材料成型工艺大作业
- 格式:doc
- 大小:1.93 MB
- 文档页数:2
材料成型之新材料——铜铝复合带This study is brought against the problems of pure copper with high cost as copper cable shielding and a shortage of copper resources, to carry out the use of copper-aluminum composite with alternative research. System of a composite with the heat treatment parameters on mechanical properties and interfacial compound with the composition of the impact, and innovative environment in the magnetic field with annealing in the composite, compared with observed magnetic field heat treatment for the composite impact.The results show that heat treatment can improve the composite with the plastic, but the intensity will decrease with compound; heat treatment enhanced the proliferation of the interface between copper and aluminum to create a good interface transition layer to improve the effect of copper and aluminum composite; increase the magnetic field can promote the interface compounds, under the same conditions, the formation of the interface width when the width of magnetic field than without.Key words: Cu/Al composite, Magnetic field, Properties , Cable shiel此次论文是针对纯铜电缆屏蔽带成本高、铜资源短缺而开展了用铜铝复合带替代的研究。
材料成型工艺大作业
院系:
班级:
设计者:
学号:
题目一:如图所示,支撑座,各表面无特殊质量要求,材料为灰口铸铁HT150,分析确定其砂型铸造各种可能的工艺方案及优缺点,并确定各种生产批量情况下最合理的工艺方案(需绘制出铸造工艺图)。
图1
(1)分型面
如图1所示,方案1,分型面在基准面D上,铸件全部置于下型。
槽C不妨碍起模,但EF面之间需要型芯填充。
本方案优点是大平面朝上,造型简单,无错型缺陷。
缺点是轴孔难以直接铸出,若轴孔拟铸出,因无法制出型芯头,必须加大型芯与型壁间隙,致使飞边清理困难。
此时适合小批量生产,因其轴孔可以不必铸出,留待直接切削加工。
方案2,分型面平行于基准面D。
此时,槽C不妨碍起模,但EF面之间需要型芯填充。
本方案优点是大平面朝上,且适于铸出轴孔,铸后轴孔的飞边少,便于清理。
缺点是上型大,易产生错型缺陷,适用于大批量制造。
方案3,分型面垂直于基准面D。
此时,槽C妨碍起模,EF面之间不需要型芯填充,但轴孔需要型芯。
本方案优点是上下对称,造型、修型方便。
但缺点是大平面在侧面,易产生错型缺陷和底面材料密度不一致。
(2)铸造工艺图
当大批量制造时,宜采用方案2,铸造工艺图如图2;当小批量制造时,宜采用方案3,铸造工艺图如图3。
第一次作业(第1章至第3章)1.如何理解实际液态金属结构及其三种“起伏”特征?纯金属与合金有何不同?2.何为动力粘度、运动粘度,二者关系如何?若要运动相似则需要什么粘度相似,为什么?3.表面张力与界面张力有何异同点?液态金属的表面张力有哪些影响因素?4.试述液态金属充型能力与流动性间的联系和区别,并分析合金成分及结晶潜热对充型能力的影响规律。
5.钢液对铸型不浸润,θ=180°,铸型砂粒间的间隙为0.1cm,钢液在1520℃时的表面张力σ=1.5N/m,密度ρ液=7500kg/m3。
求产生机械粘砂的临界压力;欲使钢液不粘入铸型而产生机械粘砂,所允许的压头H值是多少?6.推导液态金属充型能力计算公式。
7.推导铸件凝固一维导热数学模型,并以此推导铸件凝固时间理论公式。
8.已知某半无限大板状铸钢件的热物性参数为:导热系数λ=46.5 W/(m·K),比热容C=460.5 J/(kg·K),密度ρ=7850 kg/m3,取浇铸温度为1570℃,铸型的初始温度为20℃。
用描点作图法绘出该铸件在砂型和金属型铸模(铸型壁均足够厚)中浇铸后0.02h、0.2h时刻的温度分布状况并作分析比较。
铸型有关热物性参数如下表所示。
9.在砂型中浇铸尺寸为300⨯300⨯20 mm的纯铝板。
设铸型的初始温度为20℃,浇注后瞬间铸件-铸型界面温度立即升至纯铝熔点660℃,且在铸件凝固期间保持不变。
浇铸温度为670℃,金属与铸型材料的热物性参数见下表试求:(1)根据平方根定律计算不同时刻铸件凝固层厚度ξ,并作出ξ - τ曲线;(2)分别用“平方根定律”及“折算厚度法则”计算铸件的完全凝固时间,并分析差别。
10.何为凝固过程的热力学能障和动力学能障?凝固过程如何克服这两个能障?11.设想液体在凝固时形成的临界核心是边长为a*的立方体形状;(1)求均质形核时的a*和ΔG*的关系式。
(2)证明在相同过冷度下均质形核时,球形晶核较立方形晶核更易形成。

材料成型及其成型技术作业作业1班级姓名学号⼀、思考题1.什么是机械性能?它包含哪些指标?2.名词解释:过冷度,晶格,晶胞,晶粒与晶界,同素异晶转变,固溶体,⾦属化合物,机械混合物。
3.过冷度与冷却速度有什么关系?对晶粒⼤⼩有什么影响?4.晶粒⼤⼩对⾦属机械性能有何影响?常见的细化晶粒的⽅法有哪些?5.含碳量对钢的机械性能有何影响?⼆、填表说明下列符号所代表的机械性能指标三、填空1. 称铁素体,其符号为,晶格类型是,性能特点是强度,塑性。
2. 称奥⽒体,其符号为,晶格类型是,性能特点是强度,塑性。
3.渗碳体是与的,含碳量为%,性能特点是硬度,脆性。
4.ECF称线,所发⽣的反应称反应,其反应式是得到的组织为。
5.PSK称线,所发⽣的反应称反应,其反应式是得到的组织为。
6. 正的电阻温度系数的含义是7.45钢在退⽕状态下,其组织中珠光体的含碳量是%。
8. 钢和⽣铁在成分上的主要区别是,在组织上的主要区别是,在性能上的主要区别是。
9 铝的晶体结构/晶格类型是10 α-Fe和γ-Fe的晶格类型分别属于11 Al和Zn的晶格类型分别属于12 45钢在平衡结晶过程中冷却到共析温度时发⽣共析反应,A、F、Fe3C的碳含量分别为。
13 ⾦属结晶过程是依靠两个密切联系的基本过程来实现的,这两个过程是,⾃发⽣核的⽣核率与过冷度的关系是14 ⾦属结晶时,依附于杂质⽽⽣成的晶核叫15 晶粒的⼤⼩称晶粒度,⼯程上通常把晶粒分成1、2、……8等级别。
8级晶粒度的晶粒⽐1级晶粒度的晶粒要⽕钢的硬度。
如测试结果为450HBW、18HRC。
( )2.纯铁在降温过程中,912℃发⽣同素异构转变,由⾯⼼⽴⽅晶格的γ—Fe转变为体⼼⽴⽅晶格的。
α—Fe。
这种转变也是结晶过程,同样遵循晶核形成和晶核长⼤的结晶规律。
( )3.钢和⽣铁都是铁碳合⾦。
其中,碳的质量分数(⼜称含碳量)⼩于0.77%(0.8%)的叫钢,碳的质量分数⼤于2.06%(2.11%)的叫⽣铁。
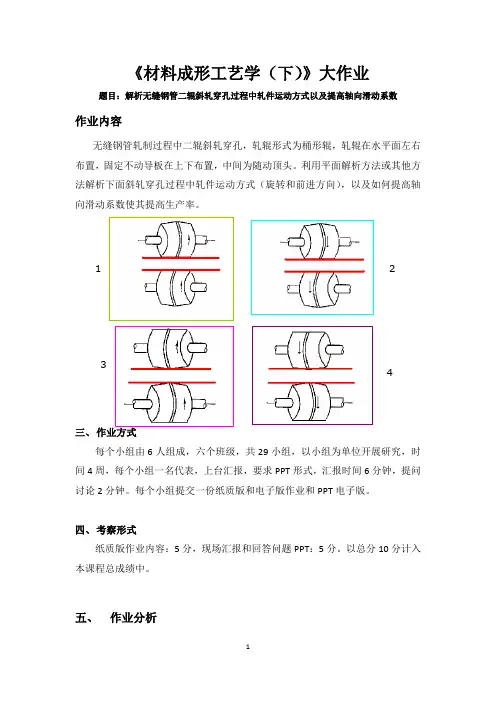
《材料成形工艺学(下)》大作业题目:解析无缝钢管二辊斜轧穿孔过程中轧件运动方式以及提高轴向滑动系数 作业内容无缝钢管轧制过程中二辊斜轧穿孔,轧辊形式为桶形辊,轧辊在水平面左右布置,固定不动导板在上下布置,中间为随动顶头。
利用平面解析方法或其他方法解析下面斜轧穿孔过程中轧件运动方式(旋转和前进方向),以及如何提高轴向滑动系数使其提高生产率。
三、 作业方式每个小组由6人组成,六个班级,共29小组,以小组为单位开展研究,时间4周,每个小组一名代表,上台汇报,要求PPT 形式,汇报时间6分钟,提问讨论2分钟。
每个小组提交一份纸质版和电子版作业和PPT 电子版。
四、 考察形式纸质版作业内容:5分,现场汇报和回答问题PPT :5分。
以总分10分计入本课程总成绩中。
五、 作业分析132 41.斜轧穿孔过程中轧件运动方式。
(1)(2)(3)(4)2.提高轴向滑动系数。
图1:二辊斜轧穿孔过程示意图1-轧辊;2-顶头;3-顶杆;4-轧件;5-导板滑动系数:一般指金属的运动速度与辊面相应接触点的运动速度比值。
轴向滑动系数:金属在轧件轴向的滑动系数。
提高轴向滑动系数就可以缩短轧制时间,减少在变形区内的反复加工次数, 直接影响到轧机的产量、质量和能耗。
由书本P515v xx =S xx u xx (3-17-3a)式中 v xx ——接触表面任一点金属的速度在轧件轴向的分量。
S xx ——接触表面任一点金属在轧件轴向的滑动系数。
u xx ——轧辊接触表面上任一点的切线速度在x 轴上的分量。
轧辊任一截面的轧辊表面切线速度已知为u x =πD x n60 (3-17-4) 式中 D x ——变形区内轧辊任一截面的直径;n ——轧辊转速,r/min 。
接触表面任一点金属的速度在轧件轴向的分量βπυsin 60xx x xx S D n =由上式a) 降低轧辊转速;同时实践证明,随着轧制速度的提高,摩擦系数是降低的。
因此,可以实现低速自然咬入,然后随着轧件充填轧缝,合力作用点前移,使咬入条件好转,逐渐增加轧制速度,使之过渡到稳定轧制阶段时达到最大,但必须保证αx <K x βy 的条件。
H a r b i n I n s t i t u t e o f T e c h n o l o g y
哈尔滨工业大学
材料成形工艺大作业
课程名称:材料成形工艺
院系:机电工程学院
班级:
设计者:
学号:
指导教师:
设计时间:
哈尔滨工业大学
材料成型大作业
题目四:
如图所示,锅炉汽包,生产数量5个,材料为16Mn钢,板材规格50×2200×6000钢板制造。
设计要求:确定焊缝布置,确定焊接方法及材料,确定接头形式;确定工艺路线。
图1
1.确定焊缝位置
由图1的要求可以得到要进行焊接的锅炉汽包的各项尺寸,中间圆柱体的高度取6000,那么周长为4712.39,根据板材的尺寸设计成圆柱体,并且由三块钢板焊接而成,钢板规格为50×1570.80×6000。
在圆柱体上分布着三条焊缝。
上、下封头处由两条环焊缝组成,焊缝位置如图2所示。
图2
2.确定焊接方法及材料
考虑到钢板的规格为50×2200×6000,其厚度为50,并且其体积较大,因此选择埋弧焊。
因为所焊接的材料16Mn钢为低合金结构钢,所以选用与焊件成分相同的焊丝和熔炼焊剂。
又考虑到板厚超过20,则应该使用双面焊进行焊接,由于所焊接的工件的直径大于250,则筒体选择埋弧焊进行焊接。
3.确定接头形式
易熔座与筒体的焊缝采用不开坡口的角焊缝。
由于锅炉为压力容器,且内部有可燃性物质,为保证质量,筒体上2条环形焊缝和3条纵焊缝均采用I型接头双面焊。
4.确定工艺路线。
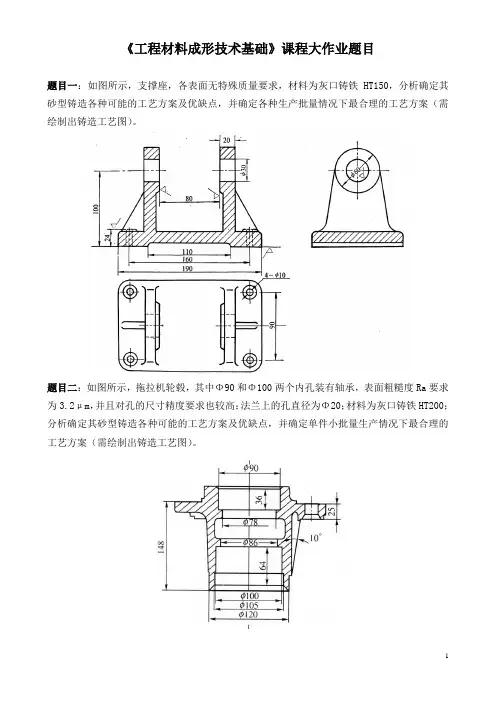
《工程材料成形技术基础》课程大作业题目题目一:如图所示,支撑座,各表面无特殊质量要求,材料为灰口铸铁HT150,分析确定其砂型铸造各种可能的工艺方案及优缺点,并确定各种生产批量情况下最合理的工艺方案(需绘制出铸造工艺图)。
题目二:如图所示,拖拉机轮毂,其中Φ90和Φ100两个内孔装有轴承,表面粗糙度Ra要求为3.2μm,并且对孔的尺寸精度要求也较高;法兰上的孔直径为Φ20;材料为灰口铸铁HT200;分析确定其砂型铸造各种可能的工艺方案及优缺点,并确定单件小批量生产情况下最合理的工艺方案(需绘制出铸造工艺图)。
题目三:如图所示,焊接梁,材料为20钢,现有钢板最大长度为2500mm,设计要求:确定腹板、上、下翼板、筋板的焊缝位置;选择焊接方法;画出各条焊缝的接头形式;确定各条焊缝的焊接次序。
题目四:如图所示,锅炉汽包,生产数量5个,材料为16Mn钢,板材规格50×2200×6000钢板制造。
设计要求:确定焊缝布置,确定焊接方法及材料,确定接头形式;确定工艺路线。
题目五:图示为齿轮零件图,材料为45钢,密度为7.85g/cm3,制定其自由锻工艺规程,其中的锻造工序要用图表示出来。
表1至表2供制定工艺规程参考使用。
注:教材77页的公式2.10、2.11、2.12、2.13和2.14中的长度单位为分米。
表1 凸肩齿轮和凸肩法兰盘类锻件的余量与公差mm表2 自由锻锤锻造能力范围题目六:图示为镗排本体零件图,材料为45钢,密度为7.85g/cm3,制定其自由锻工艺规程,其中的锻造工序要用图表示出来。
表1至表4供制定工艺规程参考使用。
注:教材77页的公式2.10、2.11、2.12、2.13和2.14中的长度单位为分米。
表1 台阶和凹档锻出的最小长度mm表2 多台阶轴类锻件的余量与公差mm表3 法兰的最小锻出长度mm表4 自由锻锤锻造能力范围。
复合材料及其成型工艺(作业)1. 纤维增强树脂基复合材料的特点?列举纤维增强树脂基复合材料在日常生活中的应用实例?(至少列举三例)答:特点:(1)优点:1)比强度高,比模量大;2)耐疲劳性好;3)减震性好;4)耐烧蚀性好;5)工艺性好:工艺简单,一次成型;易加工成型;加工周期短。
(2)缺点:1)性能分散大,工艺质量不稳定;2)耐高温性差;3)层间剪切强度差。
应用实例:以碳纤维增强复合材料应用为例(1)航空航天领域碳纤维复合材料与钢材相比其质量减轻75%,而强度却提高4 倍,其最早最成熟的应用当属在航空航天领域,如军用飞机、无人战斗机及导弹、火箭、人造卫星等。
早在1970 年代初期,美国军用F-14战斗机就部分采用碳纤维复合材料作为主承力结构。
在民用航空领域,如波音767和空中客车A310中,碳纤维复合材料也占到了结构质量的3%和5%左右。
近几年随着碳纤维工业技术和航空航天事业的不断发展,碳纤维在这一领域的应用更加广泛,如用于制造人造卫星支架、卫星天线、航天飞机的机翼、火箭的喷焰口、战略导弹的末级助推器、机器人的外壳等。
(2)体育休闲领域体育休闲用品是碳纤维复合材料应用的另一个重要领域,如高尔夫球杆、滑雪板、滑雪车、网球拍、钓鱼竿等。
用碳纤维复合材料制成的球拍与传统的铝合金球拍相比,其质量更轻、手感和硬度更好、对震荡和振动的吸收也更好,且使用寿命大大延长。
同时由于复合材料本身的可设计性,使得制造商在球拍的硬度、弹性、球感、击球性能的设计上,有了更大的想象空间。
而碳纤维钓鱼竿由于其良好的韧性与耐用性,更是被广泛青睐。
近年来,碳纤维复合材料在运动及休闲型自行车零组件方面的应用也非常广泛。
(3)交通运输领域碳纤维增强复合材料在交通运输方面主要是汽车骨架、螺旋桨芯轴、轮毂、缓冲器、弹簧片、引擎零件、船舶的增强材料等,尤其在汽车方面的应用更是潜力巨大。
早在1979年,福特汽车公司就在实验车上作了试验,将其车身、框架等160个部件用碳纤维复合材料制造,结果整车减重33%,汽油的利用率提高了44%,同时大大降低了振动和噪音。
《材料成形工艺》作业——固态塑性成形部分
班级:________姓名:________学号:____________分数:________
分析论述题:
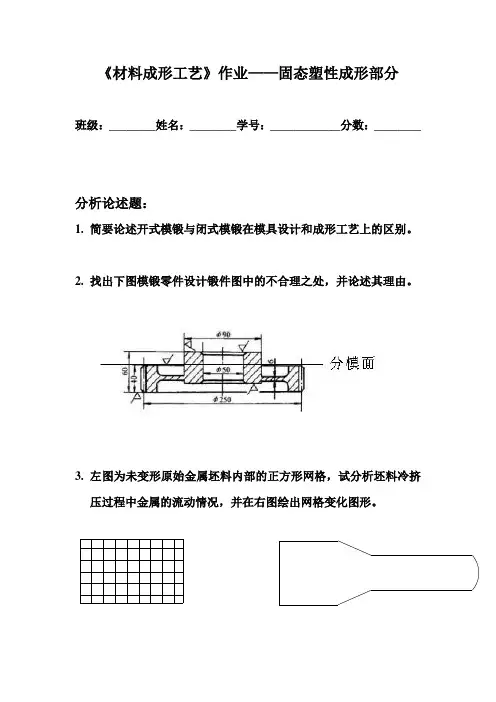
1.简要论述开式模锻与闭式模锻在模具设计和成形工艺上的区别。
2.找出下图模锻零件设计锻件图中的不合理之处,并论述其理由。
3.左图为未变形原始金属坯料内部的正方形网格,试分析坯料冷挤
压过程中金属的流动情况,并在右图绘出网格变化图形。
4.下图所示的冲压件,采用1.5mm厚的低碳钢板大批量加工,试确
定冲压基本工序,并绘出工序简图。
5.下图为一筒形零件,综合应用所学知识列出至少五种成形方法,并简要分析使用这些方法成形的优缺点。
液态成形部分补充习题(自己练习,不用上交):
1.下图轴承盖铸件为单件小批量生产,要去ф74、ф90、ф120柱面同心,试选择分型面和造型方式,并说明理由。
材料成型大作业题目:题目三院系:班级:姓名:学号:2012.12.11题目三:如图所示,焊接梁,材料为20刚,现有最大长度为2500mm,设计要求:确定腹板、上、下翼板、筋板的焊缝位置;选择焊接方法;画出焊缝接头形式;确定各条焊缝的焊接次序。
图1 焊件的结构图焊接是被焊工件的材质(同种或异种),通过加热或加压或两者并用,并且用或不用填充材料,使工件的材质达到原子间的建和而形成永久性连接的工艺过程。
不可拆卸的焊接与机械连接相比结构简单,节省材料;接头气密性好;成型工艺简单,生产效率高。
熔焊是采用局部加热的方法,使工件焊接接头部位融化,通常还需填充金属,构成共同熔池,熔池冷却结晶后,形成牢固的原子间结合,使分离的工件成为一体。
熔焊的熔池可以看做是一个微型冶金炉,其内要进行熔化、氧化、还原、造渣、精炼及合金化等一系列的冶金化学反应。
由于大多数熔焊是在大气中进行,使得熔焊冶金过程复杂、激烈,从而影响焊缝的化学成分、组织及性能。
初步分析,可知在该焊接工艺设计中主要用到的就是熔焊的原理。
1.确定腹板、上、下翼板、筋板的焊缝位置焊缝位置的选择是焊接件结构设计的关键,其与产品质量、生产率、成本及劳动条件密切相关。
选择焊缝位置是应该考虑以下原则:A.焊缝应避免交叉或者密集B.焊缝尽量对称分布C.焊缝应尽量避开最大最大应力和应力集中的位置D.焊缝应尽量避开机械加工表面E.焊缝布置应便于焊接操作图2 部分焊缝位置图(筋板与其他件的焊缝未标出)由于最长的钢板只有2500mm,而要求钢板的总长为5000mm,故上下翼板与腹板的均需要焊接,综合考虑各方面的原因,将焊缝位置确定如上图所示,A、B处焊缝分别为上、下翼板的接口,置于正中间,对称结构使得受力均匀更加合理。
A-B连线为腹板的焊缝,C、D分别为下翼板的两外两条焊缝,焊缝分别与相邻的筋板和下翼板的焊缝的距离大于100mm,同时焊缝与弯折处离有一定的距离,保证焊缝的质量。
哈尔滨工业大学
材料成形工艺课程论文
题目:三
院系:机电学院
专业:飞行器制造工程
班级:1108301
学号:1110830106
姓名:唐愉真
一、题目要求
如图所示,焊接梁,材料为20钢,现有钢板最大长度为2500mm,设计要求:确定腹板、上、下翼板、筋板的焊缝位置;选择焊接方法;画出各条焊缝的接头形式;确定各条焊缝的焊接次序。
二、题目解答
1. 焊接位置的选择
(1)焊缝避免交叉密集
(2)焊缝尽量对称分布
(3)焊缝避开最大应力和应力集中处
(4)考虑板材规格,确定拼接方式。
综上,焊接位置(涂黑处表示上下翼板和腹板的焊缝)如下图所示中心应力最大不布置焊缝,焊件左右对称抵消焊接变形,板材拼接时焊缝不交叉密集。
2. 焊接方法
大批量生产时翼板和腹板分别采用埋弧焊焊接然后用焊条电弧焊连在一起,焊接筋板时同样用焊条电弧焊,小批量生产全部使用焊条电弧焊。
3. 设计接头形式
(1)翼板腹板分别用对接接头拼接,然后T形接头组装,筋板同样采用T形接头。
同时注意翼板和腹板、翼板和筋板厚度不同,为避免较大应力集中,焊接前在翼板开凹槽。
(2)焊接筋板时在与腹板翼板相交处避免应力集中应有倒角
4. 焊接次序
焊接时首先将翼板腹板各自焊接起来(下翼板还需先弯曲),然后将上翼板与腹板焊在一起,焊接时注意前后对称的焊,以免变形,再将下翼板与腹板焊接同样注意前后对称焊接,最后焊接筋板,焊接时前后对称左右对称焊接,抵消变形量。
此外,每条焊缝焊接时采用对称法安排顺序。
三、参考文献
[1] 杜丽娟.材料成型工艺.哈尔滨工业大学出版社.。
材料加工新技术-高分子材料成型加工课程大作业学生姓名:学生学号:专业方向:研究生导师:完成时间:2015年12月2日高分子材料成型加工的发展趋势前言高分子材料只有通过加工成型获得所需的形状、结构与性能,才能成为具有实用价值的材料与产品。
高分子材料加工成型是一个外场作用下的形变过程,其技术与装备在很大程度上决定了最终材料与产品的结构与性能。
高分子材料加工成型过程节能降耗、废旧制品循环利用、可再生资源替代是发展趋势,研宄与探索高分子材料加工成型新方法、技术及装备对推动高分子材料产业及相关制造业的发展具有重要意义,同时可丰富和发展我国高分子产品先进制造理论及其应用。
从以下三个方面说明:1 材料随着生产和科技的发展,以及人们对知识的追求,对高分子材料的性能提出了各种各样新的要求。
所以现在高分子制品正朝着高性能、高精度、高效率、低成本的方向发展,随之而来的是对注塑成型方法和工艺设备提出“精密、高效、节能”的迫切要求。
1.1精密上:挤出成型和注射成型是两种最主要的塑料加工成型方法。
其中挤出成型主要用于连续加工具有相同截面形状和尺寸的塑料制品,生产率高,投资少见效快。
但与注射成型相比,其加工制品精度低的缺陷大大限制了挤出成型的应用范围。
挤出制品的精密化是挤出成型未来发展的重要方向,精密挤出一方面可以拓宽挤出制品的应用领域,更重要的是精密挤出大大减少了树脂的浪费,降低了生产成本。
[3]但是目前精密加工所能达到的加工精度距加工的极限还有相当的距离。
国外有人声称已开发了以原子级去除单位的加工方法,但目前还未在实际生产中得到应用。
为了促进精密加工技术的发展,可以在下面几个方面来研究精密加工:(1)基于新原理的加工方法努力开发加工单位极小的精密加工方法,必须在加工机理的本身就使其误差分散在1nm以下的水平。
目前加工单位比较小的加工方法主要有弹性破坏加工、化学加工、离子束加工、电子束加工、等离子体加工等。
(2)开发精密的机械机构不论是加工装置还是测量装置,都需要精密的机械机构,包括导轨、进给机构及轴承等,超精密空气静压导轨是目前最好的导轨,其直线度可达(0.1-0.2)um/250mm,通过补偿技术还可以进一步提高直线度,但是它没有液体静压导轨的刚性大。
哈尔滨工业大学材料成形工艺大作业题目:题目三院系:专业:机械设计制造及其自动化班级:学号:姓名:题目:如图所示,焊接梁,材料为20钢,现有钢板最大长度为2500mm,设计要求:确定腹板、上、下翼板、筋板的焊缝位置;选择焊接方法;画出各条焊缝的接头形式;确定各条焊缝的焊接次序。
设计内容:1.选择材料题目已经选用20钢。
2.确定焊缝位置因为本题当中所提供的钢板的最大长度为2500mm,因此,上下翼板均需焊接连接。
为了避免焊缝在最大应力的位置,采用三段式焊接,其板长分别为:1250mm,2500mm和1250mm。
对于下翼板,为了避免应力集中,转折处不宜采用焊接方式,于是两段的转折处采用弯曲的方式,同时也采用三段焊接,中间部分板长为2500mm。
其余上下翼板和腹板、筋板之间均为纵焊缝连接,焊缝的具体位置如图所示:图1工艺方案简图及焊缝位置分布3.选择焊接方法和焊接材料上下翼板与筋板、上下翼板与腹板之间的连接,厚度较小,焊缝直径不大,且焊接空间位置为立焊,为了便于操作和降低成本,故采用焊条电弧焊,电焊条为E5015。
上下翼板的焊缝为长直焊缝,为了保证焊接质量稳定,可采用埋弧自动焊,焊丝为H08A、H08MnA或H10Mn2配合焊剂HJ431。
4.设计接头形式为了保证焊接质量,所有的焊接接头均选用对接接头。
由于腹板厚度为8mm,与上下翼板之间的焊接方式为焊条电弧焊(小于6mm选用I形坡口,大于6mm选用其它坡口),并且为了保证焊接变形较小,故采用对接方式双Y形坡口,接头形式如图2所示。
而其余的焊接板厚为10mm,采用的焊接方式为埋弧电弧焊(小于14mm选用),选用的对接方式为I形坡口,其接口形式如图3所示。
图2双Y形坡口图3 I形坡口5.设计焊接顺序为了能通过后来部分焊接产生的变形抵消开始焊接时产生的微量变形,采用对称法焊接。
具体焊接顺序如下:(1)焊上翼板:1、2(或2、1)。
(2)焊下翼板:3、4(或4、3)。
材料成型工艺-作业作业一1、试说明材料成形工艺的作用。
答:在现代,人们利用各种材料成型工艺,制造各种工业生产用到的原材料、各种机器机械的零件毛坯,甚至直接成型各种产品的零件。
因此,在汽车、拖拉机与农用机械、工程机械、动力机械、起重机械、石油化工机械、桥梁、冶金、机床、航空航天、兵器、仪器仪表、轻工和家用电器等制造业中,得到了广泛的应用。
2、分析材料成形工艺特点,并分析不同材料成形工艺中的共性技术有哪些答:材料成型工艺作为生产制造工艺,和机械切削工艺、热处理工艺及表面工艺一起,可以完成各类机械、机器的制造。
与切削加工工艺相比,材料成形工艺的特点可归纳如下:(1)材料一般在热态成形。
铸造是金属的液态成形,钢的锻造是毛坯加热到800°C 以上的成形,注塑是塑料加热到熔融状态(一般200°C~300°C)来成形。
(2)材料利用率高。
铸、锻、焊、注塑均属于等材制造,不像切削加工(属于减材制造)有大量切削,材料利用率高,如果采用精密成形工艺生产,材料利用率可达80%~90%以上。
(3)产品性能好。
材料一般在压力下成形(如压铸、锻造、冲压、注塑),有利于提高材料成形性能和材料的“结实”程度,其综合效果是有利于提高零件的内在质量,主要是力学性能如强度、疲劳寿命等。
(4)产品尺寸规格一致。
因为采用模具成形,产品一模一样,产品一致性好,尺寸较准确。
可以互换。
这点特别适合于大批量生产的汽车和家电、消费电子产品,能获得价廉物美的效果。
(5)劳动生产率高。
对于成形工艺,普遍可采用机械化、自动化流水作业来实现大批量生产。
如汽车螺母采用镦锻成形,比切削加工提高生产率2-3倍。
(6)一般材料成型加工件的尺寸精度比切削加工低,而表面粗糙度值比切削加工高。
材料成型一般使用模具间接成形,模具有一个制造精度的问题,材料成型大多在热态下成形,有热变形的问题。
另外,即使在室温下成形(如冲压),由于模具的磨损和弹性变形等因素,必将影响加工件的尺寸精度和表面粗糙度。
《材料成形工艺学》大作业题目:解析无缝钢管二辊斜轧穿孔过程中轧件运动特点以及孔腔形成机理作业内容无缝钢管轧制过程中二辊斜轧穿孔,斜轧轧制方式、轧辊形式为桶形辊,轧辊在水平面左右布置,固定不动导板在上下布置,中间为随动顶头、轧辊轴线与轧制线在过轧制线主垂直平面上倾斜成送进角为β,轧辊旋转速度为u,如图1所示。
图2为各类斜轧运动方式示意图。
图1:二辊斜轧穿孔过程示意图图2:斜轧运动方式示意图 利用平面解析方法或其他方法解析斜轧穿孔过程中轧件运动方式(旋转和前进方向)、穿孔过程中孔腔形成机理和影响因素。
(a ) (c ) (b )(d )一、孔腔形成机理1、切应力理论分析:将二辊斜轧穿孔简化为平锤锻压方坯模型。
图1:在“锻造十字”区金属的流动方向(a)锤头在A区压缩;(b)锤头在B区压缩当平锤头锻压方坯时(图1(a)),由于锤头接触表面上外摩擦的作用,使坯料A区处于三向压应力状态,成为难变形区,在压缩时该区沿垂直方向移动,且带动与它相邻的a区金属沿箭头方向移动。
B区处于变形体的外侧受摩擦影响很小,又没有其他部分的阻碍,因此在压缩时B区金属向横向移动,带动它邻接的b区沿与a区相反方向移动。
于是在坯料对角线方向产生了金属的激烈错动。
当翻转90 压缩时(图1(b)),a、b区金属产生沿相反方向的错动,于是在激烈地反复错动下,便沿坯料对角线方向产生疲劳开裂,最终形成孔腔。
2、正应力理论分析:将二辊斜轧穿孔简化为平锤锻压圆坯模型。
如图2所示,用平锤头锻压圆坯时,假如没有外端(指接触变形区abcd以外的两个弓形区aAb、cCd),则可不受限制地产生双鼓变形(图2(a)中虚线所示)。
实际上由于外端的作用,而使心部受到大的水平拉应力的作用,当此应力超过材料的断裂应力时,就会在心部产生与拉应力方向垂直的裂口,(如图3(a)所示1-1裂口)。
当翻转90°锻压时,便会产生如图3(b)所示的2-2裂口。
如果继续旋转锻造便会形成如图3(c)所示的孔腔。
材料成型工艺大作业
院系:
班级:
设计者:
学号:
题目一:如图所示,支撑座,各表面无特殊质量要求,材料为灰口铸铁HT150,分析确定其砂型铸造各种可能的工艺方案及优缺点,并确定各种生产批量情况下最合理的工艺方案(需绘制出铸造工艺图)。
图1
(1)分型面
如图1所示,方案1,分型面在基准面D上,铸件全部置于下型。
槽C不妨碍起模,但EF面之间需要型芯填充。
本方案优点是大平面朝上,造型简单,无错型缺陷。
缺点是轴孔难以直接铸出,若轴孔拟铸出,因无法制出型芯头,必须加大型芯与型壁间隙,致使飞边清理困难。
此时适合小批量生产,因其轴孔可以不必铸出,留待直接切削加工。
方案2,分型面平行于基准面D。
此时,槽C不妨碍起模,但EF面之间需要型芯填充。
本方案优点是大平面朝上,且适于铸出轴孔,铸后轴孔的飞边少,便于清理。
缺点是上型大,易产生错型缺陷,适用于大批量制造。
方案3,分型面垂直于基准面D。
此时,槽C妨碍起模,EF面之间不需要型芯填充,但轴孔需要型芯。
本方案优点是上下对称,造型、修型方便。
但缺点是大平面在侧面,易产生错型缺陷和底面材料密度不一致。
(2)铸造工艺图
当大批量制造时,宜采用方案2,铸造工艺图如图2;当小批量制造时,宜采用方案3,铸造工艺图如图3。