环保INBA高炉渣处理系统
- 格式:pdf
- 大小:240.76 KB
- 文档页数:5

某钢铁厂高炉炉渣INBA排渣系统改造研究郑俊(瑞和安惠项目管理集团有限公司,湖北武汉430000)摘要:因巴QNBA)法是一种处理炼铁厂高炉炉渣的常用方法,具有能耗较低、污染小、占地少等优点。
现首先介绍某钢铁厂高炉 INBA炉渣处理系统,然后针对原系统易堵塞、维护周期较短、污水易溢出等缺点,提出了冲渣工艺、冲渣设备等优化改造方案。
实践 明,改造 少了堵塞的 ,了维护周期,提升了济、环保效益。
关键词:高炉炉渣;INBA系统;堵塞;改进〇引言钢铁绿色生产是目前世界钢铁工业追求的主要目标和研,是对渣、的处理和 用。
,高炉炉渣是高炉炼铁 的,对它的处理和 用是实现钢铁 环济的一。
高炉炉渣处理后 用是 水的原,处理后的化渣,其用的 济 高。
20 50 ,高炉炉渣处理方式是露天堆然 。
种方法占用了 的土地,了能,污染了水,造了炉渣的,因用。
之后,钢铁厂先后 进了 法、法(OCP 法)、因巴法(NBA法)、法(RASA法)、图拉法(TYNA法)等。
有优,因巴法因其设备 、占地面积小、能耗较低、化 等优点 了用。
因巴法的 工艺 是:高炉渣渣沟流入粒化塔,化塔内喷出的高速水将渣水淬、化、,形成玻璃体颗-后将渣水混和输送进脱水转鼓中进行渣水离。
随着脱水转鼓的旋转,固体带转鼓,脱水后的 水渣落转鼓内皮带机上,运送 品水渣仓内,在进一步脱水后,固形 运水泥厂生产水。
出的水可循环使用,该炉渣处理工艺基本能解决烟尘、蒸汽雾霾对环境的污 染,理论上能达到系统零排的目的。
!问题的提出20世纪90年代,我国某大型钢厂某3 200 m3高炉采用 INBA炉渣处理方案,取了良的济、环境效益。
但是 INBA法本身固有原因,在多年的使用当中,水渣冲率始终维持在70%〜85%,每均有若干次因炉渣处理设备故障而造高炉减产,水渣设备检修工 ,备件更换用每均在300万元以上,维护工人劳动强度巨大。
故障具体表现如下:!)原输水管道由衬塑低碳钢材 造,炉渣冲蚀,塑料内衬很快脱落,造管道、阀门堵塞;(2) ,水 ,转鼓 在使用一定时间后需要更换(图1),了维护 -(3) 脱水转鼓 较小,而炉渣生成的玻璃体颗粒较大,因易堵塞,了”-(4) 在输送皮带输送炉渣 ,炉渣易(图2)-(5) 炉渣易溢,堵塞废水收集系统 ,易造 水外溢至路,影响了人员通行,污染了厂区环境,渣本高。
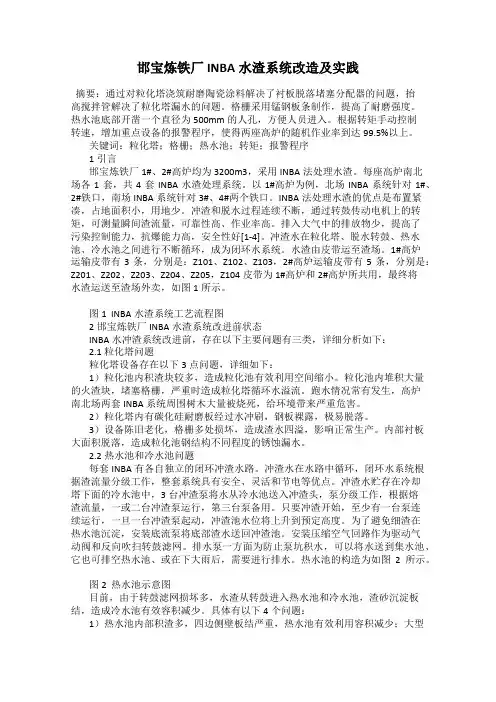
邯宝炼铁厂INBA水渣系统改造及实践摘要:通过对粒化塔浇筑耐磨陶瓷涂料解决了衬板脱落堵塞分配器的问题,抬高搅拌管解决了粒化塔漏水的问题。
格栅采用锰钢板条制作,提高了耐磨强度。
热水池底部开凿一个直径为500mm的人孔,方便人员进入。
根据转矩手动控制转速,增加重点设备的报警程序,使得两座高炉的随机作业率到达99.5%以上。
关键词:粒化塔;格栅;热水池;转矩;报警程序1引言邯宝炼铁厂1#、2#高炉均为3200m3,采用INBA法处理水渣。
每座高炉南北场各1套,共4套INBA水渣处理系统。
以1#高炉为例,北场INBA系统针对1#、2#铁口,南场INBA系统针对3#、4#两个铁口。
INBA法处理水渣的优点是布置紧凑,占地面积小,用地少。
冲渣和脱水过程连续不断,通过转鼓传动电机上的转矩,可测量瞬间渣流量,可靠性高、作业率高。
排入大气中的排放物少,提高了污染控制能力,抗爆能力高,安全性好[1-4]。
冲渣水在粒化塔、脱水转鼓、热水池、冷水池之间进行不断循环,成为闭环水系统。
水渣由皮带运至渣场。
1#高炉运输皮带有3条,分别是:Z101、Z102、Z103,2#高炉运输皮带有5条,分别是:Z201、Z202、Z203、Z204、Z205,Z104皮带为1#高炉和2#高炉所共用,最终将水渣运送至渣场外卖,如图1所示。
图1 INBA水渣系统工艺流程图2邯宝炼铁厂INBA水渣系统改进前状态INBA水冲渣系统改进前,存在以下主要问题有三类,详细分析如下:2.1 粒化塔问题粒化塔设备存在以下3点问题,详细如下:1)粒化池内积渣块较多,造成粒化池有效利用空间缩小。
粒化池内堆积大量的火渣块,堵塞格栅,严重时造成粒化塔循环水溢流。
跑水情况常有发生,高炉南北场两套INBA系统周围树木大量被烧死,给环境带来严重危害。
2)粒化塔内有碳化硅耐磨板经过水冲刷,钢板裸露,极易脱落。
3)设备陈旧老化,格栅多处损坏,造成渣水四溢,影响正常生产。
内部衬板大面积脱落,造成粒化池钢结构不同程度的锈蚀漏水。



环保型INBA 控制技术摘要:介绍环保型INBA的工艺流程,重点讲述INBA控制中的几个关键问题:环保型INBA的工艺特点、参数,系统自动化的实现等问题。
关键词:环保型INBA、控制技术、系统自动化、转鼓一、前言(选题理由):武钢七号高炉自2005年开始动工,于2006年6月投入生产,高炉容积为3200m3。
引进了环保型INBA渣处理系统。
传统的高炉冶炼工艺中,高炉炉渣一般是用渣罐运出厂区废弃,不仅浪费资源,而且对环境也造成严重的污染。
环保型INBA渣处理系统的应用,不仅大大改善了高炉操作人员的工作环境,也减轻了其劳动强度,同时也创造了可观的经济效益以及社会效益。
二、炼铁厂炉渣处理技术的现状及存在的问题:武钢七号高炉INBA目前有三种渣处理方式:第一种是渣罐来运输熔渣,原二、三号高炉使用(现二号高炉停用、三号高炉已拆);第二种水冲渣法将废渣冲到水渣池,转为可利用的水泥原材料,而后由行车抓斗装入火车送走,四号高炉采用这种方式;第三种是INBA 渣处理法,武钢在五号高炉第一次引进了INBA法。
经过生产实践检验,我们发现五号高炉的INBA系统存在许多不足,最突出地表现在:水消耗量过大,水资源浪费严重;渣处理产生的废水含有大量的硫化物,对环境造成严重的污染;渣处理产生的废气不仅对环境造成污染,还严重侵蚀高炉本体设备;因此在一号高炉大修时,武钢引进了PW公司环保型INBA工艺,实现了制渣用水的循环使用和制渣废气的处理,使用效果良好。
但是一高炉INBA系统也存在许多不足之处,例如粒化水和冷凝水不可调节、热水槽水位不易控制、操作方式比较复杂等缺点,六号高炉在此做了较大改善。
但是它的两套INBA系统共用一套供水系统,粒化水系统和冷凝水系统均只能满足一套INBA运行的需求,不能满足两个渣口同时出渣的需求,对高炉出铁有很大限制,七号高炉不仅解决了冷凝和冷却水路不可调问题,也完善了六号高炉供水系统的不足之处,可以满足两套INBA同时运行,不仅如此,在程序设计上,其操作更为方便,可以实现整个系统的自动、手动和机旁三种操作方式的转换,这是在以前程序设计中所没有的,也是本次程序设计的一个突破。
“一键式”INBA冲渣在莱钢3200m3高炉上的研究与应用摘要:INBA渣处理技术是引进卢森堡Paul Wurth(PW)公司的一种新型高炉熔渣处理工艺,可以将高炉炉渣转为高品位的水泥原材料,实现炉渣的再生利用,是集经济效益、社会效益与环保效益于一体的高炉水渣处理新技术。
关键词:一键式冲渣;脱水转鼓;自控技术;环保节能概述高炉炉渣是高炉炼铁的主要副产品之一。
在传统的高炉冶炼工艺中,未经过处理的炉渣一般作为废弃物运出厂区废弃,不仅浪费资源,而且污染环境。
所以选择一种运行可靠、配套合理、综合经济效益好的炉渣处理系统妥善处理炉渣,充分开发炉渣的经济价值是极为重要的。
现代渣处理主要是采用水力冲渣的方式将高炉炼铁产生的热态炉渣冲制成水渣的一种技术。
这样不仅可以解决高炉炉渣产生的环境污染问题,更重要的是,水渣还可以作为生产水泥、混凝土、隔热填料、矿渣微粉等的主要原料,可获得可观的经济效益。
1.研究内容INBA系统具有设备复杂、布置紧凑、工艺成熟的特点,因此对自动化程度要求非常高。
为了使这项技术能取得良好的运用效果,本文结合工艺和实践,实现将INBA渣处理法应用于莱钢3200m3高炉的目标,对系统实现综合自动控制,主要研究系统全自动控制——“一键式”INBA冲渣的实现,并自动计算渣流量,技术上主要根据现场实际实现脱水转鼓变频、变频冷却泵的自动调速,使水渣能够高效、方便的粒化、脱水、冷却、运输,在控制上给操作人员带来极大的方便,使系统达到节约用水,环保的目的。
系统主要分为三大部分:皮带连锁启停,水循环连锁以及脱水转鼓控制。
(1)按照工艺,程序要实现渣运输皮带逆启顺停的控制。
(2)INBA水循环系统主要分为粒化水路、冷凝水路以及再循环水路,要分别实现系统的单机控制与自动启停,实现INBA主循环,即转鼓皮带、转鼓电机、再循环泵、粒化泵、冷却泵、冷却塔等设备的“一键式”连锁自动控制。
另外,INBA渣处理的冷凝系统和皮带也实现了“一键式”操作。

环保INBA高炉渣处理系统戴鸿奎牟勇周龙义保尔沃特冶金技术(北京)有限公司摘要概述了国内外高炉渣处理现状,介绍了环保型INBA法等主要水渣系统,从环保、节水、经济效益等角度,对环保型INBA法与其它主要水渣系统进行了比较,对水渣系统选择进行了展望。
关键词高炉炉渣水渣系统环保型INBA法比较应用1.概述中国目前获得优质生铁的手段仍以高炉为主,炉渣是高炉的主要副产品之一,我国铁矿多为贫矿,入炉矿品位多在58-60%以下;焦炭灰份多在12%以上,灰分为酸性氧化物,高炉渣量普遍偏大。
根据各厂原燃料的不同,吨铁渣量大多在300—450kg之间,只有少数高炉渣量低于300kg。
我国高炉渣的年产量相当可观。
硫是钢中的有害元素,气态硫化物(SO2,H2S)是大气主要污染物之一。
我国煤的含硫量大多较高,而洗煤与炼焦过程除硫作用较小,国产焦炭含硫量多在0.6-0.8%之间,少数高于1.0%,高炉的硫负荷较大。
在钢铁冶炼过程中,脱硫主要由高炉工序完成,以炉渣的形式分离出来。
一般入炉硫量的10%随煤气排出,5%留在生铁中,余下的85%由炉渣排出[2]。
炉渣处理过程控制气态硫化物发生量是高炉工序环保的一个重要课题。
此外采用不同方法处理的渣为企业带来的效益差别很大,处理得当的水渣更受市场欢迎。
随着环保要求日趋严格、钢铁行业市场竞争日趋激烈,对于所有炼铁厂而言,选择一种运行可靠、环境友好、综合经济效益好的炉渣处理系统是相当重要的,而INBA渣处理系统很好地满足了铁厂要求。
INBA是PW公司的一项发明,其特点是:1)占地面积小,布置灵活;2)运行成本低;3)维修维护成本低;4)有热INBA、冷INBA和环保INBA供用户根据自身的需求选用;5)环保INBA配备了冷凝系统,环保条件好;6)PW在中国设立了分公司,实现了INBA系统的国内制造和供货,节省了投资,按目前条件计算,热水INBA系统是投资最节省的渣处理系统。
2.目前国内炉渣处理系统2.1目前国内使用的主要渣处理方法主要有平流沉淀池法、底滤法(OCP法)、图拉法(轮法),搅笼法和INBA法。



高炉INBA系统小冲渣使用分析作者:范卫国翟慧峰孙建伟来源:《环球市场》2019年第08期摘要:本文结合实际的案例首先介绍了南小冲渣使用数据以及相关的使用操作要求,其次探讨运用过程中遇到的问题,并根据这些问题给出使用过程中的方案,最后根据以上探讨给出相关的总结,以供相关人员参考。
关键词:小冲渣;使用;方案一、工程概况安阳钢铁集团公司3号高炉渣处理系统自2013年投产,经过4年多的运行,前两年整体运行平稳,近两年出现了不少问题,特别是渣处理区域南、北水渣转鼓劣化严重、事故频发;集水池、热水池、冷却塔板结严重造成实际水容量降低;水系统不平衡,渣水外溢造成热水烫伤安全事故、安阳河水质超标;小冲渣运行保证能力差,不能在水渣设备故障情况下发挥备用设备能力。
(一)技术路线(1)完成转鼓更换,消除设备潜在隐患(2)年修清理水池,设计并安装搅拌系统,减少积渣(3)增加一套转鼓滤网冲洗水系统,水源取自高炉水渣成品槽反回水(4)提高小冲渣系统运行能力,确保小冲渣能连续正常使用。
(二)关键技术(1)在水池死角区设计搅拌系统,压力水源取自回水泵,定期对水池死角进行搅拌冲洗(2)新增转鼓滤网冲洗喷淋管喷头分布和压力、流量合理分配(3)增加南、北水系统互通管道,使用电动阀远程控制(4)解决小冲渣水位控制、电机转速和渣量的匹配关系。
(三)创新点(1)南、北水渣系统形成互通,根据热水池水位情况进行相互补水操作,降低新水消耗和减少水渣溢流现象(2)水渣滤网冲洗水为工业水,新水不断补入造成水系统不平衡,水渣外溢,新增滤网冲洗泵水源取自成品槽反回水,该水为系统局部循环水,减少新水补入,确保水系统达到平衡(3)小冲渣系统操作由室外人工监控发指令操作改为室内数据显示自主手动操作。
(四)进度和阶段目标第一阶段:2017年11月至2018年1月,小冲渣系统初步完成改造,确保正常使用小冲渣,同时完成水渣转鼓冲洗水内部循环改造;第二阶段:2017年底到2018年初(随高炉年休定),完成转鼓更换,水池积渣清理,设计并安装水池搅拌系统;第三阶段:2018年1月至2018年5月,完成小冲渣系统粒化塔水位、电机转速和渣量的匹配研究,制定标准化操作规程。
高炉环保INBA渣处理系统设计
夏晓容
【期刊名称】《河南科技》
【年(卷),期】2012(000)004
【摘要】高炉渣的主要处理方法包括底滤(OCP)法、拉萨(RASA)法、因巴(INBA)法、图拉(TYNA)法及明特克(MTC)法等其中.INBA法虽然投资费用大.但是技术上最为成熟,具有工艺设矫布置紧凑、设备寿命长、可自动调节脱水转速并连续测得炉渣量等优点,实际应用的高炉亦较多。
【总页数】2页(P63-64)
【作者】夏晓容
【作者单位】武汉科梦环境工程有限公司
【正文语种】中文
【中图分类】TF534
【相关文献】
1.INBA法渣处理工艺在梅钢4#高炉的应用 [J], 仇彬
2.浅析高炉INBA渣处理系统的三种类型 [J], 夏晓容;
3.莱钢3200m3高炉INBA渣处理系统优化与改进 [J], 王青;杨庆君;王友胜;王立国
4.SLC500 PLC在高炉INBA法渣处理自控系统中的应用 [J], 李付民
5.马钢2~# 2500m^3高炉INBA渣处理系统设计 [J], 顾江平;张东;徐春华
因版权原因,仅展示原文概要,查看原文内容请购买。
INBA法炉渣粒化自动控制系统INBA法炉渣粒化自动控制系统摘要:本文主要介绍了INBA法炉渣粒化自动控制系统的硬件、软件组成和工作原理及控制方法。
关键词:INBA 控制系统Abstract:This paper instruct the config and control way of the automatic control system of the smash slag with the way of INBA KeyWords:INBA control system1. 概述:1.1 简介:INBA法冲渣系统在高炉炉渣处理中广泛应用,该系统占地面积小,节约用水。
本高炉炉前设有2套INBA炉渣粒化系统。
其中,1#、2#出铁口用INBA 1炉渣粒化系统,3#出铁口用INBA 2炉渣粒化系统,2套系统不同时工作。
1.2 主要设备本系统包括:水冲渣INBA系统及高炉水冲渣循环水泵站。
其中INBA系统为两套相同的设施。
主要设备有:粒化箱、粒化塔、冷凝塔、脱水转鼓及转动、缓冲罐、热水槽、收集槽、水渣运输胶带机、各种泵、排水回路、压缩空气、清吹回路等组成。
2套INBA炉渣粒化系统共用一套冷却塔及循环水泵房,水渣堆场和补水回路。
2. 系统硬件配置控制系统硬件选用西门子SIMATIC S7 PLC。
PLC系统的基本配置采用S7-400主机、S7-400系列I/O模板。
在Step7编程开发环境下设计编制PLC 应用程序。
系统操作员站配置1套工控计算机,作为操作员人机操作、监视界面。
基于工控组态软件WinCC设计编制控制系统HMI应用程序。
操作员站与PLC之间通过工业以太网通讯。
图1系统硬件配置图3. 系统控制方式3.1 系统操作方式系统各设备控制采用:现场控制、PLC集中自动控制等操作形式。
① PLC集中自动操作方式:此种操作方式是当操作控制条件和工艺及设备联锁条件成立时,系统自动地完成一个工艺过程的控制(或动作)的控制操作方式。
环保INBA高炉渣处理系统戴鸿奎牟勇周龙义保尔沃特冶金技术(北京)有限公司摘要概述了国内外高炉渣处理现状,介绍了环保型INBA法等主要水渣系统,从环保、节水、经济效益等角度,对环保型INBA法与其它主要水渣系统进行了比较,对水渣系统选择进行了展望。
关键词高炉炉渣水渣系统环保型INBA法比较应用1.概述中国目前获得优质生铁的手段仍以高炉为主,炉渣是高炉的主要副产品之一,我国铁矿多为贫矿,入炉矿品位多在58-60%以下;焦炭灰份多在12%以上,灰分为酸性氧化物,高炉渣量普遍偏大。
根据各厂原燃料的不同,吨铁渣量大多在300—450kg之间,只有少数高炉渣量低于300kg。
我国高炉渣的年产量相当可观。
硫是钢中的有害元素,气态硫化物(SO2,H2S)是大气主要污染物之一。
我国煤的含硫量大多较高,而洗煤与炼焦过程除硫作用较小,国产焦炭含硫量多在0.6-0.8%之间,少数高于1.0%,高炉的硫负荷较大。
在钢铁冶炼过程中,脱硫主要由高炉工序完成,以炉渣的形式分离出来。
一般入炉硫量的10%随煤气排出,5%留在生铁中,余下的85%由炉渣排出[2]。
炉渣处理过程控制气态硫化物发生量是高炉工序环保的一个重要课题。
此外采用不同方法处理的渣为企业带来的效益差别很大,处理得当的水渣更受市场欢迎。
随着环保要求日趋严格、钢铁行业市场竞争日趋激烈,对于所有炼铁厂而言,选择一种运行可靠、环境友好、综合经济效益好的炉渣处理系统是相当重要的,而INBA渣处理系统很好地满足了铁厂要求。
INBA是PW公司的一项发明,其特点是:1)占地面积小,布置灵活;2)运行成本低;3)维修维护成本低;4)有热INBA、冷INBA和环保INBA供用户根据自身的需求选用;5)环保INBA配备了冷凝系统,环保条件好;6)PW在中国设立了分公司,实现了INBA系统的国内制造和供货,节省了投资,按目前条件计算,热水INBA系统是投资最节省的渣处理系统。
2.目前国内炉渣处理系统2.1目前国内使用的主要渣处理方法主要有平流沉淀池法、底滤法(OCP法)、图拉法(轮法),搅笼法和INBA法。
平流池和底滤法由于占地面积太大而在目前新建大型高炉上应用较少,图拉轮法和搅笼法由于环保不达标,大部分应用在小型高炉上。
国内装备好、技术水平高的高炉,绝大多数使用INBA渣处理系统。
图拉轮法,是一种机械分切+部分水淬的方式,而搅笼法就目前实际应用的现状来看,其水淬冲渣工艺显得简陋,系统庞杂,相比较而言,INBA的水淬冲渣池和脱水系统设计完善,运行结果令人满意。
732.2 INBA渣处理系统热水和冷水INBA法冲渣产生的水蒸汽集中后通过烟囱排放,环保型INBA法设有蒸汽冷凝设施,其组成如下(参见附图):熔渣由渣沟(1)末端跌落并流经冲制箱(2)前方,冲制箱(2)喷出的高压水冲击渣流,使高温熔渣水淬粒化;水淬后的水渣跌入在粒化箱(3)中进一步破碎、冷却;之后渣水混合物经一段很短的水渣沟进入分配调节器(7),分配调节器(7)的作用是使渣水混合物沿转鼓(8)轴向均匀分布。
转鼓(8)将渣和水分离,渣由运输皮带(19)运出转鼓(8)至水渣堆放处(20),水进入下部热水槽(9),贮存在热水槽(9)中的水经冷却塔(12)冷却后循环使用。
冷凝塔(4)上部有专门装置对含硫水蒸汽进行冷凝等处理,既回收蒸汽,又不向大气排放有害气体。
环保型INBA法优点是水渣质量好、基本不向大气排放蒸汽及气态硫化物、占地面积小布置灵活、工作可靠。
热INBA是一种比较简单的渣处理系统,只有一路循环冲渣水。
冷INBA在热INBA的基础上增加冷却塔降低冲渣水温。
环保INBA则在冷INBA的基础上增加冷凝塔,吸收污染物,使环保达标。
用户可以根据自己的资金情况选择不同的INBA,倘若资金紧张,则可以先建设热INBA,但保留环保INBA的各个接口,在将来资金充裕时,再建设环保系统。
INBA的技术优势:1)利用冲渣水自身携带的机械能完全水力冲渣,不需要打渣轮等机械设备,节省电能。
2)脱水转鼓过滤能力大,驱动电机只需要30kW,节电。
3)实现了环保系统的工业化,并得到广泛运用。
2.3图拉法(轮法)渣处理系统源于俄罗斯,1998年用于唐钢2560m3高炉。
此后国内针对图拉法生产中出现的问题对其改进成为轮法,两者工作原理相同。
轮法水渣系统主要由粒化器、挡渣板、脱水器、水渣溜槽、热水槽等组成[3][4]。
工作原理为:熔渣由渣沟末端流入粒化器,高速旋转的粒化轮及高压水流将熔渣打成小颗粒并水淬冷却,半冷的渣经再次喷水冷却和挡渣板落入脱水器下部继续水淬冷却。
脱水器为直径7米左右的转鼓,下部浸在热水槽内。
脱水器以1-5rpm速度回转,将渣从水中捞出通过溜槽由胶带机运走。
该法的理论水渣比为1-2:1,实际渣水比多为6-8:1,渣离开脱水器时温度约95ºC,靠自身余热继续蒸发水分。
冲渣过程产生的蒸汽集中后经烟囱直接排入大气。
国内对图拉法的另一改进称为HK法,其特点是脱水部分采用了链斗能脱水的斗式提升机。
图拉法(轮法)目前主要问题是:1)粒化器打渣轮是易磨损件,需要及时更换;2)脱水器滤水能力偏小,渣水经常溢流污染环境;3)由于不是完全水淬渣,成品水渣经常出现黑渣红渣;4)粒化器和脱水器需要大功率电机驱动(75kW和110kW),运行成本高;5)冲渣循环水体细渣含量较高,管道、泵、阀等设备磨损严重;6)需要较大的水池贮存冲渣水,需要占地;7)粒化器各个部位需要喷水冷却,管路复杂。
7)无法配套环保设施,污染物直接排放。
2.4搅笼渣处理系统[5],八十年代日本对该法进行过研究和试验,时称永田法。
熔渣的粒化冷却部分与底滤法等基本相同,不同之处是脱水设备。
它采用一根叶片上带有滤水孔的长螺旋,在把渣从池中提升并脱水。
该法实际作业率为82-90%。
目前螺旋法在国内的变种就是搅笼法,即用简单的螺旋搅笼捞渣,搅笼法的问题是:1)冲渣工艺简陋,有长达几十米的冷渣水沟,占地面积很大;2)螺旋搅笼捞渣能力有限,大型高炉需要数量较多的搅74笼,搅笼尾端大轴承工作环境恶劣,经常发生故障;3)循环水体细渣过多,需另外设沉淀池和抓斗捞渣设备,造成投资大、设备多、维修工作量大和占地面积大的缺点。
4)无法实现环保设施,环境污染严重。
3.不同水渣工艺系统的比较有比较才有鉴别,正确的比较有助于用户选择合适的水渣系统。
3.1熔渣粒化与冷却渣与水及空气的化学反应主要发生在熔渣水淬过程中,水淬冷却是整个水渣系统的关键环节。
不同的粒化机理、水淬参数(水压、水温、水量等)对成品水渣的性质(玻璃化率、密度、粒度、脱水性等)和蒸汽与含硫气体(SO2,H2S)发生量都有直接影响(参下表及下图)[6]。
完全水淬式冲制水渣时蒸汽的气态硫化含量和成品渣粒度两方面均好于机械分切+部分水淬式。
环保型INBA法独特设计的完全水淬式冲渣池,气态硫化物发生量小,从源头上减少了污染物的发生量。
出铁时熔渣流量是变化的,为获得高品质水渣和减少SO2,H2S发生量,熔渣水淬冷却参数也应随渣流量的变化及时调整。
环保型INBA法可通过转鼓驱动力矩实时计算出渣流量并对系统工作状态进行调整,是迄今为止所有水渣系统中唯一能在实际生产中实现这一功能的工艺系统。
3.2环保即含硫气体的处理熔渣水淬冷却过程产生大量带有含硫气体(H2S和SO2)的水蒸汽,它有很强的腐蚀性。
如将其直接排放到大气中,不但会腐蚀周围设备及钢结构,还对大气造成严重污染。
不能简单地把将有含硫气体的蒸汽通过烟囱(高约50米)排放视为实现了环保,环保的概念是减少或消除含硫蒸汽的排放。
环保型INBA法采用冷水冲渣,优化冲制箱设计及水压、水量等操作参数,最大限度地减少气态硫化物发生量,并在粒化箱上部设冷凝塔。
冷凝塔与中和罐共同作用几乎可完全吸收有害的含硫气体,基本没有蒸汽排到大气中。
75不同INBA法随蒸汽排入大气的硫化物量分别为(具体数值与高炉原料条件有关):热水INBA法→250 g/t,普通冷水INBA法→25 g/t,环保型INBA法→5 g/t。
除环保型INBA法外的其它水渣系统均将冲渣过程产生的含硫蒸汽直接排入大气中,环保型INBA法是迄今环境最友好的高炉渣水渣系统。
3.3经济效益好的水渣是生产水泥的优质原料,社会对水泥的需要量很大。
水泥厂对水渣的主要质量要求是玻璃体含量应高于95%,并减少水渣干燥、磨细的加工成本。
生产实际表明,不同方法处理的水渣化学成分相近但玻璃体含量不同,图拉法(轮法)成品水渣的玻璃体含量为91-95%[3],环保型INBA法生产的水渣玻璃体含量高于95%,一般在~98%以上。
玻璃化率高的水渣较受欢迎。
3.4水消耗量中国是个贫水国,北方地区水资源尤为紧张。
节水不仅意味着降低成本,环保INBA由于避免了蒸汽排放,所以节水效果好。
据资料[3] [4],图拉法(轮法)水渣比为1-2:1(实际一般为6-8:1),水分蒸发量为70%,吨渣水蒸发量为0.7-1.0吨;INBA法实际水-渣比为4-5:1,水分蒸发量为7%,吨渣水分蒸发量约为0.5吨。
环保NBA 法冷凝回收全部蒸汽。
一座年产铁170万吨、渣68万吨(渣量为400公斤/吨铁)2500 m3高炉,用环保型INBA法比图拉法(轮法)节约新水50-60万吨/年。
搅笼和INBA相比,由于没有环保系统,大量水蒸气排放,所以耗水量大。
3.5作业率随着高炉大型化,各厂的高炉数越来越少,高炉生产的稳定性对全厂生产有很大影响。
炉渣处理系统是高炉的主要辅助系统之一,其可靠性对高炉生产有直接影响。
INBA系统由于技术先进,系统配置合理,所以作业率高。
同样条件下,设备越简单、磨损越小,系统作业率越高。
图拉法(轮法)高速转动的粒化轮直接与熔渣接触,脱水转鼓离粒化器很近,所以作业率低。
而搅笼本身是易磨损件,所以作业率较低。
环保型INBA法中只有转鼓是传动件且远离高温区,无论从理论上还是实际上其作业率都高于图拉轮法和搅笼法。
3.6系统占地面积目前在建及近期将上的高炉多为老厂改造,即使是少数新建厂也由于政府对工业用地严格控制、征地费用高等因素,普遍存在着厂区总图布置紧张问题。
水渣系统占地面积小布置灵活有实际意义。
环保型INBA法占地面积小,布置灵活。
冲渣池设在位于出铁场边缘的渣沟末端,脱水转鼓设在距之数米外。
如炉前没有足够场地布置脱水转鼓等设施,可在冲渣池和脱水转鼓间设渣浆泵,将渣水混合物输送到设于其它区域的脱水转鼓,两者间距离可达数百米。
4.环保型INBA水渣系统的应用现状与展望随着人们环保意识的增强和环保法规越来越严,以低成本实现环保已成为企业能否实现可持续发展的关键因素。
我国多数钢铁厂紧靠大中城市,钢铁厂环保状况日益受到地方政府及市民关注。
系统环境友好、经济效益显著,实现社会效益与经济效益‘双赢’是钢铁厂在激烈竞争中实现可持续发展的必要条件。