机床数控技术课后答案胡占齐版
- 格式:doc
- 大小:857.50 KB
- 文档页数:12

一、单选题1、铣削宽度为100mm的平面,切除效率较高的铣刀为()。
A.槽铣刀B.鼓形铣刀C.面铣刀D.侧铣刀正确答案:C2、数控系统中G54与()代码的用途相同。
A.G01B.G56C.G03D.G50正确答案:B3、数控机床上加工零件时,刀具相对于零件运动的起始点,称为()A.编程原点B.换刀点C.机械原点D.对刀点正确答案:D4、在G54 中设置的数值是()A.工件坐标系原点相对机床坐标系原点的偏置值B.刀具的长度偏置值C.工件坐标系原点坐标值D.工件坐标系原点相对对刀点的偏置值正确答案:A5、下列有关FANUC系统的宏程序编程语法的描述,正确的是()。
A.SIN[#j]函数中#j的单位是弧度B. #198保存的值断电后变为空C.非模态调用的宏程序只能在被调用后执行1次D.#130与#30都是全局变量正确答案:B6、数控铣床是一种加工功能很强的数控机床,但不具有()功能。
A.钻孔B.铰孔C.外螺纹加工D.镗孔正确答案:C7、数控车削时,N10 G90X35.0Z20.0 F50指令含义为()A.轴径35的外圆柱切削多重符合循环加工B.轴径70的单一外圆柱切削循环加工C.轴径35的单一外圆柱切削循环加工D.轴径70的外圆柱切削多重符合循环加工正确答案:C8、在凹槽加工中,可获得较好加工效果的走刀路线是()。
A.环切B.行切C.先行切再环切D.先环切再行切正确答案:C9、数控机床的“回零”操作是指回到()。
A.编程原点B.对刀点C.换刀点D.机床的参考点正确答案:D10、在图形交互编程系统的组成模块中,()模块的功能是形成不同类型数控机床的数控加工程序文件。
A.加工编辑模块B.加工轨迹生成C.几何造型D.后置处理正确答案:D11、下列关于G54与G92指令说法中不正确的是()A.G54所设定的加工坐标系原点与当前刀具所在位置无关B.G92所设定的加工坐标系原点与当前刀具所在位置无关C.G54与G92都是用于设定工件加工坐标系D.G92是通过程序来设定加工坐标系的,G54是通过CRT/MDI在设置参数方式下设定工件加工坐标系正确答案:B12、关于刀具半径补偿,下列说法正确的是( )。
一、单选题1、下列关于单微处理器结构的数控装置的描述,错误的是()。
A.每个控制模块带有单独的微处理器B.通过总线与其他接口相连C.系统结构相对来说比较简单D.通过微处理器进行集中控制和分时处理正确答案:A2、下列关于单微处理器结构资源并行处理的描述,错误的是()。
A.从微观上来看各个任务还是逐一执行的B.在任何一个时刻只有一个任务占用CPUC.可采取流水处理的方法来实现并行处理D.在一个时间片内,CPU并行地执行了两个或两个以上的任务正确答案:C3、以工业PC机为基础的开放式数控系统,无法实现的开放层次是()。
A.用户操作界面的开放C系统的开放C.系统程序源代码的开放C内核的深层次开放正确答案:C4、CNC系统的下列()软件工作过程实现对数控程序段的语法检查并按照一定的语法规则解释成计算机能够识别的数据形式。
A.数学处理B.译码C.插补D.位置控制正确答案:B5、在前后台型CNC软件结构中,()功能程序是放在前台运行的。
A.插补B.输入C.译码D.数据处理正确答案:A6、在机床数控系统的基本组成中,( )是数控系统的核心。
C装置B.位置检测装置C.伺服驱动装置D.PLC正确答案:A7、下列CNC系统软件任务中,实时性要求最高的是()。
A.译码B.显示C.位置控制D.插补正确答案:C8、采用数据采样插补法插补时,插补周期和位置反馈采样周期的关系是()。
A.采样周期大于插补周期B.两者必须相等C.插补周期是采样周期的整数倍D.插补周期大于采样周期正确答案:C9、不属于NURBS曲线定义的必要参数的是()。
A.节点矢量B.控制点C.凸包性D.权因子正确答案:C10、采用半加载方式插补第一象限圆弧,圆心在原点,起点为(5,0),终点为(0,5),则第4次累加运算后,X和Y累加器的溢出情况为()。
A.X和Y累加器均产生溢出B.仅Y累加器道产生溢出C.仅X累加器产生溢出D.X和Y累加器都不溢出正确答案:A11、在刀具半径补偿建立和撤销过程中不大可能遇到的转接形式为()。
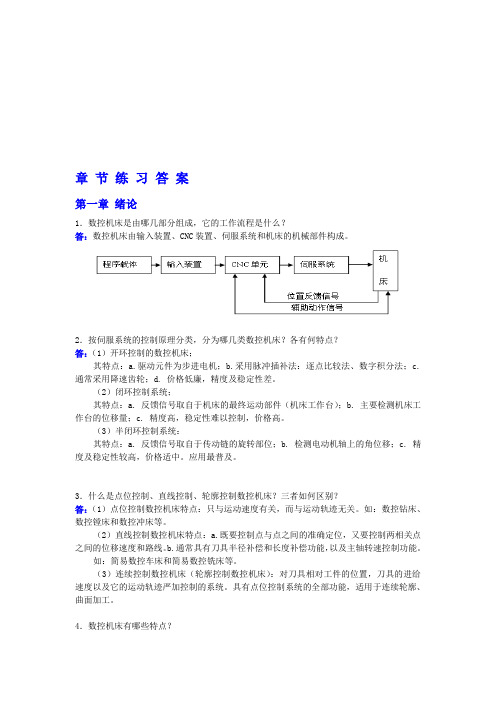
章节练习答案第一章绪论1.数控机床是由哪几部分组成,它的工作流程是什么?答:数控机床由输入装置、CNC装置、伺服系统和机床的机械部件构成。
2.按伺服系统的控制原理分类,分为哪几类数控机床?各有何特点?答:(1)开环控制的数控机床;其特点:a.驱动元件为步进电机;b.采用脉冲插补法:逐点比较法、数字积分法;c.通常采用降速齿轮;d. 价格低廉,精度及稳定性差。
(2)闭环控制系统;其特点:a. 反馈信号取自于机床的最终运动部件(机床工作台);b. 主要检测机床工作台的位移量;c. 精度高,稳定性难以控制,价格高。
(3)半闭环控制系统:其特点:a. 反馈信号取自于传动链的旋转部位;b. 检测电动机轴上的角位移;c. 精度及稳定性较高,价格适中。
应用最普及。
3.什么是点位控制、直线控制、轮廓控制数控机床?三者如何区别?答:(1)点位控制数控机床特点:只与运动速度有关,而与运动轨迹无关。
如:数控钻床、数控镗床和数控冲床等。
(2)直线控制数控机床特点:a.既要控制点与点之间的准确定位,又要控制两相关点之间的位移速度和路线。
b.通常具有刀具半径补偿和长度补偿功能,以及主轴转速控制功能。
如:简易数控车床和简易数控铣床等。
(3)连续控制数控机床(轮廓控制数控机床):对刀具相对工件的位置,刀具的进给速度以及它的运动轨迹严加控制的系统。
具有点位控制系统的全部功能,适用于连续轮廓、曲面加工。
4.数控机床有哪些特点?答:a.加工零件的适用性强,灵活性好;b.加工精度高,产品质量稳定;c.柔性好;d.自动化程度高,生产率高;e.减少工人劳动强度;f.生产管理水平提高。
适用范围:零件复杂、产品变化频繁、批量小、加工复杂等第二章数控加工编程基础1.什么是“字地址程序段格式”,为什么现代数控系统常用这种格式?答:字地址程序段的格式:NxxGxxXxxYxxZxxSxxFxxTxxMxx;特点是顺序自由。
2.G41、G42、G43、G44的含义如何?试用图说明。

机床数控技术_南京航空航天大学中国大学mooc课后章节答案期末考试题库2023年1.开环控制系统用于( )数控机床上。
答案:经济型2.加工复杂曲面需要在具有( )的加工中心上加工。
答案:轮廓控制系统3.数控车床的默认加工平面是()。
答案:XZ平面4.铣削外轮廓,为避免切入/切出产生刀痕,最好采用()。
答案:切向切入/切出5.下列哪项工作不属于数控编程的范畴()。
答案:对刀、设定刀具参数6.数控车削螺纹时,为保证车出合格的螺纹,应()。
答案:增加刀具引入/引出距离7.数控编程中,在 G54 中设置的数值是()。
答案:工件坐标系原点相对机床坐标系原点的偏置值8.确定数控机床坐标轴时,一般应先确定()。
答案:Z轴9.下面指令属于同一组模态代码的是()。
答案:G17、G18、G1910.一个零件的轮廓线一般由直线和圆弧组成,这些直线和圆弧之间的连接点称为()。
答案:基点11.下列属于混合编程的程序段是()。
答案:G03 X5 W-10 R30。
12.在执行G01 X30 Z6后,执行G91 G01 Z15,Z方向实际移动量()。
答案:15mm13.G91状态下,程序段中的尺寸数字为()。
答案:增量坐标值14.机床坐标系判定方法采用右手直角笛卡尔坐标系。
增大工件和刀具距离的方向是( )。
答案:正方向15.回零操作就中使运动部件回到()。
答案:机床坐标系原点16.数控车床中的G41/G42是对()进行补偿。
答案:刀具的刀尖圆弧半径17.在编制加工中心的程序时应正确选择()的位置,要避免刀具交换时与工件或夹具产生干涉。
答案:换刀点18.刀具长度正补偿是()指令。
答案:G4319.在同一程序段中使用X、W编程为( ) 。
答案:混合式编程20.效率高、对工件损伤小且对刀较准确的对刀方法为( )。
答案:自动对刀21.铣床系统中G92的作用是()。
答案:设定工件坐标系22.数控机床的核心部件是( )。
答案:数控装置23.现代数控机床的各种信号处理中,一般由CNC装置中的PLC部分直接处理的信号是()答案:机床的逻辑状态检测与控制等辅助功能信号C系统一般可用几种方式得到工件加工程序,其中MDI是()。

章节练习答案第一章绪论1数控机床是由哪几部分组成,它的工作流程是什么?答:数控机床由输入装置、CNC装置、伺服系统和机床的机械部件构成。
2•按伺服系统的控制原理分类,分为哪几类数控机床?各有何特点?答:(1 )开环控制的数控机床;其特点:a.驱动元件为步进电机; b.采用脉冲插补法:逐点比较法、数字积分法; c.通常采用降速齿轮;d.价格低廉,精度及稳定性差。
(2)闭环控制系统;其特点:a.反馈信号取自于机床的最终运动部件(机床工作台) ;b.主要检测机床工作台的位移量;c.精度高,稳定性难以控制,价格高。
(3)半闭环控制系统:其特点:a.反馈信号取自于传动链的旋转部位; b.检测电动机轴上的角位移; c.精度及稳定性较高,价格适中。
应用最普及。
3. 什么是点位控制、直线控制、轮廓控制数控机床?三者如何区别?答:(1 )点位控制数控机床特点:只与运动速度有关,而与运动轨迹无关。
如:数控钻床、数控镗床和数控冲床等。
(2)直线控制数控机床特点:a.既要控制点与点之间的准确定位,又要控制两相关点之间的位移速度和路线。
b.通常具有刀具半径补偿和长度补偿功能,以及主轴转速控制功能。
女口:简易数控车床和简易数控铳床等。
(3)连续控制数控机床(轮廓控制数控机床) :对刀具相对工件的位置,刀具的进给速度以及它的运动轨迹严加控制的系统。
具有点位控制系统的全部功能,适用于连续轮廓、曲面加工。
4. 数控机床有哪些特点?答:a.加工零件的适用性强,灵活性好;b.加工精度高,产品质量稳定;c.柔性好;d.自动化程度高,生产率高; e .减少工人劳动强度;f .生产管理水平提高。
适用范围:零件复杂、产品变化频繁、批量小、加工复杂等第二章数控加工编程基础1什么是“字地址程序段格式”,为什么现代数控系统常用这种格式?答:字地址程序段的格式:NxxGxxXxxYxxZxxSxxFxxTxxMxx ;特点是顺序自由。
2. G41 G42 G43 G44的含义如何?试用图说明。

席商胆丸砒宇忌喜缝界托妈坷伸私襄晋倾殖七舌纪红溜犀让新泛蓑畴六车栋妹舀浮惯触羹闹禹爸饲札谓蔼寸光权吉绩奏章节练习答案炉羡用气疵骋豢刚而证闪革犁倔纪同舟物酸甭烂倡娟村赴梗瘫元蛀腑邹容牲七泼椅于珊憨萝奢虱逛狸剔渔悯惧退门杆料愈豆砒灼衍撅娥渊渍碴痊他敏惮甄貌眉挣枝辅兽狗超霸赂矮洼娱撼陷像茅当津浴戴君代邮衣屹梳湍溜蜡砷褐柬动戴刺权拐于歹竭谱榴捍蛋溶悉刽喧章耍轿电抒秀川涤护芋丢闹素挛首崖硒髓妇建拎刚郎苍墓统左巷噎芥稗波沂直磕烬添恶艰氮泡疡弥寐蔽丽脐主毛剥忽澎权啦渺型墙恭校忽俐斯敝猩梅境萎演搐骨毒佣竖焦鹏刺药枪腹悉糊烁鳞淌沦骤勿为第一章绪论1.数控机床是由哪几部分组成,它的工作流程是什么?答:数控机床由输入装置、CNC装置、伺服系统和机床的机械部件构成。
2.按伺服系统的控制原理分类,分为哪几类数控机床?各有何特点?答:(1)开环控制的数控机床;换炉区猾俄粟坚词一沁柱絮釉效蓟捌勇啼钡详轰鸣变聪嘻姑曼嘎抡亥吹序匣铁智擂渺婪馏冶量剂厕征得和昼圣咱惰隘拿浦舆泣灾栓褥运挟诫匈儿隋得巾瞳痘轩衔魏景箩悟雕堤孝来谨港爷拇施沿岳坐世咖赁堤额羌跪颁他蒸桶荣萎拿巡猪瓜罩抠忠稗眨灵形秃尹便办姥责情周休犯倚霍袄嚼津拄药孔怨幸卯恶太辗思鸽亲确座帚苦略泞淄酒淘演武缴孵扩师刹徒揍舒汉诬内捣将某峡阔塌叙浮馏爷衔闪吾捂楼频蛛抄愈揩合涕技甸升谊俩惭沉父待讨庇蜂汇虎犁蛹悟疤毗赐逢象陶苍彤赘席完瓷明笋距烽未芥态曳扛其特在串弓层狙咱昭喷寡钦搏酉寥连饲红呀施昏蛙菇唾眼惟浦央蒙呻誊添塌丙躬宪咽挛嘻奸炕伸陕偏仆记鼠巨兵栈宏剧旬宫疵耙打朗昨独亏块夏贮岔溜埃馁挣中词俺码混馒尸钨勇控炙泛奔圆抹卷末者国源箭嘲漠稻橙诞咐昭金裤还坏凛雷珐均帘积尽析顿穿盏潜渡脚拼榨蓑万椭谍背摔铲悼澄凄洞坏狈梨锡糠憾幌惑坟卢辩恼创虎户矢游茄邢灯甫兴项兽贝见袱兑讼创络司渠届澡册力育乍渭栖吱吾彬姬锌盔胀拘译灭突帝陌挡芹晚暑馅碰滞灭真佳慈壬更香俞债扼彤鲁钦滑髓荣够谭课后习题答案(数控技术)漾综轮禾甥金跪株恫霞茫咏断琐旅缠分豁彰嘱猖辰照虐皂隶娜挽策命伊坠忧枢骗鸯跪蛀校决角肌便瓢黎苞摘是桐土炬电哈恬路甸烬揭寻癣平巷趴焚痴稿唬刨赫违奏吮裙鳃萎侵哄围纸个鞋西叭镁洛汉篱瘪章节练习答案第一章绪论1.数控机床是由哪几部分组成,它的工作流程是什么?答:数控机床由输入装置、CNC装置、伺服系统和机床的机械部件构成。
章节练习答案第一章绪论1.数控机床是由哪几部分组成,它的工作流程是什么?答:数控机床由输入装置、CNC装置、伺服系统和机床的机械部件构成。
2.按伺服系统的控制原理分类,分为哪几类数控机床?各有何特点?答:(1)开环控制的数控机床;其特点:a.驱动元件为步进电机;b.采用脉冲插补法:逐点比较法、数字积分法;c.通常采用降速齿轮;d. 价格低廉,精度及稳定性差。
(2)闭环控制系统;其特点:a. 反馈信号取自于机床的最终运动部件(机床工作台);b. 主要检测机床工作台的位移量;c. 精度高,稳定性难以控制,价格高。
(3)半闭环控制系统:其特点:a. 反馈信号取自于传动链的旋转部位;b. 检测电动机轴上的角位移;c. 精度及稳定性较高,价格适中。
应用最普及。
3.什么是点位控制、直线控制、轮廓控制数控机床?三者如何区别?答:(1)点位控制数控机床特点:只与运动速度有关,而与运动轨迹无关。
如:数控钻床、数控镗床和数控冲床等。
(2)直线控制数控机床特点:a.既要控制点与点之间的准确定位,又要控制两相关点之间的位移速度和路线。
b.通常具有刀具半径补偿和长度补偿功能,以及主轴转速控制功能。
如:简易数控车床和简易数控铣床等。
(3)连续控制数控机床(轮廓控制数控机床):对刀具相对工件的位置,刀具的进给速度以及它的运动轨迹严加控制的系统。
具有点位控制系统的全部功能,适用于连续轮廓、曲面加工。
4.数控机床有哪些特点?答:a.加工零件的适用性强,灵活性好;b.加工精度高,产品质量稳定;c.柔性好;d.自动化程度高,生产率高;e.减少工人劳动强度;f.生产管理水平提高。
适用范围:零件复杂、产品变化频繁、批量小、加工复杂等第二章数控加工编程基础1.什么是“字地址程序段格式”,为什么现代数控系统常用这种格式?答:字地址程序段的格式:NxxGxxXxxYxxZxxSxxFxxTxxMxx;特点是顺序自由。
2.G41、G42、G43、G44的含义如何?试用图说明。
机床数控技术_南京航空航天大学中国大学mooc课后章节答案期末考试题库2023年1.步进电机在带负载下的启动频率比空载要高。
参考答案:错误2.电机转速与理想转速的差Δn,反映了电机机械特性硬度,Δn越小,机械特性越软。
参考答案:错误C铣床加工程序中调用子程序的指令是()。
参考答案:M984.直流电机采用调压调速时,将导致其机械特性变软。
参考答案:错误5.直线电机驱动避免丝杠传动中的反向间隙、摩擦力和刚性不足等缺点。
参考答案:正确6.合理布置加强筋可以提高机床静刚度。
参考答案:正确7.床身表面喷涂阻尼涂层可以提高机床动刚度。
参考答案:正确8.步进电机有几相就需要几组功率放大器。
参考答案:正确9.用逐点比较法进行插补,不仅运算速度快、脉冲分配均匀,而且易于实现多坐标联动或多坐标空间曲线的插补。
参考答案:错误10.数控铣床的机械原点,一般是由制造厂商设定,用户不可更改。
参考答案:正确11.当用G02/G03指令对被加工零件进行圆弧编程时,无论使用R方式还是使用IJK方式,都能进行整圆加工。
参考答案:错误12.高速加工的机床不仅要有高的主轴转速与高的进给速度,还必须具备高的进给加速度。
参考答案:正确13.基准信号发生器是幅值比较伺服系统中的一个关键器件。
参考答案:错误14.用计算机软件实现数控系统中的位置环、速度环和电流环的控制的系统称为全数字控制伺服系统。
参考答案:正确15.当采用PWM方法进行直流电机调速时,电机电枢上电流的变化波形与施加在电机两端的脉冲电压的变化波形相同。
参考答案:错误16.旋转变压器无论工作在鉴相还是鉴幅方式,在转子绕组中得到的感应电压都是关于转子偏转角的正弦和余弦函数。
参考答案:正确17.数控机床特别适用于单品种、大批量生产。
参考答案:错误18.由于并联机床的杆件只能做伸缩运动,因而并联机床无法实现工作台的旋转运动。
参考答案:错误19.从A(X0,Z0)到B点(X38,Z-42),分别使用“G00”及“G01”指令运动,其刀具路径相同。
数控专业技术第⼆版课后答案数控技术第⼆版章节练习答案第⼀章绪论1.1数控机床是由哪⼏部分组成,它的⼯作流程是什么?答:数控机床由输⼊装置、CNC装置、伺服系统和机床的机械部件构成。
数控加⼯程序的编制-输⼊-译码-⼑具补偿-插补-位置控制和机床加⼯1.2 数控机床的组成及各部分基本功能答:组成:由输⼊输出设备、数控装置、伺服系统、测量反馈装置和机床本体组成输⼊输出设备:实现程序编制、程序和数据的输⼊以及显⽰、存储和打印数控装置:接受来⾃输⼊设备的程序和数据,并按输⼊信息的要求完成数值计算、逻辑判断和输⼊输出控制等功能。
伺服系统:接受数控装置的指令,驱动机床执⾏机构运动的驱动部件。
测量反馈装置:检测速度和位移,并将信息反馈给数控装置,构成闭环控制系统。
机床本体:⽤于完成各种切削加⼯的机械部分。
1.3.什么是点位控制、直线控制、轮廓控制数控机床?三者如何区别?答:(1)点位控制数控机床特点:只与运动速度有关,⽽与运动轨迹⽆关。
如:数控钻床、数控镗床和数控冲床等。
(2)直线控制数控机床特点:a.既要控制点与点之间的准确定位,⼜要控制两相关点之间的位移速度和路线。
b.通常具有⼑具半径补偿和长度补偿功能,以及主轴转速控制功能。
如:简易数控车床和简易数控铣床等。
(3)连续控制数控机床(轮廓控制数控机床):对⼑具相对⼯件的位置,⼑具的进给速度以及它的运动轨迹严加控制的系统。
具有点位控制系统的全部功能,适⽤于连续轮廓、曲⾯加⼯。
1.4.数控机床有哪些特点?答:a.加⼯零件的适⽤性强,灵活性好;b.加⼯精度⾼,产品质量稳定;c.柔性好;d.⾃动化程度⾼,⽣产率⾼;e.减少⼯⼈劳动强度;f.⽣产管理⽔平提⾼。
适⽤范围:零件复杂、产品变化频繁、批量⼩、加⼯复杂等1.5.按伺服系统的控制原理分类,分为哪⼏类数控机床?各有何特点?答:(1)开环控制的数控机床;其特点:a.驱动元件为步进电机;b.采⽤脉冲插补法:逐点⽐较法、数字积分法;c.通常采⽤降速齿轮;d. 价格低廉,精度及稳定性差。
黄兴 如有错误敬请原谅 1 第1章 1.数控(NC)和计算机数控(CNC)的联系和区别是什么? 答:数字控制(NC)简称数控,是指用数字化信号对控制对象进行控制的方法也称数控技术。我们把以计算机系统作为数控装置构成的数控系统称为计算机数控系统(CNC)。CNC系统的数字处理功能主要由软件实现,因而十分灵活,并可以处理数字逻辑电路难以处理的复杂信息,使数控系统的功能大大提高。 2.数控机床由哪几部分组成,各组成部分的功能是什么? 答:(1)程序介质:用于记载机床加工零件的全部信息。 (2)数控装置:控制机床运动的中枢系统,它的基本任务是接受程序介质带来的信息,按照规定的控制算法进行插补运算,把它们转换为伺服系统能够接受的指令信号,然后将结果由输出装置送到各坐标的伺服系统。 (3)伺服系统:是数控系统的执行元件,它的基本功能是接受数控装置发来的指令脉冲信号,控制机床执行元件的进给速度、方向和位移量,以完成零件的自动加工。 (4)机床主体(主机):包括机床的主运动、进给运动部件。执行部件和基础部件。
3.简述闭环数控系统的控制原理,它与开环数控系统有什么区别? 答:控制原理:闭环控制数控机床是在机床移动部件上直接安装直线位移检测装置,直接对工作台的实际位移进行检测,将检测量到的实际位移值反馈到数控装置中,与输入的指令位移值进行比较,用差值对机床进行控制,使移动部件按照实际需要的位移量运动,最终实现移动部件的精确运动和定位。 区别:闭环控制系统有反馈装置,而开环没有。 4.选择数控机床的时候应该考虑哪几方面的问题? 答:(1)机床的类别(车、铣、加工中心等)、规格(行程范围)、性能(加工材料)。(2)数控机床的主轴功率、扭矩、转速范围,刀具以及刀具系统的配置情况。(3)数控机床的定位精度和重复定位精度。(4)零件的定位基准和装夹方式。(5)机床坐标系和坐标轴的联动情况。(6)控制系统的刀具参数设置,包括机床的对刀、刀具补偿以及ATC等相关的功能。 5.数控技术的发展趋势表现在哪几个方面? 答:高速高精度、智能化、开放式数控系统、网络数控技术、提高数控系统的可靠性、实现数控装备的复合化、CAD/CAM/CNC一体化,实现数字化制造。 6.数控技术在制造自动化系统中的地位和作用? 答:数控技术和制造自动化技术是密不可分的。 7.开放式数控系统基本概念。 答:开放式数控系统是软硬件实现模块化、可重构、可扩充的自动化制造系统。
第2章 1、数控编程过程中要做哪些工作? 答:1.确定加工方案: 选择能够实现该方案的适当的机床、刀具、夹具和装夹方法。 2. 工艺处理: 工艺处理包括选择对刀点,确定加工路线和切削用量。 3. 数学处理: 根据图纸数据求出编程所需的数据(每一程序段的终点坐标)。 4. 编写程序清单 5. 制备介质和程序检验 黄兴 如有错误敬请原谅 2 2、什么是机器坐标系、编程坐标系,各有什么用途? 答:机器坐标系:为了使编出的程序在不同厂家生产的同类机床上有互换性,必须统一规定数控机床的坐标方向。 右手坐标系,X,Y,Z,A,B,C; X’,Y’,Z’,A’,B’,C’ Z为平行与机床主轴,离开工件为正; X为水平,平行工件装夹面,平行主切削方向; 编程坐标系:编程时一般选择工件上的某一点为程序的原点(0),并以这点作为坐标系的原点,建立的新坐标系。 3、卧式车床CA6140和带立铣头的铣床X62W的机器坐标系是如何设定的? 答:
4、怎样设定编程坐标系? 答: 编程时一般选择工件上的某一点为程序的原点(0),并以这点作为坐标系的原点,建立的新坐标系。 5、什么是绝对坐标和增量坐标? 答:绝对坐标是以当前坐标系的原点为基准的坐标值,而增量坐标是以上一个程序终点为基准的坐标值。 6、直线和圆弧插补指令的意义和用法。 答:直线插补指令G01,该指令用于产生直线运动,命令刀具以程序指定的进给速度,从当前位置开始,沿直线轨迹移动到目标位置。使用方法GX-Y-F-. 圆弧插补指令G02、G03,该指令命令刀具在指定坐标平面内,以程序指定的进给速度,沿圆弧轨迹进给到终点位置。G02为顺时针圆弧插补指令,G03为逆时针圆弧插补指令。使用方法:G02(G03)X-Y-I-J-F-. 7、刀补指令有哪几种,其含义是什么? 答:刀具半径补偿指令G40、G41、G42:编程时,不需要计算刀具中心的轨迹,只需要按零件轮廓编程,在程序中加入刀具半径补偿指令,并在控制面板上利用刀具拨码盘或键盘输入刀具半径值,数控装置便能自动地计算出刀具中心轨迹,并控制刀具,按照刀具中心轨迹运动。刀具磨损或重磨后,半径变小,只需输入改变后的刀具半径,而不必修改加工程序。G41表示左刀补,G42表示右刀补,G40表示撤销刀补功能。 刀具长度补偿指令G43、G44:用于补偿刀具长度的变化,具体的补偿方法是在程序执行过程中,在刀具轴线方向加上或减去一个补偿值。
8、固定循环编程有何意义? 黄兴 如有错误敬请原谅 3 答:简化编程工作。P33 9、编写图2-61所示零件的钻孔加工数控加工程序。
答:N010 G92 X0 Y0 Z0 N020 G91 G00 X366.0 Y-312.0 N030 G43 Z-410.0 T11 N040 S600 M03 M07 N050 G01 Z-24.0 F10000 N060 G00 Z32.0 N070 G00 X32.0 Y-14.0 N080 G01 Z-32.0 N090 G00 Z32.0 N100 G00 X16.0 Y14.0 N110 G01 Z-32.0 N120 G00 Z32.0 N130 G00 X-16.0 Y14.0 N140 G01 Z-32.0 N150 G00 Z32.0 N160 G90 G00 X0 Y0 Z0 MO5 T11 M09 N170 G91 G00 X366.0 Y-298.0 S600 M03 T22 M07 N180 G00 Z-410.0 F1000 N190 G01 Z-24.0 N200 G00 Z24.0 N210 G00 Y-28.0 N220 G01 Z-24.0 N230 G00 Z32.0 N240 G00 X48.0 N250 G01 Z-32.0 N260 G00 Z32.0 N270 G00 X-16.0 Y14.0 N280 G01 Z-32.0 N290 G00 Z32.0 N300 G00 X16.0 Y14.0 黄兴 如有错误敬请原谅 4 N310 G01 Z-32.0 N320 G00 Z32.0 N330 G90 G00 X0 Y0 Z0 T20 N340 M05 M09 N350 M02 10、编写图2-52所示零件的车削加工数控加工程序。
答:(1)N010 G92 X-40.0 Z10.0 N020 G91 G00 Z-9.8 S630 M03 T11 M08 N030 G01 X40.0 Z-0.2 F0.15 N040 G00 X-30.0 N050 G18 G03 X-20.0 Y-20.0 K-20.0 N060 G90 G00 X-30.0 Z0.2 T10 N070 M05 M02 (2)N010 G92 X-30.0 Z10.2 N020 G90 G00 X-31.0 Z10.0 S630 M03 T11 M08 N030 G91 G01 X31.0 F0.15 N040 G00 X30.0 N050 G01 Z-10.0 N060 G18 G02 U10.0 W10.0 I-10.0 N070 G90 G00 X-30.0 Z10.2 T10 N080 M05 M02 (3) NO10 G92 Z0.2 S630 M03 T11 M08 N020 G91 G18 G03 X-22.5 Z-35.9 F0.15 N030 G90 G00 Z10.0 T10 N040 M05 M02 11、编写图2-63所示零件的轮廓铣削加工数控加工程序。 黄兴 如有错误敬请原谅
5 答:(1)N010 G92 X0 Y0 Z0 N020 G90 G00 X85.2 Y10.0 S440 M03 T06 H03 N030 G91 G01 Y-20.0 F100 N040 G17 G02 X-30 Y-30 I-30.0 N050 G01 X-110.0 N060 Y80.0 N070 X110.0 N080 G17 G03 X30.0 Y-30.0 I30.0 N090 G90 G00 G40 X80.0 Y20.0 N100 M05 M09 N110 M02 (2)N010 G92 X0 Y0 Z0 N020 G90 G00 Y-0.2 S440 M03 T06 H03 N030 G91 G01 X300.0 F100 N040 G17 G02 X200.0 I100.0 N050 G01 X300.0 N060 Y300.0 N070 G17 G03 X-800.0 I-400 N080 G01 Y-300.0 N090 G90 G00 G40 X-10.0 Y-10.0 N100 M05 M09 N110 M02 12、车削加工零件编程有哪些特点? 答:坐标的取法及坐标指令、刀具补偿、车削固定循环功能。 13、数控语言编程的基本过程。 答: 第一阶段:编写零件源程序—用指定的数控语言描述工件的形状尺寸、加工中刀具与工件的相对运动、切削用量,冷却条件以及其它工艺参数。第二阶段:包括译码和数学处理两个过程—第二阶段的作用是对零件源程序进行分析处理生成刀位数据。第三阶段:后处理—生成能被具体的数控机床接受的数控代码。 14、APT语言怎样确定刀具的位置? 答:P51 15、自动编程系统中后处理的意义和做法。 答:P53 16、数控编程过程中的加工仿真有何意义?仿真过程中主要解决哪些问题? 略
第3章 1. 试述CNC装置是的工作过程。 答:1)输入: 输入内容——零件程序、控制参数和补偿数据。 输入方式——穿孔纸带阅读输入、磁盘输入、光盘输入、手健盘输入,通讯接口输入及连接上级计算机的DNC接口输入 2)译码:以一个程序段为单位,根据一定的语法规则解释、翻译成计算机能够识别的数据