位移传感器的更换及如何标定张伟
- 格式:doc
- 大小:42.00 KB
- 文档页数:2
位移传感器的更换及如何标定更换步骤:1.在确认位移传感器损坏的情况下,通知调度室摘牌作业,通知相关设备人员关闭截门,进行缷压.2.确认缷压后,缷下位移传感器。
3.在允许停电的情况下,断开24电源,摘除接线,并记清线的颜色,以免接新线时出现错误,烧毁位移传感器。
如果条件不允许停电,则要先摘除电源线,再摘除信号线。
(最好摘线时,留一段磁尺线,以为接线根据颜色可以判断,节省时间,提高正确率)4.确认缸体已装磁环,换上新的位移传感器,进行接线,先接正负时钟,正负数据线,然后接电源线。
接线完毕需重新确认接线正确性,确认后通知调度室,送电测试。
通常轧线所用位移传感器为六线制:BN 棕色+24VWH 白色0VGY 灰色- dataPK 粉色+dataYE 黄色+clockGN 绿色- clock标定过程:1.如果更换新位移传感器则需要找到相应的程序块进行重新标定,此程序块在硬件输入里。
2.标定需要在线修改以下参数NFP , OFF3.NFP参数为位移传感器的精度,在位移传感器说明书上即可读出说明书上C所代表的数值即是位移传感器的精度。
例如:说明书上C所在位置注明为1,则需要将NFP值修改为5.0e-3,此值对应输出端YP应用单位为毫米,如果输出端YP用到的单位为米(具体单位要根据输出端YP连接到程序中的应用判断),则需要将5.0e-3改为5.0e-64.OFF值的修改需要根据量程范围确定首先要判断位移传感器的零位,有的液压缸打到最大为0,有的液压缸打到最小为0.可以先把液压缸打到最大或最小时标定零位,然后打到相反的极限位置检查YP端显示值如果近似与量程极限,则标定完成,如果显示值为负数,则零位选择不正确,需重新判断最大还是最小时为零位。
零位的标定方法:将液压缸打开到最大或最小,修改OFF值置0,将模块的输出YP端显示值复制到OFF中,这时YP端将显示近似为0。
例如量程为0—500mm的位移传感器,将液压缸打到最小时标定零位,然后将液压缸打到最大,YP端显示值为正数近似500,则说明标定正确完成;如果YP端显示值为负数,则需重新将液压缸打到最大时标定零位,然后将液压缸打到最小检测YP端显示值如果为正数近似500,则标定注释:精轧串辊缸位移传感器零位在中间位置,由设备插定位销确定,然后标定零位。
焊机编码器(位移传感器)标定讲课人:王伟焊机有几个编码器,包括夹紧台,大车移动,导向辊,如遇数值不准导致无法到位时,或者更换后都需要对编码器进行标定,现场有油漆标示,用以检验编码器数值是否准确。
标定工作可在焊机画面上完成。
1 夹紧台(clamping table)位移传感器标定1)打开夹紧台标定画面点adjust on/off 按钮变成on为解锁2)把limit shear pos os&ds 都设为-100,点保存3)完全移动entry/exit table 到两边,不能移动时点击offset 置0.4)把limit weld pos os&ds 都设为27,点保存5)将entry/exit table 向中间移动到27,点offset.6)将limit weld pos 改为72,limit shear pos 改为-12,点保存。
7)点adjust on/off 按钮变成off 锁定。
2 大车(welding carriage)编码器标定1)打开大车标定画面点adjust on/off 按钮变成on为解锁2)把大车开到操作侧直到安全销可以锁紧的位置,锁紧安全销,点offset.3)点adjust on/off 按钮变成off 锁定。
3 导向辊(pilot roll)位移传感器标定1)打开导向辊标定画面点adjust on/off 按钮变成on为解锁2)把大车开到中间,使导向辊在夹紧台下面,在夹紧台中间放一完全水平的装置。
3)把手动把导向辊entry/exit开到与夹紧台下表面平行的位置(正好碰到水平装置),点Offset 置0.4)点adjust on/off 按钮变成off 锁定。

中联蓝色关爱110位移传感器标定一、啥是位移传感器标定?位移传感器标定,简单来说,就是给这个传感器定个“标准”,让它能准确地告诉我们物体移动了多远。
就好比我们用尺子量东西,得先知道尺子上的刻度准不准,标定就是干这个事儿的。
比如说在一个自动生产线上,位移传感器要准确知道零件移动的距离,要是它的测量不准,那生产出来的东西可能就不合格。
二、标定前的准备工作。
(一)工具准备。
得准备一些工具,像高精度的尺子(就像那种精度很高的钢尺),用来对比测量;还有一些夹具,用来固定传感器和被测物体,保证它们的位置稳定。
比如说要标定一个安装在机械臂上的位移传感器,那就要用合适的夹具把机械臂和传感器都固定好,别让它们乱动。
(二)环境准备。
标定的环境也很重要。
要找一个温度稳定、没有震动干扰的地方。
为啥?因为温度变化或者震动可能会影响传感器的测量结果。
就像夏天和冬天,热胀冷缩可能会让传感器的部件有点变化,影响它的准确性;要是周围老是震动,那传感器也会“晕头转向”,测出来的数据就不准。
三、标定的具体步骤。
(一)安装和连接。
把位移传感器按照说明书正确地安装到设备上,然后把它和数据采集系统或者控制器连接好。
比如说把传感器装在一个滑块上,滑块在导轨上移动,传感器就能测量滑块的位移。
连接的时候要注意接口对好,别插错了,不然可能就没信号或者信号不对。
(二)零点标定。
零点标定就是确定传感器在没有位移的时候的输出值。
先把被测物体放在传感器的初始位置,也就是位移为零的地方。
然后记录下传感器此时的输出值,把这个值设为零点。
比如说传感器输出的是电压信号,那在位移为零的时候,可能输出的电压是0.5V,就把这个0.5V记下来,以后测量的时候就以这个为基准。
(三)满量程标定。
满量程标定就是确定传感器在最大位移时的输出值。
把被测物体移动到传感器的最大测量范围的位置,比如说传感器最大能测100毫米的位移,那就把物体移到100毫米的地方。
然后记录下传感器此时的输出值,比如说输出的电压变成了5V。
模拟量阀门直线位移传感器标定方法
加压过滤机电控液动阀门分为两种,为开关量阀门和模拟量阀门.开关量阀门上装有接近开关,其作用是保证阀门开关到位时电机自动断电和开关信号的反馈;模拟量阀门(4个滤液阀)上不但装有能保证电机自动断电的接近开关,还另外装有直线位移传感器,其作用是能够反馈阀门的实际开度从而可以对阀门开度进行检测和控制,这里以行程为250的直线位移传感器为例,对直线位移传感器的标定方法做介绍.
一仪表的组成: 直线位移传感器为四线制仪表,由2部分组成,分别为安装在阀门体上的探杆和安装在阀门控制箱上的二次仪表.
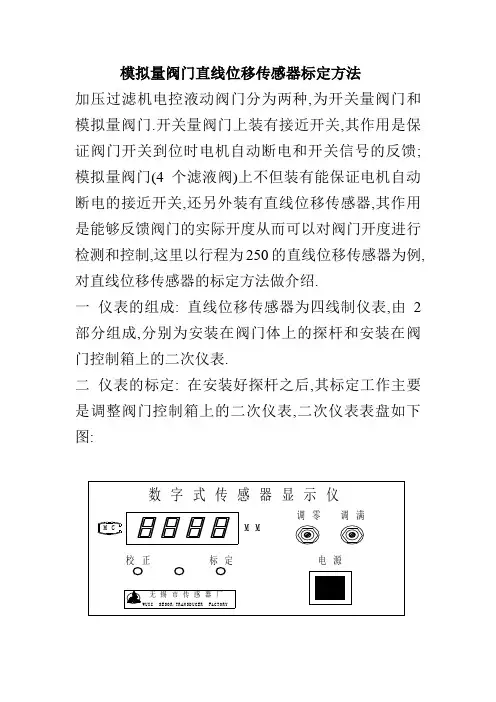
二仪表的标定: 在安装好探杆之后,其标定工作主要是调整阀门控制箱上的二次仪表,二次仪表表盘如下图:
二次仪表背面端子图如下:
标定以及安装方法:
1. 按端子图,接线时将探杆(发讯头)的三根线按照高低总的顺序依次接入,将“相”“中”两个端子接入AC220V电源;将“1+”“2-”两个端子与PLC柜连接.
2. 标定前把接入PLC柜的两根线拆下,将电流表两个表笔接入两个端子,将电流表拨至mA档.
3. 把阀门控制箱里面的小型断路器合上,可以看到阀门控制箱电源指示灯亮,再将表盘上的电源按钮按下,看到数字显示表上有读数则标定准备工作完毕.
4. 将阀门就地箱转换开关拨至“就地”档,手动执行关阀门动作,观察并确认阀门已经关到位,调整表盘上的“调零”按钮直到表盘上的开度显示为-10.电流表显示4mA以下.
5. 手动执行开阀门动作,观察并确认阀门已经开到位,调整表盘上的“调满”按钮直到表盘上的开度显示为260.电流表显示20mA以上。
6. 重复步骤5,步骤4至少3次以上,保证开到位时开度260,关到位时开度-10,则标定完毕.表盘上“校正”“标定”2个旋钮不允许现场调试人员以及岗位司机私自调整.。
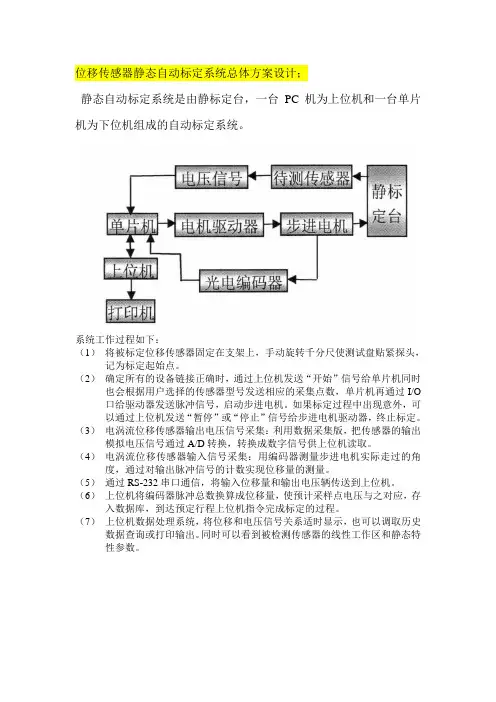
位移传感器静态自动标定系统总体方案设计;
静态自动标定系统是由静标定台,一台PC机为上位机和一台单片机为下位机组成的自动标定系统。
系统工作过程如下:
(1)将被标定位移传感器固定在支架上,手动旋转千分尺使测试盘贴紧探头,记为标定起始点。
(2)确定所有的设备链接正确时,通过上位机发送“开始”信号给单片机同时也会根据用户选择的传感器型号发送相应的采集点数,单片机再通过I/O 口给驱动器发送脉冲信号,启动步进电机。
如果标定过程中出现意外,可以通过上位机发送“暂停”或“停止”信号给步进电机驱动器,终止标定。
(3)电涡流位移传感器输出电压信号采集:利用数据采集版,把传感器的输出模拟电压信号通过A/D转换,转换成数字信号供上位机读取。
(4)电涡流位移传感器输入信号采集:用编码器测量步进电机实际走过的角度,通过对输出脉冲信号的计数实现位移量的测量。
(5)通过RS-232串口通信,将输入位移量和输出电压辆传送到上位机。
(6)上位机将编码器脉冲总数换算成位移量,使预计采样点电压与之对应,存入数据库,到达预定行程上位机指令完成标定的过程。
(7)上位机数据处理系统,将位移和电压信号关系适时显示,也可以调取历史数据查询或打印输出。
同时可以看到被检测传感器的线性工作区和静态特性参数。
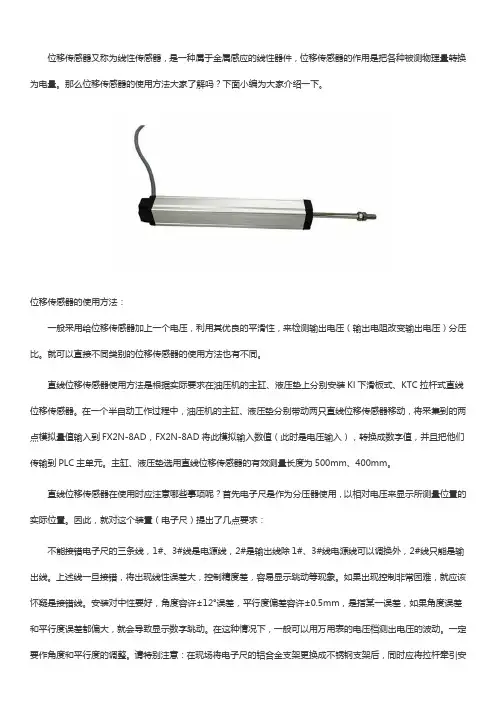
位移传感器又称为线性传感器,是一种属于金属感应的线性器件,位移传感器的作用是把各种被测物理量转换为电量。
那么位移传感器的使用方法大家了解吗?下面小编为大家介绍一下。
位移传感器的使用方法:一般采用给位移传感器加上一个电压,利用其优良的平滑性,来检测输出电压(输出电阻改变输出电压)分压比。
就可以直接不同类别的位移传感器的使用方法也有不同。
直线位移传感器使用方法是根据实际要求在油压机的主缸、液压垫上分别安装Kl下滑板式、KTC拉杆式直线位移传感器。
在一个半自动工作过程中,油压机的主缸、液压垫分别带动两只直线位移传感器移动,将采集到的两点模拟量值输入到FX2N-8AD,FX2N-8AD将此模拟输入数值(此时是电压输入),转换成数字值,并且把他们传输到PLC主单元。
主缸、液压垫选用直线位移传感器的有效测量长度为500mm、400mm。
直线位移传感器在使用时应注意哪些事项呢?首先电子尺是作为分压器使用,以相对电压来显示所测量位置的实际位置。
因此,就对这个装置(电子尺)提出了几点要求:不能接错电子尺的三条线,1#、3#线是电源线,2#是输出线除1#、3#线电源线可以调换外,2#线只能是输出线。
上述线一旦接错,将出现线性误差大,控制精度差,容易显示跳动等现象。
如果出现控制非常困难,就应该怀疑是接错线。
安装对中性要好,角度容许±12°误差,平行度偏差容许±0.5mm,是指某一误差,如果角度误差和平行度误差都偏大,就会导致显示数字跳动。
在这种情况下,一般可以用万用表的电压档测出电压的波动。
一定要作角度和平行度的调整。
请特别注意:在现场将电子尺的铝合金支架更换成不锈钢支架后,同时应将拉杆牵引安装位升高2Mm。
否则,接地问题解决了,又形成了不对中的问题,必须同时解决。
供电电源要有足够的容量,如果电源容量太小,容易发生如下情况:合模运动会导致射胶电子尺显示跳动,或熔胶运动会导致合模电子尺的显示波动。

简述传感器的两种标定方法我折腾传感器标定这事儿啊,可花了我不少时间,总算找到点门道。
我试过两种标定方法呢。
第一种就是静态标定。
我一开始弄这个的时候啊,就像没头的苍蝇乱撞。
静态标定嘛,简单来讲,就是让传感器在稳定不变的输入下确定输出。
比如说我在标定一个温度传感器,我就把它放在一个温度稳定的环境里,我当时用的是恒温水浴,这种环境就相当于给传感器一个静态的输入,就像给一个小孩固定数量的糖果,看他这次给我什么样的反馈。
我刚开始犯错就是没把这个温度环境控制好,结果得到的数据乱七八糟。
后来我才明白,这个稳定的静态环境得严格把握。
把传感器放在恒温水浴里后,在不同的稳定温度下,测量传感器输出的值,然后把这些值记录下来,找它们之间的规律,像做拼图一样把这些数据处理好,通过比较测量值和标准值就能得到传感器的输入输出关系,这标定就算完成一部分了。
还有一种比较复杂的就是线性度的判断,这就像是看一条线直不直,偏离了标准直线那可不行,这就需要用到一些数学模型去拟合数据,虽然有点麻烦,但只要耐心点总能搞明白。
第二种方法是动态标定。
这个我开始接触的时候就觉得更难了。
动态标定就是让传感器在变化的输入下标定。
我当时做一个压力传感器的动态标定,我使用一个机械装置来产生周期性变化的压力,给传感器动态的输入。
这就好比让一个人在不断变化的路况下跑步,和在平坦大道上跑步是不一样的。
我当时失败的教训就是这个产生动态压力的装置速度设置不好,太快了传感器反应不过来,导致数据异常。
动态标定得出的数据处理方法也比静态标定复杂一些,要考虑时间的因素,数据通常要经过更复杂的函数转换。
这两种方法虽然我有时候做起来还是会出点小差错,不过只要经历的多了,掌握一些技巧,在标定传感器的时候就会顺利很多当然可能还有其他的标定方法我还没试过,这两种是我目前用得比较多的。
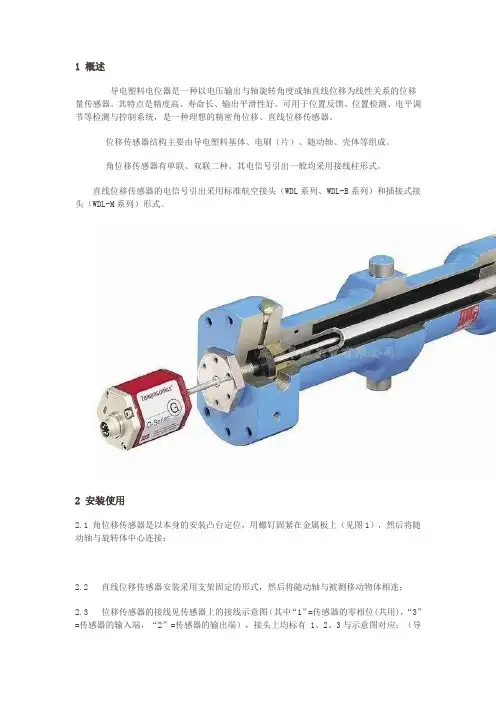
1 概述导电塑料电位器是一种以电压输出与轴旋转角度或轴直线位移为线性关系的位移量传感器。
其特点是精度高、寿命长、输出平滑性好。
可用于位置反馈、位置检测、电平调节等检测与控制系统,是一种理想的精密角位移、直线位移传感器。
位移传感器结构主要由导电塑料基体、电刷(片)、随动轴、壳体等组成。
角位移传感器有单联、双联二种。
其电信号引出一般均采用接线柱形式。
直线位移传感器的电信号引出采用标准航空接头(WDL系列、WDL-B系列)和插接式接头(WDL-M系列)形式。
2 安装使用2.1 角位移传感器是以本身的安装凸台定位,用螺钉固紧在金属板上(见图1),然后将随动轴与旋转体中心连接;2.2 直线位移传感器安装采用支架固定的形式,然后将随动轴与被测移动物体相连;2.3 位移传感器的接线见传感器上的接线示意图(其中“1”=传感器的零相位(共用),“3”=传感器的输入端,“2”=传感器的输出端),接头上均标有 1、2、3与示意图对应;(导线引出式传感器:红=1,黄=2,蓝=3)。
对带自动回复功能的M系列传感器(WDL-MT系列),零位“1”与输入端“3”对换。
2.4 位移传感器的输入与输出均为模拟量的直流电压信号,并且其输出电压的大小是由输入电压的大小来决定(如:输入5V,其整个量程的输出即为:0-5V;输入10V,其整个量程的输出即为:0-10V,以此类推)。
客户若需要电流输出,可以加配公司开发的位移电流转换器(标准两线制:24V输入,4-20mA输出)。
3 注意事项3.1 位移传感器在安装前,用户不要擅自拆卸、改装(包括撕去商标、在轴与壳体上进行加工、松动螵钉、转动固紧环位置等)。
位移传感器在安装过程中,应轻拿轻放,以免碰坏引出端;3.2 位移传感器在接入线路时,应严格按照传感器上的示意图。
特别注意“2”端严禁接入输入电压,否则烧坏传感器基体和引线;3.3 通过位移传感器的电流推荐为2mA,最大不超过1OmA;3.4 位移传感器的外部接线应焊接在引出端的腰槽处,尽量不要焊在引出端的顶部。

位移传感器校准方法嘿,朋友们!今天咱就来讲讲位移传感器校准那点事儿。
咱就说这位移传感器啊,就像是咱的眼睛,得看得准才行呀!那怎么才能让它看得准呢?这就得校准啦!想象一下,你要去一个陌生的地方,要是没有个准确的地图指引,那不得迷路呀!位移传感器也是一样,要是不准,那得出多大乱子呀!校准的时候,可得细心点儿。
就好比你做饭,盐放多了太咸,放少了没味,得恰到好处。
先把传感器安装好,这就像给它找个安稳的家。
然后呢,根据它的说明书,一步一步来操作。
可别嫌麻烦,这就跟你整理房间似的,不认真整理,那还是乱糟糟的。
找个标准的测量工具来对比,就像是找个靠谱的朋友当裁判。
看看传感器测出来的和标准的差多少。
要是差得远了,那咱就得好好调整调整啦。
这调整也有讲究,不能大调也不能小调,得慢慢地、一点点地来。
就像你走路,走太快容易摔跟头,走太慢又耽误时间。
你说这校准重要不?那肯定重要啊!要是传感器不准,那后面的工作不都白干啦?好比你盖房子,基础没打好,那房子能结实吗?在这过程中,还得注意环境。
别在那种乱七八糟的地方校准,那能准吗?就像你在闹市读书,能读得进去吗?找个安静、稳定的环境,让传感器也能安心工作。
还有啊,别以为校准一次就一劳永逸了。
就像你身体得定期体检一样,传感器也得时不时地检查检查,看看它还准不准。
要是不准了,赶紧再校准。
校准位移传感器,虽然听起来有点麻烦,但这可是保证工作质量的关键呀!咱可不能马虎。
认真对待它,它才能好好为咱服务呀!总之,位移传感器校准这事,可大可小。
做好了,一切顺利;做不好,麻烦一堆。
所以,大家可得重视起来呀!别不当回事儿,到时候出了问题可别后悔哟!。
位移传感器的更换及如何标定
更换步骤:
1.在确认位移传感器损坏的情况下,通知调度室摘牌作业,通知相关设备人员
关闭截门,进行缷压.
2.确认缷压后,缷下位移传感器。
3.在允许停电的情况下,断开24电源,摘除接线,并记清线的颜色,以免接新
线时出现错误,烧毁位移传感器。
如果条件不允许停电,则要先摘除电源线,再摘除信号线。
(最好摘线时,留一段磁尺线,以为接线根据颜色可以判断,节省时间,提高正确率)
4.确认缸体已装磁环,换上新的位移传感器,进行接线,先接正负时钟,正负
数据线,然后接电源线。
接线完毕需重新确认接线正确性,确认后通知调度室,送电测试。
通常轧线所用位移传感器为六线制:
BN 棕色+24V
WH 白色0V
GY 灰色- data
PK 粉色+data
YE 黄色+clock
GN 绿色- clock
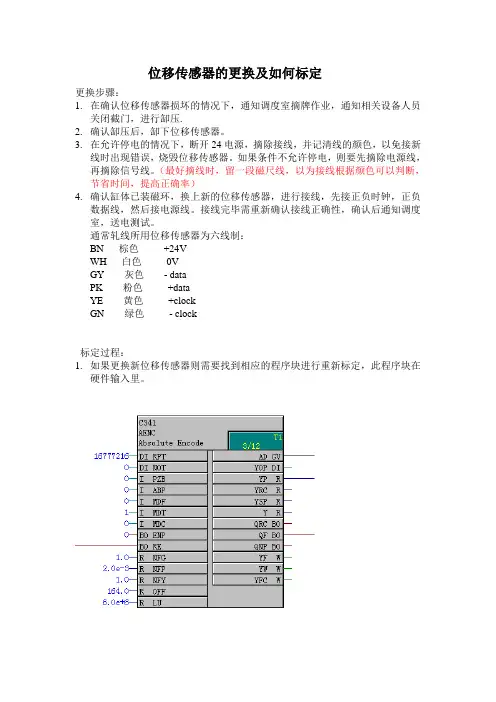
标定过程:
1.如果更换新位移传感器则需要找到相应的程序块进行重新标定,此程序块在
硬件输入里。
2.标定需要在线修改以下参数NFP , OFF
3.NFP参数为位移传感器的精度,在位移传感器说明书上即可读出
说明书上C所代表的数值即是位移传感器的精度。
例如:说明书上C所在位置注明为1,则需要将NFP值修改为5.0e-3,此值对应输出端YP应用单位为毫米,如果输出端YP用到的单位为米(具体单位要根据输出端YP连接到程序中的应用判断),则需要将5.0e-3改为5.0e-6
4.OFF值的修改需要根据量程范围确定
首先要判断位移传感器的零位,有的液压缸打到最大为0,有的液压缸打到最小为0.可以先把液压缸打到最大或最小时标定零位,然后打到相反的极限位置检查YP端显示值如果近似与量程极限,则标定完成,如果显示值为负数,则零位选择不正确,需重新判断最大还是最小时为零位。
零位的标定方法:
将液压缸打开到最大或最小,修改OFF值置0,将模块的输出YP端显示值复制到OFF中,这时YP端将显示近似为0。
例如量程为0—500mm的位移传感器,将液压缸打到最小时标定零位,然后将液压缸打到最大,YP端显示值为正数近似500,则说明标定正确完成;如果YP端显示值为负数,则需重新将液压缸打到最大时标定零位,然后将液压缸打到最小检测YP端显示值如果为正数近似500,则标定
注释:
精轧串辊缸位移传感器零位在中间位置,由设备插定位销确定,然后标定零位。