轨道施工工艺流程框图
- 格式:doc
- 大小:23.00 KB
- 文档页数:1

轨道工程施工流程一、轨道施工管理工作流程图:轨排组装验收线路调线、调坡设计出图 轨道施工单位复测、基标轨排基地建设(3个左右)洞内龙门架走行轨轨道轨行区间机车运输调度计划轨排吊装运轨排吊装就轨排按基标就位、支撑系统安装调轨道各部分几何尺寸精确调整道床钢筋绑扎、模板、杂散电流土建主体结构组织竣工验收合格浇筑轨道道床混凝土、修面、压光道床混凝土洒水养护至设计强度70%,轨道才上机车进入下一循环段施二、轨道施工管理概论轨道道床结构,以地下隧道整体道床为主,车辆段出地面部分是碎石道床。
地下轨道道床结构形式随着车站、矿山暗挖、盾构等土建断面的结构形式不同而不同,轨道道床结构分为矩形、马蹄形、圆形。
1.基标设置是关注重点。
轨道安装的尺寸精度至关重要,一是列车行驶安全及旅客的舒适度;二是限界的控制。
2.线路穿越城市住宅对减振降噪的要求。
道床、轨枕和扣件形式多样。
3.无缝线路焊接与锁定轨温。
要选择合理的焊接参数,确保工艺质量。
4.道岔的调试精度。
5.曲线轨道的圆顺度。
三、整体道床施工管理要点1.基地轨排组装因为场地运输问题,隧道铺轨施工大都在地面基地进行轨排组装,从一端用专用车辆运吊铺设。
基地一般设在地面应有足够面积地方,设计单位通过调查在一定区段确立。
极端困难情况下,在地下隧道大断面有足够长度地段设立地下组装轨排基地,地面但必须留有或借用竖井作为下料口。
轨排组装涉及铺设质量,要从源头控制。
轨枕质量、轨枕间距、轨枕方正、螺栓螺纹处涂油、扣件防腐处理、扭矩达标率、轨底坡设置、配件齐全有效。
查看轨排(节)组装必须牢固不变形。
2.现场散铺架轨施工隧道散铺架轨组装一般为道岔区或下料口的隧道内;地面线散铺主要是车辆段或停车场。
检验主要是依据设计及现场控制基标看铺设位置是是否准确,依据调线调坡的控制基标检验轨道中心线及轨顶高程是否在允许偏差之内。
组装之后报验时按标准全面量测几何尺寸等技术指标。
3.普通短枕式整体道床施工在铺轨基地将标准轨、扣件、短轨枕、轨距拉杆组成轨排,用专用平板车将轨排运至施工地点。

城市轨道交通施工工艺施工组设计1.1主要工程施工方法1.1.1路基处理1.1.1.1PHC管桩施工1.1.1.1.1静力压桩施工工艺流程图具体详见图1.4-1静压桩施工工艺流程图1.1.1.1.2预应力管桩的进场检验1.1.1.1.2.1管桩的外观质量要求管桩的外观质量要求见表1.4-1表1.1.1.1.2.2静压管桩允许尺寸偏差静压管桩允许尺寸偏差见表1.4-2表1.1.1.1.3管桩的吊装、运输和堆放当管桩的砼强度达到设计强度的70%后方可起吊,吊点应系于设计规定之处,达到100%后才能运输和压桩。
如提前吊运,必须采取措施并经验算合格后方可进行。
桩在吊装和搬运时,应把桩扎牢塞紧,防止产生滑动或滚动,必须做到平稳提升,避免撞击和振动。
桩水平运输时,强度应达到100%,桩机和吊机应配合使用,运输可采用平板拖车或载重汽车,装载时应将桩装载稳固,并支撑、绑牢固。
垂直运输靠桩机自身作业,配备两台30KW 的交流电弧焊机进行接桩处理。
图1.4-1静压桩施工工艺流程图表1.4-1管桩的外观质量要求表1.4-2静压管桩允许尺寸偏差注:表内尺寸以预应力管桩设计图纸为准。
1.1.1.2预应力管桩施工方法1.1.1.2.1正式压桩前的准备工作(1)压桩前必须处理架空(高压线)和地下障碍物,架空高压线距离压桩机不得小于10米,场地表面应平整,排水应畅通,并满足压桩所需要的地面承载力。
(2)压桩机运入现场安装就位后,应认真检查压桩设备各部位的质量和性能,施工前机械设备试行运转正常,并定期对机械设备维修保养、(3)定桩位,确定压桩顺序。
根据现场地质勘察报告,桩基平面尺寸、桩的密集程度及深度,桩机移动方便等决定压桩顺序,对群桩基础先由中间向外方向施工或跳压。
压桩机行走详见每栋的桩机行走线路图。
(4)由专职测量人员测量出场地内的压桩的位置,桩位偏差不得大于20mm;另外,在场地醒目位置设置水准点,数量不宜少于3个;设置标尺,用以观测桩身入土深度,桩机就位对中前用全站仪从新复核校正,确保桩位偏差缩小在施工规范之内,并绘制坐标、轴线、标高图报监理单位审核,并告知建设单位。
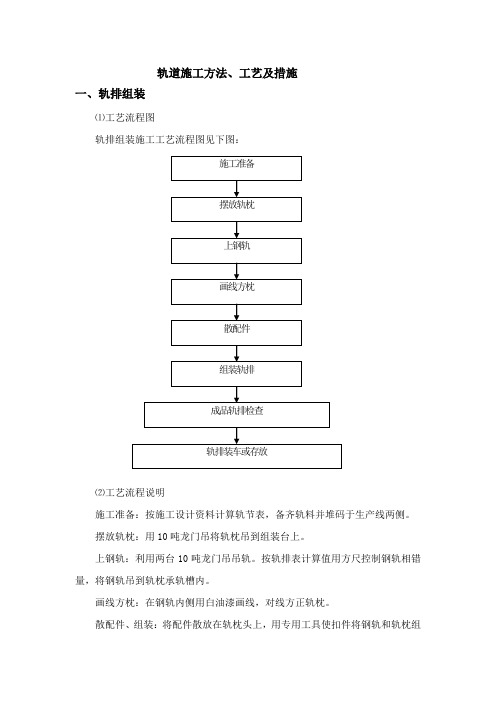
轨道施工方法、工艺及措施一、轨排组装⑴工艺流程图轨排组装施工工艺流程图见下图:⑵工艺流程说明施工准备:按施工设计资料计算轨节表,备齐轨料并堆码于生产线两侧。
摆放轨枕:用10吨龙门吊将轨枕吊到组装台上。
上钢轨:利用两台10吨龙门吊吊轨。
按轨排表计算值用方尺控制钢轨相错量,将钢轨吊到轨枕承轨槽内。
画线方枕:在钢轨内侧用白油漆画线,对线方正轨枕。
散配件、组装:将配件散放在轨枕头上,用专用工具使扣件将钢轨和轨枕组装成轨排。
成品轨排检查:由质检员详细检查轨排质量是否符合标准,不合格的重新处理,并作好原始记录,在每个轨排上配齐鱼尾板及螺栓带帽,并涂油放在轨排接头上,用油漆在轨排铺设终端标注轨枕分中线,轨排号及生产班组。
吊装轨排:用两台10吨龙门吊将成品轨排按铺设顺序吊运装车或存放于轨排场。
⑶质量控制及检测轨枕检查:检查轨枕,如有不合格一律不用,对个别有缺陷的轨枕进行处理。
吊枕时轨枕生产厂标在单侧一致,如有不对的必须逐根掉头,每次自轨枕堆码场起吊不超过10根轨枕。
钢轨检查:吊轨前检查钢轨型号、长度是否与设计一致,直线段钢轨配对时两钢轨偏差在3mm以内,曲线地段按轨排表计划选配缩短轨。
并将钢轨长度正负误差值写在轨头上。
配件检查:各种零件安装齐全,位置正确。
二、铺轨机铺轨⑴艺流程图铺轨机铺轨施工工艺流程图见下图。
⑵工艺流程说明①施工准备复核铺轨面标高和线路中心线,加密线路中心桩;将中心桩引入路肩上并作明显标记;施工设备就位;在铺架基地按轨节表拼装轨节并装车。
②运输轨节到施工地点,立换装龙门架机车推送铺轨机龙门吊及轨节到施工地点。
列车编组如下:机车→龙门架→轨节→轨节→轨节→轨节。
机车推送轨节在距轨道作业1~2km处适当地点,立换装龙门架。
换装龙门架地点选在直线地段或R>1000m以上缓和曲线上,如果条件困难,可将已铺曲线轨道在立换装龙门架位置上拨直,两端拨圆顺,两换装龙门架中心距用粉笔标出位置后,搭设龙门架基础的木垛。
轨道板生产施工工艺工法1 前言1.1 工艺工法概况CRTSⅡ型板式系统做为一种新型的无砟轨道结构,已大规模应用于我国第一条高速铁路京沪高速铁路全线。
CRTSⅡ型轨道板的生产线设备已经相当完善,且具有成熟的制造技术和施工工艺,相关机构也颁布了必要的制造标准和技术规范。
1.2 工艺原理CRTSⅡ型轨道板为先张法钢筋混凝土结构,长线台座整体张拉、混凝土连续浇筑、计算机模拟温控曲线养护、脱模后定期存放、数控磨床磨削加工、检测合格后预安装扣件,成为线路上位置唯一确定的成品板。
2 工艺特点2.1采用工厂化方式集中预制生产,承轨台经过磨削加工以满足高精度要求。
2.2 轨道板规格变化小。
正线轨道板仅一个规格,单块长度为6.45m。
3 适用范围本工艺工法适用于高速铁路CRTSⅡ型轨道板的预制生产。
4 主要技术标准《客运专线铁路CRTS Ⅱ型板式无砟轨道混凝土轨道板(有挡肩)暂行技术条件》(科技基[2008]173号文)《客运专线铁路CRTS II型板式无砟轨道混凝土轨道板(有挡肩)检验细则》(SDS-008-2009部运输局2009-4-17批准)《铁路混凝土结构耐久性设计暂行规定》铁建设[2005]157号《钢筋混凝土用钢第2部分:热轧带肋钢筋》(GB1499.2-2007)《预应力混凝土用钢丝》(GB/T5223-2002)5 施工方法CRTSⅡ型轨道板为先张法钢筋混凝土预应力结构,混凝土由混凝土搅拌站集中拌制,中转料仓转运至布料机,布料机沿长线台座纵向布料;布料前钢筋网片已入模、预应力筋已进行整体张拉;混凝土浇筑完成后,按照轨道板设定的温度控制曲线由计算机控制养护;当轨道板混凝土抗压强度≥48MPa时,分块切割预应力筋,脱模后存放≥30d;再由数控磨床磨削加工、检测合格后预安装轨道扣件,从而成为待铺设成品板。
6 工艺流程及操作要点6.1施工工艺流程施工工艺流程图见图1。
图1 施工工艺流程图6.2操作要点6.2.1 施工准备1根据要求编制与施工规模相适应的“轨道板场建设方案”报指定单位或部门审批。

轨道工程施工工艺一、施工准备1、路基检查:铺底碴前,对路基横断面进行测量,检查路基面标高、宽度、路拱、路基边坡坡度等几何尺寸,路基排水、防护、加固工程的设臵情况,符合设计和规范要求并经监理签认后方可铺设。
2、底碴、面碴碴场的选定,如业主有指定碴场,则按业主要求选定,如自行选定,底碴、面碴质量必须满足设计和规范要求。
3、中桩测量:铺轨前应钉设线路中桩,钉设要求如下:(1)、桩距:直线≯25m,圆曲线为20m。
(2)、曲线的五大要素点,道口中心点,道岔中心及岔头、岔尾点,均应钉设带钉的中桩。
(3)、铺碴前中桩移臵于道床外的路肩(曲线地段钉设在外侧路肩上)。
4、水平桩测量:水平桩在铺轨后铺碴整道前钉设,钉设要求如下:(1)、桩距:直线≯50m,圆曲线≯20m。
变坡点和竖曲线起讫点,应增设水平桩。
(2)、水平桩设在道床外的路肩上(曲线地段钉设在内侧路肩上)。
二、铺底碴1、质量标准:以中粗砂为宜,含泥量≯5%,不含有杂质。
2、底碴采用中粗砂,用5T 自卸汽车运至路基面,根据线路中心桩标出铺设范围、铺设高度,人工摊平。
3、底碴压实:测定底碴松铺高度,砂底碴松铺系数为1.05~1.1,由压路机碾压密实至设计标高。
碾压宜选用小吨位自行式振动压路机,第一遍稳压宜采用低碾压速度<2km/h,低频<20HZ 和低振幅<21mm 的振动碾压或静压,以防止碴粒产生侧向移动,以后3~5 遍碾压参数宜选用碾速3~4 km/h,振频30~50HZ,振幅1.5~2m,碾压作业长度以50~100m 为宜,从一侧开始至另一侧结束,并且前后两次碾压方向相反。
三、预铺面碴1、面碴质量标准:材质以石质坚硬的花岗岩为佳,粒径为20~70mm,针状指数小于5%,片状指数小于50%,粘土团及其他杂质含量少于0.5%,小于0.1mm 的颗粒量少于1%。
2、铺轨前,应先铺部分道碴。
双层道床宜按垫层厚铺足,单层道床铺设厚度宜为150~200 mm。
顶面应整平,中间拉成槽。
人工铺轨施工工艺1 前言1.1工艺工法概况人工铺轨是在目前铁路常规铺架施工中,因各种因素影响造成现场施工条件不能满足机械铺轨,或受工期制约需增开作业面,预铺线路时采用的一种铺轨工艺。
1.2工艺原理充分展开工作面,将钢轨、混凝土枕和扣配件直接分散到施工现场,在施工现场由人工进行混凝土枕锚固、轨排组装和铺设作业。
2 工艺工法特点利用人工多开工作面,多点同时作业,施工组织机动灵活。
3 适用范围本工艺适用于工程量较小的专用线、站线;既有线线路改造;工期紧、任务重、需预铺的地段;及线下路基、桥涵、站改工程不能连续贯通铺轨施工等工况。
4 主要引用标准《铁路轨道工程施工质量验收标准》(TB10413-2003)《客货共线铁路轨道工程施工质量技术指南》(TZ 201-2008)《铁路轨道工程施工安全技术规程》(TB 10305-2009)5 施工方法人工将混凝土枕、钢轨、扣配件等轨料运到施工现场,进行硫磺锚固、轨排组装,并铺设在摊铺压实的底(面)砟上。
6 工艺流程及操作要点6.1施工工艺流程施工工艺流程图见图1。
6.2操作要点6.2.1施工准备1 复核路基断面尺寸、平整度、高程,核实线路中线测设贯通情况,确认线路中桩。
桩距为:直线上为50m,曲线上为20m,缓和曲线上为10m,曲线五大控制桩。
图1 人工铺轨工艺流程图2 编制轨排铺设计划表。
各种钢轨配件与钢轨配套,连接钢轨所需的接头夹板按需要的规格和数量备齐。
3 落实施工所需劳动力、材料和机具,确保施工机具设备状态完好。
6.2.2卸轨料按照轨排铺设计划表中的钢轨、混凝土枕数量及规格装车,根据现场情况将钢轨、混凝土枕卸在线路合适的位置,并摆放整齐。
6.2.3拖散钢轨按轨排铺设计划表中所标注的钢轨长度、顺序配对,拖拉钢轨至铺设位置,并按上、下股拨移到两侧路肩上。
6.2.4预铺底砟或道砟根据线路中桩,按设计底砟或道砟断面宽度要求放出底砟或道砟预铺边线。
用汽车将底砟或道砟运输到线路上,双层道床时,底砟按设计标准直接铺设到位;单层道床时,道砟预铺厚度不小于20cm、宽度不小于80cm的道砟带,道砟摊铺整平。
合格合合不合格不合格不合格不合格是不合格 合否否否是重新安装 较弱支护?合质量验收施工锚杆及早复喷混凝土强支护?补喷混凝土喷混凝土质量验收 再喷补打锚杆质量验收较强支护?重新安装质量验收质量验收 结束施工准备 架立钢架初喷混凝土安装钢筋网初期支护工艺框图初期支护工艺流程图超前小导管工艺流程图施工准备测量定位清孔结束喷混凝土封堵工作面注浆作业小导管制备原材料进厂检验下管、封堵孔口管尾与钢架焊接浆液配比设计调整注浆参数钻孔作业连接、调试注浆管路注浆效果分析钻孔验收浆液制备合格满足要求注浆试验不能满足要求砂浆锚杆工艺流程图不合格合格 施工准备初喷混凝土面上标注孔位钻孔清孔孔中压砂浆补强处理砂浆配合比锚杆加工 原材料检验插入锚杆体 固定锚杆体、待强安装垫板结束质量检验中空锚杆工艺流程图结 束不合格补强处理合格 质量检验施 工 准 备组装中空锚杆杆体排气管、止浆塞布 孔钻 孔、清 孔锚杆杆体回浆安装锚杆连接注浆管、注浆杆体待强、安装垫板螺栓原材料检验确定浆液配比浆液制备合格 施工准备受喷面处理原材料进场检查搅拌车运输喷料接通风水电,试机埋设喷层厚度标钉选定混凝土配合比复喷混凝土作业 自动计量搅拌混凝土结束质量检查 初喷混凝土作业补喷、调整配合比不合格机具到位喷射混凝土流程图不合格合格 合格 不合格施工准备 基面质量检验 轮廓检查基面修整幅间焊缝充气检查 铺设缓冲层结束设置铺挂固定点安装塑料垫圈防水板幅间焊接与破损点补焊铺挂防水板与垫圈焊接防水层流程图全断面法施工工艺流程图合格不合格 合格 不合格施工准备 地质预报 测量与量测 布置炮眼 钻眼、装药、爆破 通风排烟 找顶排险 装运机械就位出渣运输 开挖质量检查 地质素描 初期支护 表面处理 隐蔽检查防排水系统施工 隐蔽检查 变形量满足要求后二衬施工结束钻爆设计 修正钻爆参数台车就位施工准备超前地质预报、超前支护台架就位钻爆设计、调整爆破参数测量放线、布置炮眼各台阶钻眼、装药、爆破排烟、排险、降尘各台阶初喷混凝土、出渣开挖质量检查各台阶初期支护仰拱、填充施工防水层铺设拱墙二次衬砌施工结束。