红外下渣检测系统在中厚板卷厂转炉中的应用
- 格式:pdf
- 大小:1.04 MB
- 文档页数:4
钢包下渣优化的研究进展及应用摘要:避免钢包下渣是连铸生产中重要的一环,其直接影响产品的质量和缺陷形成。
当下流行的三种钢包下渣检测方法被简述,分别是电磁感应、称重法、红外感应法。
通过论述各种方法的优缺点和优化途径,为钢包下渣检测过程提供指导,使其在连铸产品质量控制方面发挥更大的作用。
关键词:钢渣;优化;检测Research progress and application of slagging process optimizationof ladleYang Guiyu Li Wei Xu Xuzhong(Hanbao Steelmaking Plant, Handan, Hebei)Abstract: Avoiding ladle slagging is an important part of continuous casting production, which directly affects the quality of the product and defect formation. Three popular detection methods for ladle slagging are briefly described, which are electromagnetic induction, weighing method and infrared induction method. By discussing the advantages, disadvantages and optimization of each method, we provide guidance for the ladle slagging detection process, so that it can play a greater role in the control of continuouscasting product quality.Keywords: steel slag; optimization; testing1.引言在炼钢生产中,连铸是重中之重。
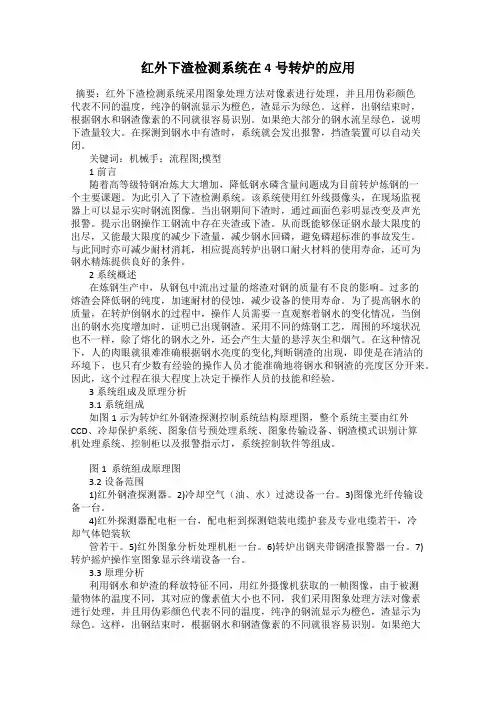
红外下渣检测系统在4号转炉的应用摘要:红外下渣检测系统采用图象处理方法对像素进行处理,并且用伪彩颜色代表不同的温度,纯净的钢流显示为橙色,渣显示为绿色。
这样,出钢结束时,根据钢水和钢渣像素的不同就很容易识别。
如果绝大部分的钢水流呈绿色,说明下渣量较大。
在探测到钢水中有渣时,系统就会发出报警,挡渣装置可以自动关闭。
关键词:机械手;流程图;模型1前言随着高等级特钢冶炼大大增加,降低钢水磷含量问题成为目前转炉炼钢的一个主要课题。
为此引入了下渣检测系统。
该系统使用红外线摄像头,在现场监视器上可以显示实时钢流图像。
当出钢期间下渣时,通过画面色彩明显改变及声光报警。
提示出钢操作工钢流中存在夹渣或下渣。
从而既能够保证钢水最大限度的出尽,又能最大限度的减少下渣量,减少钢水回磷,避免磷超标准的事故发生。
与此同时亦可减少耐材消耗,相应提高转炉出钢口耐火材料的使用寿命,还可为钢水精炼提供良好的条件。
2系统概述在炼钢生产中,从钢包中流出过量的熔渣对钢的质量有不良的影响。
过多的熔渣会降低钢的纯度,加速耐材的侵蚀,减少设备的使用寿命。
为了提高钢水的质量,在转炉倒钢水的过程中,操作人员需要一直观察着钢水的变化情况,当倒出的钢水亮度增加时,证明已出现钢渣。
采用不同的炼钢工艺,周围的环境状况也不一样,除了熔化的钢水之外,还会产生大量的悬浮灰尘和烟气。
在这种情况下,人的肉眼就很难准确根据钢水亮度的变化,判断钢渣的出现,即使是在清洁的环境下,也只有少数有经验的操作人员才能准确地将钢水和钢渣的亮度区分开来。
因此,这个过程在很大程度上决定于操作人员的技能和经验。
3系统组成及原理分析3.1系统组成如图1示为转炉红外钢渣探测控制系统结构原理图,整个系统主要由红外CCD、冷却保护系统、图象信号预处理系统、图象传输设备、钢渣模式识别计算机处理系统、控制柜以及报警指示灯,系统控制软件等组成。
图1 系统组成原理图3.2设备范围1)红外钢渣探测器。
2)冷却空气(油、水)过滤设备一台。
远红外线转炉下渣检测技术应用摘要:介绍新钢第一炼钢厂远红外线下渣检测系统的工作原理和应用效果。
关键词:顶底复吹转炉;远红外线下渣检测技术;挡渣新钢第一炼钢厂有3座100t顶底复吹转炉,传统的转炉冶炼出钢是由工人根据钢水和炉渣的颜色来判断是否已经下渣,这就要求操作人员具有一定的工作经验。
这种判断方法有很大的主观性,因为炉渣在出钢口刚出现时很难仅凭视觉判断出来,即使是对有一定工作经验的操作工来说,也只有当钢流夹渣量达到15%~20%时才能发现。
出渣时机判断延后会导致下渣量比较大,钢水回磷,钢中夹杂物增多,不仅影响钢水质量,还会使出钢口和钢包耐材的寿命缩短,钢包粘渣现象增多。
为此,2022年5月新钢第一炼钢厂在3座转炉上采用了远红外线下渣检测装置来进行挡渣出钢操作,该装置具有钢渣检测灵敏度高、下渣判断及时、自动化程度高等优点。
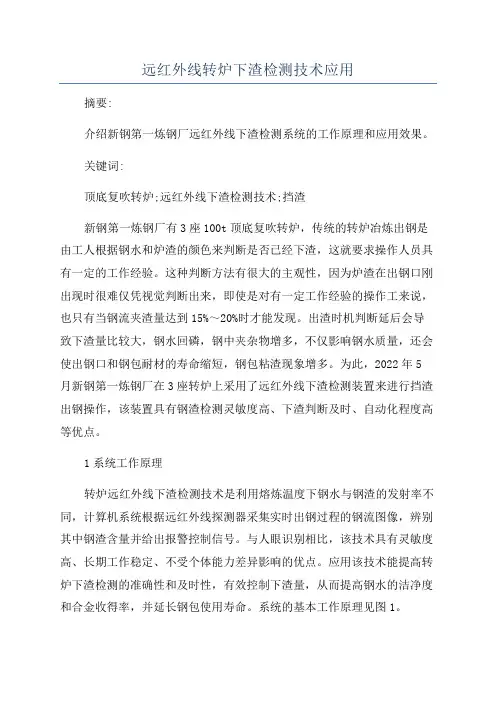
1系统工作原理转炉远红外线下渣检测技术是利用熔炼温度下钢水与钢渣的发射率不同,计算机系统根据远红外线探测器采集实时出钢过程的钢流图像,辨别其中钢渣含量并给出报警控制信号。
与人眼识别相比,该技术具有灵敏度高、长期工作稳定、不受个体能力差异影响的优点。
应用该技术能提高转炉下渣检测的准确性和及时性,有效控制下渣量,从而提高钢水的洁净度和合金收得率,并延长钢包使用寿命。
系统的基本工作原理见图1。
传统的下渣检测系统是识别出钢流中的钢渣并计算出钢渣含量的比例,如果钢渣含量大于所设定的阈值(如10%),系统即给出报警信号,提示操作人员进行挡渣抬炉操作。
由于该报警信号仅能反映下渣瞬间钢流内钢渣含量的比例情况,因此使用此类系统时,依然需要依赖相应的人工辅助判断。
传统下渣检测系统的报警判断逻辑图见图2。
远红外下渣检测系统在传统下渣检测系统报警判断逻辑的基础上,引进了智能挡渣抬炉控制单元,将瞬时钢渣含量比例作为一个重要参数进行应用,并引入卷渣状态、出钢时间、烟雾影响和历史数据等参考因素进行综合判断,可以给出相当精确的挡渣抬炉报警信号。
红外成像系统在高炉的应用摘要:高炉炉况的波动和设备的故障造成许多高炉的巨大经济损失。
红外成像系统能监视炉内布料情况,并通过计算机生成伪彩图帮助分析炉况,有效解决了问题。
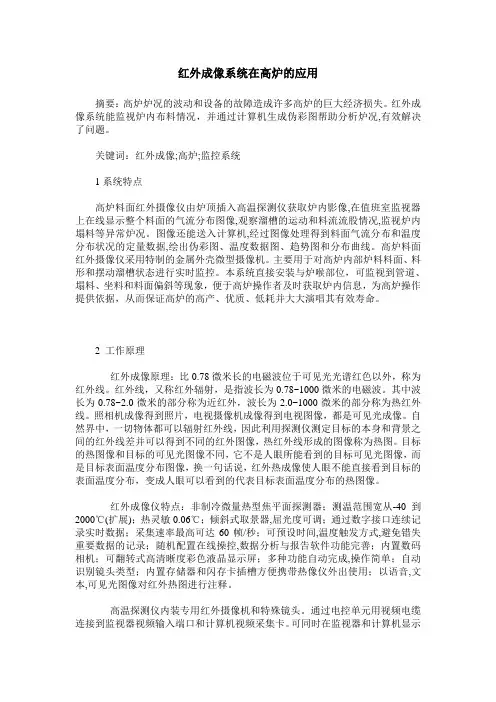
关键词:红外成像;高炉;监控系统1系统特点高炉料面红外摄像仪由炉顶插入高温探测仪获取炉内影像,在值班室监视器上在线显示整个料面的气流分布图像,观察溜槽的运动和料流流股情况,监视炉内塌料等异常炉况。
图像还能送入计算机,经过图像处理得到料面气流分布和温度分布状况的定量数据,绘出伪彩图、温度数据图、趋势图和分布曲线。
高炉料面红外摄像仪采用特制的金属外壳微型摄像机。
主要用于对高炉内部炉料料面、料形和摆动溜槽状态进行实时监控。
本系统直接安装与炉喉部位,可监视到管道、塌料、坐料和料面偏斜等现象,便于高炉操作者及时获取炉内信息,为高炉操作提供依据,从而保证高炉的高产、优质、低耗并大大演唱其有效寿命。
2 工作原理红外成像原理:比0.78微米长的电磁波位于可见光光谱红色以外,称为红外线。
红外线,又称红外辐射,是指波长为0.78~1000微米的电磁波。
其中波长为0.78~2.0微米的部分称为近红外,波长为2.0~1000微米的部分称为热红外线。
照相机成像得到照片,电视摄像机成像得到电视图像,都是可见光成像。
自然界中,一切物体都可以辐射红外线,因此利用探测仪测定目标的本身和背景之间的红外线差并可以得到不同的红外图像,热红外线形成的图像称为热图。
目标的热图像和目标的可见光图像不同,它不是人眼所能看到的目标可见光图像,而是目标表面温度分布图像,换一句话说,红外热成像使人眼不能直接看到目标的表面温度分布,变成人眼可以看到的代表目标表面温度分布的热图像。
红外成像仪特点:非制冷微量热型焦平面探测器;测温范围宽从-40到2000℃(扩展);热灵敏0.06℃;倾斜式取景器,屈光度可调;通过数字接口连续记录实时数据;采集速率最高可达60帧/秒;可预设时间,温度触发方式,避免错失重要数据的记录;随机配置在线操控,数据分析与报告软件功能完善;内置数码相机;可翻转式高清晰度彩色液晶显示屏;多种功能自动完成,操作简单;自动识别镜头类型;内置存储器和闪存卡插槽方便携带热像仪外出使用;以语音,文本,可见光图像对红外热图进行注释。
红外热成像监控预警系统在转炉上的应用【摘要】转炉作为黑色金属冶炼环节中至关重要的装置,对其进行有效的安全监管显得尤为关键。
目前针对转炉的安全管理大多都是采用传统的人工手持打点测炉体温度的方式,不仅效率低,难以满足冶金行业“安全生产、提质增效”的理念,并且炼钢过程无法测温,存在一定的安全隐患。
基于此,本文从冶金行业需求视角出发,研究并设计开发了转炉炉体温度预警系统。
该系统结合红外测温技术和云计算技术,实现了三层架构的软件体系及模块化设计,使整个系统结构清晰并且具有良好的稳定性。
实践证明,该系统在复杂的冶炼生产中运行持久稳定,并对提高产品质量起到了非常明显的作用。
【关键词】转炉;温度预警;冶炼生产;系统设计转炉炼钢是一个高温、高压、高腐蚀性的生产过程。
在转炉炼钢工艺环节中,转炉内衬容易受到废钢的冲击、高温钢水冲刷以及吹氧过程高温钢水和炉渣对内衬的氧化侵蚀,导致转炉内衬出现磨损、变薄,内衬脱落区域的外壁温度会逐步升高,若无法及时发现问题,极易在冶炼下一炉钢的时候因炉壳不断升温导致钢水穿漏事故。
一旦发生事故,不仅会导致转炉停产,并且会对钢水的回收、转炉及配套设备等造成极大的损坏,产生巨大的经济损失,现场人员生命安全也无法得到保障。
因此设计、投用一套转炉炉体温度预警与管理的智能化安全监测系统,对于钢铁企业而言至关重要。
1系统总体设计转炉炉体温度预警系统结合了红外测温技术和云计算技术,主要利用主流网络设备组网技术,整合TCP/IP和串口传输协议,通过接入PLC或其他判断条件所传来的信号进行综合分析。
该系统主要由前端“转炉安全预警客户端软件”和后端“转炉云平台管理系统”两个部分构成。
前端“转炉安全预警客户端软件”主要负责红外画面实施监测、被测对象温度分析、温度数据发送三大任务。
后端“转炉云平台管理系统”主要负责数据存储和数据分析两大任务。
前端软件部署在现场操作间的工控机上,后端云平台系统则部署在办公区的服务器中,设备连接现场现场工控机,让工控机与服务器一同接入现场内网,由此形成整个转炉炉体温度预警系统。
红外热成像系统开发及其在冶金工业中的应用红外热成像系统开发及其在冶金工业中的应用马润津王景中曾凡锋唐金山赵红怡北方工业大学智能自动化与计算机应用研究所(北京100041)摘要:红外热成像系统将物体表面的热辐射显示成二维的可视图象,它是热成像技术、红外标定技术、图象处理技术、多媒体技术和图象压缩与恢复技术等多项高技术的集成,在冶金自动化的电气故障诊断、非接触在线测温和窑炉监测等方面有广泛用途。
本文概要介绍我们开发成功的三种热成像系统的基本原理、系统组成、主要技术性能和在冶金工业中的应用情况。
关键词:热成像技术;非接触测温;图象处理;小波变换和图象压缩。
热成像系统是集红外热成像技术、红外测温标定技术和计算机图象处理技术等多种高技术的综合体。
它借助于红外热成像技术将目标的热辐射转化成二维可视图象, 利用计算机图象处理技术和红外测温标定技术实现对物体表面温度场分布的显示、分析和精确测量。
北方工大“智能自动化与计算机应用研究所”从事热成像的系列产品开发研制和推广应用已近十年,研制成功的BR型工业热像仪、JRD型高温在线监测近红外热电视和用于监测多台回转窑窑壳温度的热释电型热电视系统均已通过部级鉴定,并在冶金工业系统中取得良好的应用效果[1][2]。
任何温度高于绝对温度零度的物体都有热辐射,即辐射红外波长的电磁波,热成像系统就是通过测定物体的热辐射,用二维可视图象显示物体的热状态分布,并进行温度测量的。
著名的斯蒂芬--玻尔兹曼定律是热辐射的理论依据,根据这一理论,物体的全波段辐射度 M 与其绝对温度T 的四次方成正比,即:M=σ×ε×T4樝4其中σ=5.7×10-8瓦/米2 °K: 斯蒂芬--玻尔兹曼比例系数;ε≤1:物体的发射率,当物体为绝对黑体时ε= 1。
因此,可以通过测定目标的辐射度确定其温度。
热成像系统就是通过测定目标的辐射度实现用二维图像表示物体表面温度分布的。
(下转第47页)预先将转炉的实际尺寸输入到测厚系统的模型软件中,以便在系统内形成转炉的实际缩影模拟图。
3.1.2建模操作每次炉衬重砌或更换炉壳后都应对激光测厚系统进行重新建模操作。
为了检验建模的效果和检验测量的精确性,建模的最佳时期应该在转炉炉口的法兰盘安装完毕但未砌筑内衬前,或砌筑内衬并完成烘炉后进行。
这时可以通过测量钢壳或内衬(损耗较小)来检验测量数据的正确性。
(1)将测厚仪放置在正对炉口,且与炉口尽量远的位置,并将激光头底座整平。
(2)永久参考标志A (左)、B(右)定位,顺序必须先左后右。
(3)T 标定位:在转炉炉口上确定某一点(最好选在转炉炉口上方,见图1),使其分别在转炉摇到大约60°、80°和100°时对其进行测量定位。
(4)环形标志定位:环形标志由炉口上固定法兰盘的螺钉组成(见图2)。
测量时应将转炉摇到可测量到大部分环形标志即可。
为了提高数据拟合的精度,应尽量多测些点。
系统最多可进行12个环形标志的测量。
3.1.3建站操作先后对永久性参考点A (左)、B (右)完成定位测量,即完成了建站操作。
每次测量前或测量过程中移动了测量机箱后都必须进行重新建站操作。
只要机箱不移动,就可不必重新建站。
3.1.4测量操作(1)手动测量:完成建站后,即可手动转动激光测量头,将激光点打在欲测量的炉衬任一点上,按测量按钮进行手动测量。
(2)自动测量:完成建站后,可以在测量系统的人机交互画面上的炉衬展开区域内选择某一部分区域进行批量自动测量。
根据需要自动测量,每次可以完成几十到几百点的测量。
3.2激光测厚仪主要技术指标(见表1)4实际应用效果激光测厚仪测得的炉衬测厚图为护炉操作工提供了形象和可靠的炉衬厚度信息,为护炉工护炉操作提供了依据。
数据信息准确,减少人为判断存在的误差,节省了补炉材料,降低了生产成本。
护炉工依据测厚仪提供的不同阶段转炉炉衬侵蚀情况数据信息,实施对应的维护手段,合理地维护炉衬厚度,不仅提高了工作效率,还降低了成本。
红外成像技术在宝钢300t 转炉中的应用李 江,周继刚,钟志敏,李存林,孔祥宏(宝钢股份宝钢分公司炼钢厂,上海200941)摘 要:介绍使用红外成像技术的热图像炉渣检测仪工作的基本原理及系统构成。
通过分析钢包渣厚情况,找出了改进宝钢现有300t 转炉挡渣系统的方法。
关键词:热图像;红外成像;炉渣;出钢;应用中图分类号:T F72 文献标识码:A 文章编号:1001-1447(2007)06-0018-04Application of infrared imaging technology in 300t converter of BaosteelLI Jiang,ZH OU J-i gang,ZH ONG Zh-i min,LI Cun -lin,KONG Xiang -hong (Steelmaking Plant,Baosteel Branch,Baoshan Iron &Steel Co.Ltd,Shanghai 200941,China)Abstract:The principle and m ain instruments of therm ogr aphic slag detection system (T SD)based on IR technolo gy are introduced in the paper.By analyzing the slag depth in the ladle,a w ay to improv e cur rent Baosteel's slag stopper system of 300t conv er ter is find out and presented.Key w ords:TSD;slag ;tapping;infrared im ag ing ;application 作者简介:李 江(1968-),男,上海人,博士,主要从事炼钢工艺研究.近10年来,用户对高级钢特别是低磷钢的需求大大增加,如高级别管线钢、油井管钢等,这些高牌号产品对钢中磷的质量分数提出了很高的要求,常规转炉炼钢法难以实现。
转炉钢水下渣检测技术的应用摘要:本文通过介绍国内外转炉钢水下渣检测技术的发展情况,结合设备的检测原理和企业实际,提出了转炉钢水下渣检测装置在选型过程应重点关注的技术环节,同时对下渣检测装置在企业中的应用前景进行了展望。
关键词:下渣检测;原理;应用引言随着现代工业生产规模的扩大,对钢铁品种和质量的要求也在不断提高。
为生产高级别钢种,冶炼工艺过程中的质量控制显得尤为重要,下渣检测装置的使用便是其中的应用之一。
钢渣中因含有FeO、MnO和P2O5等不稳定氧化物和杂质,如果大量混入钢水中,则易造成钢水回磷和氧化铝等夹杂物的产生,进而影响钢水的纯净度。
因此,为有效控制下渣,从20世纪80年代起,国外便开始了对下渣检测装置的研究。
随着检测技术的不断发展和应用,国内各类下渣检测装置产品也陆续开发出来,面对各类商家的产品宣传推介,如何选择适合企业自身工艺要求的设备也值得关注。
1、转炉下渣检测技术的发展根据检测原理的不同,下渣检测装置通常分为振动测渣、红外测渣、电磁测渣、超声波测渣、称重测渣等,其中应用最广的是电磁测渣,。
根据其应用环节,下渣检测又分为转炉出钢下渣、连铸大包下渣和连铸中包下渣。
几种钢水下渣检测方式的性能比较详见下表1。
转炉出钢测渣的应用历史始于1986年由德国Amepa公司推出的SCDT电磁下渣检测系统[1]。
由于SCDT系统需在出钢口附近埋设电磁线圈,线圈在高温环境下很容易损坏,误报率较高;加之设备的维护检修困难,令其推广应用受到局限。
随着科研人员对红外波长下钢渣和钢水辐射系数差异的研究发现,红外测渣技术逐步被引入到下渣检测中。
1999年,美国Bethlehem钢铁公司最先利用长波红外成像系统实现了对转炉下渣的检测,随后德国Itema公司、Amepa公司、美国AMETEK-Land公司、Nupro公司等都相继开发出红外下渣检测系统,并在各钢铁公司获得成功应用[2]。
目前,除有美国Amepa公司的TSD系统、英国LAND公司的SDS系统、澳大利亚ITEMA公司的红外检测下渣检测系统外,国内基于自主研发的红外下渣检测产品也不少,其中具有代表性的有浙江谱诚科技和湖南镭目科技。