冶炼烟气制酸工艺介绍—张云鹏精品PPT课件
- 格式:pptx
- 大小:3.79 MB
- 文档页数:45
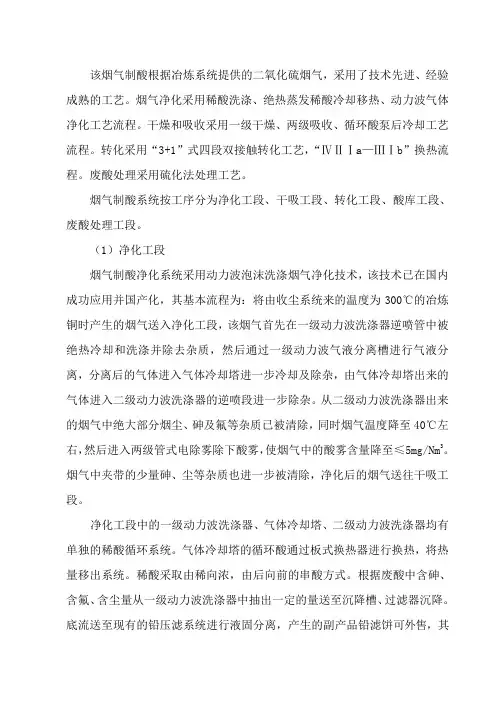
该烟气制酸根据冶炼系统提供的二氧化硫烟气,采用了技术先进、经验成熟的工艺。
烟气净化采用稀酸洗涤、绝热蒸发稀酸冷却移热、动力波气体净化工艺流程。
干燥和吸收采用一级干燥、两级吸收、循环酸泵后冷却工艺流程。
转化采用“3+1”式四段双接触转化工艺,“ⅣⅡⅠa—ⅢⅠb”换热流程。
废酸处理采用硫化法处理工艺。
烟气制酸系统按工序分为净化工段、干吸工段、转化工段、酸库工段、废酸处理工段。
(1)净化工段烟气制酸净化系统采用动力波泡沫洗涤烟气净化技术,该技术已在国内成功应用并国产化,其基本流程为:将由收尘系统来的温度为300℃的冶炼铜时产生的烟气送入净化工段,该烟气首先在一级动力波洗涤器逆喷管中被绝热冷却和洗涤并除去杂质,然后通过一级动力波气液分离槽进行气液分离,分离后的气体进入气体冷却塔进一步冷却及除杂,由气体冷却塔出来的气体进入二级动力波洗涤器的逆喷段进一步除杂。
从二级动力波洗涤器出来的烟气中绝大部分烟尘、砷及氟等杂质已被清除,同时烟气温度降至40℃左右,然后进入两级管式电除雾除下酸雾,使烟气中的酸雾含量降至≤5mg/Nm3。
烟气中夹带的少量砷、尘等杂质也进一步被清除,净化后的烟气送往干吸工段。
净化工段中的一级动力波洗涤器、气体冷却塔、二级动力波洗涤器均有单独的稀酸循环系统。
气体冷却塔的循环酸通过板式换热器进行换热,将热量移出系统。
稀酸采取由稀向浓,由后向前的串酸方式。
根据废酸中含砷、含氟、含尘量从一级动力波洗涤器中抽出一定的量送至沉降槽、过滤器沉降。
底流送至现有的铅压滤系统进行液固分离,产生的副产品铅滤饼可外售,其滤液与过滤器的上清液一起送至废酸处理工段进行进一步处理。
(2)干吸工段干吸工段采用了常规的一级干燥、二次吸收、循环酸泵后冷却的流程与双接触转化工艺相对应。
干吸工段基本流程为将来自净化工段经二级电除雾器的烟气在干燥塔入口加入空气,将烟气中氧硫比调到1.0后进入干燥塔,在塔内与塔顶喷淋下来的95%硫酸充分接触,经丝网捕沫器捕沫,使出口烟气含水份≤0.1g/Nm3后进入SO2主鼓风机。
烟气制酸工艺流程
《烟气制酸工艺流程》
烟气制酸工艺是一种利用烟气中的二氧化碳来生产酸的技术,其流程包括收集烟气、净化和催化转化为酸。
下面将介绍该工艺的详细流程。
首先,工艺流程的第一步是收集烟气。
燃烧燃料产生的烟气中含有大量的二氧化碳和其他有害物质,需要将其收集到一定的储存设备中。
这一步通常通过燃煤锅炉或煤气化炉等设备的烟气净化装置来实现。
第二步是对收集的烟气进行净化。
在工业生产中,烟气中往往含有大量的硫化物、氮氧化物和其他污染物,这些物质会对后续的催化转化过程产生影响。
因此,需要利用吸附剂或化学药剂来去除这些有害物质,以保证后续工艺的顺利进行。
接下来是催化转化为酸的过程。
经过前两步的处理,收集的烟气中已经主要含有二氧化碳和水蒸气,这两种气体可以通过催化剂的作用进行反应,生成相应的酸。
常用的催化剂包括氢氧化钠或氢氧化钙等碱性物质,它们能够与二氧化碳反应生成碳酸。
此外,还可以通过控制反应条件和催化剂的选择来生产其他酸,如硫酸、硝酸等。
最后,经过催化剂反应生成的酸需要进行收集和提纯。
常用的方法包括蒸馏、结晶等,将产生的酸提纯后即可得到成品。
这些酸可以广泛用于化工、医药、农业等各个领域。
总的来说,烟气制酸工艺流程是一种有效利用烟气资源的技术,能够减少燃烧过程中产生的有害物质排放,同时生产出具有经济价值的酸产品。
随着环保意识的提高和资源化利用的重要性,该工艺将在未来得到更广泛的应用和发展。

第一章概述第一节硫酸工业的发展世界上最早的硫酸,产生于15世纪后半叶,当时的原料为绿矾石[FeSO4·7H2O]。
通过对其加热分解和吸收制出硫酸。
这种方法距今已有500多年的历史了。
到了1746年世界上第一座运用亚硝基法制酸的工厂,铅室法制取硫酸在英国的伯明翰建成并投入生产。
这就是世界上最早的铅室法制酸工厂。
之后在硫酸工业和其它工业的推动下,又出现了塔式法制酸。
尽管如此,到了1940年,染料、化纤、有机合成及石油、化工等工业取得了逢勃发展,它们不仅增加了对硫酸的需求量,特别对硫酸浓度提出了更高的要求(需要发烟硫酸)。
万里铅室法、塔式法成品酸浓度不够(产品酸:65%、76%)从而不能满足上述工业部门的需要。
必需寻求制酸的新方法。
接触法诞生于1831年,用二氧化硫在空气中通过接触铂粉或铂丝并在炽热条件下制取三氧化硫为生产高浓度硫酸创造了条件。
这就是最早的接触法,触媒用昂贵的铂。
此法到了20世纪初得到了迅速的发展。
特别是1913年,前西德BASF AG公司发明出了活性好、不易中毒,而价格又较便宜的钒触媒。
钒触媒取代了铂触媒,从而推动了硫酸工业的快速发展。
世界上接触法硫酸生产装置始建于19世纪末和20世纪初,并采用了钒催化剂,到20世纪60年代,钒催化剂得到了广泛应用。
50年代初,前联邦德国和美国同时开发了硫铁矿沸腾焙烧技术。
1964年前联邦德国的一家公司开始应用两次转化工艺,70年代初又建成年产500KT硫磺制酸装置和年产360KT硫铁矿制酸装置。
90年代初,加拿大的一家公司采用美国孟山都环境化学公司技术,建成年产2900KT冶炼烟气制酸装置。
近年来,国外还出现了三转三吸工艺和加压法转化流程。
催化剂开发方面力求活性高、起燃温度低、抗毒性能好、寿命长。
在低位热能回收利用、低浓度SO2烟气回收等方面也有很大进步。
我国于1934年建成第一座接触法硫酸装置,但当时硫酸工业基础相当薄弱。
1949年以后,我国硫酸工业发生巨大的变化,不仅产量增加,生产技术也有很大的提高。
重金属冶炼厂二氧化硫烟气制酸设施设计重金属冶炼厂二氧化硫烟气制酸设施设计(design of sulfur recovery facility from fluegas of laeavy non—ferrous metallurgical works) 以重金属火法冶炼过程产出的二氧化硫烟气为原料,采用不同工艺生产硫酸产品的设施设计,是重金属冶炼厂设计的重要组成部分。
重金属冶炼厂生产过程中产生大量含二氧化硫的烟气,其浓度波动较大,且含有多种金属和砷、氟等杂质,常用的回收处理方法较多。
利用烟气除生产硫酸外,还可生产硫磺、液体二氧化硫。
低浓度二氧化硫烟气,根据条件也可生产其他产品。
设计内容包括:原料、产品方案、设计规模、工艺流程、主要设备、车间配置和主要技术经济指标。
简史 1740年英国建成第一个硫酸厂,以燃烧硫磺和硝石生成的气体为原料,用水吸收制成硫酸。
1746年开始用铅室法生产硫酸,20世纪初开始用瓷环填料取代铅室,出现塔式法制酸技术。
接触法制酸始于1831年,随着净化技术日趋完善,到20世纪初才得到广泛应用,并开始用于重金属冶炼的烟气制酸。
1964年联邦德国拜耳公司(Bayer AG)首先在工业上实现两次转化两次吸收工艺(简称“两转两吸”工艺),使接触法制酸尾气中的二氧化硫含量降至500×10-6以下。
1982年,苏联采用非稳态转化制酸技术,在红乌拉尔炼铜公司处理浓度为0.7%~4%的二氧化硫冶炼烟气,排放尾气的二氧化硫浓度低于0.04%~0.05%。
中国于1876年开始以硫磺为原料,用铅室法生产硫酸,1945年,葫芦岛炼锌厂采用德国鲁奇公司技术建成处理锌精矿焙烧二氧化硫烟气的制酸车间。
设计规模为1.5万t/a。
60年代后,中国设计建成的铜、铅、锌、镍、钴等冶炼厂陆续利用冶炼烟气制造硫酸。
采用的制酸工艺有干法净化制酸、热浓酸或稀酸洗净化制酸等。
1985年设计建成的贵溪冶炼厂制酸车间,采用稀酸洗净化的“两转两吸”工艺,单系列设计规模为34~36万t/a。
第十四章锌冶炼非标设备14.1 锌精矿沸腾焙烧炉(109m2)14.1.1 主要技术性能生产能力:624t/d(干基)炉床面积:沸腾床109m2上部炉膛209m2沸腾层高度:1000mm焙烧温度:沸腾层910±30℃炉膛950±30℃鼓风量:51561m3/h标态(干基)烟气量:53252m3/h标态(干基)设备总重:~1513t其中耐火材料:~1170t14.1.2 结构特点该炉子为鲁奇式沸腾焙烧炉,第一台建在西北冶炼厂,从日本引进技术,由国内转化设计,一次试车投产成功;第二台建在株洲冶炼厂,投产也非常顺利。
该炉子容积大,热稳定性好,因此炉子容易控制,便于实现计算机自动化控制。
采用直通式风帽,风帽不易堵塞,也容易清理,且阻力小有利于节能。
沸腾炉出烟口与锅炉入口之间采用特殊结构的柔性联接,既保证了此处的密封,又解决了锅炉和沸腾炉之间膨胀不一致的问题,克服了老炉型的烟气泄漏问题,改善了操作区的环境。
沸腾层的调温除设臵六组6m2的管式冷却器以外,在沸腾炉上部还设臵有喷水枪,可以进行超高温自动喷水冷却。
沸腾层六组冷却器为锅炉的一部分;根据需要管式冷却器可以减少为四组或五组。
根据沸腾炉的运行经验,西北冶炼厂及株洲冶炼厂的底排料装臵均不好使用,此次设计吸取温州冶炼厂等沸腾炉的成功经验,对沸腾炉的底排料口结构进行了改进。
14.2 沸腾冷却器14.2.1 主要技术性能热交换面积 3.2m2焙砂处理量~11t/h焙砂入口温度930℃( 30℃)焙砂出口温度<500℃冷却水用量~23t/h冷却水最高出水温度<55℃流态空气量100m3/h流态空气压力98kPa设备总重2260kg14.2.2 结构特点对沸腾冷却器运行中发现有不理想的部位,本次设计均做了相应的改进,加强了壳体焊缝的保护;原设计为压缩空气吹入风管中,风管上开有小孔出风,风管的下部成为死角,造成结料,此次设计采用风帽结构风箱的形式,取消了底部的抽板闸门,避免了底部结料,打不开闸门的问题。
烟气制酸工艺流程烟气制酸工艺是一种利用烟气中的二氧化碳和其他气体制取酸的工艺方法。
它可以实现废气的资源化利用,减少环境污染,同时也可以生产出有用的化学产品。
下面将介绍烟气制酸的工艺流程。
首先,烟气制酸工艺需要收集烟气。
在工业生产过程中,烟气中会含有大量的二氧化碳、氮氧化物和硫化物等气体,这些气体可以被利用来制取酸。
因此,首先需要将工厂排放的烟气进行收集和处理,以便后续的酸的制取工艺。
接下来,收集到的烟气需要进行净化处理。
这是因为烟气中可能含有大量的杂质和有害物质,这些物质会影响后续酸的制取过程,甚至损坏设备。
因此,需要通过吸附、洗涤、脱硫等方法对烟气进行净化处理,确保烟气中的二氧化碳和其他气体的纯度。
然后,净化后的烟气被输送到制酸设备中。
在制酸设备中,烟气会与酸性溶液进行接触,从而使二氧化碳和其他气体溶解到溶液中。
这个过程通常需要在一定的温度和压力下进行,以便提高溶解度和反应速率。
随后,溶解了二氧化碳和其他气体的酸性溶液被送到分离设备中。
在分离设备中,通过调节温度和压力,可以使溶液中的二氧化碳和其他气体重新释放出来,从而得到纯净的酸。
这个过程通常需要进行多级分离,以确保酸的纯度。
最后,得到的酸可以进行包装和储存,以便后续的销售和使用。
同时,分离出的二氧化碳和其他气体也可以被回收利用,从而实现资源的循环利用。
总的来说,烟气制酸工艺是一种利用工业废气制取酸的环保工艺。
通过收集、净化、溶解和分离等步骤,可以将烟气中的二氧化碳和其他气体转化为有用的化学产品,同时减少对环境的污染。
这种工艺不仅有利于工厂的环保和节能,也为酸的生产提供了一种新的途径。
冶炼烟气制酸工艺操作规程南丹县南方有色冶炼有限责任公司NDNF/JS—SC19,2010 控制状态: 发放编号:编制: 梁世心审核: 刘旭升曹晓星批准:2010年7月20日发布 2010年8月1日实施南丹县南方有色冶炼有限责任公司发布南丹县南方有色冶炼有限责任公司烟气制酸(一系统)工艺操作规程文件编号:NDNF/JS—SC19,20101 范围本规程包括锌精矿焙烧烟气制取工业硫酸的工艺流程、基本原理、原材料及质量要求、工艺操作条件、岗位操作法、产品及质量要求、主要技术经济指标以及主要设备。
2 工艺流程(见附图)3 基本原理将焙烧来的高温含尘、酸雾、水分、砷、氟等杂质的炉气进行净化和降温,使炉气达到净化指标要求,以利后面工序的操作和设备正常运转。
3.1 净化原理经绝热蒸发降温除尘、稀酸洗涤冷却后,烟气在电场力作用下将酸雾除去。
3.2 干吸原理3.2.1 干燥原理利用浓硫酸具有强吸水性而干燥烟气。
3.2.2 吸收原理当含有SO的烟气与浓硫酸接触时,SO选择性地溶解在浓硫酸中,该过程的化学反应33) 如式(1SO + HO HSO + Q ……………………(1) 32243.3 转化原理二氧化硫烟气在钒催化剂触媒的作用下氧化为三氧化硫,化学反应如式(2) SO + 1/2O SO +Q…………………………(2) 2234 原材料及质量要求4.1 锌焙烧烟气化学成分333 SO4-8% O 8.15% As?200mg/m F?100mg/m 含尘?500mg/m224.2 钒催化剂(触媒)4.2.1 S101型钒催化剂应符合HG2086的规定。
其中化学性质:五氧化二钒(VO)% 7.5,8.5 硫酸钾(KSO)% 18.3,23 2524二氧化硅(SiO)% 65,75 活性率(耐热后SO转化率)% ?81.0 22物理性质:形状圆柱形条状颜色深黄或红棕色直径mm 4.5,5.5 长度mm 5,15 堆密度?/L 0.6,0.7 4.2.2 S107型钒催化剂应符合HG2088的规定。