NILES普通磨齿机的数控技术(图)
- 格式:docx
- 大小:57.40 KB
- 文档页数:6

contents •数控技术概述•数控机床结构与分类•数控编程基础•数控加工工艺与刀具选择•数控机床操作与维护•数控技术发展趋势与展望目录01数控技术概述数控技术的定义与发展数控技术的定义采用数字化信息对机床运动及其加工过程进行控制的技术。
数控技术的发展历程从手动控制到数字控制,经历了多个阶段的发展,包括电子管、晶体管、集成电路、计算机等技术的应用。
数控技术的现状与趋势当前数控技术已经广泛应用于制造业各个领域,未来将继续向智能化、高精度、高效率等方向发展。
数控系统的组成与工作原理数控系统的组成01数控系统的工作原理02数控系统的特点03机械制造领域航空航天领域汽车制造领域其他领域数控技术的应用领域02数控机床结构与分类为确保加工精度和稳定性,数控机床采用高刚度材料和结构。
通过先进的制造工艺和装配技术,实现高精度加工。
采用高性能伺服驱动系统和高速主轴,提高加工效率。
配备自动换刀装置、自动排屑装置等,实现自动化加工。
高刚度高精度高速度高自动化按工艺用途分类按运动方式分类按伺服系统类型分类常见数控机床类型介绍数控车床数控铣床加工中心数控磨床03数控编程基础数控编程的概念是将零件的加工信息,按照数控系统规定的代码和格式,编制成加工程序文件,并输入到数控装置中,由数控装置控制机床进行自动加工的过程。
0203分析零件图样和工艺要求确定加工方案数控编程的步骤01选择合适的数控机床选择合适的刀具、夹具和量具编制加工程序01 02 03机床坐标系工件坐标系用于控制机床的直线插补、圆弧插补等加工动作。
M指令用于控制机床的辅助功能,如换刀、冷却液开/关等。
G指令VSS指令01F指令02T指令03数控编程的常用指令与格式地址符+数字程序段格式一个完整的程序段由若干个字组成,每个字由地址符和数字组成,程序段结束以分号或回车符表示。
04数控加工工艺与刀具选择先进行粗加工,再进行精加工,逐步提高加工精度。
先粗后精原则一次装夹原则工序集中原则基准统一原则尽可能在一次装夹中完成多道工序,减少装夹次数,提高加工效率。
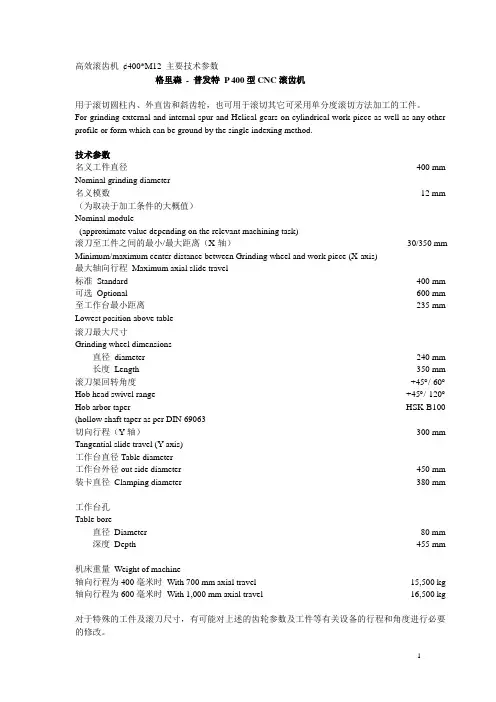
高效滚齿机¢400*M12 主要技术参数格里森- 普发特P 400型CNC滚齿机用于滚切圆柱内、外直齿和斜齿轮,也可用于滚切其它可采用单分度滚切方法加工的工件。
For grinding external and internal spur and Helical gears on cylindrical work piece as well as any other profile or form which can be ground by the single indexing method.技术参数名义工件直径Nominal grinding diameter400 mm名义模数(为取决于加工条件的大概值)Nominal module(approximate value depending on the relevant machining task)12 mm滚刀至工件之间的最小/最大距离(X-轴)Minimum/maximum center distance between Grinding wheel and work piece (X-axis)30/350 mm 最大轴向行程Maximum axial slide travel标准Standard 可选Optional 400 mm 600 mm至工作台最小距离Lowest position above table235 mm滚刀最大尺寸Grinding wheel dimensions直径diameter 240 mm 长度Length 350 mm滚刀架回转角度Hob head swivel range+45︒/-60︒+45︒/-120︒Hob arbor taper(hollow shaft taper as per DIN 69063HSK-B100 切向行程(Y-轴)Tangential slide travel (Y-axis)300 mm 工作台直径Table diameter工作台外径out side diameter 装卡直径Clamping diameter 450 mm 380 mm工作台孔Table bore直径Diameter 80 mm 深度Depth 455 mm机床重量Weight of machine轴向行程为400毫米时With 700 mm axial travel 轴向行程为600毫米时With 1,000 mm axial travel 15,500 kg 16,500 kg对于特殊的工件及滚刀尺寸,有可能对上述的齿轮参数及工件等有关设备的行程和角度进行必要的修改。
数控磨齿机操作规程1、操作者必须熟悉本设备结构性能,传动原理以及加工应用程序,经考试合格取得操作证后方可独立操作。
2、操作者要认真做到“三好”(管好、用好、修好)“四会”(会使用、会保养、会检查、会排除故障)。
3、操作者必须遵守使用设备的“五项纪律”和维护设备的“四项要求”的规定。
4、操作者要随时按照“巡回检查内容”的要求对设备进行检查。
5、严格按照设备用油要求进行加油,做到润滑“五定”(定时、定点、定量、定质、定人)。
6、严禁移动或损坏机床上的警示标牌。
7、多人操作时,相互间应协调一致。
8、严禁超负荷、超规范使用设备。
9、当设备停机八小时以上,应先启动机床液压润滑5—10分钟,然后再用手动方式运转各运动轴,查看各部运转是否正常;确认运转正常、润滑良好、无任何报警、方能开始工作。
10、未经许可禁止打开电控柜。
11、禁止在设备上堆放杂物、工具和附件,严禁用撞击方式进行工件找正。
12、禁止用手或其它任何方式接触正在旋转的主轴、工件或其它运动部位。
13、禁止进行尝试性操作,禁止加工过程中变速。
14、工作中注意防止冷却液混入液压系统,防止棉纱等废弃物掉入机床内部。
15、装卸和测量工件时,必须将砂轮主轴退离到安全位置。
16、执行测量程序时,务必再次确认测量参数的准确性。
17、合理选用砂轮和设定磨削参数。
18、更换砂轮时,必须严格检查,防止砂轮有裂纹,必要时须进行静平衡。
19、安装砂轮时内孔与法兰盘径向间隙要均匀,两侧垫好0.5至2mm纸板,紧固螺钉时用力要均匀、合适,严禁用力过猛或敲击。
20、砂轮修整前,必须再次核对相关参数,准确无误后方能加工。
21、砂轮靠近工件时不准用自动进给;砂轮未离开工件前不准停车。
22、使用手轮或快速移动方式移动各轴时,一定要看清各轴方向`“+、-”号标牌后再移动。
移动时先慢转手轮观察机床移动方向无误后方可加快移动速度。
23、启动程序刚开始工作时,右手作好按程序停止按钮的准备,程序在运行当中手不能离开程序停止按钮,如有紧急情况立即按下程序停止按钮。

YK7236A数控蜗杆砂轮磨齿机精品推介K7236A数控蜗杆砂轮磨齿机YK7236A数控蜗杆砂轮磨齿机是集蜗杆磨齿机二十年的研究经验在YK7232数控蜗杆砂轮磨齿机的基础上开发的新一代数控蜗杆砂轮磨齿机.机床特点连续展成磨削原理类似滚削法的连续展成磨削结合数控同步传动,使机床具备高效率和高精度的特征.合理的结构设计.集合了长期设计制造技术和研究经验结合近期的先进技术,保证了各部件结构的合理性.数控同步传动砂轮旋转轴工件旋转轴工件径向进给轴工件切向进给轴和工件轴向运动轴可进行同时联动磨削,可完成分齿传动,轴向差动,切向差动,齿向修形等动作.连续位移磨削工件切向进给轴和工件旋转轴联动时处于连续位移状态象连续砂轮修整一样在磨削进程中砂轮始终处于新修过的表面从而提高磨削效率..98.第1o期数控机床市场齿形齿向修形齿形修形可根据用户要求制成专用金钢石滚轮,齿向修形可通过CNC控制工件径向进给轴和工件轴向进给轴联动修成所需形状.操作方便所有加工数据可用参数输入CNC系统.具有手动磨削和自动磨削循环选择宽砂轮和切向位移运动保证了同-~LI;工件磨削的精度和一致性. 砂轮自动修整可使用钝的砂轮自动修整,提高机床的自动化程度.自动吹气磨削完可对工件进行吹气清洁以减少冷却油对地面的污染.(此项为选供配置)自动对刀与余量分配可实现机床自动对刀,提高效率,并实现磨削余量均匀分配.(此项为选供配置)砂轮修整自动进给可使用钝的砂轮自动修整提高机床的自动化程度.主要技术参数型号YK7236A顶圆直径36Omm齿数12-256模数1-6ram螺旋角O一士45.最大磨削行程200mm最大工件重量60kg砂轮直径400—320mm砂轮转速11OO一1650rpm最大磨削速度35m/s控制系统NUM1050。
基金项目:国家科技重大专项(2014ZX04001-191);秦川机床工具集团股份公司科研项目(科研工作令2014G-科研-035号)收稿日期:2016年1月大型齿轮磨削装备的关键技术郭召秦川机床工具集团股份公司 引言目前,我国正在大力发展海洋资源勘探装备、大型舰艇、风电、核电、高速机车、航空航天、军工、大型工程机械等新兴产业。
这些行业要求齿轮传动在高速、重载、冲击多变及恶劣工况下具有高可靠性、长寿命、高传动效率和低噪音的工作性能。
大型、高精度硬齿面齿轮是重型机械传动行业中关键的动力传动元件,这些行业的快速发展造成对大型齿轮磨削装备的需求扩大。
大型磨齿装备概况传统的大型齿轮精密磨削加工多采用锥面砂轮磨齿机展成磨削,砂轮和工件齿面为点接触,工件分度运动采用蜗轮副单齿分度,加工效率低,上世纪90年代逐渐被淘汰。
德国KAPP公司在20世纪80年代初,开发了应用CBN砂轮的成形磨齿机,由于CBN砂轮万能性差,制造价格昂贵,没有得到普及推广。
到20世纪90年代末期,随着计算机技术及数控技术发展成熟,德国NILES及Pfauter、意大利Sampustensili等多家公司相继推出应用可修整普通砂轮的数控成形砂轮磨齿机。
机床操作界面实现人机对话,用户仅需输入磨削齿轮参数,即可完成成形砂轮截形计算及修整,实现工件自动循环磨削。
近年来,大型数控成形磨齿机发展呈现出以下特点:机床集成了在机测量、磨削自动对刀、磨削余量自动分配、磨削状态实时监测、砂轮在机动平衡等先进技术,机床加工精度达到GB/T10095.1-20083级精度,更符合大型、精密齿轮的加工需求。
主要的齿轮机床制造商均针对大型齿轮的加工提出各自的解决方案。
(1)德国KAPP-NILES德国卡帕集团拥有ZE系列、ZP系列、ZPI系列、ZPB系列多款大型磨齿机,为用户提供大型齿轮加工方案。
齿轮最大加工直径8m,最大模数40mm。
NILES磨齿机的特点是采用模块化设计,加工直径1m齿轮的机床与加工直径8m齿轮的机床采用同一磨削功能模块,仅在机床转台和床身长度上有区分。
复杂修形齿轮精密数控加工关键技术与装备研究内容齿轮作为机械传动中不可或缺的元件,其精密加工对于提高机械传动效率和可靠性至关重要。
而复杂修形齿轮则是一种具有特殊形状的齿轮,其加工难度更大,对于加工技术和装备的要求也更高。
本文将探讨复杂修形齿轮精密数控加工的关键技术与装备研究内容。
一、数控加工技术在复杂修形齿轮加工中的应用数控加工技术是现代制造业中的重要技术手段,其在复杂修形齿轮加工中的应用可以大大提高加工精度和效率。
数控加工技术通过计算机控制加工设备的运动轨迹和加工参数,实现对复杂修形齿轮的精密加工。
其中,数控车床和数控磨齿机是常用的数控加工设备。
二、复杂修形齿轮加工的关键技术1. 齿轮加工仿真技术齿轮加工仿真技术可以通过计算机模拟齿轮加工过程,预测加工误差和变形情况,从而优化加工方案和减少加工试验。
在复杂修形齿轮加工中,齿轮加工仿真技术可以帮助确定合适的刀具路径和切削参数,提高加工精度和效率。
2. 刀具磨制技术复杂修形齿轮的加工需要使用特殊形状的刀具,而刀具的磨制对于加工质量和效率有着重要影响。
刀具磨制技术需要考虑刀具的形状、刃磨角度和刃磨精度等因素,以确保刀具能够准确地复制齿轮的形状。
3. 加工参数优化技术复杂修形齿轮的加工参数优化是提高加工精度和效率的关键。
通过对加工参数进行优化,可以减少加工误差和变形,提高齿轮的精度和表面质量。
加工参数优化技术需要考虑切削速度、进给速度、切削深度等因素,并结合数控加工设备的特点进行调整。
三、复杂修形齿轮精密数控加工装备的研究内容1. 数控车床数控车床是复杂修形齿轮加工中常用的加工设备之一。
其研究内容包括数控系统的开发和优化、刀具刃磨装置的设计和改进、加工参数的优化等。
数控车床的研究旨在提高加工精度和效率,满足复杂修形齿轮的加工需求。
2. 数控磨齿机数控磨齿机是复杂修形齿轮加工中另一种常用的加工设备。
其研究内容包括磨齿机床结构的改进和优化、磨削工艺的研究和改进、磨削刀具的设计和制造等。
摘要:本文介绍了用NUM1040数控系统对NILES ZSTZ315/630 C3磨齿机进行数控
化改造的方案和相应设计内容。
1. 引言
我公司从原东德进口的几台ZSTZ315/630 C3磨齿机,加工精度好,效率高。但由于是七十
年代设计的产品,电气控制采用继电器逻辑,不仅体积大,结构复杂,维修困难,特别是
经过近二十年的使用,备件耗尽,继电器触点损坏严重,近几年故障率高。由于润滑充分,
该机床的导轨,丝杠,丝母,滑台及工作台的蜗轮蜗杆等磨损不大,机床机械精度保持较
好。最近我们用NUM1040数控系统和相应的驱动及伺服电机对分度工作台1、X轴进行了
数控化改造,机械上取掉了所有挂轮,不仅操作简单,还提高了传动精度。电气控制全部
用PLC代替原来的继电器逻辑,简化了电路结构。经检测加工出的齿轮累积误差达到
0.0052mm,齿距偏差0.0038mm,6齿距差0.0046mm,径跳0.009mm,加工工件精度一致
性好,改造取得完全成功。
2. 数控改造方案
ZSTZ315/630 C3磨齿机的主要参数如下:
工作台直径:315mm/630mm工作台承载:200kg/400kg
X轴行程:360mm 砂轮磨削角:14~26度
滑座冲程长度:20~225mm冲程次数:75~315/Min
原机床的运动通过各类机械传动来完成,分度工作台(B轴)和X轴根据加工齿轮的大小,
模数和齿数使用三级挂轮实现展成磨削运动。改造后X和B轴伺服电机轴分别通过连轴器
直接与各自丝杠连接,取消挂轮减小传动误差。为了降低改造成本,缩短改造周期,经过
研究论证,确定数控化改造方案如下:
(1)用NUM1040数控系统对磨削加工的展成运动进行控制,用交流数字驱动模块MDLA
和BPH伺服电机驱动X和B轴,利用电机内置3072线编码器组成半闭环控制。运用数控
系统对X和B二轴联动和插补运算完成各种齿轮型面的加工。
(2)利用NUM1040系统内置的PLC功能模块对机床操作、液压、冷却、润滑、砂轮起/
停和滑台冲程等实现控制,取代了原机床的继电器逻辑线路,提高了机床稳定性和可靠性。
(3)保留原机床砂轮修整器的机械部分,将原来砂轮修整用的直流电机改为3 x 380V,
1200R/Min,30W 的交流微型电机,增加一个小型换相接触器即可实现修整1和修整2的
功能。
(4)保留砂轮驱动电机和滑台冲程电机,液压,润滑和冷却部分不变。
3. 数控系统的配置
(1)CNC硬件模块的组成
NUM1040是集CNC、PLC于一体的全功能数控系统,能控制1-6个轴(4轴插补),基本
配置的输入/输出点数是64I/48O(可扩展为256I/O),1-3个手轮,8.4寸液晶彩显。能实
现从刀具轨迹控制到外部设备的监控。 CNC系统硬件采用了CMOS电路,光纤通讯技术
及模块化设计思想,减少了系统和外界的连线,提高了整个机床电气系统的可靠性。系统
主要由电源、CNC、驱动模块组成。系统软件具有开放性和友好界面,可提供帮助性编程
方式和强大的通信功能,完善的丝杠螺距误差补偿和多种插补方式,用户可以方便地根据
加工特性需要编写自己的固定循环。系统的硬件配置如下:
(2)PLC程序的模块化设计
NUM数控系统为内置式PLC结构,本机床外加二块32输入/24输出(输出带继电器,每
只继电器有动合/动开触点各2对)I/O扩展板。采用梯形图编程语言,模块化程序设计,
根据控制功能PLC程序编写成多个模块,每一个模块完成指定功能,各功能模块统一由主
任务模块循环调用。这样设计的程序可读性强,逻辑控制可靠性高。主要模块有:
%INI—系统初始化模块:完成控制系统参数的设置与优化检查。I/O端口、定时器、计数
器预置。堆栈、数据保护区、数据交换区的起始地址及容量的确定等。
%TS—主任务模块:完成对各功能模块% FP的循环调用。
%TP1~n—功能模块:处理与CNC的数据交换;伺服轴进给控制;功能代码处理,砂轮修
整控制;滑台运动控制;操作面板处理,报警文本处理等。
%TH—中断处理模块:实时处理随机事件。
PLC控制程序流程图如下:
4. 结束语
该磨齿机床主要用于磨削渐开线圆柱型齿轮。采用展成 — 分度原理磨削渐开线齿形,用锥
形砂轮按齿条和齿轮啮合原理生成渐开线齿廓。X和B两个数控轴合成实现展成运动,在
展成运动的同时,旋转的砂轮连同滑台一起沿齿向往复运动,一次展成循环过程,生成一
个渐开线齿面。
工作台是数控回转运动,当展成到分度位置时,砂轮自动退回脱离与工件的接触,工件分
度到下一个齿槽,分度的大小和精度由控制系统确定。对不同大小、模数和齿数的齿轮,
数控系统自动计算,控制展成和分度运动。
该机床改造以来,因为提高了机械传动精度,加之合理使用间隙和螺距误差补偿能力,工
件加工精度和工作效率有所提高。机床性能稳定可靠,运行以来未发生重大故障,据初步
统计,故障率较改造前降低80%以上。