化工仪表第一章化工检测仪表
- 格式:ppt
- 大小:182.50 KB
- 文档页数:19

第一篇检测仪表1.1基本检修与校准1.1.1误差、仪表精度等级的概念1.1.2单体检测仪表1.1.3测量系统1.1.4数字式仪表1.2压力仪表1.2.1总则1.2.2电接点压力表1.2.3压力开关1.2.4差压开关1.2.5压力变送器1.2.6差压变送器1.2.7智能压力(差压)变送器1.3温度仪表1.3.1总则1.3.2热电偶热电阻工作原理1.3.3普通热电偶1.3.4耐磨热电偶1.3.5热电阻1.3.6双金属温度计1.3.7热电偶、电阻使用时的故障判断、原因及其处理方法1.4流量仪表1.4.1总则1.4.2节流装置1.4.3转子流量计1.4.4电磁流量计1.4.5差压式流量计1.4.6质量流量计1.5物位(液位)仪表1.5.1总则1.5.2浮子钢带液位计1.5.3双法兰式差压变送器(压力式)液位计 (88)1.5.5γ智能料位计指导书第二篇执行器2.1气动薄膜调节阀2.1.1总则2.1.2概述2.1.3技术标准2.1.4检查2.1.5运行维护2.1.6检修2.2电动执行机构2.2.1总则2.2.2电动执行机构技术指标2.2.3电动执行器的检修2.2.4电动执行机构的安装、调整2.2.5日常维护2.3气缸式执行机构2.3.1总则2.3.2概述2.3.3技术标准2.3.4校验2.3.5维护与故障处理2.3.6检修2.4电液执行机构2.4.1总则2.4.2电液执执行机构2.5附件2.5.1总则2.5.2阀门定位器2.5.3电磁阀2.5.4电/气转换器第三篇仪表控制装置3.1仪表供电系统3.1.1总则3.1.2供电系统3.1.3仪表供电系统的维护3.1.4仪表供电系统的检修3.2仪表供气系统3.2.1总则3.2.2供气系统概述3.2.3仪表供气系统的维护3.2.4供气系统的检修3.2.5注意事项3.3计算机设备及系统3.3.1总则3.3.2控制机柜3.3.3电源、接地和绝缘3.4安全栅3.4.1作业目的3.4.2适用范围3.4.3采用标准3.4.5作业步骤、危险分析、安全措施3.4.6安全栅接线如图所示。
化工仪表及自动化知识要点第一章1化工自动化一般包括 自动检测系统、自动信号和联锁保护系统、自动操纵及自动开停车系统、自动控制系统。
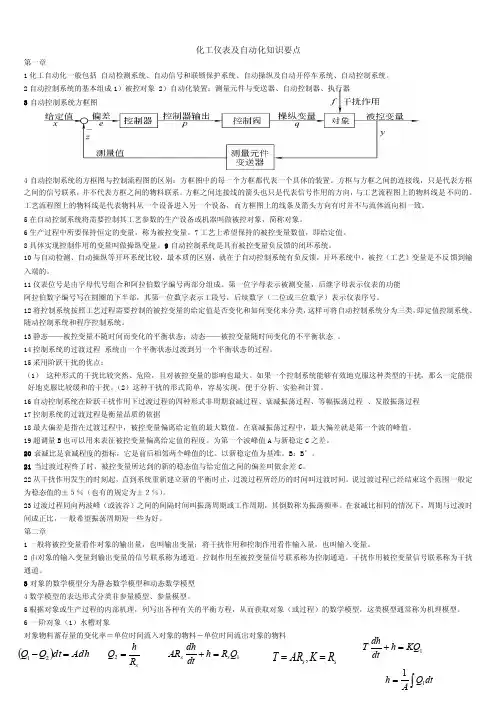
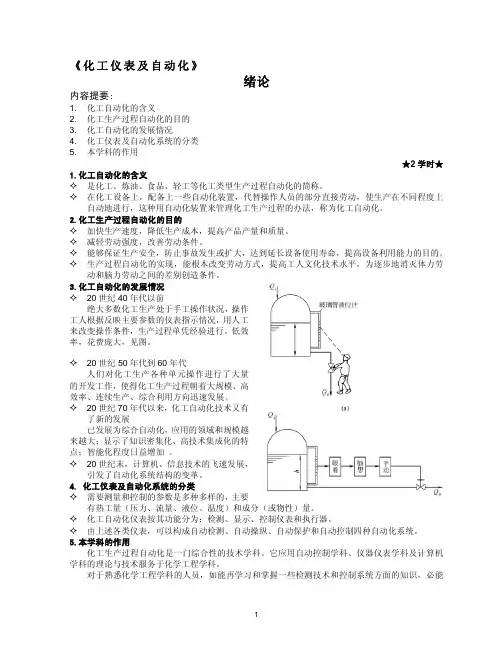
2自动控制系统的基本组成1)被控对象 2)自动化装置:测量元件与变送器、自动控制器、执行器3自动控制系统方框图4自动控制系统的方框图与控制流程图的区别:方框图中的每一个方框都代表一个具体的装置。
方框与方框之间的连接线,只是代表方框之间的信号联系,并不代表方框之间的物料联系。
方框之间连接线的箭头也只是代表信号作用的方向,与工艺流程图上的物料线是不同的。
工艺流程图上的物料线是代表物料从一个设备进入另一个设备,而方框图上的线条及箭头方向有时并不与流体流向相一致。
5在自动控制系统将需要控制其工艺参数的生产设备或机器叫做被控对象,简称对象。
6生产过程中所要保持恒定的变量,称为被控变量。
7工艺上希望保持的被控变量数值,即给定值。
8具体实现控制作用的变量叫做操纵变量。
9自动控制系统是具有被控变量负反馈的闭环系统。
10与自动检测、自动操纵等开环系统比较,最本质的区别,就在于自动控制系统有负反馈,开环系统中,被控(工艺)变量是不反馈到输入端的。
11仪表位号是由字母代号组合和阿拉伯数字编号两部分组成。
第一位字母表示被测变量,后继字母表示仪表的功能阿拉伯数字编号写在圆圈的下半部,其第一位数字表示工段号,后续数字(二位或三位数字)表示仪表序号。
12将控制系统按照工艺过程需要控制的被控变量的给定值是否变化和如何变化来分类,这样可将自动控制系统分为三类,即定值控制系统、随动控制系统和程序控制系统。
13静态——被控变量不随时间而变化的平衡状态;动态——被控变量随时间变化的不平衡状态 。
14控制系统的过渡过程 系统由一个平衡状态过渡到另一个平衡状态的过程。
15采用阶跃干扰的优点:(1) 这种形式的干扰比较突然、危险,且对被控变量的影响也最大。
如果一个控制系统能够有效地克服这种类型的干扰,那么一定能很好地克服比较缓和的干扰。
化工仪表设计第一章仪表位号1.1仪表位号组成由仪表功能标志和仪表回路编号组成PIC-110 仪表位号PIC 仪表功能标志110仪表回路编号1.2仪表功能标志仪表功能标志应该符合《HG-T 20505-2000 过程测量和控制仪表的功能标志及图形符号》3.1.1规定,主要内容如下:仪表代号仪表功能标志的常用组合字母见《HG-T 20505-2000 过程测量和控制仪表的功能标志及图形符号》表3.1.2●功能标志的首位字母选择应与被测变量或引发变量相应,可以不与被处理的变量相符。
如为调节流量的调节阀,用在液位系统中的功能标志是LV,而不是FV。
●仪表功能标志的首位字母后面可以附加一个修饰字母,这时原来的被测变量就变成一个新变量。
如在首位字母P、T后面加D,变成PD、TD,原来的压力、温度就变成压差、温差。
●仪表功能标志的后继字母后面也可附加一个或两个修饰字母,以对读出功能进行修饰。
如功能标志PAH中,后继字母A后面加H,它限制读出功能A的报警为高报警。
●功能标志的字母编组的字母数,一般不超过4个。
为了减少字母编组的字母数,对于一台仪表同时用于指示和记录同一被测变量时,可以省略I(指示)。
●仪表功能标志的所有字母均应大写。
1.3仪表回路编号回路编号可以用工序加仪表顺序号组成,也可以用其他规定的方法进行编号。
FIC-116 1—工序号,16—顺序号也可无工序号,如FSHL-2●仪表位号按不同的被测变量分类,同一装置(或工序)同类被测变量的仪表位号中的顺序号应是连续的,顺序号中间可以空号;不同被测变量的仪表位号不能连续编号。
●如果同一仪表回路中有两个以上功能相同的仪表,可以用仪表位号附加尾缀字母(尾缀字母应大写)的方法以示区别。
如TV-110A和TV-110B表示同一回路中有两台控制阀。
●当不同工序的多个检测元件共用一台显示仪表时,显示仪表的位号不表示工序号,只编顺序号;检测元件的位号是在共用显示仪表后面加后缀。
《化工仪表及自动化》绪论内容提要:1. 化工自动化的含义2. 化工生产过程自动化的目的3. 化工自动化的发展情况4. 化工仪表及自动化系统的分类5. 本学科的作用★2学时★1.化工自动化的含义是化工、炼油、食品、轻工等化工类型生产过程自动化的简称。
在化工设备上,配备上一些自动化装置,代替操作人员的部分直接劳动,使生产在不同程度上自动地进行,这种用自动化装置来管理化工生产过程的办法,称为化工自动化。
2.化工生产过程自动化的目的加快生产速度,降低生产成本,提高产品产量和质量。
减轻劳动强度,改善劳动条件。
能够保证生产安全,防止事故发生或扩大,达到延长设备使用寿命,提高设备利用能力的目的。
生产过程自动化的实现,能根本改变劳动方式,提高工人文化技术水平,为逐步地消灭体力劳动和脑力劳动之间的差别创造条件。
3.化工自动化的发展情况20世纪40年代以前绝大多数化工生产处于手工操作状况,操作工人根据反映主要参数的仪表指示情况,用人工来改变操作条件,生产过程单凭经验进行。
低效率,花费庞大,见图。
20世纪50年代到60年代人们对化工生产各种单元操作进行了大量的开发工作,使得化工生产过程朝着大规模、高效率、连续生产、综合利用方向迅速发展。
20世纪70年代以来,化工自动化技术又有了新的发展已发展为综合自动化,应用的领域和规模越来越大;显示了知识密集化、高技术集成化的特点;智能化程度日益增加。
20世纪末,计算机、信息技术的飞速发展,引发了自动化系统结构的变革。
4. 化工仪表及自动化系统的分类需要测量和控制的参数是多种多样的,主要有热工量(压力、流量、液位、温度)和成分(或物性)量。
化工自动化仪表按其功能分为:检测、显示、控制仪表和执行器。
由上述各类仪表,可以构成自动检测、自动操纵、自动保护和自动控制四种自动化系统。
5.本学科的作用化工生产过程自动化是一门综合性的技术学科。
它应用自动控制学科、仪器仪表学科及计算机学科的理论与技术服务于化学工程学科。
第一章1. 化工自动化的主要内容包括自动检测,自动保护,自动操纵和自动控制。
2. 自动控制系统的基本组成包括自动化装置和被控对象,其中,自动化装置包括测量元件与变送器,自动控制器和执行器。
测量元件与变送器的功能:测量液位并将液位的高低转化为一种特定的、统一的输出信号;自动控制器的功能:接受变送器传来的信号,与工艺需要保持的液位高度相比较得出偏差,并按某种运算规律算出结果,然后将此结果用特定信号发送出去;执行器的功能:能自动地根据控制器送来的信号值来改变阀门的开启度。
3.方框图中每个环节表示组成系统的一个部分,称为“环节”。
两个方块之间用一条带有箭头的线条表示其信号的相互关系,箭头指向方块表示为这个环节的输入,箭头离开方块表示为这个环节的输出。
线旁的字母表示相互间的作用信号。
如上图的方框图 4.自动控制系统是具有被控变量负反馈的闭环系统。
与自动检测、自动操纵等开环系统比较,最本质的区别,就在于自动控制系统有负反馈,开环系统中,被控(工艺)变量是不反馈到输入端的。
5.自动控制系统的过渡过程和品质指标 a) 控制系统的静态与动态 b) 控制系统的过渡过程——系统由一个平衡状态过渡到另一个平衡状态的过程。
c) 控制系统的品质指标 d) 影响控制系统过渡过程品质的主要因素 6.静态——被控变量不随时间而变化的平衡状态(变化率为0,不是静止)。
当一个自动控制系统的输入(给定和干扰)和输出均恒定不变时,整个系统就处于一种相对稳定的平衡状态,系统的各个组成环节如变送器、控制器、控制阀都不改变其原先的状态,它们的输出信号也都处于相对静止状态,这种状态就是静态; 动态——被控变量随时间变化的不平衡状态 。
从干扰作用破坏静态平衡,经过控制,直到系统重新建立平衡,在这一段时间中,整个系统的各个环节和信号都处于变动状态之中,这种状态叫做动态;控制系统的过渡过程是指系统由一个平衡状态过渡到另一个平衡状态的过程 7.系统在过渡过程中被控变量随时间的变化规律首先取决于作用于系统的干扰形式。
第一章化工仪表及自动化概念一、化工自动化装置化工生产装置1.对象2.仪表现场对象、一次仪表一次仪表直接安装在工艺管道或设备上,或者安装在测量点附近但与被测介质有接触,测量并显示过程工艺参数或者发送参数信号至二次仪表的仪表。
控制室二次仪表二次仪表:接受检测仪表信号,进行显示、记录、累算仪表。
一般位于控制室内。
3.控制器4.执行元件二、自动化的意义及目的加快生产速度、降低生产成本、提高产品产量和质量。
减轻劳动强度、改善劳动条件。
以适应当代大规模现代化生产、信息技术需要。
三、化工自动化发展阶段手工操作-自动控制(单元控制以DDZ、QDZ仪表组成控制系统)-计算机控制-DCS控制过程。
四、化工仪表及自动化系统的分类化工生产过程中四大参数:压力、流量、温度、液位化工仪表按功能不同分四类:检测仪表、显示仪表、控制仪表、执行器。
化工自动化系统分类自动检测系统、自动信号和联锁保护系统、自动操纵及自动开停车系统、自动控制系统第二章检测仪表一、检测仪概述1. 检测仪表作用将物理量转化为电量。
2.在使用检测仪表时应注意以下问题:(1)量程(2)精度等级我国工业仪表精度等级有:0.005、0.02、0.05、0.1、0.2、0.35、0.4、0.5、1.0、1.5、2.5、4.0等。
级数越小,精度(准确度)就越高。
图1 仪表铭牌参数(3)防爆等级二、常见检测仪表(一)压力仪表1.压力概念压力指每平方米受到垂直力(N)大小。
单位:Pa(帕) KPa ,MPa 一个大气压100KPa。
绝对压力:实际压力表压力: 容器压力大于大气压时,表压力为:绝对压力-大气压力真空度:容器压力小于大气压时,真空度为:大气压-绝对压力(二) 常见压力表1.弹簧式压力表弹簧式压力表分为普通、氧用、氨用弹簧压力表。
图2 弹簧压力表2.智能变送器图3 智能压力变送器用于对总线型智能变送器可用手操器进行远程对其监视和设置。
常用手操器可分为hart和 barin协议两种。