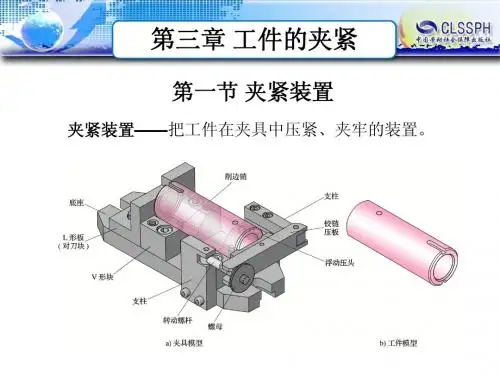
3. 夹紧力的大小
夹紧力的大小可根据切削力和工件重力的大小、 方向和相互位置关系具体计算。为安全起见,计算 出的夹紧力应乘以安全系数K,故实际夹紧力一般比 理论计算值大2~3倍。
进行夹紧力计算时,通常将夹具和工件看做一 刚性系统,以简化计算。根据工件在切削力、夹紧 力(重型工件要考虑重力,高速时要考虑惯性力)作用 下处于静力平衡,列出静力平衡方程式,即可算出
的原始夹紧行程增加的倍数等于夹紧力的增力倍
数,即夹紧行程增大多少倍,夹紧力就增加多少
倍。
0.017455 0.052408 0.087489
0.12278 0.15838 0.19438
0.23087 0.26795 0.30573
0.34433
2、选用斜楔夹紧工件时,只要升角 取得合适, 就能实现夹紧机构的自锁。
3. 偏心夹紧机构是由偏心件作为夹紧元件,直接 夹紧或与其他元件组合实现对工件的夹紧。常用的
图3-35是一种常见的偏心轮—压板夹紧机构。 当顺时针转动手柄使偏心轮绕轴转动时, 偏心轮的 圆柱面紧压在垫板上,由于垫板的反作用力,使偏 心轮上移,同时抬起压板右端,而左端下压夹紧工
图3-35 偏心轮—压板夹紧机构
斜楔夹紧机构受力分析
夹紧力 Fc 是由作用在斜楔上的外力 Fe,x 产生的。
工件对它的反作用力 Fr1 和由此引起的摩 擦力 Ff1 、夹具体对它的反作用力 Fr2 和 由此引起的摩擦力 Ff 2 。
夹紧时,存在如下关系 考虑X方向上的受力平衡
将上述参数代入上式,可得斜楔所产生的夹紧力
由上式得如下结论
图3-43 先定位后夹紧联动机构
图3-43 先定位后夹紧联动机构
(2) 夹紧与移动压板联动机构。 如图3-44所示,逆时针扳动手柄,先是拨销1拨 动压板2上的螺钉3,使压板左移到夹紧位置,继续 逆时针扳动手柄,偏心轮5顶起压板夹紧工件。松开 时,顺时针扳动手柄,偏心轮5的作用先松开工件, 继而拨销1拨动螺钉4