PLS2往复运动自动变换方向示例程序-PLS2PWM2PLS
- 格式:ppt
- 大小:334.00 KB
- 文档页数:17

1.57步进机电23HS66202.DM524 型细分型两相混合式步进机电驱动器3.STC12C5A60S2 系列单片机][程序一、二[程序一、二]通过计算机对单片机芯片的编程 ,将单片机与驱动器相连 ,从而实现对步进机电 的各种方式控制.1.根据所期望的结果编写程序,并在实验仪器上调试和验证.2.使用步近机电的工作原理与步进机电驱动器.3.学习控制步进机电转角、速度、方向的实时软件设计1.57步进机电23HS66202.DM524型细分型两相混合式步进机电驱动器,采用直流18~50V 供电,适合驱 动电压24V~50V, 电流小于4.0V,外径42~86毫米的两相混合式步进机电.此驱 动器采用交流伺服驱动器的电流环进行细分控制, 机电的转矩波动很小,低速 运行很平稳,几乎没有振动和噪音.高速时力矩也大大高于其它二相驱动器, 定位精度高.广泛合用于雕刻机、数控机床、包装机械等分辩率要求较高的设 备上.输入电流 输出电流湿 气 重小于4安培1.0A ~4.2A功耗: 80W ; 内部保险: 6A 工作温度-10~45℃; 存放温度-40℃~70℃不能结露,不能有水珠 禁止有可燃气体和导电灰尘200克〔1〕平均电流控制,两相正弦电流驱动输出〔2〕直流24~50V 供电 〔3〕光电隔离信号输入/输出〔4〕有过压、欠压、过流、相间短路保护功能 〔5〕十五档细分和自动半流功能 〔6〕八档输出相电流设置 〔7〕具有脱机命令输人端子 〔8〕高启动转速 〔9〕高速力矩大 〔10〕机电的扭矩与它的转速有关,而与机电每转的步数无关控制信号定义PLS/CW+ : PLS/CW-: DIR/CCW+: DIR/CCW-: 步进脉冲信号输入正端或者正向步进脉冲信号输入正端 步进脉冲信号输入负端或者正向步进脉冲信号输入负端步进方向信号输入正端或者反向步进脉冲信号输入正端 步进方向信号输入负端或者反向步进脉冲信号输入负端ENA+: 脱机使能复位信号输入正端 ENA- : 脱机使能复位信号输入负端输入电压 直流18~50V 输入耗度度 体 量功 温脱机使能信号有效时复位驱动器故障,禁止任何有效的脉冲,驱动器的输出功率元件被关闭, 机电无保持扭矩.控制信号连接上位机的控制信号可以高电平有效,也可以低电平有效.当高有效时,把所有控制信号的负 端连在一起作为信号地,低有效时,把所有控制信号的正端连在一起作为信号公共端. 现在以集电极开路和 PNP 输出为例 ,接口电路示意图如下: 控制器集电极开路输出图2.输入接口电路〔共阴极接法〕控制器 PNP 输出注意: VCC 值为5V 时,R 短接; VCC 值为12V 时,R 为1K,大于1/8W 电阻;VCC 值为24V 时,R 为2K,大于1/8W 电阻; R 必须接在控制器信号端.功能选择 〔用驱动器面板上的 DIP 开关实现〕 设置机电每转步数驱动器可将机电每转的步数分别设置为400、500、800、1000、1250、1600、2000、 2500 、3200 、4000 、5000 、6400 、8000 、10000 、12800步.用户可以通过驱动器 正面板上的拨码开关的 SW5、SW6、SW7、SW8位来设置驱动器的步数〔如表1〕:SW6状 态 SW7状 态 SW8状 态步数ONONON400 OF FONON800OF FONON160 0ONOF FON320 0ONOF FON640 0OF F OF FON128 00OF F OF FON256 00ONONOF F 100 0ONONOF F 200 0OF FONOF F 400 0OF FONOF F 500 0ONOF F OF F 800 0ONOF F OF F 100 00OF F OF F OF F 200 00OF F OF F OF F 250 00控制方式选择拨码开关 SW4位可设置成两种控制方式:当设置成"OFF"时,为有半流功能.当设置成"ON"时,为无半流功能. 设置输出相电流为了驱动不同扭矩的步进机电 ,用户可以通过驱动器面板上的拨码开关 SW1、 SW2 、SW3位来设置驱动器的输出相电流〔有效值〕单位安培 ,各开关位置对应 的输出电流,不同型号驱动器所对应的输出电流值不同.具体见表2.SW1 SW2 SW3PEAK RMS 输出电流<A>OF ONF SW5状态 OF FOF FOF FOF FOF FOF F OF FONONONONONONON ON ON 1.00 0.71OFF ON ON 1.46 1.04ON OFF ON 1.91 1.36OFF OFF ON 2.37 1.69ON ON OFF 2.84 2.03OFF ON OFF 3.31 2.36ON OFF OFF 3.76 2.69OFF OFF OFF 4.20 3.00半流功能半流功能是指无步进脉冲500ms 后,驱动器输出电流自动降为额定输出电流的70%,用来防止机电发热.+V、GND:连接驱动器电源+V:直流电源正级, 电源电压直流16~50V.最大电流是5A.GND:直流电源负级.A+ A- B+ B-:连接两相混合式步进机电驱动器和两相混合式步进机电的连接采用四线制, 机电绕组有并联和串联接法, 并联接法,高速性能好,但驱动器电流大<为机电绕组电流的1.73倍>,串联接法时驱动器电流等于机电绕组电流.周围要有20mm 的空间,不能放在其它发热的设备旁,要避免粉尘、油雾、腐蚀性气体,湿度太大与强振动场所.状态灯指示RUN:ERR:故障与排除绿灯,正常工作时亮.红灯,故障时亮, 机电相间短路、过压保护和欠压保护.LED 不亮机电不转,且无保持扭矩机电不转,但有保持扭矩机电转动方向错误机电扭矩太小电源接错电源电压低机电连线不对脱机使能RESET 信号有效无脉冲信号输入动力线相序接错方向信号输入不对相电流设置过小加速度太快机电堵转驱动器与机电不匹配检查电源连线提高电源电压改正机电连线使RESET 无效调整脉冲宽度与信号的电平互换任意两相连线改变方向设定正确设置相电流减小加速度值排除机械故障换合适的驱动器解决措施故障原因一个完整的步进机电控制系统应含有步进驱动器、直流电源以与控制器〔脉冲源〕 .以下为典型系统接线图:单片机 STC12C5A60S2 系列当PCA 计数值与模块的捕获/ 比较寄存器的值相匹配时, 如果TOG 位〔CCAPMn.2〕置位,模块CEXn 输出将发生翻转.当PCA 计数值与模块的捕获/ 比较寄存器的值相匹配时,如果匹配位MATn〔CCAPMn.3〕置位, CCON 寄存器的CCFn 位将被置位.CAPNn〔CCAPMn.4〕和CAPPn〔CCAPMn.5〕用来设置捕获输入的有效沿.CAPNn 位使能下降沿有效.CAPPn 位使能上升沿有效.如果两位都置位,则两种跳变沿都被使能,捕获可在两种跳变沿产生.通过置位CCAPMn 寄存器的ECOMn 位〔CCAPMn.6〕来使能比较器功能.每一个PCA 模块还对应此外两个寄存器CCAPnH 和CCAPnL.当浮现捕获或者比较时,它们用来保存16 位的计数值.当PCA 模块用在PWM 模式中时它们用来控制输出的占空比.脉宽调制<PWM Pulse Width Modulation>是一种使用程序来控制波形占空比、周期、相位波形的技术.CPS2、CPS1、CPS0:PCA 计数脉冲源选择控制位.当三者分别为0、1、0 时,选择PCA/PWM 时钟源输入为定时器0 的溢出频率. 由于定时器0 可以工作在1T 模式,所以可以达到计一个时钟就溢出,从而达到最高工作频率CPU 时钟SYSclk.通过改变定时器0 的溢出率,可以实现可调频率的PWM 输出.#include <REG51.H>#include <intrins.h>#define U8 unsigned char#define U16 unsigned intsbit key1=P1^0;sbit key2=P1^1;sbit key3=P1^5;sbit key4=P1^6;U8 table[4]={0xea,0xf2,0xfa,0xfc};U8 table1[4]={0xfc,0xfa,0xf2,0xea};U16 timer0=0;U16 j=0;void DelayMs<U8 ms>;void PWM_clock<U8 clock>;void PWM_start<U8 module,U8 mode>;////////////////////// 延时子程序/////////////////////////////void DelayMs<U8 ms> //在11.0592M 晶振下,stc10f 系列〔单周期指令〕的ms 级延时{U16 i;while<ms-->for<i = 0; i < 850; i++>;}}////////////////////主函数入口////////////////////////////sfr AUXR sfr CCON sfr CMOD sfr CCAPM0 = 0X8E;= 0xD8; //PCA 控制寄存器= 0xD9; //PCA 模式寄存器= 0xDA; //PCA 模块0 模式寄存器// 模块0 对应P1.3/CEX0/PCA0/PWM0<STC12C5A60S2 系列>sfr CCAPM1 = 0xDB; //PCA 模块 1 模式寄存器// 模块 1 对应P1.4/CEX1/PCA1/PWM1<STC12C5A60S2 系列>sfr CL sfr CH sfr CCAP0L sfr CCAP0H sfr CCAP1L sfr CCAP1H = 0xE9; //PCA 定时寄存器低位= 0xF9; //PCA 定时寄存器高位= 0xEA; //PCA 模块0 的= 0xFA; //PCA 模块0 的= 0xEB; //PCA 模块1 的= 0xFB; //PCA 模块1 的捕获寄存器捕获寄存器捕获寄存器捕获寄存器低位高位低位高位sfr PCA_PWM0 = 0xF2; //PCA PWM 模式辅助寄存器0 sfr PCA_PWM1 = 0xF3; //PCA PWM 模式辅助寄存器1sbit CF sbit CR sbit CCF1 sbit CCF0 = 0xDF;= 0xDE;= 0xD9;= 0xD8;//PCA 计数溢出标志位//PCA 计数器运行控制位//PCA 模块1 中断标志//PCA 模块0 中断标志//* CCAPOH = CCAPOL = 0XC0; //模块0 输出//* CCAPOH = CCAPOL = 0X80; //模块0 输出//* CCAPOH = CCAPOL = 0X40; //模块0 输出void PWM_clock<U8 clock>;void PWM_start<U8 module,U8 mode>; 占空因数为25%占空因数为50% 占空因数为75%/*****************************************************************************设置PWM 时钟信号来源函数参数:Clock0: 系统时钟/12<即12 分频>;1:系统时钟/2<即2 分频>;2:定时器0 的溢出脉冲;3: ECI/P1.2<或者P4. 1>脚输入的外部时钟;4:系统时钟<即不分频> ;5:系统时钟/4<即4 分频>;6:系统时钟/6<即6 分频>;7:系统时钟/8<即8 分频>;/*****************************************************************************/ void PWM_Clock<unsigned char clock>{if<clock==2>AUXR |= 0x80;//定时器0 时钟为Fosc,即1TTMOD|=0x02; //8 位自动重装载TH0=0xe1;//TR0=1;}CMOD |= <clock<<1>;//CMOD=0x84;CL = 0;CH = 0;}void PWM_Start<U8 module,U8 R0,U8 R1>{CCAP0L = 0XFF-<R0*256/100>;CCAP0H = 0XFF-<R0*256/100>;CCAP1L = 0XFF-<R1*256/100>;CCAP1H = 0XFF-<R1*256/100>;if<module==0>CCAPM0 = 0X42; //模块0 设置为8 位PWM 输出,无中断else if<module==1>CCAPM1 = 0X42; //模块1 设置为8 位PWM 输出,无中断else if<module==2>CCAPM0 = CCAPM1 = 0X42; //模块0 和1 设置为8 位PWM 输出,无中断CR=1; //PCA 计数器开始计数}void main<>{U8 keycode=0;U8 keycode1=0;PWM_Clock<2>; // PCA/PWM 时钟源为定时器0 的溢出PWM_Start<0,20,0>;// 模块0,设置为PWM 输出,无中断,初始占空因素为25% while<1>{if<key1==0>{while<key1==0>;EA=0;TR0=1;TH0=table[keycode];keycode++;if<keycode==4>keycode=0;}DelayMs<100>;if<key3==0>{while<key3==0>;TR0=1;EA=0;TH0=table1[keycode1];keycode1++;if<keycode1==4>keycode1=0;}DelayMs<100>;if<key2==0>{while<key2==0>;EA=1;ET0=1;TR0=1;TH0=0xD1;}}}void timer<> interrupt 1{++timer0;if<timer0==256>{++j;timer0=0;}if<j==3032>{j=0;TR0=0;}}#include <REG51.H>#include <intrins.h>#define U8 unsigned char#define U16 unsigned intsbit DIR=P1^5;sbit key1=P3^0;sbit key2=P3^1;sbit key3=P3^2;sbit key4=P3^3;U16 i=0;U8 keycode=0;U8 table[4]={0xea,0xf7,0xfa,0xfe}; // 调频void DelayMs<U8 ms>;void PWM_clock<U8 clock>;void PWM_start<U8 module,U8 mode>;////////////////////// 延时子程序/////////////////////////////void DelayMs<U8 ms> //在11.0592M 晶振下,stc10f 系列〔单周期指令〕的ms 级延时{U16 i;while<ms-->{for<i = 0; i < 850; i++>;}}////////////////////主函数入口////////////////////////////sfr AUXR sfr CCON sfr CMOD sfr CCAPM0 = 0X8E;= 0xD8; //PCA 控制寄存器= 0xD9; //PCA 模式寄存器= 0xDA; //PCA 模块0 模式寄存器// 模块0 对应P1.3/CEX0/PCA0/PWM0<STC12C5A60S2 系列>sfr CCAPM1 = 0xDB; //PCA 模块 1 模式寄存器// 模块 1 对应P1.4/CEX1/PCA1/PWM1<STC12C5A60S2 系列>sfr CL= 0xE9; //PCA 定时寄存器低位sfr CH= 0xF9; //PCA 定时寄存器高位sfr CCAP0L= 0xEA; //PCA 模块0 的捕获寄存器低位sfr CCAP0H= 0xFA; //PCA 模块0 的捕获寄存器高位sfr CCAP1L= 0xEB; //PCA 模块1 的捕获寄存器低位sfr CCAP1H = 0xFB; //PCA 模块1 的捕获寄存器高位sfr PCA_PWM0 = 0xF2; //PCA PWM 模式辅助寄存器0sfr PCA_PWM1 = 0xF3; //PCA PWM 模式辅助寄存器1sbit CF= 0xDF; //PCA 计数溢出标志位sbit CR= 0xDE; //PCA 计数器运行控制位sbit CCF1= 0xD9; //PCA 模块1 中断标志sbit CCF0 sbit ECCF0 = 0xD8;= 0xDA;//PCA 模块0 中断标志sbit ECF= 0xD9;sbit PWM0 = 0xD8;//* CCAPOH = CCAPOL = 0XC0; //模块0 输出占空因数为25% //* CCAPOH = CCAPOL = 0X80; //模块0 输出占空因数为50% //* CCAPOH = CCAPOL = 0X40; //模块0 输出占空因数为75% void PWM_clock<U8 clock>;void PWM_start<U8 module,U8 mode>;void PWM_Clock<unsigned char clock>{if<clock==2>{AUXR |= 0x80;//定时器0 时钟为Fosc,即1TTMOD|=0x02; //8 位自动重装载TH0=0xe1; //设定频率}CMOD |= 0x05;//<clock<<1>;CL = 0;CH = 0;//EA=1;}void PWM_Start<U8 module,U8 R0,U8 R1>{CCAP0L = 0XFF-<R0*256/100>;CCAP0H = 0XFF-<R0*256/100>;CCAP1L = 0XFF-<R1*256/100>;CCAP1H = 0XFF-<R1*256/100>;if<module==0>CCAPM0 = 0X42; //模块0 设置为8 位PWM 输出,无中断else if<module==1>CCAPM1 = 0X42; //模块1 设置为8 位PWM 输出,无中断else if<module==2>CCAPM0 = CCAPM1 = 0X42; //模块0 和1 设置为8 位PWM 输出,无中断}void main<>{PWM_Clock<2>;PWM_Start<0,20,0>; TR0=0;EA=1;while<1>// PCA/PWM 时钟源为定时器0 的溢出// 模块0,设置为PWM 输出,无中断,初始占空因素为25%{if<key1==0>{while<!key1>TR0=1;CR=1;i=0;CH =0x9c;}if<key2==0> // 0x9c// 0x38 200步数100{EA=0;TR0=1;CR=1;while<key2==0>;TH0=table[keycode]; //调频keycode++;if<keycode==4>keycode=0;}if<key3==0> //方向{while<!key3>DIR=0;}}DelayMs<100>;}void PCA_isr<> interrupt 7{i=i+1;CH=0x9c; // 0x9c 100 步数// 0x37 200CF=0;if<i==100> //100*4 200*125{CR=0;i=0;}}首先对各寄存器设定初值,选择工作模式,使PCA 计数频率为定时器0 的溢出率, 实现可调频率的PWM 输出.设定CCAP0H 和CCAP0L 与CL 和CH 的初值,当PCA 计数器的低位CL 从0xFF 递减到0x00 过程中,若值大于CCAP0L,则输出高电平, 否则为低电平,从而调节占空比.采用定时器0 的八位自动装载,通过给TH0 赋初值,改变PWM 的输出频率,从而控制机电的转速.在同一细分的条件下,频率越大,转速越快.将各初值对应的频率制成数表,通过按键1、3 调用数表,选择对应的频率,从而实现步进机电的加减速.步进机电的转向则是通过驱动器的DIR/CCW+<步进方向信号输入正端或者反向步进脉冲信号输入正端>和DIR/CCW- 〔步进方向信号输入负端或者反向步进脉冲信号输入负端〕来控制.[程序一]通过按键2 开启定时器0 的中断,在中断中对中断次数进行控制,实现PCA 的计数功能,通过PCA 的计数值,控制步进机电的转角.在同一频率下,对不同细分进行操作.例如,在400 细分下,设置379 个脉冲使步进机电转一圈.在800 细分下,则设置2*379=758 个脉冲实现转一圈. 以此类推,所有的实验结果均满足之前的假设. [程序二]通过按键1调用PCA 中断,通过设置CH0的初值,来改变PCA 的溢出率,在中断中记录PCA 的中断次数,从而进行对转角的调节.改变初值,来实现单步、多步的控制.通过按键2使机电进行4个不同频率的调速,频率的设置通过软件设定,变频的次数也可通过软件调节.通过按键3使机电的方向改变.程序可在400~25000细分下进行机电的单步,多步控制.在实验过程中,我们发现了一些数据与理论值有出入,故在此进行说明.1.歩距角:理论值是1.8度/步,但是实际实验中单步进行时,与理论值有偏差.2.令步进机电转一圈的准确度:这一现象取决于步进机电的歩距角、程序中按键的响应时间、步进机电本身启动等因素.通过本次课程设计,对步进机电的使用有了更深刻的了解.理清了PWM 输出频率与步进机电转速,驱动器细分与机电转角等的关系.实现了对步进机电的单步、多步、加速、减速、正转、反转的控制.通过自己编程,试验了不少种可能的方式, 保留了实用的方案,最终实现了对步进机电的控制.在找到最终可用方案之前,我们不仅要找出步进机电、编写的程序自身的规律,更要找出它们的内在联系.在这个过程中,我们不仅锻炼了自身读资料、整合知识和想法、编写程序的能力,更锻炼了团队协作的能力.根据电子设计大赛的训练题目学习步进机电的控制.。
CP1E 朮冲指令 SPED ACC+PULSPLS2实验设备:CP1E-N20DT-D (PLC ) USB 连接线(打印机用),S8VK-C06024( DC24V 开关电源)实验目的:学习SPED ACC+PUL 的结合使用,通过PULS 指定SPED 与 ACC 所发 出的脉冲量,定位指令PLS2的使用,指定加减速比率,目标频率,脉冲输出设 定量,启动频率通过实验做出不同的实验现象。
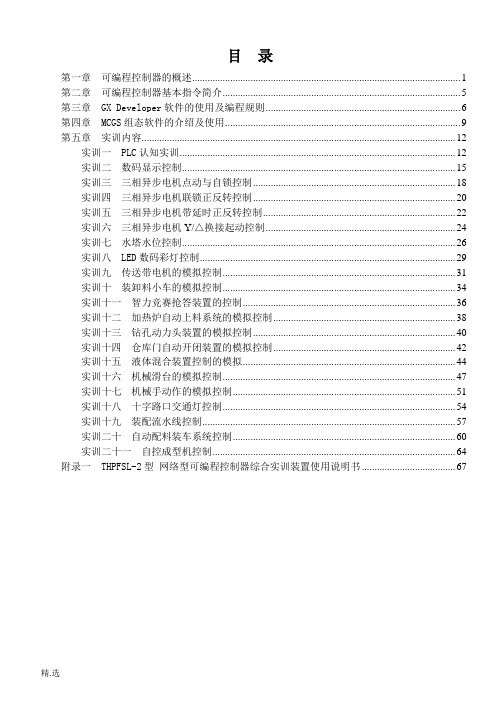
实验步骤:1、系统概述,硬件搭建和接线①使用市售的普通的USB 电缆将CP1H 通过USB方口直接连接到电脑的USB 口计总机CX-One Ver. 1.1 以上:CX-Programmer Ver. S.1 以上苇〕②这边USB 线将PLC 与电脑之间连接起来,另外 PLC 再 24V 接线供电 2、软件设置 ①在CX-Programmer 中选择文件新建,在设备类型中选择 PLC 的类型的CP1E 在设定中选择N20系列,然后点击确定。
USB 端口 市场循哲用/USB 电兢 ◎iwt3、编程说明: 因为使用的是CP1E 的PLC ,所以只支持脉冲加方向的输出,所以以下指令的使 用都是脉冲加方向的方式 快速脉冲输出SPED 旨令付丐C1:端口指定 C2:控制数据 S :目标频率低位CH 编号S :目标频率低位CH 编号150 0-100000 Hz (00000000- 000F4240 Hex)SPEDC1 C2 S 用1H 岸位指定输出频率SPED 目标频率是D100里的值,给D100里面給值十进制数200,再使用PRV 指 令当前频率到D200里面,就可以看到SPED 指定的脉冲频率是否与 D100给的值 一致。
目标频率|低位? 目标频率|高位)。

SIMATICS7S7-200 SMART 系统手册Siemens AGDivision Digital Factory Postfach 48 4890026 NÜRNBERG A5E03822234-AFⓅ 02/2019 本公司保留更改的权利Copyright © Siemens AG 2019. 保留所有权利法律资讯警告提示系统为了您的人身安全以及避免财产损失,必须注意本手册中的提示。
人身安全的提示用一个警告三角表示,仅与财产损失有关的提示不带警告三角。
警告提示根据危险等级由高到低如下表示。
危险表示如果不采取相应的小心措施,将会导致死亡或者严重的人身伤害。
警告表示如果不采取相应的小心措施,可能导致死亡或者严重的人身伤害。
小心表示如果不采取相应的小心措施,可能导致轻微的人身伤害。
注意表示如果不采取相应的小心措施,可能导致财产损失。
当出现多个危险等级的情况下,每次总是使用最高等级的警告提示。
如果在某个警告提示中带有警告可能导致人身伤害的警告三角,则可能在该警告提示中另外还附带有可能导致财产损失的警告。
合格的专业人员本文件所属的产品/系统只允许由符合各项工作要求的合格人员进行操作。
其操作必须遵照各自附带的文件说明,特别是其中的安全及警告提示。
由于具备相关培训及经验,合格人员可以察觉本产品/系统的风险,并避免可能的危险。
按规定使用 Siemens 产品请注意下列说明:警告 Siemens产品只允许用于目录和相关技术文件中规定的使用情况。
如果要使用其他公司的产品和组件,必须得到 Siemens推荐和允许。
正确的运输、储存、组装、装配、安装、调试、操作和维护是产品安全、正常运行的前提。
必须保证允许的环境条件。
必须注意相关文件中的提示。
商标所有带有标记符号 ® 的都是 Siemens AG的注册商标。
本印刷品中的其他符号可能是一些其他商标。
若第三方出于自身目的使用这些商标,将侵害其所有者的权利。

TAOB压入机日文注释(工程未设置)软元件名注释中文注释备注X0SYSYEM_ ON进入系统X1非常停止SW急停开关X2THERMAL TRIP热断路装置X3DOOR.SW?X4MANUAL/ AUTO_SW手动/自动转换X5原点復帰SW回到原点开关X6 RESET,SW蜂鸣复位开关X7異常 RESET SW异常复位开关X8自動運転起動SW自动运行启动开关X9停止停止循环X0A /在线/离线?X0B G9SA-301動作ONX0C MODE SW①保养模式开关1X0D MODE SW②保养模式开关2X0E区域传感器、光栅X10倍率選択x1_1倍数选择*1X11倍率選択x10_1倍数选择*10X12倍率選択x100_1倍数选择*100X13軸No1選択X軸轴1选择X轴?X14軸No2選択Y軸轴2选择Y轴?X15軸No3選択Z軸轴3选择Z轴?X16軸No4選択θ軸轴4选择θ轴?X17手動OFF.SW手动脉冲发生器开关?X1A 起動SW①启动开关1X1B起動SW②启动开关2X1E AIR圧力SW空气压力按钮X1F BL-2203CALARM BL-2203C报警?X20CH1送信正常完了CH1发送消息成功X23CH1受信読出要求收到CH1的申请?X24CH1受信異常検出()CH1收信检测异常X28CH2送信正常完了CH2发送消息成功X2A CH2 受信読出要求?X3EREADYX3F(WDT???)看门狗定时器错误?X60準備完了准备开始X61原点復帰完了回到原点X62 番号ACK ACK程序号X63 番号異常程序号异常X64判定NG 発生伺服压力机的NG判定X66判定NG "BIT0"?X67判定NG "BIT1"?X68発生错误X69電源再投入要求?X6A原点復帰要求请求回到原点X6B運転動作中正在运行中X6C加圧駆動中加压驱动中X6D上昇中/ 待機中上升中/待机中X6E非常停止検出紧急停止检测X70SET治具上下上昇ORG设置夹具,上升org?X71SET治具上下下降MOV设置夹具,下降移动?X72BUSH機種方向検知前後前進ORG?X74BUSH 機種判別検知衬套,检测模型判定?X75BUSH 方向判別検知?X78SET治具機種検知1(ON=L)检测模型夹具1 (左为ON)X79SET治具機種検知2(ON=R)检测模型夹具2 (右为ON)X7C PRESS WORK検知X7D WORK 治具①確認确认夹紧夹具1X7E WORK 治具②確認确认夹紧夹具2X7F NG_BOX WORK確認X80塗布前後後退ORGX81塗布前後後退前進MOVX82塗布上下下降ORGX83塗布上下上昇MOVX84OIL 検知油量检测X85 SW自动料箱浮法?X88回転開閉開ORG卡盘旋转开合开为ORG?X89回転開閉閉MOV卡盘旋转开合开为ORG?X8A面取用前後後退ORGX8B面取用前後前進MOVX8C面取WORK検知工作检测单位倒角X8D面取手動 OPEN=ON開X8F NG 検知 ###面取###X90圧入機種検知1X91圧入機種検知2X92BUSH品種確認前後後退ORGX93BUSH品種確認前後前進MOVX94BUSH吸着検知 (T112)有(T113)無X96品種判別左SIDE判定类别为左边X97品種判別右SIDE判定类别为右边X99"軸1(-)" (X軸)“轴1”(-)溢出(X轴)X9A"軸1(+)" (X軸)“轴2”(+)溢出(X轴)X9F BUSH方向確認検知衬套方向检测确认X0F0Q64AD READYX0FE AD変換完了AD转换X0FF A1SD64 A1SD64 错误标志?Y0STOP_PLY1原位置原位置灯?Y2自動起動自动启动Y3異常発生PLY4PLC的联锁Y5SW ? 解除Y8音色#1蜂鸣器音乐1Y9音色#2蜂鸣器音乐2Y0A音色#3蜂鸣器音乐3Y0B音色#4蜂鸣器音乐4Y0C赤(上段)信号灯赤色(上段)Y0D黄(中段)信号灯黄色(中段)Y0E緑(下段)信号灯绿色(下段)Y0F白信号灯白色Y14LEDLED灯Y15発生器#1有効脉冲发生器1号有效Y17軸1STOP轴1停止Y18RLS軸1 X軸 -RLS轴1 X轴超下限Y19FLS軸1 X軸 +FLS轴1 X轴溢出Y1C面取電源ON BL-2203CY1D G9SA-301RESETY1E LAZER/ SENSOR ON LAZER\传感器开启Y1F 無効光栅无效Y20CH1送信要求CH1请求发送Y21CH1受信読出完了CH2接受信息完毕Y27CH2送信要求Y28CH2受信読出OKY2E CH1側情報初期化要求通道CH1端的错误信息初始化请求Y2F CH2 CH2错误复位Y40SQ_READYY41全軸 SERVO_ON全轴伺服器开Y44軸1停止轴1停止Y45軸2停止轴2停止Y46軸3停止轴3停止Y47軸4停止轴4停止Y48軸1正転JOG轴1正转 JOGY49軸1逆転JOG轴1逆转 JOGY50軸1位置始動 STARTING轴1位置始动开始Y90治具上下下降夹具上下下降Y91治具上下上昇夹具上下上升Y0A0起動 (SYSIN1)伺服压入机启动(系统输入1)Y0A1非常停止(SYSIN2)伺服压入机急停(系统输入2)Y0A2下降(SYSIN3)伺服压入机下降(系统输入3)Y0A3Prg番号LODE (SYSIN4)Y0A4Prg/No B0 (SYSIN5)Prg/No.B0 (系统输入5)Y0A5Prg/No B1 (SYSIN6)Prg/No.B1 (系统输入6)Y0A6Prg/No B2 (SYSIN7)Prg/No.B2 (系统输入7)Y0A7Prg/No B3 (SYSIN8)Prg/No.B3 (系统输入8)Y0A8Prg/No B4 (SYSIN9)Prg/No.B4 (系统输入9)Y0A9Prg/No B5 (SYSIN10Prg/No.B5 (系统输入10)Y0AA Prg/No B6 (SYSIN11Prg/No.B6 (系统输入11)Y0AB作業原点戻り (SYSIN12回到工作原点(系统输入12)Y0AC RESET (SYSIN13重置(系统输入13)Y0AD加圧一旦停止 (SYS1N14停止加压(系统输入14)Y0AE作業途中終了 (SYSIN15工作途中结束(系统输入15)Y0AF機械原点復帰 (SYSIN17回到机械原点(系统输入16)Y0B0BL-2203CDIR 正転/逆転BL-2203CDIR 正转/逆转Y0B1BL-2203CR/S 運転BL-2203CR/S 运转Y0B2BL-2203CBRK BL-2203CBRK 刹车Y0B3BL-2203C速度切替CH1BL-2203C高速替换CH1Y0B4BL-2203C速度切替CH2BL-2203C高速替换CH2Y0B5BL-2203C速度切替CH3BL-2203C高速替换CH3Y0B6作業OK 完了表示PL作业OK 指示灯表示?Y0B7作業NG 完了表示PL作业NG 指示灯表示Y0B8前工程OK完了表示PL ()前工程OK 指示灯表示(橙色)Y0B9BUSH.SET完了PL衬套重置完成指示灯Y0BA面取OK 完了品LANPY0BB面取WORK投入可能PLY0BC機種検知OK_PL机型检测OK 指示灯Y0BD方向検知OK_PL方向检测OK 指示灯Y0C0塗布前後前進刷涂前后推进Y0C1塗布前後後退刷涂前后后退Y0C3塗布上下下降刷涂上下下降Y0C4SET治具上下下降设置夹具上下下降Y0C5SET治具上下上昇设置夹具上下上升Y0C6OIL圧送ON/OFF抽油机开/关Y0C8面取前後前進Y0C9面取前後後退Y0CA回転開閉閉夹头回转开关关闭Y0CB回転開閉開夹头回转开关打开Y0CC O潰CLOSE O型环关闭?Y0CD O潰OPEN O 型环打开?Y0CE BUSH着座確認ON (VAC)衬套确定坐标开?Y0CF BUSH着座確認OFF (VAC)衬套确定坐标关?Y0D0BUSH機種方向検知前後後退衬套机型方向检测后退Y0D1BUSH機種方向検知前後前進衬套机型方向检测推进Y0D2品種判別前後前進品种判定前后推进Y0D3品種判別前後後退品种判定前后后退Y0E0一致信号No1 信号CH1Y0E1 指令CH1预设指令CH1Y0E2一致信号指令CH1Y0E3減算指令CH1减数运算指令CH1?Y0E4指令CH1计数启用指令CH1Y0E5外部検出指令CH1外部复位预置检测指令CH1Y0E6機能選択開始指令CH1启用计数器功能选择指令CH1 Y0E7一致信号No2 指令CH1Y0E8一致信号No1 信号CH2Y0E9 指令CH2预设指令CH2Y0EA一致信号指令CH2Y0EB減算指令CH2减数运算指令CH2Y0EC???? ?????? 指令CH2计数启用指令CH2Y0ED外部検出指令CH2外部复位预置检测指令CH2Y0EE機能選択開始指令CH2启用计数器功能选择指令CH2 Y0EF一致信号No2 指令CH2Y0F9AD変換設定要求AD转换设置请求Y0FF A1SD64 A1SD64 错误复位Y1300状態表示01状态注释显示01Y1301状態表示02状态注释显示02Y1302状態表示03状态注释显示03Y1303状態表示04状态注释显示04Y1304状態表示05状态注释显示05Y130A状態表示11状态注释显示11Y130B状態表示12状态注释显示12Y130C状態表示13状态注释显示13Y130D状態表示14状态注释显示14Y130E状態表示15状态注释显示15Y130F状態表示16状态注释显示16Y1400配列报警序列Y1401表示No.102注释显示No.102Y1402表示No.103注释显示No.103Y1403表示No.104注释显示No.104Y1404表示No.105注释显示No.105Y1405表示No.106注释显示No.106Y1406表示No.107注释显示No.107Y1407表示No.108注释显示No.108Y1409表示No.110注释显示No.110 Y140A表示No.111注释显示No.111 Y140B表示No.112注释显示No.112 Y140C表示No.113注释显示No.113 Y140D表示No.114注释显示No.114 Y140E表示No.115注释显示No.115 Y140F 表示No.116注释显示No.116 Y1410表示No.117注释显示No.117 Y1411表示No.118注释显示No.118 Y1412表示No.119注释显示No.119 Y1413表示No.120注释显示No.120 Y1414表示No.121注释显示No.121 Y1415表示No.122注释显示No.122 Y1416表示No.123注释显示No.123 Y1417表示No.124注释显示No.124 Y1418表示No.125注释显示No.125 Y1419表示No.126注释显示No.126 Y141A表示No.127注释显示No.127 Y141B表示No.128注释显示No.128 Y141C表示No.129注释显示No.129 Y141D表示No.130注释显示No.130 Y141E表示No.131注释显示No.131 Y141F 表示No.132注释显示No.132 Y1420表示No.133注释显示No.133 Y1421表示No.134注释显示No.134 Y1422表示No.135注释显示No.135 Y1423表示No.136注释显示No.136 Y1424表示No.137注释显示No.137 Y1425表示No.138注释显示No.138 Y1426表示No.139注释显示No.139 Y1427表示No.140注释显示No.140 Y1428表示No.141注释显示No.141 Y1429表示No.142注释显示No.142 Y142A表示No.143注释显示No.143 Y142B表示No.144注释显示No.144 Y142C表示No.145注释显示No.145 Y142D表示No.146注释显示No.146 Y142E表示No.147注释显示No.147 Y142F 表示No.148注释显示No.148 Y1430表示No.149注释显示No.149 Y1431表示No.150注释显示No.150 Y1432表示No.151注释显示No.151 Y1433表示No.152注释显示No.152 Y1434表示No.153注释显示No.153 Y1435表示No.154注释显示No.154 Y1436表示No.155注释显示No.155 Y1437表示No.156注释显示No.156 Y1438表示No.157注释显示No.157 Y1439表示No.158注释显示No.158 Y143A表示No.159注释显示No.159 Y143B表示No.160注释显示No.160 Y143C表示No.161注释显示No.161 Y143D表示No.162注释显示No.162Y1442表示No.167注释显示No.167 Y1443表示No.168注释显示No.168 Y1444表示No.169注释显示No.169Y1445表示No.170注释显示No.170 Y1446表示No.171注释显示No.171 Y1447表示No.172注释显示No.172 Y1448表示No.173注释显示No.173 Y1449表示No.174注释显示No.174 Y144A表示No.175注释显示No.175 Y144B表示No.176注释显示No.176 Y144C表示No.177注释显示No.177 Y144D表示No.178注释显示No.178 Y144E表示No.179注释显示No.179 Y144F表示No.180注释显示No.180 Y1450表示No.181注释显示No.181 Y1451表示No.182注释显示No.182 Y1452表示No.183注释显示No.183 Y1453表示No.184注释显示No.184 Y1454表示No.185注释显示No.185 Y1455表示No.186注释显示No.186 Y1456表示No.187注释显示No.187 Y1457表示No.188注释显示No.188 Y1458表示No.189注释显示No.189 Y1459表示No.190注释显示No.190 Y145A表示No.191注释显示No.191 Y145B表示No.192注释显示No.192 Y145C表示No.193注释显示No.193 Y145D表示No.194注释显示No.194 Y145E表示No.195注释显示No.195 Y145F表示No.196注释显示No.196 Y1460表示No.197注释显示No.197 Y1461表示No.198注释显示No.198 Y1462表示No.199注释显示No.199 Y1463表示No.200注释显示No.200 Y1464表示No.201注释显示No.201 Y1465表示No.202注释显示No.202 Y1466表示No.203注释显示No.203 Y1467表示No.204注释显示No.204 Y1468表示No.205注释显示No.205 Y1469表示No.206注释显示No.206 Y146A表示No.207注释显示No.207 Y146B表示No.208注释显示No.208 Y146C表示No.209注释显示No.209 Y146D表示No.210注释显示No.210 Y146E表示No.211注释显示No.211 Y146F表示No.212注释显示No.212 Y1470表示No.213注释显示No.213 Y1471表示No.214注释显示No.214 Y1472表示No.215注释显示No.215 Y1473表示No.216注释显示No.216Y1478表示No.221注释显示No.221 Y1479表示No.222注释显示No.222 Y147A表示No.223注释显示No.223 Y147B表示No.224注释显示No.224 Y147C表示No.225注释显示No.225 Y147D表示No.226注释显示No.226 Y147E 表示No.227注释显示No.227 Y147F表示No.228注释显示No.228 Y1480表示No.229注释显示No.229 Y1481表示No.230注释显示No.230 Y1482表示No.231注释显示No.231 Y1483表示No.232注释显示No.232 Y1484表示No.233注释显示No.233 Y1485表示No.234注释显示No.234 Y1486表示No.235注释显示No.235 Y1487表示No.236注释显示No.236 Y1488表示No.237注释显示No.237 Y1489表示No.238注释显示No.238 Y148A表示No.239注释显示No.239 Y148B表示No.240注释显示No.240 Y148C表示No.241注释显示No.241 Y148D表示No.242注释显示No.242 Y148E 表示No.243注释显示No.243 Y148F表示No.244注释显示No.244 Y1490表示No.245注释显示No.245 Y1491表示No.246注释显示No.246 Y1492表示No.247注释显示No.247 Y1493表示No.248注释显示No.248 Y1494表示No.249注释显示No.249 Y1495表示No.250注释显示No.250 Y1496表示No.251注释显示No.251 Y1497表示No.252注释显示No.252 Y1498表示No.253注释显示No.253 Y1499表示No.254注释显示No.254 Y149A表示No.255注释显示No.255 Y149B表示No.256注释显示No.256 Y149C表示No.257注释显示No.257 Y149D表示No.258注释显示No.258 Y149F 表示No.260注释显示No.260 Y14A0表示No.261注释显示No.261 Y14A1表示No.262注释显示No.262 Y14A2表示No.263注释显示No.263 Y14A3表示No.264注释显示No.264 Y14A4表示No.265注释显示No.265 Y14A5表示No.266注释显示No.266 Y14A6表示No.267注释显示No.267 Y14A7表示No.268注释显示No.268 Y14A8表示No.269注释显示No.269 Y14A9表示No.270注释显示No.270 Y14AA表示No.271注释显示No.271Y14AF表示No.276注释显示No.276 Y14B0表示No.277注释显示No.277 Y14B1表示No.278注释显示No.278 Y14B2表示No.279注释显示No.279 Y14B3表示No.280注释显示No.280 Y14B4表示No.281注释显示No.281 Y14B5表示No.282注释显示No.282 Y14B6表示No.283注释显示No.283 Y14B7表示No.284注释显示No.284 Y14B8表示No.285注释显示No.285 Y14B9表示No.286注释显示No.286 Y14BA表示No.287注释显示No.287 Y14BB表示No.288注释显示No.288 Y14BC表示No.289注释显示No.289 Y14BD 表示No.290注释显示No.290 Y14BE表示No.291注释显示No.291 Y14C7表示No.300注释显示No.300 Y14C8表示No.301注释显示No.301 Y14C9表示No.302注释显示No.302 Y14CA表示No.303注释显示No.303 Y14CB表示No.304注释显示No.304 Y14CC表示No.305注释显示No.305 Y14CD 表示No.306注释显示No.306 Y14CE表示No.307注释显示No.307 Y14CF表示No.308注释显示No.308 Y14D0表示No.309注释显示No.309 Y14D1表示No.310注释显示No.310 Y14D2表示No.311注释显示No.311 Y14D3表示No.312注释显示No.312 Y14D4表示No.313注释显示No.313 Y14D5表示No.314注释显示No.314 Y14D6表示No.315注释显示No.315 Y14D7表示No.316注释显示No.316 Y14D8表示No.317注释显示No.317 Y14D9表示No.318注释显示No.318 Y14DA表示No.319注释显示No.319 Y14DB表示No.320注释显示No.320 Y14DC表示No.321注释显示No.321 Y14DD 表示No.324注释显示No.322 Y14DE表示No.323注释显示No.323 Y14DF表示No.324注释显示No.324 Y14E0表示No.325注释显示No.325 Y14E1表示No.326注释显示No.326 Y14E2表示No.327注释显示No.327 Y14E3表示No.328注释显示No.328 Y14E4表示No.329注释显示No.329 Y14E5表示No.330注释显示No.330 Y14E6表示No.331注释显示No.331 Y14E7表示No.332注释显示No.332 Y14E8表示No.333注释显示No.333Y14ED表示No.338注释显示No.338 Y14EE表示No.339注释显示No.339 Y14EF表示No.340注释显示No.340 Y14F0表示No.341注释显示No.341 Y14F1表示No.342注释显示No.342 Y14F2表示No.343注释显示No.343 Y14F3表示No.344注释显示No.344 Y14F4表示No.345注释显示No.345 Y14F5表示No.346注释显示No.346 Y14F6表示No.347注释显示No.347 Y14F7表示No.348注释显示No.348 Y14F8表示No.349注释显示No.349 Y14F9表示No.350注释显示No.350 Y14FA表示No.351注释显示No.351 Y1535 COMMENT409Y1536 COMMENT410Y1537 COMMENT411Y1538 COMMENT412Y1539 COMMENT413Y153A COMMENT414Y153B COMMENT415Y153C COMMENT416Y153D COMMENT417Y153E COMMENT418Y153F COMMENT420Y1540 COMMENT421Y1541 COMMENT422Y1542 COMMENT423Y1543 COMMENT424Y1544 COMMENT425Y1545 COMMENT426Y1546 COMMENT427Y1547 COMMENT428Y1548 COMMENT429Y1549 COMMENT430Y154A COMMENT431Y154B COMMENT432Y154C COMMENT433Y154D COMMENT434Y154E COMMENT435Y154F COMMENT436Y1550 COMMENT437Y1551 COMMENT438Y1552 COMMENT439Y1553 COMMENT440Y1554 COMMENT441Y1555 COMMENT442Y1556 COMMENT443Y1557 COMMENT444Y1558 COMMENT445Y155A COMMENT447 Y155B COMMENT448 Y155C COMMENT449 Y155D COMMENT450 Y155E COMMENT451 Y155F COMMENT452 Y1560 COMMENT453 Y1561 COMMENT454 Y1562 COMMENT455 Y1563 COMMENT456 Y1564 COMMENT457 Y1565 COMMENT458 Y1566 COMMENT459 Y1567 COMMENT460 Y1568 COMMENT461 Y1569 COMMENT462 Y156A COMMENT463 Y156B COMMENT464 Y156C COMMENT465 Y156D COMMENT466 Y156E COMMENT467 Y156F COMMENT468 Y1570 COMMENT469 Y1571 COMMENT470 Y1572 COMMENT471 Y1573 COMMENT472 Y1574 COMMENT473 Y1575COMMENT474 Y1576 COMMENT475 Y1577 COMMENT476 Y1578 COMMENT477 Y1579 COMMENT478 Y157A COMMENT479 Y157B COMMENT480 Y157C COMMENT481 Y157D COMMENT482 Y157E COMMENT483 Y157F COMMENT484 Y1580 COMMENT485 Y1581 COMMENT486 Y1582 COMMENT487 Y1583 COMMENT488 Y1584 COMMENT489 Y1585 COMMENT490 Y1586 COMMENT491 Y1587 COMMENT492 Y1588 COMMENT493 Y1589 COMMENT494 Y158A COMMENT495 Y158B COMMENT496 Y158C COMMENT497 Y158D COMMENT498 Y158E COMMENT499Y1590 COMMENT501Y1591 COMMENT502Y1592 COMMENT503Y1593 COMMENT504Y1594 COMMENT505Y1595 COMMENT506Y1596 COMMENT507Y1597 COMMENT508Y1598 COMMENT509Y1599 COMMENT510Y159A COMMENT511Y159B COMMENT512Y159C COMMENT513Y159D COMMENT514Y159E COMMENT515Y159F COMMENT516Y15A0 COMMENT517Y15A1 COMMENT518Y15A2 COMMENT519Y15A3 COMMENT520Y15A4 COMMENT521Y15E5表示No.586注释显示No.586Y15E6表示No.587注释显示No.587Y15E7表示No.588注释显示No.588Y15E8表示No.589注释显示No.589Y15E9表示No.590注释显示No.590Y15EA表示No.591注释显示No.591Y15EB表示No.592注释显示No.592Y15EC表示No.593注释显示No.593Y15ED表示No.594注释显示No.594Y15EE表示No.595注释显示No.595Y15EF表示No.596注释显示No.596Y15F0表示No.597注释显示No.597Y15F1表示No.598注释显示No.598Y15F2表示No.599注释显示No.599Y15F3表示No.600注释显示No.600Y15F4表示No.601注释显示No.601Y15F5表示No.602注释显示No.602Y15F6表示No.603注释显示No.603Y15F7表示No.604注释显示No.604Y15F8表示No.605注释显示No.605Y15F9表示No.606注释显示No.606Y15FA表示No.607注释显示No.607Y15FB表示No.608注释显示No.608Y15FC表示No.609注释显示No.609Y15FD表示No.610注释显示No.610Y15FE表示No.611注释显示No.611Y15FF表示No.612注释显示No.612Y1A00 格納済み配列错误代码存储序列M0PLC異常PLC异常M1ON开启系统? M2SYSTEM ON系统运作中? M3ON PLSM4??圧力異常气压异常M5PC異常PC主机异常M6運転準備运转准备M7運転準備运转准备脉冲? M8運転準備PLF运转准备? M10ON PLS重置开启 PLSM11重置M12PLSM13非常停止急停M14異常热异常M15異常系统故障M16異常单位异常M17総合異常综合异常M18無し没有工作M19満杯全职工作M20起動位置原点復帰受付起始位置回到原点?M21MANU. SET PLF手动设置PLF(下降沿)?M22AUTO SET PLS自动甚至PLS(上升沿)?M23起動位置原点復帰PLS?M24MANU. OPE OK M25手動手动模式M26自動自动模式M27ON LINE MODE在线模式M28OFF LINE MODE离线模式M29起動位置原点復帰#1M30起動位置原点復帰起始位置回到原点M31起動位置原点復帰PLSM32原点復帰M33MANU. SET PLFM34PRTS. SET PLSM35起動原位置起动原位置M36ALL READY全部准备M38NOT BUSY空闲,不忙M40 自動起動PLS在线自动起动PLSM41運転受付接收运转操作M42運転受付PLSM43INDEX START PLSM44自動運転中M45自動運転PLSM46自動運転自动运转连锁M47MODE SELECT ERR.模式选择错误M48停止受付接收停止M49停止停止M50PLS蜂鸣器复位 PLSM51ON LINE MODE,PLS在线模式,PLSM52OFF LINEMODE,PLS离线模式,PLSM55異常脉冲异常M56異常出力蜂鸣器输出异常M57警報1PLS报警1 PLSM58警報BZ 出力1报警BZ输出1M59警報2PLS报警2 PLSM60警報BZ 出力2报警BZ输出2M64HOST.PC 作成中1=BUSYHOST.PC 数据库创建中? M65自動運転中PC.動作PASSS設定受付M66HOST.PC 正常 READY HOST.PC 正常准备M70安全扉閉安全门关闭M71DOOR OPENM72MNT MODE安全扉無効MNT 模式安全门无效M75DOOR 開开门M76DOOR, OPEN, ERROR 开门,错误M79手動中DOOR開手动开门M80異常光栅异常M82異常①CL&SOL M83 異常②1軸M84異常③JANOME PURESS M86自動運転無効1光栅自动运转无效1M87自動運転無効2光栅自动运转无效2M88部品# 格納PLS 存储部分?M89部品# 読出PLF 读出部分?M90起動位置原点復帰受付PLS M91☆WORK☆TYPE(L)工作类型(L)M92☆WORK☆TYPE(R)工作类型(R)M94 遮光警報光栅遮光报警M95PC/TEST MODE PLS PC/测试模式 PLS M98切替PLFM99始業点検中画面表示中M100HOST.PC 装置使用設定中HOST.PC 装置使用设定中M101装置1号機装置1号机M102装置2号機装置2号机M103装置3号機装置3号机M108PC問合READY PC查询就绪M110前工程問合開始BUSY M111#1設備M1122DM 読込開始2D M代码开始读入M113????? ???脱线路径M1142D 読込OK 完了2D代码读入OK 结束M1152D 読込NG 完了2D代码读入NG 结束M1162D 読込NG 手入力動作開始2D代码读入NG 手动录入开始操作M1182D.CODE手入力OK完了2D 代码手动录入OK 结束M1192D.CODE 手入力PASS 跳过2D 代码手动录入M1202D CODE 読出OK 完了受付2D 代码读出OK 结束接收M121O/L.2D. CODE入力完了O/L.2D代码完成输入M1222D CODE入力読取完了2D代码完成输入读取M124機種TYPE方向TYPE一致OK 机型键入与方向一致OK M125機種TYPE照合不一致机型键入配套不一致M126方向TYPE照合不一致方向键入配套不一致M128 照合一致OK 电源线配套一致 OKM129 照合不一致異常問电源线配套不一致异常问题M130前工程問合開始M132読出応答OK PC ?PLC 读取相应数据OK PC ?PLCM133読出応答NG PC ?PLC 問合读取相应数据NG PC ?PLC 查询M134送信受信装置ID 照合OK 发送接收设备ID验证 OKM135送信受信装置ID 照合異常問合发送接收设备ID验证异常查询M136送信受信ID 照合OK 发送接收文本ID验证 OK M137送信受信ID 照合異常問合发送接收文本ID验证异常查询M138送信受信装置 2D/CODE 照合OK发送接收设备 2D代码验证OK M140送信受信装置 2D照合OK 发送接收设备 2D验证OK M141送信受信装置 2D照合NG 发送接收设备 2D验证NG M142 受信結果OK 接收数据结果OKM143 受信結果NG 接收数据结果NG M150自工程OK完了品自我工程工作制品完成OK M151自工程NG完了品自我工程工作制品完成NG M152前工程NG品前工程工作制品NG M153工程飛びNG品M154未使用工程問合異常未使用工程异常查询?M155要求DATA異常请求DATA异常?M156予備②初步2?M157その他NG 其他NG M158PC.ERRORDATA収集異常PC.ERROR DATA 异常集合M160 読込ON SC供給条形码读入ON SC供给?M170PC問合結果OK/NG完了PC查询结果完成OK/NG M172PC問合信号OFF "0"PC查询信号OFF "0"M179PC工程進捗動作完了PC工程进展动作完成?M180進捗問合1 問合进展查询超时查询M1822D読込NG 手入力動作開始2D码读入NG 手动录入动作开始M190送信完了PLS 发送完毕 PLS M191送信異常发送异常M192送信完了发送完毕M193送信完了PLS 发送完毕PLS M199PC工程進捗問合異常PC工程进展查询异常M200NG品報告有ON=有NG品报告ON=有M220実績報告開始BUSY 性能情况报告开始BUSY ?M224OK実績報告開始性能OK 开始报告?M225NG実績報告開始性能NG 开始报告?M226実績報告無し无性能报告?M230実績報告開始信号ON 性能报告开始信号 ON ?M232読出応答OK PC ?PLC 读出响应数据OK PC ?PLC M233読出応答NG PC ?PLC 報告读出响应数据NGPC ?PLC 报告M234送信受信装置ID 照合OK 发送接收设备ID验证 OKM235送信受信装置ID 照合異常報告发送接收设备ID验证异常报告M236送信受信ID 照合OK 发送接收文本ID验证 OK M237送信受信ID 照合異常報告发送接收设备ID验证异常报告M238送信受信装置 2D/CODE 照合OK发送接收设备 2D代码验证OK M239送信受信装置 DATA 照合OK 发送接收设备 DATA 验证OK M240送信受信装置2D& DATA照合OK 发送接收设备2D&DATA验证OK M241送信受信装置2D& DATA照合NG 发送接收设备2D&DATA验证NG M242受信結果OK 接收结果OK M243受信結果NG 報告接收结果NG 报告M250NG予備①NG 初步1?M251NG予備②NG 初步2?M252NG予備③NG 初步3?M253NG 予備④NG 初步4?M254NG予備⑤NG 初步5?M255要求DATA異常请求数据异常M256NG予備⑥NG 初步6M257その他異常其他异常M258PC_DATA 収集異常PC DATA 收集异常M270PC報告結果OK 完了PC报告结果OK 完成M272PC実績報告信号OFF "0"PC性能报告信号OFF "0"M279PC報告動作完了PC报告动作完成M280実績報告1 報告性能报告超时 ?M299PC実績報告異常PC性能报告异常M300CPK用荷重DATA"0"CPK负荷重 DATA"0"M320GRAPH作成開始BUSY 图片作成开始 BUSY M324GRAPH 作成動作有图片作成动作有M326GRAPH作成動作無图片作成动作无M328PC_GRAPH作成開始受付PC 图片作成开始接收M330GRAPH作成開始信号ON 图片作成开始信号 ON M332GRAPH 作成応答OK PC ?PLC 图片作成响应OK PC ?PLCM333GRAPH作成応答NG PC ?PLC 報告图片作成响应NG PC ?PLC 报告M334送信受信装置ID 照合OK 发送接收设备ID 验证OKM335送信受信装置ID 照合異常報告发送接收设备ID 验证异常报告M336送信受信ID 照合OK 发送接收文本ID 验证OK M337送信受信ID 照合異常報告发送接收文本ID 验证异常报告M338送信受信装置 2D/CODE 照合OK发送接收设备 2D代码验证OK M340送信受信装置2D& DATA照合OK 发送接收设备2D&DATA验证OK M341送信受信装置2D& DATA照合NG 发送接收设备 2D&DATA验证NG M342受信結果OK 接收结果OK M343受信結果NG 報告接受结果NG 报告M350仕掛工作过程中的数据文件错误M351No 重複異常没有重复序列的异常检查M352自工程正常完了品自我工程正常完成品M353自工程NG 完了品自我工程NG 完成品M354工程飛び異常工程跳跃异常M355全行程NG 全行程检查标志NG M356最終工程完了品最终工程完成品M357予備1初步1M358予備2初步2M370PC 報告結果OK 完了PC报告结果OK 完成M372PC_GRAPH作成開始STOP受付PC图片作成开始停止接收M373PC_GRAPH作成開始STOP受付PLS PC图片作成开始停止接收 PLS M374PC_GRAPH 作成最終DATA読出PC图片作成最终DATA 读出M379GRAPH作成動作完了图片作成动作完成M380GRAPH作成報告图片作成报告超时M399GRAPH作成報告異常图片作成报告异常M420運転初始运转互锁M421耐久運転WORK.有無選択SW. PLS 持久运转工作有无选择开关 PLS ?M422耐久運転WORK.無MODE選択持久运转工作无模式选择M423耐久運転WORK.無MODE選択中持久运转工作无模式选择中M424測定受付测量初步验收M426PRESS荷重????? ????MODE 按初始负载检查模式M427PRESS荷重????? ????MODEPLS 按初始负载检查模式 PLS M428OIL塗布????? ????MODE 油箱初次申请检查模式?M429OIL塗布MODEPLS 油箱初次申请检查模式PLS ?M430PRESS 耐久運転MODE 按持久运转模式M431PRESS 耐久運転MODE PLS 按持久运转模式PLS M441始業点検MODE受付接收开启检查模式M442始業点検受付PLS 接收开启检查PLSM443始業点検INDEX START. PLS 开启检查指数开启PLS M444始業点検運転起動开启检查运转起动M445始業点検RUN PLS 开启检查运行 PLS M446始業点検开启检查互锁M448始業点検停止受付开启检查停止接收M449始業点検停止开启检查停止M450 CHECK開始初始启动检查M452始業点検動作完了受付开启检查动作完成接收M459始業点検動作完了开启检查动作完成M460耐久運転WORK "1"個目持久运转工作M470BUSH品種 CHECK動作条件M472BUSH始業点検開始BUSY衬套开启检查开始BUSYM475BUSH方向検知確認OK①衬套方向检测确认OK 1M476品種判別前後前進開始①品种判别前后前进开始 1M477品種判別前後前進完了①品种判别前后前进完结 1M480判定NG 動作OK①判定NG 动作OK 1M481NG.WORK 投入判定OK動作NG①NG.WORK 判定转向行为OK NG1? M482品種判別前後後退開始①品种判别前后后退开始1M483品種判別前後後退完了①品种判别前后后退完结 1M484BUSH着座確認OFF (VAC)衬套坐标确认OFF (VAC)M485BUSH方向検知確認OK②衬套方向检测确认OK 2M486品種判別前後前進開始②品种判别前后前进开始 2M487品種判別前後前進完了②品种判别前后前进完结 2M490判定NG 動作OK②判定NG 动作OK 2M491OK.WORK 投入判定NG動作NG②OK.WORK 判定转向行为OK NG2M492品種判別前後後退開始②品种判别前后后退开始 2M493品種判別前後後退完了②品种判别前后后退完结 2M499BUSH始業点検完了衬套启用检查完结M600PRESS 重複開始按下检查重复数据开始M601PRESS 重複開始PLS按下检查重复数据开始 PLS M602PRESS 読出中按下读取数据中M603PRESS 読出中PLF按下读取数据中 PLFM610読出品種DATA1-32一致读出品种DATA 1-32一致M612品種DATA検索完了品种DATA检索完毕M614PRESS 重複無OK按下检查重复无 OKM616PRESS 重複有NG按下检查重复有 NGM619PRESS 重複完了按下检查重复数据完毕M900動作変更開始PLS动作变更开始 PLSM902品種検知強制OK SATO 120404品种检测强制OK SATO M920 MODE DOOR&無効教学模式门及区域无效?M922 MODE DOOR&無効教学模式门及区域无效?M990BUSH 上治具使用回数M991機種No2 治具使用回数M992JANOME JPU8004 点検回数M993OIL充填回数 COUNT.UP加注油量计数加法?M994修正箇所120711 SATO常時OFFM995☆120417動作変更箇所☆SATO动作变更 SATOM996☆120410動作変更箇所☆SATOM997機種検知追加 130402 SATO/OF新增检测机型M998PC/TEST用111108 SATO PC/测试用 111108 SATOM999PC問合無MODE ON=問合無PC查询无模式 ON=无查询M1000WORK供給RB/READYM1001WORK供給RB/ 起動原点M1003WORK供給RB/ N.BUSYM1005原点復帰SW PLS回归原点开关 PLSM1006WORK供給RB 原点復帰M1007原点在原点的循环时间? M1008軸1(X) HOME. POSITION移動ON轴1 HOME. 位置移动ONM1009軸1(X) HOME. POSITION移動完轴1 HOME. 位置移动完毕M1010原点復帰WORK CLANP OPENM1011原点復帰治具 PALET無M1012軸1(X) HOME. POSITION条件轴1 HOME. 位置条件M1014歩進PLS循环步进 PLSM1016BUSH機種方向検知前後後退開始衬套机型方向检测前后后退开始M1017BUSH機種方向検知前後後退完了衬套机型方向检测前后后退完毕M1018BUSH機種方向検知前後後退開始衬套机型方向检测前后后退开始M1019BUSH機種方向検知前後後退完了衬套机型方向检测前后后退完毕M1020WORK供給歩進受付WORK供给步进周期接收? M1021WORK供給歩進受付PLS WORK供给步进周期接收 PLS? M1022歩進完了步进周期完毕M1023WORK. PRESS始業点検SW. PLS WORK. 按下启用检测开关. PLSM1024WORK. PRESS始業点検BUSY WORK. 按下启用检测BUSYM1025WORK. PRESS始業点検BUSYPLS WORK. 按下启用检测BUSY PLSM1026WORK. PRESS始業点検完了WORK. 按下启用检测完毕M1028始業点検PRESS圧入OK完了启用检测按下注入OK 完毕M1029始業点検PRESS圧入NG完了启用检测按下注入NG 完毕M1031OIL塗布始業点検SW.PLS涂油启用检测开关PLS?M1032OIL塗布始業点検BUSY涂油启用检测开关 BUSYM1033OIL塗布始業点検BUSY.PLS涂油启用检测开关BUSY.PLSM1034OIL塗布始業点検完了涂油启用检测完毕M10352D/CODE 始業点検SW.PLS2D代码启用检测开关 PLS M10362D/CODE 始業点検BUSY2D代码启用检测BUSYM10372D/CODE 始業点検BUSY.PLS2D代码启用检测BUSY PLSM10382D/CODE 始業点検完了2D代码启用检测完毕M10402D/CODE READ. OK完了2D代码读取 OK完毕M10412D/CODE READ. NG完了2D代码读取 NG完毕M1053STEP WORK供給STEPM1054運転受付不明品異常运转接收工作未知品异常? M1055再投入SW, PLS模式周期开关 PLSM1056再投入受付接收模式周期M1058通常受付接收正常周期M1059再投入MODE周期模式M1090選択機種L_TYPE选择机型L_输入M1091選択機種R_TYPE选择机型R_输入M1092SET治具TYPE.OK设置夹具输入OKM1094SET治具TYPE.異常设置夹具输入异常M1100WORK供給 BUSY WORK首次供给 BUSYM1101WORK供給 BUSY.PLS WORK首次供给 BUSY.PLS M1104WORK 治具①②_OK WORK 夹紧夹具1.2 OKM1105WORK 治具①②_NG WORK 夹紧夹具1.2 NGM1110WORK供給POINT移動SUB.ON WORK 供给点移动SUB.ONM1111WORK供給POINT移動SUB.OFF WORK 供给点移动SUB.OFFM1149WORK供給 BUSY完了WORK首次供给 BUSY 完毕M1150WORK供給RB/BUSYM1151WORK供給RB/BUSY PLSM1160SET治具機種No OK设置夹具机型号码 OKM1161SET治具機種No NG设置夹具机型号码 NGM1170WORK PRESS動作OK完了品WORK 按下动作OK完了品? M1171OIL塗布済PRESS 未完了WORK预先涂油按下未完运作M1172OIL塗布PRESS 未完了WORK涂油按下未完运作M1173WORK.NG CODE10<=CODE19>=M1175WORK 不明品WORK 未知不明品M1176PRESS WORK無按下无工作单位M1177PRESS WORK無PLS按下无工作单位PLS?M1180???? ????启动装置M1181???? ????PLS启动装置 PLSM1190WORK 投入WORK 输入启动装置?M1192WORK供給部WORK有WORK 零部件供应部位有运作?M1193WORK供給部WORK有PLS WORK 零部件供应部位有运作PLS M1194WORK供給部WORK無WORK 零部件供应部位无运作M1195WORK供給部WORK無PLS WORK 零部件供应部位无运作PLS M1200WORK PRESS動作OK完了品WORK 按下动作OK完了品M1201WORK PRESS動作OK完了品PLS WORK 按下动作OK 完了品 PLS M1202OIL塗布済PRESS 未完了WORK 预先涂油按下未完 WORK M1203OIL塗布済PRESS 未完了WORK.P 预先涂油按下未完 WORK.P M1204OIL塗布PRESS 未完了WORK 涂油按下未完 WORK M1205OIL塗布PRESS 未完了WORK.P 涂油按下未完 WORK.P M1206前工程NG不明品WORK有M1207前工程NG不明品WORK有PLSM1210WORK. OK/NG品取出動作受付work OK/NG品接收取出动作M1212WORK. OK/NG品取出動作完了work OK/NG品取出动作完毕M1213停止受付①停止接收1M1214OK/NG品取出。

运动控制器“原点返回”的14种模式及参数说明第一部分运动控制器“原点返回”的14种模式1. DOG1 型------以DOG开关从ON—OFF 后的第1个零点(Z相)信号作为“原点”图1.DOG1型原点返回模式对“原点返回”模式各名词的说明(参见图1)①“原点返回”---又称为“回原点模式”,“回零模式”,“原点回归模式”,本文统一为“原点返回模式”。
②“原点返回方向”---本文简称“正向”。
与该方向相反简称为“反向”。
③近点DOG开关---也称为“原点开关”,“看门狗开关”。
本文简称为“DOG开关”(“DOG开关”为常OFF接法)④“原点返回速度”------本文简称为“高速”⑤“爬行速度”—也称为“蠕动速度”。
本文简称为“爬行速度”⑥零点信号-------本文简称为“Z相信号”。
(零点信号就是Z向信号,当编码器安装固定后,就是固定位置(对于电机一转之内的位置而言)⑦近点DOG ON 后的移动量------本文简称为“T行程”⑧减速停止点------本文简称为“A点”1.1 “原点返回”的动作顺序①“原点返回”启动,以“高速”运行;②碰上DOG=ON, 从“高速”降低到“爬行速度”;③当DOG 从ON---OFF,从“爬行速度”减速停止,速度降为零。
又从“零速”上升到“爬行速度”,当检测到第1个“Z相信号”时,该“Z相信号”位置就是“原点”。
同时该轴停止在原点位置上。
(从“减速停止点A”到“Z相)信号”点是定位过程,所以能够精确定位)1.2 “原点返回”不能正常执行的原因(1)从“原点返回启动位置”到“减速停止点A”这一区间内如果没有经过“Z相信号”点一次,(Z相通过信号M2406+20N),系统会产生报警(ZCT)并减速停止。
(ZCT)(错误代码120). “原点返回”不能正常执行。
(这种情况是“原点返回启动位置”到“DOG”距离很短。
走完DOG的行程还没经过“Z相信号”,系统无法识别“Z相信号”位置。
目录第一章可编程控制器的概述 (1)第二章可编程控制器基本指令简介 (5)第三章 GX Developer软件的使用及编程规则 (6)第四章 MCGS组态软件的介绍及使用 (9)第五章实训内容 (12)实训一 PLC认知实训 (12)实训二数码显示控制 (15)实训三三相异步电机点动与自锁控制 (18)实训四三相异步电机联锁正反转控制 (20)实训五三相异步电机带延时正反转控制 (22)实训六三相异步电机Y/△换接起动控制 (24)实训七水塔水位控制 (26)实训八LED数码彩灯控制 (29)实训九传送带电机的模拟控制 (31)实训十装卸料小车的模拟控制 (34)实训十一智力竞赛抢答装置的控制 (36)实训十二加热炉自动上料系统的模拟控制 (38)实训十三钻孔动力头装置的模拟控制 (40)实训十四仓库门自动开闭装置的模拟控制 (42)实训十五液体混合装置控制的模拟 (44)实训十六机械滑台的模拟控制 (47)实训十七机械手动作的模拟控制 (51)实训十八十字路口交通灯控制 (54)实训十九装配流水线控制 (57)实训二十自动配料装车系统控制 (60)实训二十一自控成型机控制 (64)附录一 THPFSL-2型网络型可编程控制器综合实训装置使用说明书 (67)第一章 可编程控制器的概述可编程序控制器,英文称Programmable Logical Controller ,简称PLC 。
它是一个以微处理器为核心的数字运算操作的电子系统装置,专为在工业现场应用而设计,它采用可编程序的存储器,用以在其内部存储执行逻辑运算、顺序控制、定时/计数和算术运算等操作指令,并通过数字式或模拟式的输入、输出接口,控制各种类型的机械或生产过程。
PLC 是微机技术与传统的继电接触控制技术相结合的产物,它克服了继电接触控制系统中的机械触点的复杂接线、可靠性低、功耗高、通用性和灵活性差的缺点,充分利用了微处理器的优点,又照顾到现场电气操作维修人员的技能与习惯,特别是PLC 的程序编制,不需要专门的计算机编程语言知识,而是采用了一套以继电器梯形图为基础的简单指令形式,使用户程序编制形象、直观、方便易学;调试与查错也都很方便。
史上最全的西门子脉冲方式汇总基本指令部分:脉冲输出指令(PLS)用于在高速输出(Q0.0和Q0.1)上控制脉冲串输出(PTO)和脉宽调制(PWM)功能。
1、 PWM波PWM产生一个占空比变化周期固定的脉冲输出。
可以以微秒或者毫秒为单位指定其周期和脉冲宽度:周期:10 µs到65,535 µs 或2ms到65,535 ms脉宽时间: 0 µs到65,535µs 或0ms到65,535 ms注:脉宽≥周期值占空比是100%:连续接通输出。
脉宽=0 占空比是0%:连续关闭输出。
周期振动。
由于这个原因,建议采用PWM同步更新。
选择一个适合于所有周期时间的时间基准。
1.2特点:周期和脉宽都是以时间为单位特别是脉宽不是固定的 0-255 或者0-5122、脉冲串操作(PTO)TO按照给定的脉冲个数和周期输出一串方波(占空比50%)。
PTO可以产生单段脉冲串或者多段脉冲串(使用脉冲波形)。
可以指定脉冲数和周期(以微秒或毫秒为增加量):脉冲数目: 1到4,294,967,295周期:10 µs到65,535 µs或2ms到65,535 ms。
周期寄存器。
一旦启动了起始PTO段,就必须按照第二个信号波形的要求改变特殊寄存器,并再次执行PLS指令。
第二个脉冲串的属性在管道中一直保持到第一个脉冲串发送完成。
在管道中一次只能存储一段脉冲串的属性。
当第一个脉冲串发送完成时,接着输出第二个信号波形,此时管道可以用于下一个新的脉冲串。
重复这个过程可以再次设定下一个脉冲串的特性。
除去以下两种情况之外,脉冲串之间可以作到平滑转换:时间基准发生了变化或者在利用PLS指令捕捉到新脉冲之前,启动的脉冲串已经完成。
特点:可以实现输出多个单端脉冲中间无需停止2.2 PTO脉冲串的多段管道在多段管道模式,CPU自动从V存储器区的包络表中读出每个脉冲串的特性。
在该模式下,仅使用特殊存储器区的控制字节和状态字节。
PLS2—PL专用分流适配器(第二代)用户手册简介PLS2分流适配器,测量通过分流器的电流,将信号传给PL控制器。
PL控制器的屏幕显示,是将通过适配器读取的电流,纳入到内部电流的计算。
通过适配器读取的电流,可以被分为CEXT (EXTERNAL CHARGE外部充电)和LEXT(EXTERNAL LOAD 外部负载)。
PLS2是双向的。
这意味着,此装置只要与分流器(SHUNT0安装,就可以报告净负载电流或净充电电流。
根据充电还是放电而设置PLS2,是不需要的。
两个PLS2可以应用在一个系统,但是读值不会被分别显示。
在一个双PLS2的系统,一个PLS2(设置为从方式)将读值发到另外一个PLS2(设置为主方式),此PLS2,将设置为从方式的PLS2的读值加到自己的读值上,全部的充电和负载数据就会传回PL控制器。
PLS2允许用户测量两个不同的分流器的电流。
另外一种好处是,正向和反向电流都可以测量。
例如,逆变器驱动电抗性负载,经常会有返回到蓄电池的电流。
这个电流,如果使用PLS(第一代)就会被忽略,而使用PLS2就会被适当的计算。
安装分流器可以被接在正极或负极的电路上。
PLS2外壳是黑色的铝壳,带锁紧装置。
壳子底部有两个直径为5.5毫米的安装孔,间距是50毫米。
装有电路板的部分卡在底座上。
外壳尺寸,75毫米长,38毫米宽,30毫米高。
PLS2的安装根据实际尽量接近分流器(推荐在100毫米之内)。
将与分流器连接的电线互相绞在一起,以减少干扰。
设置对于使用者非常有必要,选择合适的分流器的容量和方式。
现在有三种分流器可选,100mV/100A, 50mV/100A和75mV/200A。
连接一个 100mV/100A的分流器到PLS2,请将一根电线接在标注为0的端子,另一根接在标注为C的端子。
以此类推,使用0和B 端子接50mV/100A分流器,使用0和A接75mV/200A分流器。
其他型号的分流器必须与变阻器一起使用。
2HSS86H-A-XX 混合式步进伺服驱动器用户手册地址:深圳市宝安区留仙三路鸿威工业区A栋2楼电话:*************26502268传真:*************E-mail:*******************本手册的所有内容,著作财产权归深圳市杰美康机电有限公司所有,未经深圳市杰美康机电有限公司许可,任何单位或个人不得随意仿制、拷贝、撰抄。
本手册无任何形式的担保、立场表达或其它暗示。
如有本手册所提到的产品的信息,所引起的直接或间接的资料流出,导致利益损失后果,深圳市杰美康机电有限公司与所属员工不承担任何责任。
除此以外,本手册提到的产品及其资料仅供参考,内容如有更新,恕不另行通知。
版权所有,不得翻印。
深圳市杰美康机电有限公司版本编写核准V3.34研发部研发部-2-目录一、概述 (4)二、特点 (4)三、端口说明 (5)3.1ALM、PEND信号输出端口 (5)3.2控制信号输入端口 (5)3.3编码器反馈信号输入端口 (6)3.4功率端口 (7)四、技术指标 (8)五、控制信号接线 (9)5.1控制信号单端共阳极接线 (9)5.2控制信号单端共阴极接线 (10)5.3控制信号差分接线方式 (11)5.4232串口通信接线图 (12)5.5控制信号时序图 (12)六、细分拨码开关设定 (13)6.1输入沿设定 (13)6.2逻辑方向设定 (14)6.3细分设置 (14)七、错误报警及LED灯闪烁次数 (15)八、安装尺寸 (16)九、接线图 (17)十、参数设置 (18)十一、常见问题及故障处理 (22)11.1电源灯不亮 (22)11.2上电亮红灯报警 (22)11.3运行转动一小角度后亮红灯报警 (22)11.4脉冲输入后不转动 (23)-3-一、概述2HSS86H-A-XX混合式步进伺服驱动系统是在数字步进驱动中完美融合了伺服控制技术,产品采用光学编码器,每50微秒高速采样位置反馈,一旦出现位置上的偏差可立即修正位置偏差量。