现代化的国产铝板带生产线工艺及技术特点分析
- 格式:pdf
- 大小:205.68 KB
- 文档页数:3
铝合金自动生产线关键技术研发及应用示范铝合金在现代工业生产中具有广泛的应用,其重要性不言而喻。
随着工业自动化程度的不断提高,铝合金自动生产线技术的研发和应用成为了行业发展的关键所在。
本文将结合实际案例,探讨铝合金自动生产线关键技术的研发及应用示范。
一、铝合金自动生产线的发展历程铝合金自动生产线的发展可以追溯到上世纪。
随着科技的不断进步和工业化的快速发展,传统的人工操作方式已经无法满足快速高效的生产需求。
因此,铝合金自动生产线技术的研发成为了当时工业界的热点之一。
在过去的几十年里,铝合金自动生产线技术取得了长足的进步。
从最初的简单机械操作到后来的数字化控制系统,再到如今的智能化生产线,铝合金生产技术日臻完善。
这一进步离不开相关技术人员的不懈努力和创新精神的推动。
二、铝合金自动生产线的关键技术1. 自动化控制系统自动化控制系统是铝合金自动生产线的核心技术之一。
通过PLC、传感器等设备,实现对整个生产线的智能化控制和监测,提高生产效率和产品质量。
同时,自动化控制系统还可以减少人为因素对生产过程的干扰,保证生产的稳定性和可靠性。
2. 机器人技术机器人技术在铝合金自动生产线中也起着至关重要的作用。
机器人可以完成重复性高、劳动强度大的工作,提高生产效率和生产质量。
随着机器人技术的不断发展和成熟,铝合金生产线的自动化水平得到了极大提升。
3. 数据分析与优化数据分析与优化技术可以帮助企业实时监测生产过程中的各项指标,并通过数据分析和处理,找出生产中存在的问题并进行优化调整。
在铝合金生产线中引入数据分析与优化技术,可以有效提高生产效率和产品质量,降低生产成本,实现智慧生产。
三、铝合金自动生产线的应用示范以某铝合金生产企业为例,介绍该企业在铝合金自动生产线关键技术方面的研发及应用示范。
该企业在自动化控制系统、机器人技术和数据分析与优化等方面做出了积极探索和尝试,取得了一系列成果。
该企业引入了先进的自动化控制系统,实现对生产线的智能化控制和监测。

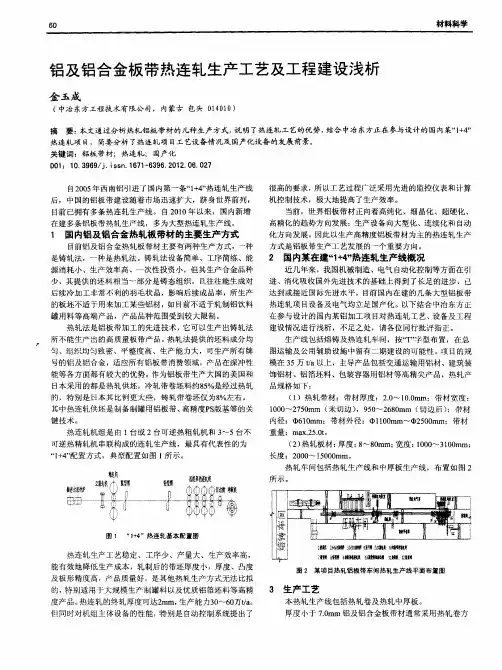
谈谈热轧铝板带材生产线工艺及设备特性引言随着我国经济水平不断的发展,我国对铝需求也在不断增长。
为了适应市场需求,增加产品种类、优化产品结构、提高经济效益。
以某企业为例,建设了一条板带生产线。
包括热轧和冷轧及精整生产线两部分。
一、热轧生产线1、生产工艺流程如图:1.1加热工艺在生产过程中,在进行热压时需要铸锭由熔铸车间铸出,或者外购合格铸锭。
原料仓库内的起重机将铸锭吊放在设于原料仓库内的铣面机组上料端辊道,辊道将其送至铣面机工作台,对中加紧铸锭后铣削铸锭上表面、两个上侧倒角表面和一个垂直侧面,然后利用铸锭翻转装置,铣削铸锭下表面、两个下侧倒角表面和另外一个垂直侧面。
铣削完成后,铸锭转移到铸锭输出辊道上。
铸锭经铣面机组铣面(铣边)后,由吊车吊运至推进式加热炉炉尾上料辊道上,经辊道运输送至加热炉尾部,经翻锭设备将其翻转90°后,再由推锭装置将坯料推进加热炉内加热(均热)。
坯料加热到420-530°C后,由出锭设备将坯料从加热炉内取出,再由出炉侧的翻锭设备将加热好的坯料翻转90°。
而后由铸锭输入辊道运输送往粗轧机组进行轧制。
途中由设在运输辊道上方的铸锭清理装置向铸锭上下表面喷射0.7MPa的乳化液,以清洗铸锭表面的污物。
1.2、对铝板的轧制工艺分两个环节,粗轧和精轧。
粗轧机组是生产过程中的重要环节,它的作用是把不同大小的坯料按照产品要求轧制成中间坯,然后供给精轧机组。
经过喷射清理后的铸锭才能进入粗轧工区进行轧制。
粗轧机组由立辊轧机和水平四辊轧机组成。
铸锭首先在立辊轧机进行轧边,然后进入四辊轧机进行轧制。
在往复轧制过程中,轧边机可根据需要对坯料进行测压,从而获得轧制状态的边部质量。
立辊轧机为二辊式,下传动,液压调节轧辊开口度,具有APC控制功能。
四辊粗轧机设有电动/液压压上系统,可快速设定辊缝和在轧制过程中控制辊缝,保证轧件有较高的厚度精度。
四辊轧机设有工作辊正弯系统和分区冷却系统,可在轧制过程中控制工作辊的辊型,保证轧件板型良好。
新型铝型材制造工艺介绍铝型材是一种应用广泛的材料,它具有重量轻、强度高、导热性好、抗腐蚀性强等优点,在建筑、交通运输、航空航天等领域得到广泛应用。
传统的铝型材制造工艺主要包括挤压、拉伸、轧制等方法,但随着科技的进步,新型铝型材制造工艺相继出现,大大提高了生产效率和产品质量。
下面将介绍几种新型铝型材制造工艺。
一、精密铸造法:精密铸造法是一种将铝液注入模具中,通过冷却凝固成型的工艺。
这种工艺具有制作复杂形状铝型材的优点,可以制作出各种高精密度、高强度的铝型材。
采用该工艺制造的铝型材具有表面平整度高、尺寸精度高、内部组织均匀等特点,广泛用于汽车零部件、光学仪器等领域。
二、注射挤压法:注射挤压法是一种将铝液直接注入模具中,然后通过挤压使其成型的工艺。
与传统挤压相比,注射挤压法具有成型速度快、能耗低、生产效率高等优点。
此外,注射挤压法还可以制造更复杂的产品形状,提高了产品的设计自由度。
该工艺适用于制造电子设备外壳、电池外壳等被广泛应用的产品。
三、快速凝固浇铸法:快速凝固浇铸法是一种通过快速冷却使铝液迅速凝固成型的工艺。
相比传统的凝固浇铸法,快速凝固浇铸法具有凝固时间短、铝液流动性好等优点。
由于凝固速度快,使得铝型材内部的结晶细化,提高了强度和韧性。
该工艺适用于制造高强度、高耐磨性的铝合金型材,广泛应用于航空航天、汽车制造等领域。
四、高能量激光焊接法:高能量激光焊接法是一种利用激光束进行焊接的工艺。
与传统的焊接方法相比,高能量激光焊接法具有热影响区小、焊接速度快的优点。
采用该工艺焊接的铝型材接头强度高、气密性好,广泛应用于航空航天、汽车制造等领域。
以上介绍了几种新型的铝型材制造工艺,这些工艺的出现大大提高了铝型材的制造效率和产品质量。
随着科技的不断发展,相信将会有更多新型铝型材制造工艺出现,满足不断增长的市场需求。
简析热轧铝板带材生产线工艺及设备特性发表时间:2019-01-04T15:05:54.327Z 来源:《科技研究》2018年10期作者:田伟[导读] 本文主要热轧工艺技术的完善与改进,希望能对我国铝板带材生产效率做出重大贡献。
(贵州大学 550025)摘要:随着我国现代生产水平的提高,为了满足我国产业项目生产所需的基础设备要求也越来越严格。
我国近代以来,一直都以热轧工艺作为满足人类铝板带材生产活动所使用的技术流程,热轧工艺作为铝板带材生产的基础设施技术,它的工艺水平先进与否直接影响了铝板带材生产效率的上限。
因此本文主要热轧工艺技术的完善与改进,希望能对我国铝板带材生产效率做出重大贡献。
关键词:热轧工艺;铝板带材;生产工艺引言热轧工艺作为应用到我国铝板带材生产活动所使用的技术流程,而热轧工艺是生产线工艺中不可缺少的重要组成成分。
热轧工艺是一种以热轧机组作为半连续的作业设备,它被广泛应用到我国生产领域中的内构成装置机组中。
作为取决材料质量与数量上限的决定性工艺及设备,热轧工艺在应用过程中具有功率大、单位效率高、使用寿命长、加工稳定性强等特点。
在近代以来,我国的热轧工艺主要研究如何提高铝板带材的生产效率以便满足工业生产生活中所需的材料耗费量。
一、热轧铝板带材生产线工艺及设备的特点概述(一)金属变形耗能低热轧铝板带材生产线的优点是耗能低,其中大部分是因为金属变形能量消耗的减少,主要原理是通过热轧技术对铝板的多种模板形态以加热的方式进行加工。
而热轧技术的耗能低对于生产活动中无法确定铝合金多元相图的问题亦具备一定的意义。
现代热轧技术的耗能优势有三点:在常规的铝合金等生产活动中,其设备往往根据运行情况被修改铝合金固体相线进行调整;而在常规生产加工活动中,铝合金通过热轧工艺使得具备塑性加工良好的优势相较容易进行轧制;剩下一类优点指的是在现有设备运行中进行的生产加工硬化不明显,而在整个生产活动中加工硬化不明显使得耗能进一步得到降低。
铝材制造工艺分析随着工业的不断发展,铝材已成为现代工业中必不可少的重要材料之一。
铝材具有优良的物理性质和化学性质,因此广泛应用于汽车、电子、建筑等行业。
制造一款质量优良、符合标准的铝材,需要一系列复杂的工艺流程。
本文将分析铝材制造过程中的工艺流程和相关设备,以及铝材的主要应用领域。
一、铝材制造的主要工艺流程铝材的制造,一般包括熔制、浇铸、轧制和拉伸等工序。
具体流程如下:1. 熔制为了制造出具有一定形状和品质的铝材,首先需要将铝锭进行熔化。
熔化可以使用电炉或火焰进行。
经过熔化后的铝液会由出钢口流出,进入下一步的工艺流程。
2. 浇铸当铝液流入浇口时,就会开始进行浇铸工艺。
浇铸可以通过水平或铸型方式进行。
水平浇铸需要将铝液倾倒进模具里,而铸型则会将铝液注入模具中。
在铸造出铝材之后,需要将未达标的部分打磨掉。
3. 轧制经过浇铸而成的铝坯需要进行轧制。
轧制机对铝材进行拉伸,从而让铝坯成为薄而平滑的铝片。
轧制机中需要通过不同的辊头来控制铝片的厚度和尺寸。
对于厚度较薄的铝片,还需要使用冷却技术,以确保其表面质量和形状。
4. 拉伸为了获得高强度的铝材,需要将铝片进行拉伸。
拉伸是通过将铝片经过辊轮的过程,让铝材慢慢变长而细致。
这种处理方法可以让铝材的微观组织发生改变,从而增强其抗拉强度和延展性。
二、铝材制造的设备铝材制造需要一系列设备实现高效和稳定生产过程。
铝材制造的设备包括熔炼炉、浇铸机、轧制机和拉伸机等。
1. 熔炼炉在熔制铝材过程中,需要使用熔炼炉将铝锭熔化成液态。
熔炼炉可以分为电磁熔炉和焰熔炉两种。
电磁熔炉的优点是加热均匀且控制精度高,而焰熔炉需要使用燃料加热,造成能源浪费,但也具有简单易用等优点。
2. 浇铸机浇铸机在铝材生产中发挥了极为重要的作用。
它可以将熔化的铝液倒入模具中进行浇铸。
浇铸机的主要发展趋势是加强自动化和可控性,通过智能化技术检测铝液温度和铝坯尺寸,控制浇铸过程的液流和温度,提高铝材生产的质量和效率。
铝板带箔生产现状及工艺技术探析我国铝板带箔生产的行业发展在几十年间取得巨大进步,无论是企业数量还是产量规模都已经逐渐迈入生产大国的行列,丰富的资源、宽广的空间都为铝板带箔的生产提供重要助力。
当然,受到各种因素的影响,我国的铝板带箔产能效益和技术工艺与国际水平还存在明显差距,尤其是高精产品的开发生产和行业控制提升还需要大量努力。
当然,通过不断的探索实践,中国的铝板带箔生产必然会跻身国际高端产品行列。
标签:铝板带箔;产能规模;热轧法;工艺改进Abstract:The industry of aluminum sheet,strip and foil production in China has made great progress in the past few decades. Both the number of enterprises and the scale of production have gradually entered the ranks of large producing countries. Abundant resources and wide space provide important support for the production of aluminum sheet,strip and foil. Of course,due to the influence of various factors,there is still a clear gap between the production efficiency and technological process of aluminum sheet,strip and foil in China and the international level,especially the development and production of high-precision products and the improvement of industry control still need a lot of efforts. Of course,through continuous exploration and practice,China’s aluminum plate,strip and foil production will certainly be among the international high-end products.Keywords:aluminum sheet,strip and foil;capacity scale;hot rolling;process improvement1 鋁板带箔生产现状中国的铝板带箔生产加工相对来说行业起步较晚,加之初期的经济支持不足和技术落后,使得整个行业的发展都经历了一个艰难的过程。
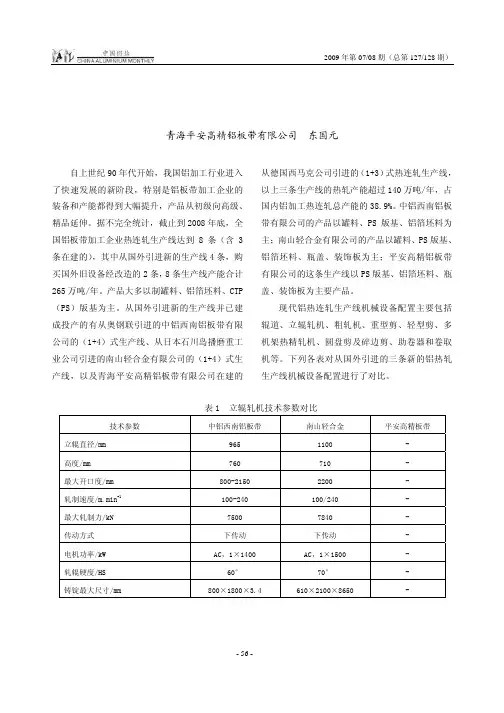
对我国引进的铝热连轧生产线特点的分析 青海平安高精铝板带有限公司 东国元自上世纪90年代开始,我国铝加工行业进入了快速发展的新阶段,特别是铝板带加工企业的装备和产能都得到大幅提升,产品从初级向高级、精品延伸。
据不完全统计,截止到2008年底,全国铝板带加工企业热连轧生产线达到8条(含3条在建的),其中从国外引进新的生产线4条,购买国外旧设备经改造的2条,8条生产线产能合计265万吨/年。
产品大多以制罐料、铝箔坯料、CTP (PS)版基为主。
从国外引进新的生产线并已建成投产的有从奥钢联引进的中铝西南铝板带有限公司的(1+4)式生产线、从日本石川岛播磨重工业公司引进的南山轻合金有限公司的(1+4)式生产线,以及青海平安高精铝板带有限公司在建的从德国西马克公司引进的(1+3)式热连轧生产线,以上三条生产线的热轧产能超过140万吨/年,占国内铝加工热连轧总产能的38.9%。
中铝西南铝板带有限公司的产品以罐料、PS版基、铝箔坯料为主;南山轻合金有限公司的产品以罐料、PS版基、铝箔坯料、瓶盖、装饰板为主;平安高精铝板带有限公司的这条生产线以PS版基、铝箔坯料、瓶盖、装饰板为主要产品。
现代铝热连轧生产线机械设备配置主要包括辊道、立辊轧机、粗轧机、重型剪、轻型剪、多机架热精轧机、圆盘剪及碎边剪、助卷器和卷取机等。
下列各表对从国外引进的三条新的铝热轧生产线机械设备配置进行了对比。
表1 立辊轧机技术参数对比技术参数 中铝西南铝板带 南山轻合金 平安高精板带 立辊直径/mm 965 1100 -高度/mm 760 710 -最大开口度/mm 800-2150 2200 -轧制速度/m.min-1100-240 100/240 -最大轧制力/kN 7500 7840 -传动方式 下传动 下传动 -电机功率/kW AC,1×1400 AC,1×1500 -轧辊硬度/HS 60° 70° -铸锭最大尺寸/mm 800×1800×3.4 610×2100×8650 -表2 热粗轧机技术参数对比技术参数 中铝西南铝板带 南山轻合金 平安高精板带 直径/mm 1500 1600 1500 支撑辊辊面宽度/mm 2000 2350 2400直径/mm 930 1070 1050 工作辊辊面宽度/mm 2100 2350 2500最大开口度/mm 620 700 630轧制速度/m.min-1100/240 100/240 100/240最大轧制力/kN 35000 50000 40000电机功率/kW AC,2×3750 AC,2×5000 AC,2×4000 压下方式 液压推上+电动压下 液压推上+电动压下 液压推上+电动压下铸锭最大尺寸/mm 520×1800×5200 610×2100×8650 630×2100×5000 最大铸锭单块质量/t 13.1 30 18表3 重型剪技术参数对比技术参数 中铝西南铝板带 南山轻合金 平安高精板带 最大厚度/mm 150 150 150最大宽度/mm 1850 2200 2250最大剪切力/kN 10000 10000 8000剪刃长度/mm 2000 2350 2450倾角 1/16° 1/16° 3.5°电机功率/kW - 2×500 -剪切材料温度/℃ ≥350 ≥350 ≥350剪切机形式 液压浮动式 电动下和上剪切 液压浮动式表4 轻型剪技术参数对比技术参数 中铝西南铝板带 南山轻合金 平安高精板带 最大厚度/mm 60 60 50最大宽度/mm 1850 2200 2250最大剪切力/kN 4600 4500 2300剪刃长度/mm 2000 2350 2450倾角 1/16° 1/32° 2.5°电机功率/kW - 2×325 -剪切材料温度/℃ ≥350 ≥350 ≥350剪切机形式 液压浮动式 电动下和上剪切 液压浮动式表5 精轧机列技术参数对比技术参数 中铝西南铝板带 南山轻合金 平安高精板带 轧机布置方式 四机架串联式 四机架串联式 三机架串联式 直径/mm 1500 1600 1500 支撑辊辊面宽度/mm 2000 2350 2400直径/mm 750 780 750 工作辊辊面宽度/mm 2000 2350 2600型式 - TP CVC PLUS 系统最大轧制力/kN 每台35000 每台40000 每台40000弯辊(正负)/kN 1280 - 1500(正)轧制速度//m.min-1450(F4出口) 200/500(F4出口) 462(F3出口) 轧辊开口度/mm 500 600 600主电机功率/kW 各4500 各4500 各4200机架立柱面积/cm26600 6460 5400接轴形式 弧齿形 滑块式 齿轮压下方式 液压压下 液压推上 液压压下推上缸直径/mm 970 1050 965调零方式 阶梯板 电动丝杆压下 液压板形控制 实心支撑辊、常规 F1、F2上支撑辊为TP F1-F3均为CVC辊 厚度控制 AGC AGC AGC表6 切边机技术参数对比技术参数 中铝西南铝板带 南山轻合金 平安高精板带 最大剪切厚度/mm 8 10 2.5-10切边后带材宽度/mm 800-1700 950-2100 900-2100带材温度/℃ 200-360 200-360 200-360单侧最大切边宽度/mm 100 100 80切边速度/m.min-1520 570 462刀盘直径/mm 610 600 510主电机功率/kW 220 220 100碎边形式 单独分离式 同轴星轮式 同轴星轮式表7 卷取机技术参数对比技术参数 中铝西南铝板带 南山轻合金 平安高精板带类型下卷取,倒四棱锥,二级胀缩 上卷取,双级胀缩,四扇形块上卷取,双级胀缩,四扇形块卷筒直径胀缩范围/mm 570-610 580-610 575-610一级胀缩时卷直径/mm 607(薄料) 607 607二级胀缩时卷直径/mm 610(厚料) 610 610(厚料)卷材最大外径/mm 2450 2800 2150最大卷重/t 20.3 30 18带材最小/最大厚度/mm 2.0/8.0 2.0/10.0 2.5/10.0卷取带材宽度/mm 800-1800 950-2200 900-2100最大卷取速度/m.min-1500 550 462卷取张力/kN 20-250 20-250 20-250主电机功率/kW AC,1×1600 AC,1×1950 AC,1×1500助卷器 2条500mm宽双钢丝带 单卡盘双带筒夹型钢丝带2条640mm丝网结构皮带活动支撑 单缸液压开闭式 双缸拉出+摆动式 单缸液压开闭式对上述三台引进的热连轧生产线的技术参数进行分析,可以发现它们具备以下技术特点:● 装机水平高,轧制力大,主电机功率大,生产规模大,产品精度高,符合铝加工热轧工艺发展的方向,可以实现高精薄带材生产的工艺要求。
铝板带箔加工业属于技术密集型产业,是拥有百年历史、生命力极强、不断发展创新的产业;铝板带箔加工产品属于流程型产品,是应用极其广泛、质量标准不断提升的中间型产品。
由此,就必然使得铝板带箔加工工艺技术科技含量高、掌控难度大,专有特性强。
下面,结合铝板带箔加工产品的生产工艺特点来理解铝板带箔加工工艺技术的真正内涵。
一、生产工艺具有动态性、敏感性,需要随时维护修正、不断优化和创新在铝板带箔加工工艺技术中,对生产工艺的要求是稳定、合理、先进。
●∙∙∙∙∙∙∙∙生产工艺要相对稳定。
在生产过程中,我们强调最多的就是要保证生产工艺稳定,客观地说,这里指的稳定是相对的,或者确切地说,稳定不等于固定。
这一点,工艺技术人员必须认识到。
影响生产工艺的一些条件总是会在一定范围内波动的,这些波动是不可避免的、在一定范围内也是允许的。
比如,轧机的轧辊辊径及表面粗糙度、轧制油温度及理化指标、坯料的板型和板厚、生产环境的温度、操作人员的技能水平、原辅材料的供应渠道等等,都不可能是一个常数。
这些条件的变化、哪怕是较小的变化都会使生产工艺受到影响,并导致产品质量指标发生变化。
这也是一些生产人员和工艺技术人员经常不解的疑问——完全按照生产工艺要求生产出来的产品,怎么还会存在质量问题呢?这就是生产工艺的复杂所在。
为此,工艺技术人员和生产人员必须努力减少工艺条件的变化,将其波动控制在最小范围。
要做到这一点,就必须建立完善的日常检查、检测、监督、抽查、审核、评价等一系列的制度,杜绝突变,保证工艺条件的变化处于正常、允许的范围内。
●∙∙∙∙∙∙∙∙生产工艺要力求合理。
合理,就是要符合实际、易于实现、保障性强。
铝板带箔加工产品生产工艺的突出特点是受影响的因素多,各因素之间的关联性强,对每一因素的波动都极其敏感。
工艺技术人员必须适时对生产工艺进行监护,并通过总结、实践不断摸索,掌握影响因素的变化规律及其相互关系,得心应手的应对这些变化,适时修正,实现生产工艺从必然王国向自由王国的转变。
科技风2〇17年8月上________________________________________________________________________________机械化工D01:10.19392/ki.1671-7341.201715125简析热轧铝板带材生产线工艺及设备特性农峰广西南南铝加工有限公司广西南宁530031摘要:目前的状态下,技术人员具体在制作铝板带材的过程中,一般来讲都需要借助热札工艺。
热札生产线包含了很多的 生产流程,在各个工艺流程相互配合的前提下就能制作出符合基本技术指标的铝板带材。
具体在操作中,热札铝板带材涉及到加 热工艺、札制工艺、卷曲工艺及其他相关工艺。
从现状来看,各个行业针对铝材的整体需求量都在迅速提升,因此亟待改进热札铝 板的各项操作工艺与生产线,确保符合最根本的生产工艺指标。
关键词:热札铝板带材#生产线#工艺#设备特性近些年来,城乡经济都获得了迅速发展;面对新的形势,各 个行业表现出来的铝需求也在逐步增多。
热轧铝板带材构成 了现阶段工业生产不可或缺的关键材料,而与之有关的生产设 备以及生产线工艺也有必要获得改进[1]。
然而实质上,与热轧 铝板带材密切相关的各项制作工艺都表现为复杂性,这种现状 在客观上增大了铝板带材的制作与生产难度。
为此面对新的 形势,技术人员亟待改进现有的生产线,针对热轧铝板涉及到 的各项操作流程都要加以更新。
_、各项生产线工艺铝带材的热轧生产线具体包括加热区、精轧区、粗轧区以 及卷曲区,该条生产线具有热轧机组的特征,此类机组构成了 半连续的机组。
在热轧生产的整个流程中,一般来讲都会涉及 到与之有关的各项设备,其中典型为加热炉、热轧机、润滑设 备、乳化液及其他设备[2]。
具体来讲,铝带材的热轧生产线涉 及到如下的关键工艺:(一) 札制铝板轧制铝板的具体操作流程包含了粗轧操作与精轧操作的 两种类型。
在这其中,粗轧操作构成了核心性的工艺流程,在 轧制操作的前提下获得中间坯料。
铝板带箔生产现状及工艺技术初探摘要:国内铝板带箔制造产业在最近十几年获得的成就显著,无论是在生产数量还是企业规模上都相较以往有了快速的增长,逐渐开始步入生产大国的行列,而且,我国地大物博、资源丰富,这些优势都为铝板带箔的制造发展提供关键推力。
虽然国内当前的铝板带箔生产受到一些外在要素的影响,致使其生产效能以及技术水平发展依然与一些发达国家存在一定的差距,其中高精度产品的制作与研发方面短板尤为严重。
所以,人们需要持续研究铝板带箔制作生产的工艺技术的改良方法,使工艺技术得到创新,从而提升我国铝板带箔制造水平。
关键词:铝板带箔;生产现状;工艺技术;探究国内的铝板带箔制造产业起步相对较迟,而且发展初期受到国家经济和技术水平的限制,导致产业整体的发展进展都极其的缓慢。
而当下,我国社会的经济增长显著,再加之国内各种资源、空间富足,铝板带箔制造产业也随着获得了迅速的增长,形势一片大好。
与此同时,国内铝板带箔生产企业规模不够、资源过度浪费这些潜在的弊端也开始渐渐暴露,加之国际、国内市场瞬息万变,格局变化频繁,对铝板带箔产品的质量要求不断提升,使得这一产业的发展形式变得更加的恶劣。
所以,国内铝板带箔企业要想在激烈的市场竞争中占有一席之地,就必须要不断创新优化工艺技术,提高生产水平和资源利用率,从而使得铝板带箔产品的生产效率、质量具有一定竞争优势。
1.国内铝板带箔生产现状1.1国内铝板带箔生产企业分析从1950左右我国成立第一家具有一定规模的铝板带箔制造企业开始,国内的铝板带箔制造加工产业发展进步显著。
尤其是在国内经济复苏以及产业改革的因素促进下,使得铝板带箔制造产业也开始迈入新的发展格局。
国内的制造企业不断增长迅速,而且产业规模也开始显著扩大。
对当前国内的发展水平状况进行分析可以得知,我国的铝产品加工企业数量已经逼近1500家,而其中从事铝板带箔生产的企业便有700多家,并且还不断有新的企业加入这一行业。
不过与国际上一些发达国家对比,国内的铝板带箔生产加工企业的效能及规模都存在一定的差距。
5.1基本概念铝板带箔即铝板、铝带、铝箔的统称。
铝板带是指使用轧机对铝锭进行轧制以后的板材或者卷材进行分条以后的带材,在国外分为plate以及sheet国际上习惯把厚度在0.2mm以上,宽度500mm以下, 200mm以上,长度16m以内的铝材料称之为铝板材,国内称为薄板以及中厚板。
铝箔与铝板带一般情况下认为是同一种产品,只是厚度有差别,加之两者的技术要求相差较大就分为两种产品。
通常将经过加工而成片状的铝产品通常称为铝板,厚度小于0.2mm的铝卷材通常称为铝箔。
5.2产业链介绍铝加工产业链如下图所示:5.3产品介绍铝板带中的铝箔坯料,用于生产高精度铝箔,铝箔因为其质量轻、密闭性好、包覆性好、环保、具有耐腐蚀、耐高温、防火、防爆等特点,广泛应用于包装、电器、散热器和建筑等国民经济各领域。
5.4 行业的周期性和成长性由于铝箔应用领域广泛,且铝金属所具备的良好特性不易为其他金属所替代,市场需求较为稳定,周期性不明显。
在海外市场特别是欧美发达国家市场,铝箔属于家庭生活必需的消费品。
目前,我国对铝箔产品的总体消费水平和人均消费水平与发达国家相比均存在较大差距。
随着我国国民经济的快速发展和居民消费水平的提高,铝箔的需求量逐年快速增长,高成长性明显。
进而带动对铝箔坯料的需求量将逐年快速增长。
5.5上下游市场状况及变动(1)上游行业发展对本行业的影响从上游行业看,虽然我国铝土矿资源并不丰富,但铝土矿的冶炼加工能力很强,是世界第一大铝生产国。
我国电解铝产量逐年快速增长,导致国内电解铝市场一直呈现供大于求的局面。
2006年以后,呈现出氧化铝与电解铝同步扩张的态势。
近年来,国家限制原铝出口,鼓励高附加值的铝深加工产品出口,为铝板带箔工业的发展创造了良好的环境。
(2)下游行业发展对本行业的影响从下游行业看,空调制造、电子、汽车、建筑、包装、医药等下游行业近年来发展迅速,也带动了铝箔行业的发展。
近年来,铝箔在包装业的应用越来越显示出所特有的优越性能,为铝箔在包装业的应用,打开了新的增量空间。
铝板安装施工工艺及技术要求【铝板安装施工工艺及技术要求】一、铝板安装施工工艺的历史其实啊,铝板安装施工工艺可不是凭空出现的。
早在几十年前,随着建筑行业的不断发展和对材料性能要求的提高,铝板这种材质逐渐走进了人们的视野。
在早期,铝板的应用相对比较简单,主要用于一些小型的建筑装饰部件,比如说简单的门窗边框。
那时候的安装工艺也比较粗糙,说白了就是简单地固定,没有太多的技术含量。
随着时间的推移,建筑设计越来越追求独特和创新,铝板的应用范围也不断扩大。
从建筑的外立面到室内的装饰,从大型的商业综合体到小型的住宅项目,铝板都发挥着重要的作用。
相应的,铝板安装施工工艺也在不断地改进和完善。
比如说,过去可能只是用螺丝简单固定铝板,现在则有了更先进的胶粘、焊接等多种固定方式,让铝板的安装更加牢固、美观。
二、铝板的制作过程1. 原材料选择铝板的制作首先要从原材料的选择开始。
这就好比我们做饭要先选好食材一样。
一般来说,会选用高质量的铝锭作为主要原料。
2. 熔炼与铸造选好原料后,就要进行熔炼和铸造啦。
把铝锭加热到高温使其融化,然后倒入特定的模具中,冷却后就形成了铝板的雏形。
这一步就像是做冰棍,把糖水倒进模具里,冻一冻就成型了。
3. 轧制与拉伸接下来,就是对初步成型的铝板进行轧制和拉伸。
通过机器的压力,让铝板变得更薄、更平整,同时也能调整铝板的强度和韧性。
4. 表面处理为了让铝板具有更好的耐腐蚀性和美观度,还需要进行表面处理。
常见的表面处理方式有阳极氧化、喷漆、覆膜等。
这就好比我们出门前要梳妆打扮,让自己看起来更漂亮。
三、铝板安装施工工艺的特点1. 轻质高强铝板的重量相对较轻,但强度却不低。
这意味着在安装过程中,不需要太过强大的支撑结构,就能承受住自身的重量和外界的荷载。
比如说,在一些大跨度的建筑屋顶上使用铝板,既不会给建筑增加过多的负担,又能保证结构的稳定性。
2. 耐腐蚀铝板具有良好的耐腐蚀性能,不容易生锈和被腐蚀。
这在户外环境中尤为重要,不像有些金属材料,用不了多久就锈迹斑斑。