工、技术人员或专家、管理者却能够容易
判断和操作,能够获得满意的效果。人工智能的研究目标正是利