航空发动机关键转动部件加工技术
- 格式:pdf
- 大小:691.29 KB
- 文档页数:14

航空发动机精锻叶片数字化数控加工技术随着航空业的不断发展和飞机性能的不断提升,航空发动机作为飞机的“心脏”,其性能对于整个飞机的安全和性能有着至关重要的影响。
而发动机叶片作为发动机中最关键的零部件之一,其制造工艺和加工精度直接影响了发动机的性能和效率。
目前,航空发动机精锻叶片数字化数控加工技术已经成为发展的趋势,为提升叶片制造的精度和效率,推动航空发动机的发展起到了积极的推动作用。
一、数字化叶片设计技术数字化叶片设计技术是航空发动机精锻叶片数字化数控加工技术的重要基础。
传统的叶片设计采用手工绘图和模型制作,这种方法效率低、精度不高且易受人为因素的影响。
而数字化叶片设计技术则采用计算机辅助设计软件,通过三维建模技术能够高效准确地完成叶片的设计工作,可以实现对叶片各种参数的实时监测和调整,保证叶片的设计精度和一致性。
数字化叶片设计技术还能够方便和CAD/CAM等软件进行数据交换和集成,使得叶片设计数据得以共享和传输,为后续的数控加工提供了良好的基础。
二、数字化数控加工技术数字化数控加工技术是航空发动机精锻叶片数字化数控加工技术的核心环节。
传统的叶片加工工艺中,需要通过数控机床进行铣削、钻孔等工序,但是这种方式难以满足叶片的复杂曲面和高精度加工需求。
而数字化数控加工技术则是将数字化叶片设计数据直接输入到数控机床上,通过程序控制实现叶片的加工,能够高效、精确地完成叶片的加工工序。
在数字化数控加工技术中,主要采用了一些先进的加工方法和设备,比如激光切割、激光熔化沉积、电火花加工等技术,这些新型的加工方法和设备能够更好地满足叶片复杂曲面和高精度加工的需求,同时提高了叶片的制造效率和一致性。
三、数字化质量检测技术数字化质量检测技术是航空发动机精锻叶片数字化数控加工技术的重要保障。
叶片作为航空发动机中的重要部件,其加工质量对于发动机的性能和安全有着至关重要的影响。
传统的叶片质量检测方式主要是依靠人工目测和简单的测量工具,难以满足叶片高精度加工的需求。

整体叶盘加工中应用到的特种加工技术1.1绪论现代航空发动机的结构设计和制造技术是发动机研制、发展、使用中的一个重要环节,为满足以FII9、FI20、EJ200为标志的第4 代战斗机用发动机以及未来高推重比新概念发动机的性能要求除采用先进技术、减少飞机机体结构、机载设备的重量外,关键是要求发动机的推重比达到I0 这一级重点突破发动机部件的气动、结构设计、材料、工艺等方面的关键技术。
其中在发动机风扇、压气机、涡轮上采用整体叶盘(Biisk)结构(包括整体叶轮、整体叶环)是重要措施。
1.2整体叶盘结构的特点整体叶盘是航空发动机的一种新型结构部件,它与常规叶盘连接相比有以下特点:(1)不需叶片榫头和榫槽连接的自重和支撑这些重量的结构,减轻了发动机风扇、压气机、涡轮转子的重量。
(2)原轮缘的榫头变为鼓筒;盘变薄,其内孔直径变大;消除了盘与榫头的接触应力,同时也消除了由于榫头安装角引起的力矩产生的挤压应力; 减轻了盘的重量提高了叶片的振动频率。
(3)整体叶盘可消除常规叶盘中气流在榫根与榫槽间缝隙中逸流造成的损失,使发动机工作效率增加,从而使整台发动机推重比显著提高。
(4)由于省去了安装边和螺栓、螺母、锁片等连接件,零件数量大大减少,避免了榫头、榫槽间的微动摩损、微观裂纹、锁片损坏等意外事故,使发动机工作寿命和安全可靠性大大提高。
(5)如整体叶盘叶片损坏,为避免拆换整个转子将整体叶盘与其他级用螺栓相连形成可分解的连接结构。
(6)由于高压压气机叶片短而薄叶片离心力较小,轮缘径向厚度小采用整体叶盘结构减重不显著。
1.3航空发动机整体叶盘结构在研究发展中存在的问题虽然,整体叶盘具有如此多的我优点,但是在整体叶盘的加工和使用过程中,我们也遇到了很多的问题,比如:(1)整体叶盘加工困难,只有制造技术发展到一定水平后,整体叶盘的应用才成为可能。
(2)发动机在使用过程中转子叶片常遇到外物打伤或因振动叶片出现裂纹,整体叶盘要更换叶片非常困难,也有可能因为一个叶片损坏而报废整个整体叶盘,因此风扇的第I\2级一般不用整体叶盘结构。
航空发动机关键转动部件加工技术航空发动机是飞机的心脏,是决定飞机性能的重要因素之一。
发动机中盘、轴、鼓筒、轴颈等零件均是发动机的核心转动部件和关键件,在高温、高压、高转速的恶劣环境下工作。
这类零件材料大多采用高温合金、粉末高温合金、钛合金等难加工材料制造,尺寸精度要求高,技术条件严格,对零件表面质量、表面完整性要求高,其加工质量的高低直接影响到发动机的使用寿命和安全可靠性。
近年来,随着航空发动机技术的不断进步和发展,这些关键部件的加工技术有了大幅度的提升,从传统的加工方式、过多依赖操作者的经验和水平完成加工,转向车铣复合加工、全程序无干预数控加工、各类边缘自动成型加工和自动光整加工等自动化、集成化、精准化及抗疲劳制造的方向推进和发展。
航空发动机关键部件加工技术的进步对提高航空发动机的可靠性,在全寿命使用周期内安全可靠的工作起到了至关重要的作用。
典型零组件结构特点航空发动机转动零、组件主要有盘、轴、鼓筒、轴颈等典型零件(见图1)。
图1(a)中新结构涡轮盘不但具有轮缘、辐板、榫槽、盘心孔等传统结构,而且带有双翼安装边,与轮盘的辐板形成了大深度半封闭深型腔,敞开性差,轮盘辐板及双翼安装边处均为薄壁结构,壁厚为2.0~2.6mm,零件刚性差,加工难度大。
图1(b)为盘轴一体结构零件,是将传统的压气机盘和轴颈集成为一体的重要承力件,材料为TC17,大端是轮盘结构,具有轮缘、辐板、轮毂、盘心孔,轮缘上带有安装叶片的燕尾榫槽,辐板处有精密螺栓连接孔。
金属加工微信,内容不错,值得关注。
零件轴颈端外型面带有螺纹、篦齿、外花键、径向斜孔等结构特征。
盘轴一体结构零件的另一特点是轴颈锥璧与轮盘辐板形成了半封闭深型腔结构,加工工艺性差。
图1(c)为压气机后鼓筒零件,是由5个压气机盘通过惯性摩擦焊焊接组合而成,带有五级环形燕尾榫槽,辐板间内腔型面空间狭小,内腔根底部径向深度大、敞开性差、加工难度大,外型面结构复杂,尺寸精度高,技术条件要求严,后鼓筒材料为GH4169,硬度HB≥388N/mm2。
新一代航空发动机转子叶尖高速磨复合加工技术发布时间:2009-11-20 8:23:51面对航空工业的快速发展,新一代航空发动机转子装配结构已完全有别于一、二代发动机,对转子叶片叶尖磨削也提出了更高的要求。
近年来,随着三代发动机批量生产,其整体制造技术水平得到了较大的提升,但与国际先进航空发动机制造企业相比,个别制造工艺仍存在较大差距,高速叶尖磨工艺就是其中一例。
目前,采用高速叶尖磨进行发动机各类转子叶片叶尖的粗精加工、在线检测及在线去除毛刺已是国外航空发动机制造公司和维修公司普遍应用的工艺技术。
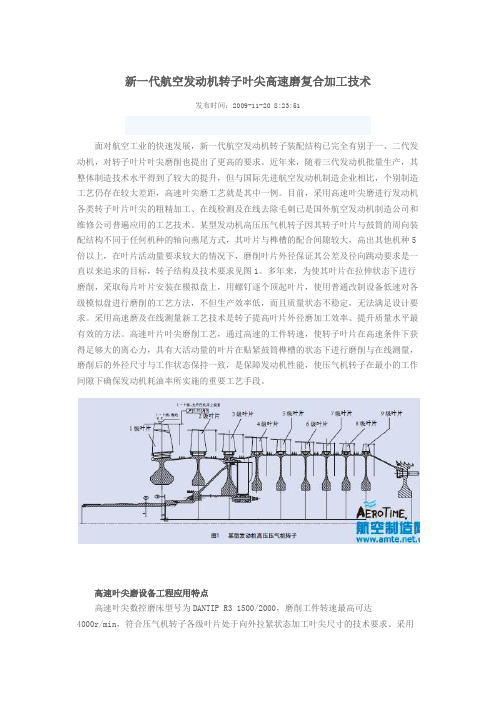
某型发动机高压压气机转子因其转子叶片与鼓筒的周向装配结构不同于任何机种的轴向燕尾方式,其叶片与榫槽的配合间隙较大,高出其他机种5倍以上,在叶片活动量要求较大的情况下,磨削叶片外径保证其公差及径向跳动要求是一直以来追求的目标,转子结构及技术要求见图1。
多年来,为使其叶片在拉伸状态下进行磨削,采取每片叶片安装在模拟盘上,用螺钉逐个顶起叶片,使用普通改制设备低速对各级模似盘进行磨削的工艺方法,不但生产效率低,而且质量状态不稳定,无法满足设计要求。
采用高速磨及在线测量新工艺技术是转子提高叶片外径磨加工效率、提升质量水平最有效的方法。
高速叶片叶尖磨削工艺,通过高速的工件转速,使转子叶片在高速条件下获得足够大的离心力,具有大活动量的叶片在贴紧鼓筒榫槽的状态下进行磨削与在线测量,磨削后的外径尺寸与工作状态保持一致,是保障发动机性能,使压气机转子在最小的工作间隙下确保发动机耗油率所实施的重要工艺手段。
高速叶尖磨设备工程应用特点高速叶尖数控磨床型号为DANTIP R3 1500/2000,磨削工件转速最高可达4000r/min,符合压气机转子各级叶片处于向外拉紧状态加工叶尖尺寸的技术要求。
采用GE/Fanuc Series 16i CNC控制系统,其测量系统为DAN-BTM725非接触式测量系统,用以在线测量各级叶片的外径尺寸,并将每次测量的各级、每片叶片的外径尺寸以数据和图形的方式显示出来,提供的LVDT Probe测量系统用来对转子的非叶片表面进行测量。
航空发动机复杂结构零件加工技术探索摘要:现阶段,科学技术的发展迅速,航空事业的发展也有了很大的改善。
航空发动机作为飞机的动力装置,是飞机的心脏,其设计与制造技术对于航空工业的发展起着关键性的作用,是体现一个国家科技水平、军事实力和综合国力的重要标志之一。
航空发动机零件结构复杂、制造难度大、技术含量高,代表制造业发展的方向,被称为制造业一颗璀璨的明珠。
数控加工技术和设备起源于满足航空航天制造的需求,并在不断满足高、精、尖加工要求的过程中发展提高,成为现代航空航天制造业的基础性关键技术。
国内外航空航天制造业一直是数控技术与数控机床的最大用户,在航空航天制造企业中,数控机床制造企业的比例高达80%以上。
关键词:航空发动机;复杂结构;零件加工技术探索引言航空发动机零件的制造具有材料难加工、形状结构复杂、容易变形振动、加工精度高等特点,代表着一个国家制造技术的实力和国防现代化的发展水平。
以航空发动机叶片、叶轮、机匣、盘轴类零件为研究对象,分析了这些典型零部件的材料和结构特性、加工工艺方法与特点、加工装备等,总结了航空发动机零件加工对数控机床性能与功能的要求,并展望了航空发动机制造技术的发展趋势。
1加工复杂结构零件的机床工具特征刀具在解决航空难加工材料复杂结构零件的加工中起着至关重要的作用。
先进的航空产品要求航空零件具有更优异的性能、更低的成本和更高的环保性。
加工工艺要求具有更快的加工速度、更高的可靠性、高重复精度和可再现性。
航空钛合金、高温合金零件难切削的工件材料、复杂而薄壁的形状、高精度的尺寸和表面粗糙度要求及大的金属去除量等特点,对刀具质量一致性提出了更高的要求。
现代高效精准加工要求刀具具有高精度、高耐磨性、高抗冲击性和高可靠性的特点,即具有高性能刀具的全部特征。
高质量的刀具方案明显标志是刀具结构形式、刀具材料与被加工零件的材料、结构相适应。
国外各著名数控机床制造商不遗余力的开发高性能数控机床,进一步针对高动态响应、高精度和高刚性等展开研发。

新一代商用航空发动机叶片的先进加工技术哎呀,说到这个新一代商用航空发动机叶片的先进加工技术,我得说,这玩意儿可真是个让人眼前一亮的玩意儿。
你知道吗,这玩意儿就像是飞机的心脏,得精密得很,一点差错都不能有。
我有个哥们儿,就在航空发动机厂里头工作,他给我讲了讲他们是怎么把那些叶片做得那么精细的,听着都让人啧啧称奇。
首先得说,这叶片的材料,那可不是一般的金属,是超级合金,耐高温、耐高压,还得抗腐蚀。
我哥们儿说,他们得先设计出叶片的形状,这可不是随便画两笔就能搞定的,得用上计算机模拟,确保叶片在高速旋转的时候,能承受住巨大的压力和温度。
接下来就是加工了,这可是个精细活儿。
他们用上了一种叫做五轴数控铣床的东西,这玩意儿就像是个超级精确的雕刻师,能在叶片上雕刻出复杂的曲线和形状。
我哥们儿说,他们得把叶片固定在机床上,然后机床的五个轴就开始动起来,就像是在跳芭蕾舞一样,精确地切割和打磨叶片。
说到这儿,我得提一提,这加工过程中,他们还得不停地检查叶片的质量。
我哥们儿说,他们用一种叫做激光扫描的技术,能精确地测量叶片的尺寸,哪怕是一点点的偏差都不行。
这就像是在给叶片做体检,确保它们健健康康的。
加工完了,还得做最后的表面处理,这可是提升叶片性能的关键一步。
我哥们儿说,他们会用一种特殊的涂层,涂在叶片的表面,这涂层能减少摩擦,提高效率,还能保护叶片不受腐蚀。
这涂层就像是给叶片穿上了一层保护服,让它们在恶劣的环境下也能保持最佳状态。
最后,我得说,这新一代商用航空发动机叶片的先进加工技术,真的不是盖的。
我哥们儿说,他们做出来的叶片,那性能提升可不是一点点,飞机飞得更快,更省油,更环保。
这就像是给飞机装上了一双翅膀,让它们飞得更高,更远。
总之,这新一代的航空发动机叶片,就像是飞机的超级心脏,让飞机飞得更稳,更快,更环保。
我哥们儿说,他们每天都在为这个目标努力,虽然工作辛苦,但看着那些叶片一个个从机床上下来,心里那个成就感,别提多满足了。
航空发动机零部件精密制造技术作者:贾丽郝军涛杜改梅来源:《科技创新与应用》2018年第30期摘要:航空发动机关键零部件的精密制造技术一直是我国高性能航空发动机研制的瓶颈。
文章深入分析了航空发动机关键零部件的典型制造技术,对精密制坯、高效切削、抗疲劳制造、特种加工以及复合材料构件加工技术进行了总结,并给出了其发展方向。
关键词:航空发动机;精密制坯;高效切削;抗疲劳制造中图分类号:V262.3 文献标志码:A 文章编号:2095-2945(2018)30-0157-04Abstract: The precision manufacturing technology of the key components of aero-engine has been the bottleneck of the development of high-performance aero-engine in our country. This paper analyzes the typical manufacturing technology of the key components of aero-engine, summarizes the technologies of precision billet making, high-efficiency cutting, anti-fatigue manufacturing,special machining and processing of composite components, and gives the development direction of these technologies.Keywords: aero-engine; precision blanking; high efficiency cutting; anti-fatigue manufacturing航空制造集聚了大量的高新制造技术,其制造过程对制造设备、工艺、执业人员素质等要求极高;航空发动机被誉为飞机的“心脏”,是研发制造难度最大最顶级的现代工业造物,其制造技术的进步对航空制造乃至整个制造业的发展起着决定性的作用。
航空发动机典型零件加工技术与刀具应用分析发布时间:2021-07-21T15:23:04.457Z 来源:《工程管理前沿》2021年3月9期作者:谭先见[导读] 航空发动机典型零件加工技术与刀具应用分析谭先见湖南通用航空发动机有限公司,湖南省株洲市,412000摘要:航空制造业是高精尖技术的集大成者,伴随着加工技术的不断发展,其相关的制造业也随之越发的繁荣,已经成为世界上的各个国家相互竞争的重要方面。
航空发动机的相关加工技术已经成长为了航空发展的一项重要助力,而不仅仅只是一个部件。
本文就对航空发动机的相关零部件的加工技术以及其刀具的使用情况进行探究,以期可以为航空制造业相关工作人员借鉴之用。
关键词:航空发动机;加工技术;刀具引言航空制造业作为当今世界上各个国家的综合国力象征,已经开始受到世界上各个国家的重视,同时作为一项国家战略性的产业,其实力不仅关乎着国家的国防安全,也是一个国家工业整体发展水平的展现。
作为飞行器上的一个“心脏”部件,航空发动机对于航空制造业的重要性是不言而喻的。
我国航空发动机的自主研发及制造较西方发达国家的发展来说,起步非常的晚,因此,我国航空制造技术的发展空间以及前景都是非常广阔的。
一、航空发动机零件典型结构加工难点分析(一)整体叶轮叶盘的叶片及流道加工分析整体叶轮叶盘结构为轮盘与叶片一体化设计,跟传统盘片分离的结构相比,减轻了转子重量、消除了盘与叶片榫头的接触应力、避免榫头和榫槽上微动磨损、微观裂纹等造成的发动机意外事故,大大提高了发动机的工作寿命和安全性能。
但同时,新的设计也存在结构复杂,零件轴径比大、刚性弱,叶片厚度薄、悬臂长,气流流道呈非线性且狭窄等问题,使得加工难度骤增,其中叶片的振颤、变形,叶片前后缘啃切,流道加工干涉等均为技术难题。
因此,叶片及流道加工除了要求技术人员具备很高的编程水平,技能人员具备很强的加工过程控制能力,对机床也提出了“三高”要求:高刚性、高精度、高稳定性,且必须五轴以上数控加工中心才能实现宽弦、大扭角的叶片加工。
航空发动机叶片数控加工技术应用研究摘要:作为航空发动机中的关键部件,叶片类零件的加工质量关系到发动机的使用性能和服役寿命。
为了满足航空航天应用需求,必须突破叶片数控加工难点,不断革新数控加工技术。
基于此,对当下部分航空发动机叶片数控加工技术应用状况进行研究、整理和分析,阐述了一次装夹完整加工技术、自适应加工技术、零点定位快速装夹技术、叶片型面数控机械抛光技术等多种数据加工技术发展现状,并提出一些应用策略,用以全面提升航空发动机叶片数据加工水平,为相关工作人员提供理论参考。
关键词:航空发动机叶片;数控加工技术;应用研究;1引言航空发动机叶片型面结构复杂,材料强度大,造就了机械加工领域超高的成型加工难度。
在过去的十几年里,通常采用数控加工技术来实现对航空发动机叶片的加工。
随着航空航天领域对航空发动机叶片结构、性能要求的不断变化,传统的数控加工技术逐渐有些捉襟见肘,难以有效保证加工效率和质量。
并且,由于缺乏先进的数控加工技术以及应用经验,部分企业在开展航空发动机叶片数据加工时面临诸多的难点、疑点和困点,导致发动机叶片加工合格率不佳。
想要制造出高精度、高质量的航空发动机叶片,就必须大力发展数控加工技术。
为了满足新时期高性能航空发动机研制和生产需求,应当首先正视叶片加工难题,加强叶片数控加工技术体系完善和优化,以技术创新为驱动,打开叶片数控加工新局面。
2航空发动机叶片数控加工技术应用研究2.1一次装夹加工技术一次装夹完整加工技术顾名思义是指通过一次装夹工件来完成对工件的多道工序加工。
在航空发动机叶片加工模式中,叶片的生产周期越短,利润空间就越能得到保障。
倘若因叶片加工过程链过长而导致交货周期失控,就注定会被激烈的市场竞争所淘汰。
因此,如何有效减少工序数量以及工件滞留于机床的时间成为了航空发动机叶片加工水平提升的关键。
于是,一次装夹加工技术应运而生。
它是数控加工的根本特色加工技术,摆脱了叶片传统加工模式长滞留和多替换机床弊端,使叶片的所有加工工序能处于一台机床来完成,实现了叶片加工工序的集成化,这无疑极大地提升了加工效率,保障了叶片加工的精度。
航空发动机典型零部件数控加工技术探讨摘要:我国经济的发展、人民生活水平的提高带动了航天事业的迅速发展,航天安全受到了人们的广泛关注,其中影响航天安全的主要因素就是航天发动机。
航空发动机零件制造难度很高,具有材料难加工、易变性震动、结构形状复杂以及加工标准高等特点,其加工水平会直接反应一个国家制造实力的高低。
本文以航空发动机的典型零部件为研究对象,分类零部件的结构特点、加工方法等,并总结了零部件数控加工技术的性能和要求,并总结了航空发动机典型零部件数控加工技术的未来发展趋势,希望对我国零部件的数控加工技术有所帮助。
关键词:航空发动机;典型零部件;数控;加工技术一、引言作为航天飞机飞行的动力装置,航空发动机制造和设计技术对航天事业的发展有很大的影响,是判断一个国家制造水平、军事实力、科技实力以及综合国力的标准之一。
在航天发动机零部件的加工过程中,其技术含量高、制造难度大的特点要求了加工人员需要具备较高的职业技能和专业素质,因此其数控加工技术的高低可以用来评判国家航空事业发展的好坏。
数控加工技术及设备的出现最早也是为了满足航空制造的要求,并在其发展的过程中,不断满足了零部件加工高、精、尖的要求,成为了航空制造业的基础加工技术。
通过调查发现,航天航空制造业一直是数控技术的最大用户,有百分之八十以上的航天制造企业都在应用数控加工技术。
二、航空发动机典型零件加工特性现代航空发动机的典型零件主要包括了叶轮、叶片、盘类、机匣以及轴类零件等。
在航空发动机零部件的加工过程中,为了提高发动机的推重比,一些高性能的发动机制造过程中应用了大量的新材料,使得零部件的结构越来越复杂,加工精度随之提高,对于零部件的制造工艺也有了更高的要求。
通过调查,航空发动机典型零部件的特点主要体现在以下几个方面:第一、形状结构复杂,这主要是由于新材料的使用加大了加工的难度,使得结构、形状也变得复杂,目前我国主要使用的是轻量化的整体薄壁结构。
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。