MSA—测量系统分析讲义(详)
- 格式:pptx
- 大小:372.96 KB
- 文档页数:51

超详细MSA测量系统分析讲解MSA(Measurement System Analysis)是一种用于评估测量系统准确性和可重复性的方法。
它被广泛应用于各种工业领域,特别是质量管理和过程改进领域。
下面将详细介绍MSA的一些关键概念和测量过程。
首先,MSA的主要目标是确保测量系统能够准确地衡量一个过程或产品的特性。
测量系统可以是任何用于测量的工具、设备或方法,如卡尺、天平、人工测量等。
为了评估测量系统的准确性和可重复性,主要使用以下几个指标:1. 精确度(Accuracy): 指测量结果与真实值之间的接近程度。
通常通过与已知的标准进行比较来评估。
2. 可重复性(Repeatability): 指在重复测量同一样本时,测量系统的结果之间的一致性。
这可通过多次测量同一样本并比较结果来评估。
3. 重现性(Reproducibility): 指在不同的条件下,不同操作员使用相同的测量系统测量同一样本时,测量结果之间的一致性。
现在,我们将介绍MSA的几个主要步骤:1.选择适当的测量系统:首先需要确定要使用的测量系统,这取决于所需测量的特性以及资源和时间的限制。
为了选择合适的测量系统,需要考虑其测量范围、精度和可靠性等因素。
2.收集数据:在进行MSA时,需要收集足够的数据量以便对测量系统进行分析。
数据收集可以通过抽样、重复测量或使用模拟数据等方式进行。
3.分析数据:收集到数据后,需要对其进行统计分析。
常用的分析方法包括直方图、均值-方差图和相关性分析等。
通过这些分析,可以计算出测量系统的准确性和可重复性指标。
5.评估测量系统:通过上述步骤,可以评估测量系统的准确性和可重复性,并确定它是否符合要求。
如果发现测量系统存在问题,可以采取改进措施,如校准、调整或更换测量设备等。
需要注意的是,MSA不仅适用于新的测量系统,也适用于已经在使用的测量系统。
对于已经在使用的测量系统,MSA可以帮助识别潜在的问题并提出相应的改进建议。
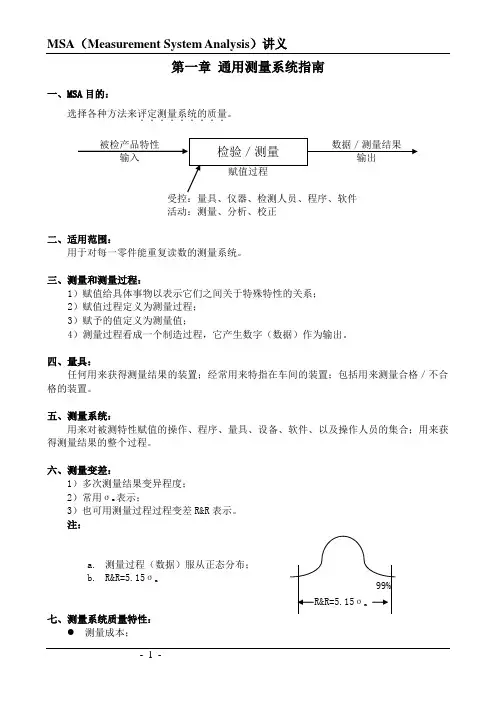
第一章通用测量系统指南一、MSA目的:选择各种方法来评定测量系统的质量.........。
活动:测量、分析、校正二、适用范围:用于对每一零件能重复读数的测量系统。
三、测量和测量过程:1)赋值给具体事物以表示它们之间关于特殊特性的关系;2)赋值过程定义为测量过程;3)赋予的值定义为测量值;4)测量过程看成一个制造过程,它产生数字(数据)作为输出。
四、量具:任何用来获得测量结果的装置;经常用来特指在车间的装置;包括用来测量合格/不合格的装置。
五、测量系统:用来对被测特性赋值的操作、程序、量具、设备、软件、以及操作人员的集合;用来获得测量结果的整个过程。
六、测量变差:1)多次测量结果变异程度;表示;2)常用σm3)也可用测量过程过程变差R&R表示。
注:a.测量过程(数据)服从正态分布;b.R&R=5.15σm七、测量系统质量特性:测量成本;●测量的容易程度;●最重要的是测量系统的统计特性。
八、常用统计特性:●重复性(针对同一人,反映量具本身情况)●再现性(针对不同人,反映测量方法情况)●稳定性●线性(针对不同尺寸的研究)注:对不同的测量系统可能需要有不同的统计特性(相对于顾客的要求)。
九、测量系统对其统计特性的基本要求:●测量系统必须处于统计控制中;●测量系统的变异必须比制造过程的变异小;●变异应小于公差带;●测量精度应高于过程变异和公差带两者中精度较高者(十分之一);●测量系统统计特性随被测项目的改变而变化时,其最大的变差应小于过程变差和公差带中的较小者。
十、评价测量系统的三个问题:●有足够的分辨力;(根据产品特性的需要)●一定时间内统计上保持一致(稳定性);●在预期范围(被测项目)内一致可用于过程分析或过程控制。
(线性)十一、评价测量系统的试验:●确定该测量系统是否具有满足要求的统计特性;●发现哪种环境因素对测量系统有显著的影响;●验证统计特性持续满足要求(R&R)。
十二、程序文件要求:●示例;●选择待测项目和环境规范;●规定收集、记录、分析数据的详细说明;●关键术语和概念可操作的定义、相关标准说明、明确授权。
MSA(Measurement System Analysis)测量系统分析1.目的:1.1 保证用于测量数据和作出判断的仪器设备的准确1.2 保证数据的准确性和可靠性2.研究对象:2.1 变异(种类和程度)3.研究MSA的规则:3.1 首先确定一个量规仪器的校量允收水准3.2 同一类量具进行量具间的比对3.3 对量具的量测能力的评估(精密度,量程,最小刻度)3.4 对所有量具进行管制和编号4.统计特性4.1 过程中特殊情形造成的变异会引起MSA的结果判定有误,一般要取消此类情况的发生。
比如:卡尺的甩落造成卡尺不准4.2 过程本身有变异(从5M1EDE的角度考虑)» MSA的变异4.3 SPEC,规格范围/公差带» MSA的变异4.4 MSA 变异的最小值 < Min [过程变异,规格范围]5.如何进行MSA分析5.1 对新购的仪器要编号(并编写保养规定和使用说明)的管制;5.2 进行校正并按允收标准进行判定;5.3 初始的MSA 判定仪器是否满足生产测量的精度要求。
a)第一次进行MSA时,要对所有的量规仪器进行初期的MSA分析;b)免校仪器无需做MSA5.4 根据测量工具的稳定性,确定MSA的周期;5.5进行定期的MSA,判定测试数据的可信度;5.6 MSA的判定标准:a) MSA的变异量 <10% 可接受b) 10% < MSA的变异量 < 30% 选择性接受b.1 如果这种仪器来之不易(很贵),则可接受b.2 如果这种仪器难于修理,则可接受b.3 如果这种仪器参与了某些重要特性的测量,停止使用重要特性参数将无法控制,则可接受c) MSA的变异量 > 30% 不能接受5.7 MSA的相关要求:5.7.1 MSA的人员:必须培训考核合格;5.7.2 MSA的样板:界于合格和不合格的临界样板5.7.3 MSA的方法:书面明确化(比如抽样量)5.7.4 MSA的判定:依判定标准6.测量系统分析6.1 变异种类:6.1.1 重复性量具变异;EV(Equipment variation)a)定义:由一个测量人,采用同一种测量仪器,多次测量同一零件的同一指定特性时所获得的测量值变差。