电脑横机织针规格20111101
- 格式:xls
- 大小:52.00 KB
- 文档页数:4


德国斯托尔电脑横机的分类2007年8月20日本网整理一、基本型1、基本型CMS 302 TC* 2,3 或 4 编织系统* 工作幅宽: 50 英寸(127厘米)* 针距从E5 到E18* 可经济地和灵活地进行小批量生产* 可生产全成形衣物的配件和作打版之用2、基本型CMS 303 TC* 2,3 或 4 编织系统* 工作幅宽: 50 英寸(127厘米)* 针距从E5到E18* 可经济地和灵活地进行小批量生产* 可生产全成形衣物的配件和作打版之用.3、基本型CMS 304 TC* 2,3 或 4 编织系统* 工作幅宽: 50 英寸(127厘米)* 针距从E5 到E18* 可经济地和灵活地进行小批量生产* 可生产全成形衣物的配件和作打版之用4、基本型CMS 311 TC-L* 2个单编织系统* 工作幅宽:72 英寸(183厘米)或2 x 34 英寸(86厘米)* 针距从E5 到E18* 以串联方式可同时编织两片衣领或袖子* 把两个系统并联在一起可编织需要裁剪的服装把两个系统在串联或并联之间互相转换非常容易5、基本型CMS 311 TC-L* 2个单编织系统* 工作幅宽:72 英寸(183厘米)或2 x 34 英寸(86厘米)* 针距从E5 到E18* 以串联方式可同时编织两片衣领或袖子* 把两个系统并联在一起可编织需要裁剪的服装把两个系统在串联或并联之间互相转换非常容易6、基本型CMT 211* 包括半提花配置* 2个单编织系统* 工作幅宽:84 英寸(213厘米) 或 2 x 38 英寸(96厘米)* 针距从E10 到E18* 适合编织衣领、装饰和披肩* 也适合编织裁剪的服装或衫身有简单的花型(包括绞花)* 产量非常高,可高达每小时100 衣领CMT 211 特点:* 带有半提花配置* 可产生非常好的织边和一流的线圈* 有高质量的织针和沉降片–度目与其它的CMS横机一样* 利用设在机器旁的简单计算机,清晰的显示屏来编写程序或改变机器内的参数最高编织速度可达每秒 1.4 米- 快速动作可达每秒 1.5 米。
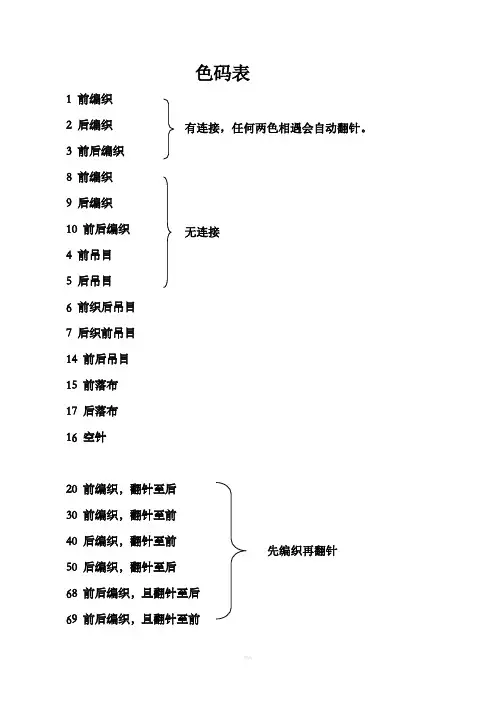
色码表1 前编织2 后编织3 前后编织8 前编织9 后编织10 前后编织4 前吊目5 后吊目6 前织后吊目7 后织前吊目14 前后吊目15 前落布17 后落布16 空针20 前编织,翻针至后30 前编织,翻针至前40 后编织,翻针至前50 后编织,翻针至后68 前后编织,且翻针至后69 前后编织,且翻针至前先编织再翻针有连接,任何两色相遇会自动翻针。
无连接70 翻针至前,且前编织90 翻针至后,且后编织先翻针再编织78 翻针至后,且前后编织79 翻针至前,且前后编织60 前编织,翻针至后,且翻针至前80 后编织,翻针至前,且翻针至后100 前翻后110 后翻前21——27 前编织,翻针至后(左移1—7针)31——37 前编织,翻针至后(右移1—7针)41——47 后编织,翻针至前(左移1—7针)51——57 后编织,翻针至前(右移1—7针)61——67 前编织,翻针至后,且翻针至前(左移1—7针)71——77前编织,翻针至后,且翻针至前(右移1—7针)81——87后编织,翻针至前,且翻针至后(左移1—7针)91——97后编织,翻针至前,且翻针至后(右移1—7针)十种扭绳符号18 下索股(1)19 下索股(2)28前编织下索股(1)48 前编织下索股(2)29 前编织上索股(1)49 前编织上索股(2)38 后编织下索股(1)58 后编织下索股(2)39 上索股(1)59 上索股(2)功能条1、节约循环转数,填第一格,一定要双数,循环多少转就填几号色码2、使用者巨集3、取消编织使1、2、3号色禁止连结7、度目代表字码⑴假四平⑵单面废纱⑶起底上梳⑷元同⑸罗文平摇⑹罗文最后半专放松字码⑺单面放松⑻单面⑼单面2⑽单面3⑾套针⑿单面底8、摇床(慢波)第一列:填0,代表默认或向右移填1,代表向左移第二列:搬几支波就填几第三列:不填为默认针对齿(零位)填1、针对针(注:衣片挑孔多可在第3列填2,扭绳可在第4列填1会偏松)罗文摇床:1×1从起底到罗文最后半转前在第三列填1最后半专不填2×2罗文起底和空专在第二列填2,罗文在第三列填13×3罗文起底在第2列填3,空专填2和1,罗文在第3列填12×1罗文起底在第2列填2,空专填13×2罗文起底在第2列填2,空专填14×3罗文起底在第2列填3,空专填2和19、速度①假四平,单面废纱③落纱(布)、上梳、代纱嘴等用慢速⑤罗文⑧单面第二列填23至顶10、卷布同九速度13、回转距在第一行填114.编织型式15. 沙嘴(1)共六把沙嘴,用几号就填几19. 沙嘴停放点在第一行填120. 结束在最后一行填122. 分别翻针在有翻针、明收的地方填1收无边花2针不填1X1罗文2X2罗文3X3罗文2X1罗文3X2罗文4X3罗文元同罗文沙上疏加针(左边加针那一行一定是单行,右边加针那一行一定是双行)收无边花收有边花扭位、挑孔抽领开圆领组织图花样图开尖领组织图花样图。

中职STOLL电脑横机操作第二章编辑整理:尊敬的读者朋友们:这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望(中职STOLL电脑横机操作第二章)的内容能够给您的工作和学习带来便利。
同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。
本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快业绩进步,以下为中职STOLL电脑横机操作第二章的全部内容。
第二章电脑横机操作本章重点内容:F 电脑横机的操作界面F 编织参数的设置修改F 电脑横机的保养F 三角工作原理第一节 STOLL电脑横机2。
1。
1 STOLL电脑横机简介电脑横机是机电一体化的横机,与普通横机相比,主要有自动化程度高、生产效率高、可生产复杂花型和操作简便等优点。
如下所示,Stoll电脑横机外形:Stoll电脑横机以电磁具有先进并性能稳定的电脑控制系统,除此之外,还具有以下优点: 1。
采用Windows人性化操作界面以及触摸屏的操作方法,机器操作极其简单、方便。
2. 采用电磁脉冲的物磨损选针方式,对针床上的每一枚织针,可独立选针,保证机器编织过程中,选针的准确无误.3。
每种机型具有很好的易变性,可根据实际编织需要,更换针床以改变机号。
4。
配备图形化的花型设计系统,设计编织的任意花型,可显示编织效果图形和工艺编织过程。
5。
适应广泛的编织品种,可编织基本组织、花色组织、变针距组织、成型衣片、三维立体编织以及整件毛衫的编织。
2.1.2 STOLL电脑横机型号Stoll电脑横机主要是以CMS系列为代表,其型号系列为:若针床排针长度的数字是“4”表示机器针床排针长度为45英寸/114cm;“5”为50英寸/127cm;“7"为72英寸/183cm;“8”为84英寸/213cm;“9”为96英寸/244cm。
在表明机头个数中有特殊的规定,若为“0",则标志该机型为单机头;若为其它数字,则该机型为双机头。
一些问题的处理1、漏针,断纱:在编织过程中针舌没有钩到新垫放的毛纱,或虽钩到毛纱但成圈后又重新脱出针钩而形成的线圈脱散现象称为漏针。
它的产生主要是由于三角装置不良或磨损,喂纱不当,织针欠佳及机械震动等因素所造成。
纱线质量差,强力低-------降低送纱张力或换纱,或过储纱器.重新过蜡编织张力过大---------------降低送纱张力纱线间有交叉、纠缠现象----------将纱线理顺重穿纱线被其它机件夹住------------将机件调整好针舌太紧、关闭不灵------------加油或换针毛刷位置不当或毛刷太薄----------调整毛刷位置或更换毛刷纱嘴位置不当--------------调整纱嘴位置选针器故障----------------修理选针器罗拉拉力太小----------------加大罗拉拉力纱嘴口太大或喂纱嘴口有磨损--------调换合格的喂纱嘴纱嘴在天杆上行走不灵活----------调整乌斯座,并校对喂纱嘴位置针舌呆滞-----------——————清洁针床及织针部件,消除积垢压针条太紧----------------检查压条并调整织针针舌歪斜,呆滞,不灵活,长短不一-----更换新针度目三角有问题--------------磨砂抛光张力弹簧发抖严重-------------调整或更换机械抖动-----------------检修机械传动部件2、破洞:在编织过程中,由于纱线强度较差,纱支粗细不均及机械质量等因素造成样片线圈断裂而形成的破洞。
纱线强力低、质量差-----尽量降低纱线张力,或重上一次蜡可降低纱线的磨擦力纱线结头过大-----———调节结头探测片,增加探测器的灵敏度、防止大结头织入织物度目(密度)太紧或太松----------加大或减小度目(密度)值纱嘴喂纱口受异物堵塞-----------清除异物织针是有毛刺--------------换针纱线磨擦力过大-------------重新打蜡纱嘴过高---------------调节导纱器机器速度太快--------------降低机器速度度目三角活动不畅------------检查大针床齿片锋利不光滑-----------磨砂抛光纱嘴过低, 纱嘴口破裂----------调整更换张力弹簧太硬--------------调整张力弹簧针舌损坏----------更换新针毛纱强度不够--------------更换毛纱或过腊3、撞针:在编织过程中.织针的针脚在各个编织三角轨迹运行不畅引起的撞击,主要以针脚无声断落(打闷针),编织太紧织物,纱线太粗,机头内太脏等因素造成。
