定子铁心检验作业指导书2016.11.29
- 格式:pdf
- 大小:68.40 KB
- 文档页数:1
编写:李 茫审核:李铁军 水轮发电机定子铁芯试验批准:赵显忠 作业指导书1.目的和范围发电机定子铁芯由硅钢片叠合组装而成。
由于制造过程中可能存在的质量不良,可引起片间绝缘损坏,造成短路。
在短路区域形成局部过热,威胁机组的安全运行。
所以,在铁芯叠片完成后,按照规范需要对定子铁芯进行铁损试验,以测定铁芯单位质量的损耗,测量铁轭和齿的温度,检查各个部分的温什是否超过规定值,从而综合判断铁芯片间的绝缘是否良好。
本作业指导书适用于水轮发电机定子铁芯试验。
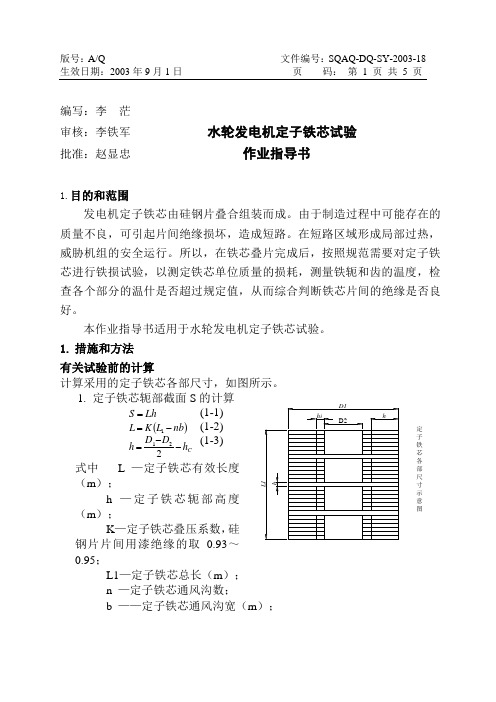
1. 措施和方法有关试验前的计算计算采用的定子铁芯各部尺寸,如图所示。
1. 定子铁芯轭部截面S 的计算(1-1) (1-2)(1-3)式中 L —定子铁芯有效长度(m ); h —定子铁芯轭部高度(m );K —定子铁芯叠压系数,硅钢片片间用漆绝缘的取0.93~0.95;L1—定子铁芯总长(m );n —定子铁芯通风沟数;b ——定子铁芯通风沟宽(m ); LhS =()nb L K L -=1C h D D h --=221D1——定子铁芯外径(m ); D2——定子铁芯内径(m ); hc ——定子铁芯齿高(m )。
2. 励磁线圈W r 匝数N r 的计算 (1-4)式中U 2 ——励磁线圈电源电压(V );f ——试验电源频率 (Hz );B ——试验时铁芯轭部磁通密度(1T );S ——定子铁芯轭部截面 (m 2)根据上面计算结果,可得出励磁线圈匝数。
计算得出励磁线圈匝数较多,考虑线圈本身的电压降,为保持1T 的磁密,Nr 可比计算值少1~2匝。
3. 励磁线圈的电流I(A)及功率P r 的计算 (1-5)式中 D av ——定子铁芯的平均直径(m );H0——单位长度的安匝数,磁通密度在1T 时,取(2~2.7)×102安匝/m ;所以,根据公式可得出励磁线圈电流,根据计算的结果,励磁线圈导线截面按每平方毫米(铜芯)不大于3A 的电流密度选择。
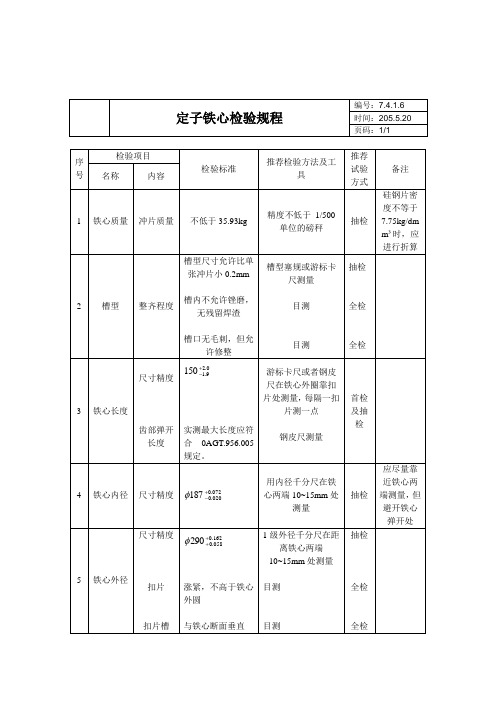
定子铁心检验规程
编号:7.4.1.6 时间:205.5.20 页码:1/1
序号
检验项目 检验标准
推荐检验方法及工
具
推荐试验方式
备注 名称
内容
1 铁心质量 冲片质量 不低于35.93kg
精度不低于 1/500单位的磅秤
抽检
硅钢片密度不等于7.75kg/dm m ³时,应进行折算
2 槽型
整齐程度
槽型尺寸允许比单张冲片小0.2mm
槽内不允许锉磨,
无残留焊渣
槽口无毛刺,但允
许修整
槽型塞规或游标卡
尺测量
目测 目测
抽检 全检 全检
3
铁心长度
尺寸精度
齿部弹开长度
.29.1150+-
实测最大长度应符合0AGT.956.005规定。
游标卡尺或者钢皮尺在铁心外圈靠扣片处测量,每隔一扣
片测一点
钢皮尺测量
首检及抽检
4 铁心内径 尺寸精度
072
.0020.0187+-φ
用内径千分尺在铁
心两端10~15mm 处
测量 抽检
应尽量靠近铁心两端测量,但避开铁心弹开处
5
铁心外径
尺寸精度
扣片 扣片槽
162
.0058.0290++φ
涨紧,不高于铁心外圆
与铁心断面垂直
1级外径千分尺在距
离铁心两端10~15mm 处测量
目测 目测
抽检 全检 全检。
定子铁芯制造
1.0目的
确保制成的HC5定子铁芯满足规定的技术要求。
2.0范围
所有HC5定子铁芯
3.0参考文件
MD120050、MD840005
4.0定义
无
5.0步骤
5.1.装上合适的调节棒和斜键,核对使用的冲片是否正确。
5.2参照相关图纸,按图纸要求取10~15mm厚的一叠冲片叠齐,毛刺方向面向操作者,装入夹具。
5.3再取一叠冲片叠齐,毛刺方面对着夹具后挡板即背向操作者,装入夹具,直至到达斜键基板第一测量标志处。
5.4.冲片转过90,毛刺方向对着夹具后挡板即背向操作者,装入夹具,直至到达斜键基板第二测量标志处。
5.5.冲片转过180,毛刺方向对着夹具后挡板即背向操作者,装入夹具,直至到达斜键基板第三测量标志处。
5.6.冲片转过270,毛刺方向对着夹具后挡板即背向操作者,装入夹具,直至冲片凸出夹具外端面约3cm,轻敲冲片以对齐。
5.7.用吊车将前压板装入
6.0安全
无
7.0特殊操作说明
无
8.0特殊情况
无
9.0措施。

电动机检修作业指导书电动机在工业制造、建筑、交通和家庭生活等各领域得到了广泛应用。
由于使用寿命和工作条件的不同,电动机在使用过程中需要定期维护和检修。
本文将为你提供电动机检修作业指导书,帮助你更好地了解电动机的构造、检修方法和注意事项。
一、电动机构造1.1 外壳:电动机外壳是由铸铁或铝合金等材料制成,用于承载电动机各部分,并起到隔离保护作用。
1.2 定子:电动机定子由铜线绕制成线圈,铁心板组合成。
线圈分布于铁心槽内,与转子配合形成磁场。
1.3 转子:电动机转子由磁化的永磁体或电磁铁芯和铁心片组成。
当外界电源施加于转子上时,转子开始旋转,带动机器实现动力输出。
1.4 端盖:电动机的端盖是定、转子部件固定的密封件,内部设置有轴承。
二、检修准备2.1 检修前准备:检修前需要对电动机进行清洁,清除灰尘和杂质,准备必要的工具和检修材料。
2.2 检验材料:除了常规工具外,还需要配备一些专业的检修工具,包括:马箍、振动表、弹簧卡尺、万用表、电动机综合测试仪等。
2.3 检查工作场地:检修工作场地应保持通风良好,干燥净整,防止尘土飞扬和防止水泡电路。
三、电动机检修3.1 清洗:首先对电动机进行清洗。
需要先拆下电动机外壳,并用清洁剂擦拭清洗,一般为汽油或煤油。
需要注意的是,清洗时切勿将水泼到电动机上,以免发生事故。
3.2 检查定子:检查定子绕组的外观是否有断裂、烧蚀等现象,是否有接触不良、导线变形等问题。
如有问题,应及时更换或修复。
3.3 检查转子:转子的检查需要先将转子从电动机中取出进行。
检查转子是否有磨损、裂纹、磨损等问题,如有需要及时更换。
3.4 检查轴承:检查轴承是否存在磨损、变形等现象。
可以使用振动仪来检查轴承的运行状况,如有问题,应及时更换。
3.5 拆卸各部件:如有需要,需要拆卸电动机的各部件进行检查和更换。
需要注意拆卸时的步骤,防止损坏或丢失。
四、注意事项4.1 安全生产:在进行电动机检修时,需要注意安全生产,做好防护措施,避免发生人身安全事故。
JF1500风力发电机定子铁心叠压作业指导书JF1500风力发电机定子叠压工艺流程图10叠片20压装30焊接40 精整50交出工序10:定子铁心叠片工步1.配件除漆清理1.目视检查冲片,不允许存在锈迹、磕碰变形、不能有缺角、缺边,冲片表面应无划痕,漆膜无损坏,毛刺<0.04mm2.定子支架焊接部位锈迹、油污、残留漆须清除干净,要求定子支架各筋板两侧面从上至下40mm长,20mm宽区域,用抛光机清除锈迹、残留漆。
3.端板焊接部位油漆须清理干净,要求端板与定子支架接触处两侧面及顶面20mm宽用抛光机除漆。
端板外圆与尺压板接触处沿螺孔对称除漆10mm长、8-10 mm宽。
端板底部沿孔对称除漆100 mm长、20 mm宽。
4.尺压板焊接部位须用抛光机清除表面漆膜。
要求沿槽底向内15 mm宽,以孔为中心100mm长区域内除漆。
5.最后须再一次清理定子支架、端板、尺压板。
将各处油污、锈迹、毛刺、尘渣清除干净。
2.称重用电子秤将每箱冲片称重(毛重),叠片完成后做好重量记录,注意后续叠片中挑出有缺陷的冲片集中放到一起,并减去这些有缺陷冲片的质量。
毛重-缺陷冲片的质量=净重3吊放下板将8个机械式千斤顶匀部放置(千斤顶与地面之间用钢板、橡胶垫片做好防护),将大型预压工装下板掉放在千斤顶上,调节千斤顶,要求每个千斤顶须接触下板下表面。
4.调节下板吊放定子支架落在中间的定子主轴承上,同时应该注意预压下板尺应处于支架通风孔中间位置,之后调节千斤顶使预压下板上表面与支架外法兰上表面上下平齐,用塞尺检测平齐误差<0.1 mm5.尺压板预弯及检测1.使用铜锤敲压齿压板根部使齿形微弯折2.将预压弯后的齿压板平放于检验平台上(预弯面朝上),使用2 mm塞尺进行检测。
6.标识位置根据叠压片人员是4或8,将定子支架4或8等分。
标识英标记在支架筋板上部,在每一等分筋板上部作标识1,左边相邻筋板上部作标识2。
7.尺压板的安装1.安装齿压板,放置在下板上,齿压板内弧面盈余定子支架外圆紧贴,齿压板孔与支架外法兰孔对中(齿压板预弯2+0.5 mm,预弯面朝下)。

6kV发电机定、转子检修维护试验作业指导书一、目的与范围为了加强公司各电站6kV发电机定转子检修、试验技术工作,确保6kV发电机定转子检修、试验工作符合工艺质量和安全生产管理要求,并确保该工作全过程无不安全情况发生,确保发电机定转子检修、试验后能安全、可靠地运行,所有参加本检修、试验项目的工作人员、质检人员,必须遵循本质量保证程序。
本指导书适用于额定电压6kV的发电机定转子的定期维护、检修、缺陷处理现场检修、试验。
其他类型的发电机现场检修、试验可参照执行。
发电机的检修、试验需贯彻预防为主,计划检修和诊断检修相结合的方针,作到应修必修,修必修好、安全第一、质量为先。
二、规范性引用文件(含验收标准等)GB 8564-88 水轮发电机组安装技术规范SD 230—87发电厂检修规程DL/T 596-1996 电力设备预防性试验规程SF12.5-10/6300发电机安装技术规程Q/DNCX 滇能楚雄老虎山水电站运行规程三、作业过程控制3.1 作业准备3.1.1 人员配备3.2 作业项目、方法、标准、风险评估、风险预控措施6783.2.2 作业项目、方法、标准9101.定子三相绕组绝缘的测试:用2500V水冷专用兆欧表测量三相定子线圈对地绝缘和相间绝缘电阻≥500MΩ,吸收比≥1.6,极化指数≥2.0,三相不平衡系数不小于2;如通水时:励磁磁端两端汇水管和引线部分汇水管对地绝缘电阻≥30KΩ,绕组对汇水管绝缘电阻≥100KΩ,(定冷水水质合格并正常循环)2.定子线圈直流泄漏和直流耐压的测试:试验电压按0.5倍额定电压分5个阶段升高,每阶段停1分钟读取泄漏电流值,电压升至2.5倍额定电压。
其泄漏电流不应随时间的延长而增大,在额定的试验电压下,各相泄漏电流的差别不应大于最小值的100%;在20A以下者,各相间差值比较不应有显著变化。
(应在停机后清污前的热态下、排氢后进行,若在通水情况下:绕组绝缘大于1兆欧;汇水管、机内测温元件、CT二次侧接地;水路流量接近额定;并水电导率小于1.5微西/厘米)3.定子线圈交流耐压试验:向三相定子线圈加1.5Un交流试验电压,一分钟通过。
(完整版)电动机检修作业指导书1000字电动机作为工业生产的基础设备之一,其运转状态直接关系到整个生产流程的顺利进行,因此,定期进行电动机检修及保养工作显得尤为重要。
下面就是一份电动机检修作业指导书,希望对大家有所帮助。
一、检查外观1.检查外观是否有明显的腐蚀、损伤和磨损现象。
2.检查定、转子铁芯表面是否有明显的剥落、变形等现象。
3.检查定、转子绕组是否有断股、短路等现象。
4.检查电机风扇是否完整,转子转动是否顺畅。
5.检查电机安装是否紧固可靠,接线是否正确。
二、检查内部1.检查绝缘状态:使用万用表检测绕组绕匝间和绕组与绕组、绕组与地的绝缘电阻值是否符合标准,如果阻值低于标准值,则表明绕组绝缘存在问题。
2.检查轴承:用手摇动转子,检查轴承是否有异常声响和摩擦力。
若发现轴承异常,则需要更换。
3.检查定子铁芯:使用震动仪检查定子铁芯振动是否正常,如果振动过大,则可能需要更换定子铁芯。
三、清洁维护1.清理电机:定期将电机表面的灰尘、油污、腐蚀物等清理干净,保持电机清洁。
2.加润滑剂:清理轴承后,加入适量的润滑剂,使轴承滑动顺畅。
3.接线端子保护:定期检查电机接线端子是否松动,如有松动及时紧固。
接线端子处可以涂上绝缘漆或胶,保护接线端子不被氧化腐蚀。
四、测试电机1.运转试验:使用电源器或直流电源给电机加电,检查电机启动是否正常,转速是否稳定。
2.负载试验:将电机与负载进行连通,检查电机负载能力、扭矩是否足够,工作是否正常。
以上就是电动机检修作业指导书,任何维修都需要专业性和规范性,希望这份指导书能够帮助大家更好地进行电动机的检修和维护。
同时,在检修过程中一定要注意安全,切勿在电机插头插着电的情况下进行检修。
#1发电机定子铁芯损耗试验方案批准:会审:编制:王太国胡丹设备管理部2010年10月20日#1发电机定子铁芯损耗试验措施一、组织措施本次#1机A修发电机抽转子检查发现铁心风道齿条、铁芯本体风道齿条、穿心螺杆剩余紧力过小,由上海电机厂技术人员进行紧力补偿处理。
检修处理后发电机铁芯进行铁耗试验以检验确认各部无受损情况,因试验涉及面广危险性高,为确保试验能顺利开展特成立#1发电机定子铁芯损耗试验小组。
组长:胡林副组长:张宏、王太国小组成员:张朝权(电机厂)、计磊(电机厂)、许军、杨光明、黄敬、杨彬、省电科院试验人员、国电山东、运行部当值值长、机组长等。
工作小组具体负责整个试验方案的执行,具体分解如下:省电科院试验人员:对试验的正确性、安全性负责;审编试验技术方案;完成试验所有仪器的正确接线、数据收集整理;负责整个试验过程的指挥。
上海发电机厂技术人员:负责试验前定子膛类工作结束并检查未残留任何工器具、剩余材料、杂物等。
对整个试验全过程监督。
对正确试验方法下不损伤发电机负责。
运行部:负责试验准备工作中#1机6kv A段运行方式、负荷倒换操作,以及试验电源的送电工作。
按照《运行事故处理规程》相关规定,对试验过程中发生异常(如6kv失电)的事故处理。
设备部:对试验的必要性、可行性、正确性负责;6kv开关保护定值修改整定等,全过程配合电科院试验人员进行试验。
安二公司:负责完成试验前各项准备工作,负责发电机出线三相短路、励磁线圈的敷设接线工作,励磁电缆检查试验工作,全过程配合电科院试验人员进行试验。
二、预控措施1、试验前试验人员现场对参加试验的人员进行技术交底,在试验前必须确认运行方式是否满足要求,严防因6kv A段失电影响#2机组的正常运行。
运行人员提前熟悉试验方案并做好事故预想。
2、二次保护班按试验方案计算参数,提前把6kv试验电源开关的保护定值整定好,避免保护误动、拒动。
3、运行部按照试验方案条件需求做好运行方式的调整,避免因试验时电流不平衡6kvA段跳闸后对运行机组和公用系统的影响。