纺长丝用聚乳酸切片的干燥工艺
- 格式:pdf
- 大小:371.50 KB
- 文档页数:5

1、PLA纤维的生产工艺、结构特点和主要性能生产工艺:工艺? PLA切片→干燥→螺杆挤压→预过滤→纺丝箱→冷却上油→卷绕→热盘拉伸→DT纤维(1)切片干燥:像PET一样,PLA切片必须经过干燥处理后才能进行熔融纺丝。
PLA属聚酯类产品,由于其聚合物在活跃和潮湿的环境中会通过酯键断裂发生水解而产生降解,造成分子量大幅下降,从而严重影响成品纤维的品质,因此纺丝前要严格控制PLA聚合物的含水率。
PLA切片干燥后含水率与干切片特性粘度的控制尤为重要,因为含水率控制不当引起的分子量损失将给正常的熔融纺丝带来困难。
(2)熔融纺丝:由于具有高结晶性和高取向性,PLA纤维具有高耐热性和高强度,且无需特殊的设备和操作工艺,应用常规的加工工艺便可进行纺丝。
但 PLA纤维不同于芳香酯的PET,其熔点175℃(由差示扫描量热DSC法测定)与PET的260℃差距较大,且熔融纺丝成形较PET困难,主要表现在PLA的热敏性和熔体高粘度之间的矛盾。
要使PLA在纺丝成形时具有较好的流动性和可纺性,必须达到一定的纺丝温度,但PLA物料在高温下,尤其是经受较长时间的相对高温时极易发生热降解,因此造成PLA熔融成形的温度范围极窄。
(3)? 纺丝组件:由于PLA熔体的表观剪切粘度随剪切速率的增大而下降,表现为切力变稀流动现象。
因为在剪切应力的作用下,大分子构象发生变化,长链分子偏离平衡构象而沿熔体流动取向,表现出预取向性,从而使体系解缠并使大分子链彼此分离,导致PLA熔体的表观剪切粘度下降。
因此,必须通过加强剪切来降低其表观粘度,进而解决PLA聚合物热敏性和熔体高粘度之间的矛盾,实现纺丝的顺利进行。
(4)速率和卷绕超喂:在生产过程中,为保证PLA纤维有一定的取向度,同时希望拉伸应力和卷绕应力在纺丝过程中得到及时有效地消除,有效控制卷绕张力是关键。
另外,由于PLA纤维的玻璃化温度较低,易造成卷绕过程中应力松驰加剧,使纤维沿轴向发生一定尺寸的收缩。
聚乳酸的成型加工方法及其应用摘要:简单介绍了聚乳酸的聚合方法和目前聚合工艺方面的新发展。
介绍了聚乳酸纤维的纺丝方法、聚乳酸熔融纺丝工艺流程及目前国内外聚乳酸纤维的生产、开发情况。
比较了聚乳酸纤维与涤纶等合成纤维及真丝等天然纤维的物理性能指标。
纺丝用聚乳酸合成和聚乳酸纤维纺丝的方法、优缺点和国内外研究现状,对聚乳酸纤维的降解性能、物理机械性能和染色性能进行了述评。
最后,介绍了聚乳酸纤维在医药、织物和非织造布方面的应用。
关键词:聚乳酸;聚合;溶液纺丝;熔融纺丝;应用引言合成纤维出现以后,发展速度非常快,用量非常大,但是它使用后的废弃物对环境造成了极大的威胁。
从环保的观点出发,研究开发可生物降解的纤维原料已变得非常迫切。
目前聚乳酸的合成技术逐渐成熟,在纺织领域的应用非常广泛,聚乳酸纤维的开发非常吸引业界人士的关注,它是采用玉米等自然资源为原料制取的纤维,从原料到废物完全可以再生利用,对环境完全没有危害。
这里主要介绍纺丝用聚乳酸的合成及聚乳酸纤维的性能和研究现状。
聚乳酸的合成聚乳酸并不是一种全新的高分子。
早在1932年,被誉为高分子化学之父的Carothers采用直接缩合的方法将乳酸在有机溶剂和真空状态下反应得到聚乳酸,但未能工业化。
直到20世纪60年代,由丙交酯(LA)开环聚合得到高相对分子质量的PLA,并根据聚乳酸能在人体内分解的特性,将其应用于医用材料领域,人们才再次掀起PLA研究的热潮。
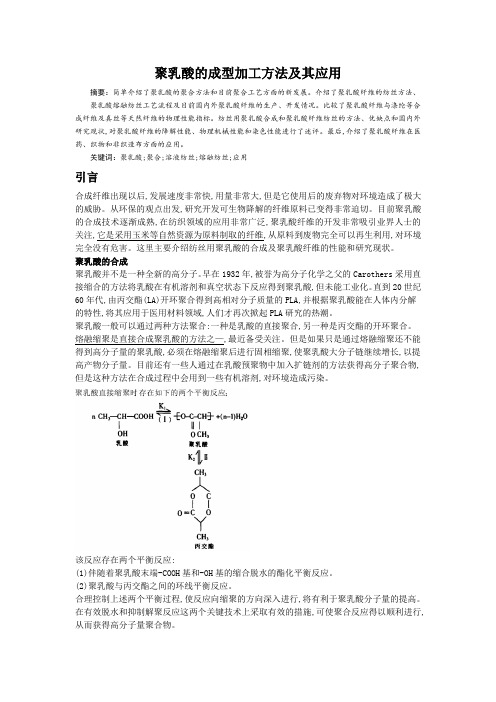
聚乳酸一般可以通过两种方法聚合:一种是乳酸的直接聚合,另一种是丙交酯的开环聚合。
熔融缩聚是直接合成聚乳酸的方法之—,最近备受关注。
但是如果只是通过熔融缩聚还不能得到高分子量的聚乳酸,必须在熔融缩聚后进行固相缩聚,使聚乳酸大分子链继续增长,以提高产物分子量。
目前还有一些人通过在乳酸预聚物中加入扩链剂的方法获得高分子聚合物,但是这种方法在合成过程中会用到一些有机溶剂,对环境造成污染。
该反应存在两个平衡反应:(1)伴随着聚乳酸末端-COOH基和-OH基的缩合脱水的酯化平衡反应。
2011年第6期精细化工原料及中间体化纤园地聚乳酸非织造布的用途和制备方法可生物降解非织造布是一种由可生物降解纤维制成的,置于自然环境中,在微生物的作用下能缓慢分解而最终消失的环境友好材料。
以往,农业、渔业、土木及生活方面所用的非织造布多数由聚乙烯、聚丙烯、聚酯和聚酰胺等不可降解聚合物材料制成,其废弃物对地球环境易造成环境污染。
为了减少对环境的污染,近年来国内外科学工作者正在大力研究开发新型环保的可降解新材料,其中的聚乳酸(PLA)非织造布就是其中重要的代表之一。
随着这类新纤维材料的不断开发,其在非织造布中的应用也日渐增多。
目前,欧美、日本等许多国家对聚乳酸非织造布的开发进行了大量研究,日本的东洋纺、幸和、钟纺、尤尼吉卡等公司均拥有可生物降解聚乳酸非织造布的专利技术,并已经推出产品。
我国在此方面还处于起步阶段,开发利用前景十分广阔。
作为环境友好材料的聚乳酸非织造布具有可再生、可生物降解、生物相容以及低碳排放和低能耗等特点。
该纤维的吸湿性、回潮率以及回弹性能加大了其适用性,其制品可应用于不同领域。
由于聚乳酸纤维的直径能够达到1~10μm,具有较大的比表面积及较小的孔径,因此可以用来制作品质非常高的过滤材料,主要应用于空气过滤、水过滤、油过滤、油水分离等领域。
同时,聚乳酸熔喷非织造布的结构特性使其具有较好的透气、透湿性能,但不易散热,保暖性能好,特制的絮材松软、轻便但不显得单薄,在保暖絮片中占有绝对优势。
聚乳酸熔喷非织造布可替代传统聚丙烯熔喷非织造布,用于农业和园艺方面的种子培植,育秧,防霜及除草用布,医疗卫生方面的手术衣、手术覆盖布、口罩、婴儿尿布、妇女卫生巾、成人尿失禁用品、隔离服、一次性口罩、手套等,也可用作尿布、卫生用品及其他生理卫生用品等;可用作抗紫外线的遮阳布,生活方面的擦拭布、滤水、滤渣袋或其它包装材料等。
地膜土工布可用于土壤风化控制等;另外,由于聚乳酸熔喷非织造布环保性和生物相容性决定了其在医疗卫生上会得到广泛的应用,同时它还将在一定领域取代塑料,减轻环境负担。

1、PLA纤维的生产工艺、结构特点和主要性能生产工艺:工艺PLA切片→干燥→螺杆挤压→预过滤→纺丝箱→冷却上油→卷绕→热盘拉伸→DT纤维(1)切片干燥:像PET一样,PLA切片必须经过干燥处理后才能进行熔融纺丝。
PLA 属聚酯类产品,由于其聚合物在活跃和潮湿的环境中会通过酯键断裂发生水解而产生降解,造成分子量大幅下降,从而严重影响成品纤维的品质,因此纺丝前要严格控制PLA聚合物的含水率。
PLA切片干燥后含水率与干切片特性粘度的控制尤为重要,因为含水率控制不当引起的分子量损失将给正常的熔融纺丝带来困难。
(2)熔融纺丝:由于具有高结晶性和高取向性,PLA纤维具有高耐热性和高强度,且无需特殊的设备和操作工艺,应用常规的加工工艺便可进行纺丝。
但PLA纤维不同于芳香酯的PET,其熔点175℃(由差示扫描量热DSC法测定)与PET的260℃差距较大,且熔融纺丝成形较PET困难,主要表现在PLA的热敏性和熔体高粘度之间的矛盾。
要使PLA在纺丝成形时具有较好的流动性和可纺性,必须达到一定的纺丝温度,但PLA物料在高温下,尤其是经受较长时间的相对高温时极易发生热降解,因此造成PLA熔融成形的温度范围极窄。
(3)纺丝组件:由于PLA熔体的表观剪切粘度随剪切速率的增大而下降,表现为切力变稀流动现象。
因为在剪切应力的作用下,大分子构象发生变化,长链分子偏离平衡构象而沿熔体流动取向,表现出预取向性,从而使体系解缠并使大分子链彼此分离,导致PLA熔体的表观剪切粘度下降。
因此,必须通过加强剪切来降低其表观粘度,进而解决PLA聚合物热敏性和熔体高粘度之间的矛盾,实现纺丝的顺利进行。
(4)速率和卷绕超喂:在生产过程中,为保证PLA纤维有一定的取向度,同时希望拉伸应力和卷绕应力在纺丝过程中得到及时有效地消除,有效控制卷绕张力是关键。
另外,由于PLA纤维的玻璃化温度较低,易造成卷绕过程中应力松驰加剧,使纤维沿轴向发生一定尺寸的收缩。

聚乳酸材料成型方法探析众所周知,聚酸乳物质是一种全新的生态型的物质,其在今后会代替很多的石油基物质。
文章具体的分析了这类物质的量成型加工措施。
标签:聚乳酸;注射成型;热压法成型;纺丝成型聚酸乳是一种没有毒素没有刺激意义的物质。
它有着非常优秀的生态可容意义以及可吸收的意义,能够分解。
它的强度非常好,而且防潮,抗油污,有着非常好的透气水平,还能够抵抗紫外线等,除此之外它的可塑性优秀,能够制作成多种形状。
总体上,PLA材料大都具有良好的热塑性,能够像PP、PS和聚对苯二甲酸乙二醇酯(PET )等高分子一样在通用的加工设备上进行挤出、流延制膜、吹膜、注塑、吹瓶和纤维成型等成型加工。
PLA良好的机械性能和物理性能使通过PLA制备的各种薄膜、片材、纤维经过编织、印刷、制袋和真空成型等二次加工后得到的产品,能够被大范围的应用到服装等等的行业之中。
经由持久性以及抗热性改进的物质还能应用到汽车等领域之中。
1 注射成型该方式在生产时期使用最为频繁,尤其是对那种形状繁琐,尺寸规定严苛的热塑性的物质来讲。
大多数基于聚乳酸注塑加工的注射成型机都是往复式螺杆挤出机,包括注射装置和挤出系统。
任何优秀的注塑循环都是结合单一的注塑时间段而进行的,当模具夹紧密之后,就运行,将喷嘴等开启,确保螺杆不断前行,将物质注入到腔体之中。
当材料收缩补偿以及冷却的时候,螺杆保留住前部的控制压力在该控压阶段结束时,此时喷嘴闭合,当模具变冷之后开启。
确保时间最少,能够显著的提升生产效率。
为了降低其生产时间,最常用的是完善冷却装置,因为该项活动是一类非常优秀的成型措施,一般聚乳酸的注射成型也相对比较简单。
2 热压法成型它常用到包装性的设备中,像是一次性的装置。
在聚乳酸的典型热成型过程中,先是被升温一直到软化,进而经由气动或者是设备等的传动将其放到模具之中,当其变冷之后,从模具中拿出来,经由后续的修整,聚乳酸的热加工温度一般为160℃左右,比PET、PS、PP都要低,不过其传热性很低,使得它的冷却用时非常久,通常都是按照前期热压,进而不断冷压的措施来提升效率。

纺长丝用聚乳酸切片的干燥工艺
干燥是将聚乳酸纺长丝切片从湿态转化为干燥态的过程,在该过程中,需要注意以下的干燥工艺:
1. 切片处理:首先,将聚乳酸纺长丝切成所需的薄片形式,通常使用切片机或其他适当的设备进行切割。
确保切片的尺寸和形状符合需要。
2. 干燥方法选择:根据具体情况,选择适合的干燥方法。
常见的干燥方法包括自然干燥、烘箱干燥和真空干燥等。
干燥方法的选择应综合考虑切片尺寸、数量和质量要求等因素。
3. 自然干燥:将切片平铺放置在通风良好、干燥的环境中,以自然蒸发的方式完成干燥过程。
这种方法比较简单,但需要较长的时间来完成干燥。
4. 烘箱干燥:将切片放置在预热好的烘箱中,设置适当的温度和时间进行干燥。
这种方法可以加速干燥过程,但需要注意控制温度,避免切片变形或烧焦。
5. 真空干燥:将切片放入真空干燥设备中,通过减压的方式加速湿气的蒸发。
这种方法可以更快地完成干燥过程,并且对切片质量的保护较好。
6. 干燥时间控制:根据切片的厚度和材料的特性,控制干燥的时间。
避免过长或过短的干燥时间,以免影响切片的质量和后续的应用。
7. 质量检查:在干燥过程结束后,对切片进行质量检查。
检查切片的干燥程度、平整度和形状等指标,确保达到要求。
请注意,以上是一般性的干燥工艺,具体的干燥参数和方法可能因材料、设备和实际需求而有所不同。
在实际操作中,建议根据具体情况进行工艺优化和实验验证,以获得最佳的干燥效果。
p l a纤维的生产工艺公司内部档案编码:[OPPTR-OPPT28-OPPTL98-OPPNN08]1、PLA纤维的生产工艺、结构特点和主要性能生产工艺:工艺PLA切片→干燥→螺杆挤压→预过滤→纺丝箱→冷却上油→卷绕→热盘拉伸→DT纤维(1)切片干燥:像PET一样,PLA切片必须经过干燥处理后才能进行熔融纺丝。
PLA属聚酯类产品,由于其聚合物在活跃和潮湿的环境中会通过酯键断裂发生水解而产生降解,造成分子量大幅下降,从而严重影响成品纤维的品质,因此纺丝前要严格控制PLA聚合物的含水率。
PLA切片干燥后含水率与干切片特性粘度的控制尤为重要,因为含水率控制不当引起的分子量损失将给正常的熔融纺丝带来困难。
(2)熔融纺丝:由于具有高结晶性和高取向性,PLA纤维具有高耐热性和高强度,且无需特殊的设备和操作工艺,应用常规的加工工艺便可进行纺丝。
但 PLA纤维不同于芳香酯的PET,其熔点175℃(由差示扫描量热DSC法测定)与PET的260℃差距较大,且熔融纺丝成形较PET困难,主要表现在PLA的热敏性和熔体高粘度之间的矛盾。
要使PLA在纺丝成形时具有较好的流动性和可纺性,必须达到一定的纺丝温度,但PLA物料在高温下,尤其是经受较长时间的相对高温时极易发生热降解,因此造成PLA熔融成形的温度范围极窄。
(3)纺丝组件:由于PLA熔体的表观剪切粘度随剪切速率的增大而下降,表现为切力变稀流动现象。
因为在剪切应力的作用下,大分子构象发生变化,长链分子偏离平衡构象而沿熔体流动取向,表现出预取向性,从而使体系解缠并使大分子链彼此分离,导致PLA熔体的表观剪切粘度下降。
因此,必须通过加强剪切来降低其表观粘度,进而解决PLA聚合物热敏性和熔体高粘度之间的矛盾,实现纺丝的顺利进行。
(4)速率和卷绕超喂:在生产过程中,为保证PLA纤维有一定的取向度,同时希望拉伸应力和卷绕应力在纺丝过程中得到及时有效地消除,有效控制卷绕张力是关键。