球墨铸铁灰斑断口分析
- 格式:doc
- 大小:119.50 KB
- 文档页数:4
球墨铸铁件表面缺陷清华大学于震宗引言球墨铸铁件的缺陷分为表面缺陷和内在缺陷两大类,后者即有关金属材质方面的缺陷,不属于本文范围内。
本文内容重点是砂型铸件的表面缺陷,包括用湿型砂、水玻璃砂、树脂砂等砂型和砂芯生产的铸件。
砂型球墨铸件的表面缺陷有多种,本文仅选择①粘砂,②砂孔和渣孔,③夹砂,④气孔,⑤胀砂、缩孔和缩松等缺陷进行讨论。
有的缺陷如灰班虽然发生在铸件表面上,而产生原因完全属于材质方面,则不包括在本文内:一. 球墨铸件气孔缺陷气孔是最难分析其形成原因和最难找出防治方法的铸件缺陷。
这是因为气孔的形成原因很多,从外观上又不易分清气孔是属于那种类型的。
虽然采用扫描电镜和能谱等微观分析方法有助于估计气孔的产生原因,但是这些先进的技术都还处于研究阶段,大多数铸造工厂尚难在生产中利用。
根据气孔发生机理,可分为裹入、侵入、析出和反应四类气孔。
其中裹入气孔是浇注时金属液中裹带着空气泡,随着液流进入型腔中而产生的气孔缺陷。
侵入气孔是铸件表面凝固成壳以前,砂型、砂芯等造型材料受热产生的气体侵入金属液中,形成气泡而产生的气孔球铁铸件最常遇到的气孔缺陷是反应气孔和析出气孔。
以下将分别讨论:1. 析出气孔金属液中溶解的原子态氢、氮气体元素,随金属温度下降而溶解度逐渐减小。
下降至结晶温度或凝固温度时,溶解度突然变小,氢、氮以分子态气相析出形成气泡,使铸件产生气孔,称为析出气孔。
生产铸铁的工厂中,最常见的析出气孔是使用树脂砂型和砂芯造成氨氮气孔,也有来自炉料和增碳剂的氮气孔。
①氨氮酚醛树脂覆膜砂的硬化剂为乌洛托平(六亚甲基四胺(CH2)6N4)。
铸铁件用热芯盒呋喃树脂含有尿素(CO(NH2)2)。
硬化剂用含有尿素和NH4Cl的水溶液。
冷芯盒和自硬砂用酚醛脲烷树脂的聚异氰酸酯组分中含有-RNCO基团。
上述树脂砂都含有多少不等的氨或胺,都是引起析出气孔的根源。
所含氮不同于空气中的氮,大气中78%是由氮组成,并不引起析出气孔缺陷。
大批量生产球墨铸铁金相缺陷分析及其对策李明宽摘 要:通过对石墨变异的各种特征的观察,分析形成缺陷的原因,提出防止缺陷产生的措施,有效地控制和减少废品的产生,提高了铸件合格率。
关键词:蠕虫状石墨 爆炸性石墨 粗短型石墨 钉状石墨 石墨漂浮 表面片状石墨 列队石墨球 铸造缺陷1. 问题的提出在大批量球铁生产中,往往因过程及原材料等原因,会使铸件产生各种金相组织缺陷,从而影响铸件的内在质量,降低铸件的力学性能。
笔者就多年来在球铁金相分析中所观察到的蠕虫状石墨、爆炸性石墨、粗短型石墨、钉状石墨、石墨漂浮、表面片状石墨和列队石墨球七种缺陷并作相应的分析,提出防止缺陷产生的办法,以减少废品,提高铸件合格率。
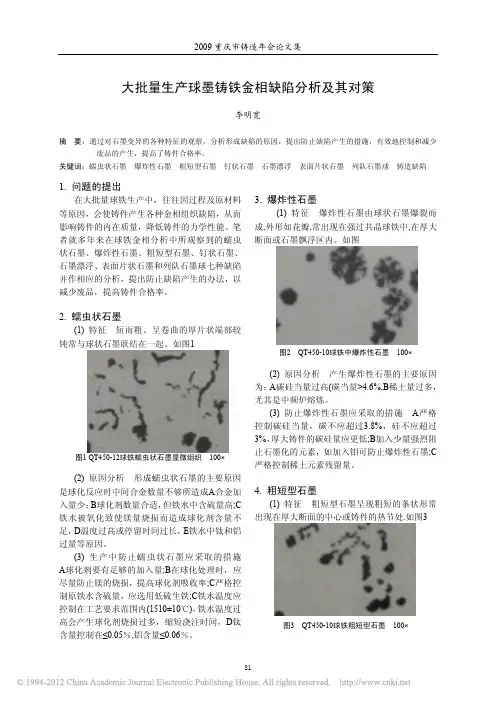
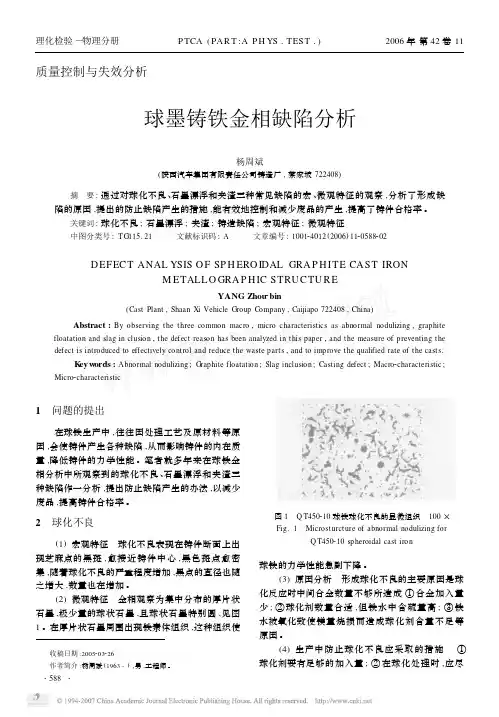
2. 蠕虫状石墨(1) 特征 短而粗、呈卷曲的厚片状端部较钝常与球状石墨联结在一起。
如图1图1 QT450-12球铁蠕虫状石墨显微组织 100×(2) 原因分析 形成蠕虫状石墨的主要原因是球化反应时中间合金数量不够所造成A 合金加入量少;B 球化剂数量合适,但铁水中含硫量高;C铁水被氧化致使镁量烧损而造成球化剂含量不足,D 温度过高或停留时间过长,E 铁水中钛和铝过量等原因。
(3) 生产中防止蠕虫状石墨应采取的措施 A 球化剂要有足够的加入量;B 在球化处理时,应尽量防止镁的烧损,提高球化剂吸收率;C 严格控制原铁水含硫量,应选用低硫生铁;C 铁水温度应控制在工艺要求范围内(1510±10℃),铁水温度过高会产生球化剂烧损过多,缩短浇注时间,D 钛含量控制在≤0.05%,铝含量≤0.06%。
3. 爆炸性石墨(1) 特征 爆炸性石墨由球状石墨爆裂而成,外形如花瓣,常出现在强过共晶球铁中,在厚大断面或石墨飘浮区内。
如图图2 QT450-10球铁中爆炸性石墨 100×(2) 原因分析 产生爆炸性石墨的主要原因为:A 碳硅当量过高(碳当量>4.6%,B 稀土量过多,尤其是中频炉熔炼。
实验三铸铁显微组织观察与分析(2学时)一、实验目的1.观察各种铸铁的显微组织特征,识别石墨形态与基体类型。
2.了解石墨形态、基体类型及显微组织对铸铁性能的影响。
二、实验设备、材料、仪器、装置金相显微镜;铸铁标准试样。
三、实验原理根据石墨的形态,铸铁可分为灰口铸铁、可锻铸铁和球墨铸铁等几种。
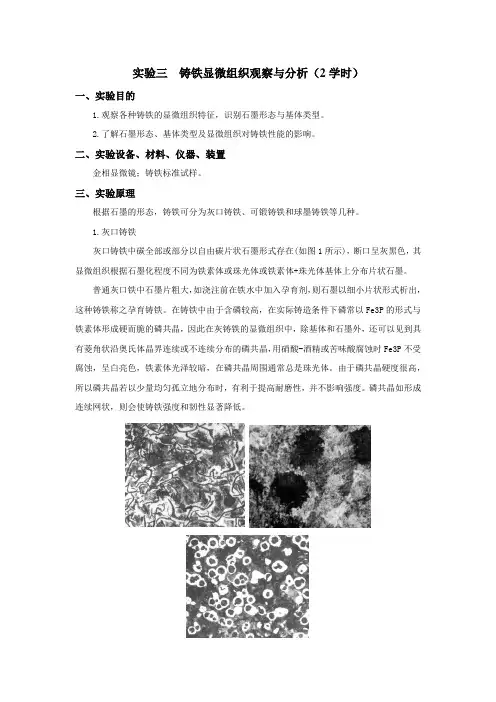
1.灰口铸铁灰口铸铁中碳全部或部分以自由碳片状石墨形式存在(如图1所示),断口呈灰黑色,其显微组织根据石墨化程度不同为铁素体或珠光体或铁素体+珠光体基体上分布片状石墨。
普通灰口铁中石墨片粗大,如浇注前在铁水中加入孕育剂,则石墨以细小片状形式析出,这种铸铁称之孕育铸铁。
在铸铁中由于含磷较高,在实际铸造条件下磷常以Fe3P的形式与铁素体形成硬而脆的磷共晶,因此在灰铸铁的显微组织中,除基体和石墨外,还可以见到具有菱角状沿奥氏体晶界连续或不连续分布的磷共晶,用硝酸-酒精或苦味酸腐蚀时Fe3P不受腐蚀,呈白亮色,铁素体光泽较暗,在磷共晶周围通常总是珠光体。
由于磷共晶硬度很高,所以磷共晶若以少量均匀孤立地分布时,有利于提高耐磨性,并不影响强度。
磷共晶如形成连续网状,则会使铸铁强度和韧性显著降低。
图1 灰口铸铁图2 可锻铸铁图3 球墨铸铁2. 可锻铸铁可锻铸铁又称为马铁或展性铸铁,它是由一定成分的白口铁经退火处理得到的,其中石墨呈团絮状(如图2所示),故显著地减弱了石墨对基体的割裂作用,其机械性能比普通灰口铸铁有显著地提高。
可锻铸铁分铁素体可锻铸铁和珠光体可锻铸铁两种,前者应用较多。
3.球墨铸铁球墨铸铁属高强铸铁,是铁水中加入球化剂后石墨呈球状析出而制得的,由于球状石墨使石墨割裂金属基体的不利影响限制到最低程度,所以金属基体强度利用率高达70~90%(灰铸铁只达30%左右),因而其机械性能远远优于普通灰铸铁。
球墨铸铁的显微组织特征是:石墨呈球状分布在金属基体上,基体组织是铁素体、珠光体或铁素体+珠光体(如图3所示)。
目前应有最广泛的是前面两种基体,铸铁的基体即钢的几种基本组织,所以也可以通过热处理来改变基体组织,从而改变铸铁的机械性能,其中,球墨铸铁应用热处理较多些,如应用正火,是为了增加基体中珠光体数量,以提高其强度和耐磨性,应用调质处理,是为了得到回火索氏体的基体组织,以提高综合机械性能。
282019年第6期工艺试验与应用灰铸铁刹车盘内浇口自动断口的设计与应用刹车盘铸件质量一般为6~50 kg,材料牌号为HT200。
灰铸铁因具有优良的耐磨性能、导热性能、阻尼性能和耐蚀性能等,被广泛应用于工程机械、农业、汽车等领域。
此外,灰铸铁浇注温度低,工艺性能好,一直占据铸造金属材料的主导地位[1],十分适合生产刹车盘。
本公司用湿型黏土砂造型,原砂50~100目,造型工艺为新东线水平分型,三乙胺冷芯盒制芯,砂芯中聚异氰酸酯与酚醛树脂的用量分别为砂子质量分数的0.6%,中频感应电炉熔炼铁液,出铁温度在1 510~1 530 ℃,浇注温度控制在1 360~1 460 ℃,浇注时间为5~12 s。
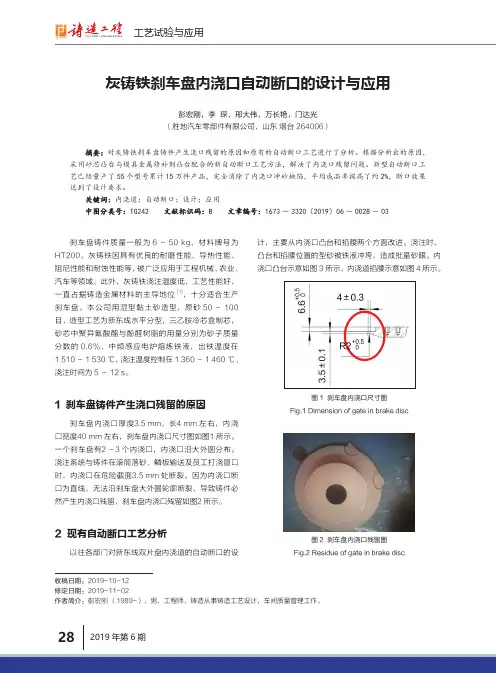
1 刹车盘铸件产生浇口残留的原因刹车盘内浇口厚度3.5 mm,长4 mm 左右,内浇口宽度40 mm 左右,刹车盘内浇口尺寸图如图1所示。
一个刹车盘有2~3个内浇口,内浇口沿大外圆分布。
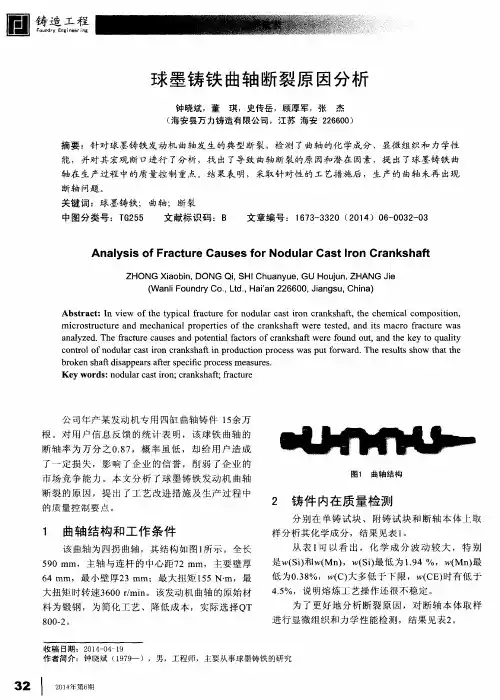
浇注系统与铸件在滚筒落砂、鳞板输送及员工打浇冒口时,内浇口在危险截面3.5 mm 处断裂。
因为内浇口断口为直线,无法沿刹车盘大外圆轮廓断裂,导致铸件必然产生内浇口残留,刹车盘内浇口残留如图2所示。
2 现有自动断口工艺分析以往各部门对新东线双片盘内浇道的自动断口的设计,主要从内浇口凸台和掐腰两个方面改进。
浇注时,凸台和掐腰位置的型砂被铁液冲垮,造成批量砂眼。
内浇口凸台示意如图3 所示,内浇道掐腰示意如图4所示。
图1 刹车盘内浇口尺寸图Fig.1 Dimension of gate in brake disc图2 刹车盘内浇口残留图Fig.2 Residue of gate in brake disc彭宏刚,李 琛,邢大伟,万长艳,门达光(胜地汽车零部件有限公司,山东 烟台 264006)摘要:对灰铸铁刹车盘铸件产生浇口残留的原因和原有的自动断口工艺进行了分析。
根据分析出的原因,采用砂芯凸台与模具金属修补剂凸台配合的新自动断口工艺方法,解决了内浇口残留问题。
球墨铸铁球化质量的快速鉴别方法一、炉前检验球铸铁炉前检验是其生产过程中不可缺少的一环,它直接关系到球墨铸铁件的质量。
及时、准确判断铁液的球化情况,可以迅速采取措施控制球墨铸铁质量。
炉前误判将会造成大量铸件报废,浪费造型工时,因此炉前的及时、准确判断球化情况比炉后检验重要得多。
实际生产中常用的炉前检验铁液球化情况的方法有以下几种。
1 表面结皮及火苗判断法稀土镁球墨铸铁含镁量较低,又有稀土元素,铁液表面和纯镁球墨铸铁不一样,表面没有那么多氧化皮,火苗也没有那么多而有力。
但是当补加1/3铁液时液面会逸出镁光及白**火苗,形如烛火。
根据火苗数量、高度判断球化情况及镁残余量,火苗越高、越有力,说明球化良好。
尤其是在浇注时,从铁液流中可以看到**火,如高度达25~ffice:smarttags' />50mm,即球化良好;若火苗低于15mm,则球化较差。
从处理后的球墨铸铁铁液表面看,形成氧化膜,并有银白色滚动的亮点,即为球化良好。
但氧化膜太厚,则表示铁液温度低。
2 三角试块法目前,通过观察试块来判断球化情况是普遍采用的一种方法。
各厂所用试块形状很多、尺寸各异,多数工厂采用三角形试块。
根据我厂生产特点、铸件大小和厚薄,选用三角试块截面积尺寸为12.5mm (底)×50mm((高)。
还有些工厂采用圆形试块,例如Ф15mm、Ф25mm、Ф30mm不等。
铁液理毕后用取样勺由铁液表面以下200mm处出液并浇成试块并冷至暗红色方可水淬冷却球良的块外圆比灰铸铁大得多外观清洁光亮很有砂通常立浇的三角试块两侧有缩陷卧浇块顶面或两侧有缩陷试块冷却敲断后球化良好试,呈银白色或银灰色瓷状断口尖端白口清晰中间有疏松若断口呈银白色并有放射状花纹则表球剂加入量偏高产生的碳化物较多此时试块入时发出“拍拍”的脆裂声试片轻击即断且新击的口很浓的电石气味因此最好浇注时进行浮硅育若口呈银灰色并有均匀分布的小黑点若断呈色晶,则明化败(见表)。
谈球墨铸铁缺陷研究姜海峰(哈尔滨理工大学材料科学与工程学院,黑龙江哈尔滨 150040)摘要:本文综合分析了球墨铸铁缺陷的研究现状,指出了缩孔缩松、石墨漂浮、皮下气孔、球化不良和球化衰退等球墨铸铁特有缺陷的形成原因及防止措施。
关键词:球墨铸铁;缺陷;现状‘球墨铸铁是本世纪4O年代末发明的,从1950年前后才真正用于生产中。
目前,球墨铸铁已广泛的用于制造一些受力复杂、强度、韧性、耐磨性要求高的零件,如柴油机、汽车及拖拉机的曲轴、凸轮轴、中压闸门,汽车及拖拉机的某齿轮以及农机、农具等零件。
球墨铸铁除具有一般铸造缺陷外,它还经常出现诸如缩孔缩松、夹渣、石墨漂浮、皮下气孔、球化衰退及球化不良等球墨铸铁特有的缺陷。
球铁缺陷的分析研究,多年来一直是铸造工作者和铸造厂家关心的热门话题。
一、缩孔缩松球墨铸铁件与灰铸铁件相比,具有较大的缩孔和缩松倾向,这一直是球墨铸铁件生产技术的关键问题之一,国内外的球铁专家、学者对此进行了大量的研究。
早期人们对球铁件缩孔的形成机理及冒口设计问题认识不清。
有人认为球铁具有与铸钢相同的收缩倾向,因此冒口也要和铸钢一样大。
与此相反,用小冒口甚至不用冒口也能生产出健全铸件。
近年来随着人们对球铁凝固特性认识的深入及电子显徽技术的发展,对球铁缩孔形成机理和冒口设计有了比较清楚的认识。
国内外研究者对球铁缩松作了大量的研究工作,提出了一些消除缩松的措施,但由于早期对缩松产生机理存在较大分歧,各自提出的影响因素和防止措施相差很大。
各家的观点主要集中在三个方面:(1)球墨铸铁糊状凝固特性;(2)石墨化膨胀量和膨胀力;(3)型腔扩大。
分歧较大是在石墨化膨胀的评价上,一者认为石墨析出引起膨胀和体积胀大,有利于消除缩松;一者认为球铁比灰铁大得多的石墨化膨胀力使共晶团之间的间隙扩大,数目增加,使缩松增加。
近年来,人们借助电子显微技术对球铁缩松进行微观观察及分析对缩松的产生和防止有了更进步的认识。
资料认为:石墨化膨胀是控制缩孔、减少缩松的因素,根据铸型刚性条件和铸件结构特点。
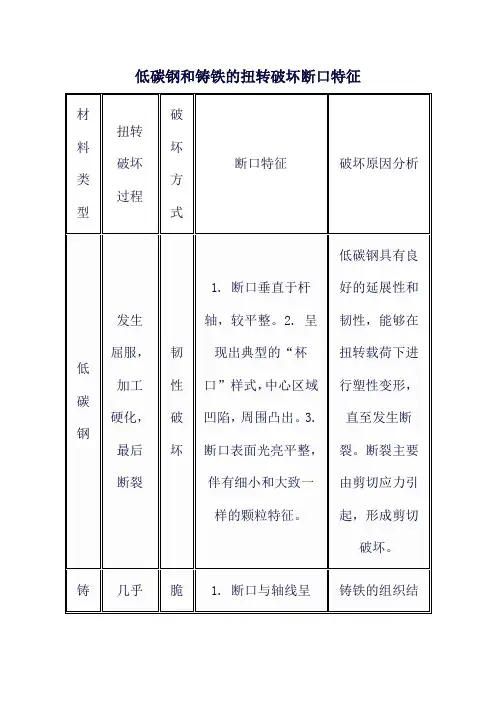
铸铁,还分灰口铸铁、白口铸铁、麻口铸铁、球墨铸铁有何区
别
一、铸铁分类
按碳存在的形式分类,铸铁可分为灰口铸铁、白口铸铁和麻口铸铁三大类。
1、灰口铸铁中的碳除微量溶入铁素体外,全部或大部以石墨形式存在,因断口呈灰色,故名灰口铸铁;
2、白口铸铁中的碳完全以渗碳体的形式存在,断口呈亮白色。
白口铸铁很难切削加工,主要作炼钢原料使用。
但由于它的硬度和耐磨性高,也可以铸成表面为白口组织的铸件,如轧辊、球磨机的磨球等;
3、麻口铸铁中的碳以石墨和渗碳体的混合形式存在,断口呈灰白色。
这种铸铁有较大的脆性,工业上很少使用。
按铸铁的石墨形态分类为:灰口铸铁可分为普通灰铸铁(石墨呈片状)、蠕墨铸铁(石墨呈蠕虫状)、可锻铸铁(石墨呈团絮状)和球墨铸铁(石墨呈球状)四大类。
(还有其他分类方法,工程应用中不常用,就不再赘述)
普通灰铸铁:
蠕墨铸铁:
可锻铸铁:
球墨铸铁:
二、工程常用铸铁性能和特点
1、灰铸铁
灰铸铁的组织由石墨和基体两部分组成,影响灰铸铁组织和性能的因素主要是化学成分和冷却速度。
2、球墨铸铁
铸造性能好,抗拉强度高,抗疲劳强度高。
在实际工程中常用球墨铸铁来代替钢制造某些重要零件,如曲轴、连杆和凸轮轴。
3、蠕墨铸铁
具有一定的韧性和较高的耐磨性、铸造性能和导热性。
主要用于生产汽缸盖、汽缸套、钢锭模和液压阀。
4、可锻铸铁
具有较高的强度、塑性和冲击韧性,常用来制造形状复杂、承受冲击和振动荷载的零件,如管接头和低压阀门。
欢迎大家在评论处补充你认为文章中有解释不对或欠缺的部分,这样下一个阅读的人就会学到更多,你知道的正是大家需要的。
櫡櫡櫡櫡櫡櫡櫡櫡~测试与分析櫡櫡櫡櫡櫡櫡櫡櫡~收稿日期:2020 05 15作者简介:贺凯林(1980—),男,山东青岛人,工程师,主要从事热处理及失效分析等工作。
联系电话:15861379906;E mail:angel_legend@aliyun.com球墨铸铁钻孔断钻的分析贺凯林(江苏牧羊控股有限公司,江苏扬州225127)摘 要:一种QT700 2球墨铸铁零件,调质处理后要钻直径为17.5mm的孔,但钻孔时钻头多次断裂。
为分析钻头断裂的原因,检测了球铁零件的化学成分、表面和截面硬度以及显微组织。
结果表明:零件的化学成分符合要求,表面硬度为29HRC,符合要求,但心部硬度过高,达35~39HRC;组织中存在TiC,并且心部有较多共晶碳化物。
零件心部硬度过高及组织中存在硬质相是钻头断裂的主要原因。
关键词:QT700 2球铁;碳当量;硬度;残留奥氏体中图分类号:TG142.1 文献标志码:B 文章编号:1008 1690(2020)03 0035 03AnalysisonFracturingofBitDuringDrillingNodularIronHEKailin(JiangsuMuyangHoldingsCo.,Ltd.,Yangzhou225127,JiangsuChina)Abstract:Akindofnodularironpartsaretobedrilledahole17.5mmindiameterafterquenching and tempering.However,thebitsbrokeseveraltimeswhiledrilling.Toidentifythereasonwhythebitbroke,thenodularironpartwastestedforchemicalcomposition,surfaceandsectionhardness,andmicrostructure.Theresultsshowedthatthenodularironpartexhibitedchemicalcompositionwhichconformedwiththerequirements,surfacehardnessof29HRCwhichcameuptothestandard,butexcessivelyhighcorehardnessof35to39HRC,andthattherewereTiCinthemicrostructure,andmoreeutecticcarbidesinthecore.Thebitbreakingistracedmainlytoexcessivelyhighcorehardnessandhardphasespresentinthestructure.Keywords:QT700 2nodulariron;carbonequivalent;hardness;residualaustenite0 概况球墨铸铁的应用非常广泛,如机床、汽车、纺织机械等[1]。
球墨铸铁灰斑断口分析
用电镜检验球铁断口中灰斑区的形貌与化学成分,探索灰斑区的形成机理。通过对灰斑区
的研究,论证了一些影响球铁强度的因素,发现球铁中Al成分的偏析。
球墨铸铁断口通常为银灰色,但在某些球墨铸铁宏观断口中除有正常的银灰色区域外,还
可观察到色泽灰暗的灰斑区。图1是一些存在有灰斑区的试样断口。
图1有灰斑断口的拉伸试样
断口中这种灰斑区域,一般来讲,并非铸造缺陷,也非组织缺陷。在GB5601-85“铸造名
词术语”中也未对此命名,因而暂称为“灰斑断口”。
1概述
在球墨铸铁拉伸试样,冲击试样及球铁铸件的断口中都可能出现灰斑区。经实验室长期对
拉伸试样断口观察分析的结果,发现灰斑断口出现具有以下几个特征点:
1.1断口中,灰斑区的大小、分布位置没有一定规律,可能出现在试样断口的中心,也可能
出现在断口边沿,并多数出现在断口边沿。
1.2有灰斑区的试样与无此现象的试样相比,通常拉伸强度较低,而延伸率较高。
1.3灰斑断口多出现在铁素体珠光体混合基体的球铁中。
1.4对同一试样的灰斑区与银灰色区同时作金相检查,并未发现两者之间出现金相组织上的
差别,也即石墨形态、数量、分布与基体组织均无明显变化。在两个区域上取样化验,也
未发现化学成分的明显差异。
正因为常规检验无法查明灰斑区的形成原因,因而进一步作了扫描电镜观察及电子探针分
析。
2实验方法与结果
对牌号为QT600-3球铁拉伸试样灰斑断口用台式扫描电子显微镜观察。图2为100×下的
断口形貌比较,图中黑色圆球为石墨,明显可以看出灰斑区中的石墨多于银灰色区中的石
墨,并且比较密集。图3为500×下的断口形貌比较,在灰斑区中微观断裂特征为石墨球周
围形成的大韧窝和基体中形成的小韧窝,属于微孔聚集型的韧性断裂。在银灰色区中微观
断裂特征出现河流花样,属于脆性解理断裂。
用JCXA-733电子探针对QT600-3灰斑断口进行元素含量定量测定,结果如表1所示。从
表1中可以看出,Al在灰斑区中含量明显高于银灰色区。
3对实验结果的讨论与分析
3.1断裂过程分析
灰斑断口试样的整个断裂过程可以理解为:
试样中的夹渣、表面刀痕等作为裂纹源,球状石墨看成显微空洞,随着应力增加,裂纹沿
着石墨球之间发展,并使石墨球之间的金属基体产生撕裂或剪切断裂,从而形成韧窝断口
形貌,此一时期为韧性断裂。
当夹渣出现在试样心部时,则在试样中心产生灰斑区。在试样边沿的灰斑区则可能由夹渣
或刀痕作为裂纹源而引起。所以,灰斑区的分布具有随机性。
当韧性断裂断口尺寸增大到某一临界时,裂纹以极快速并呈近似直线方向扩展,发生脆性
断裂。
由于韧性断裂是在较低应力状态下产生,并且裂纹扩展速度缓慢,所以出现带灰斑区断口
试样拉伸强度较低,而延伸率较高的现象,并由此可知,减少球铁中夹渣,提高球铁球化
等级,细化石墨和提高试样表面粗糙度都可以使韧性断裂在较高应力水平下产生,从而提
高球铁的拉伸强度。
3.2断口中色泽差异的原因
韧性断裂中裂纹走向是在石墨球之间进行,因而可将不同晶面的石墨球裸露出来,使石墨
裸露程度较多,这是造成宏观观察中该区色泽灰暗的原因之一。
在银灰色区中,是脆性穿晶断裂,断面为解理面或解理台阶,石墨的裸露程度与普通金相
照片比较接近,显得较为稀疏。
另外,由于韧窝断口对光的散射较解理断面多,也是灰斑区色泽较暗的原因之一。
3.3铝元素的偏析
韧窝中的石墨往往易于剥落,从而暴露出石墨相与金属基本相的相界面。在灰斑区中,用
电子探针定量分析化学成分时,这种相界面的成分占有一定比例。而在银灰色区,因是解
理断面,电子探针分析的成分可以认为是金属基体成分。
从表1可知,两者之间主要是Al成分的差异。因而可以认为Al在石墨与金属基体的相界
面上产生偏析。为了减少这种偏析,在球铁生产过程中,应使用低铝含量的球化剂与孕育
剂。
4结论
灰斑不是一种铸造缺陷,而是两种断裂方式引起的色泽差异。断口中灰斑区的出现是由于
在该区域石墨裸露较多,以及韧窝形貌对光线散射较多的缘故。通过对灰斑断口的研究,
论证了可以通过以下途径来提高球铁的功能。
4.1减少球铁中夹渣,提高球铁球化等级,细化石墨和提高试样或工件的表面粗糙度,都将
提高球铁的拉伸强度。
4.2球铁中的Al元素易在石墨与金属基体相界面上产生偏析。因而使用低Al含量的球化剂
与孕育剂对提高球铁性能有利。