板形与板凸度的概念
- 格式:ppt
- 大小:203.50 KB
- 文档页数:25

板带凸度的概念板带凸度是钢板在生产过程中产生的一种特殊形态,又称为板材的纵弯度。
钢板在热轧、冷轧等工艺中,由于温度、应力和冷却速度的影响,会出现纵向的不均匀变形,从而形成板带凸度。
板带凸度的概念可以理解为板材在其长度方向上的弯曲状况。
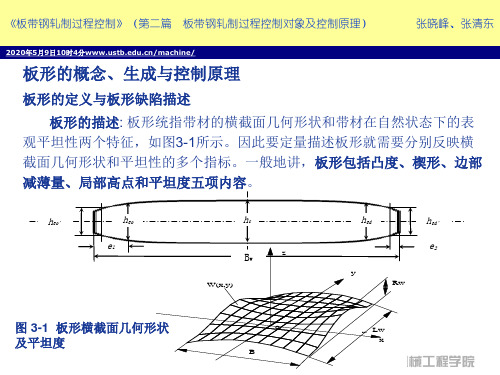
正常情况下,板材应该是平整的,但由于生产过程中的各种因素,产生的不均匀热冷变形等引起的应力分布不均,导致板材在纵向上出现了凸起或凹陷的现象,这就是板带凸度。
板带凸度一般分为正凸度和负凸度。
正凸度指的是板材的两边较为平整,而中间部分相对凸起的情况;负凸度则相反,指的是板材的两边较为凸起,中间部分相对平整或凹陷的情况。
板带凸度的产生是由于板材内部的残余应力不均匀而导致的。
板带凸度的形成主要与以下几个因素相关:1. 热轧过程中的温度差异:钢板在热轧过程中,由于外层和内层温度的差异,会导致内层冷却速度较慢,从而产生应力分布不均匀,最终形成板带凸度。
2. 冷轧过程中的应力释放:钢板在冷轧过程中,由于应力的释放,会引起板材变形,产生板带凸度。
3. 板材结构不均匀引起的温度变化:板材内部的微观组织和化学成分的不均匀性,会导致板材在冷却过程中发生温度变化,进而产生板带凸度。
4. 机械应力引起的板带凸度:在横剪机等机器设备的切割过程中,由于机械应力的集中作用,也会引起板带凸度的形成。
板带凸度的存在会影响到钢板的使用效果和加工工艺。
对于需要高精度平整度的钢板来说,板带凸度会使得钢板在使用过程中容易变形,影响到精密加工和安装。
对于某些特定领域,如汽车制造、船舶制造等对钢板要求较高的行业来说,板带凸度会对产品质量和性能造成一定影响。
为了减小板带凸度的影响,钢板生产过程中一般会采取相应的措施:1. 控制轧制工艺:合理控制热轧、冷轧等加工工艺参数,如温度、轧制力度、冷却速度等,以提高板材的均匀性和纵向的变形均匀性。
2. 应力释放处理:通过退火等热处理手段,释放板材内部的应力,使其更加均匀分布,减小板带凸度。

热轧薄材板凸度控制热轧生产中,薄板的凸度控制是非常重要的一环。
由于热轧生产工艺复杂,薄板在生产过程中易发生弯曲、扭曲等凸度问题,会严重影响薄板的质量和生产效率。
因此,凸度的控制成为生产过程中必须注意的问题。
1. 凸度的含义及表现形式凸度(Crown)是指薄板断面沿箭头所示方向的弯曲曲率半径。
凸度又分为正凸度和负凸度,正凸度是指薄板从中央开始向两端逐步升高的情况,负凸度是指薄板从中央开始向两端逐步下降的情况。
薄板凸度的表现形式有以下几种:(1)中央凸起:指薄板在中央出现凸起的现象。
(2)端部下沉:指薄板两端出现向下凹陷的现象。
(3) S 形弯曲:指薄板出现 S 形弯曲的现象。
2. 凸度影响因素影响薄板凸度的因素非常多,主要有以下几点:(1)板形控制不当:板形控制不当会引起薄板内部张力分布不均,从而导致薄板出现弯曲和扭曲现象。
(2)薄板材料和尺寸:薄板的材料和尺寸对凸度的影响也很大。
例如,薄板的长度和宽度越大,凸度就越容易产生。
(3)温度控制:热轧生产过程中,高温时段的温度控制对薄板的凸度影响非常大。
3. 凸度控制方法为了控制薄板的凸度,可以采取以下方法:(1)优化板形控制:通过调整辊系的传动比,保证辊系的制动力均匀,优化板形控制,减少薄板内部张力分布不均,从而减少凸度的产生。
(2)采用适当的工艺措施:在热轧过程中,可以掌握好浇注和轧制技术,建立热轧生产记录,合理调整轧制工艺参数,减少薄板的凸度。
(3)加强温度控制:对于薄材的过渡卷,要严格控制加热炉温度,保证卷材的温度均匀,从而减少凸度的产生。
总之,控制凸度是热轧生产过程中非常重要的环节。
只有采取正确的控制手段,才能保证薄板的质量和生产效率。


板形理论基础孙蓟泉北京科技大学板形研究的意义随着汽车、机械行业的发展,热轧带钢用户对热轧带钢的尺寸精度和组织性能提出了更高的要求;热轧板形直接影响冷轧板形质量;后步工序常要求有微小浪形,如罩式退火炉希望来料为微双边浪的板形状态,而有些厂家的连续退火希望对应微中浪的应力状态;板形影响到镀锌层厚度的均匀性,为保证质量要求板形误差越小越好;从后续深加工上看,需要板形优良,如板形好坏影响板材的深冲性能等,如汽车板、家电板等。
带钢横截面轮廓楔形h e1-h e2中心凸度C h =h c -(h e1+h e2)/2 边部减薄h e1-h e3比例凸度C p =C h /h c *100%局部高点和局部低点h e1h e2h e4h e3h c板形及其度量板形所谓板形直观地说是指板材的翘曲程度;其实质是指带钢内部残余应力的分布。
板形不良:带钢中存在残余内应力称为板形不良。
潜在板形不良:带钢中存在残余内应力,但不足以引起带钢翘曲,称为潜在板形不良。
表观板形不良:带钢中存在残余内应力足够大,以致引起带钢翘曲,则称为表观的板形不良。
平直度热轧成品带钢平直度一般指边浪和中浪,并以二次浪为主要控制指标,对于宽度大而厚度很薄的情况才要适当考虑四次浪a-侧弯;b-中浪;c-边浪;d-小边浪;e-小中浪;f-小偏浪带钢的应力分布承载辊缝轧件残力应力 理论分布板形仪显示 应力分布生成浪形双侧边浪中浪四分之一浪边中复合浪单侧边浪+σ0 -σ-σ 0 +σ板形的度量板形度量的目的:定量地表示板形,既是生产中衡量板形质量的需要,也是研究板形问题和实现板形自动控制的前提条件。
因此,人们依据各自不同的研究角度及不同的板形控制思想,采取不同的方式定量地描述板形。
¾相对长度差表示法¾波形表示法¾张力差表示法¾带材断面形状的多项式表示法¾厚度相对变化量差表示法相对长度差表示的板形翘曲带钢(a)及其分割(b)R VaL VLΔLb这是一种比较简单的表示板形的方法,就是取横向上不同点的相对延伸差D L /L 来表示板形。
