swrh82b弹簧钢丝
- 格式:doc
- 大小:415.00 KB
- 文档页数:12
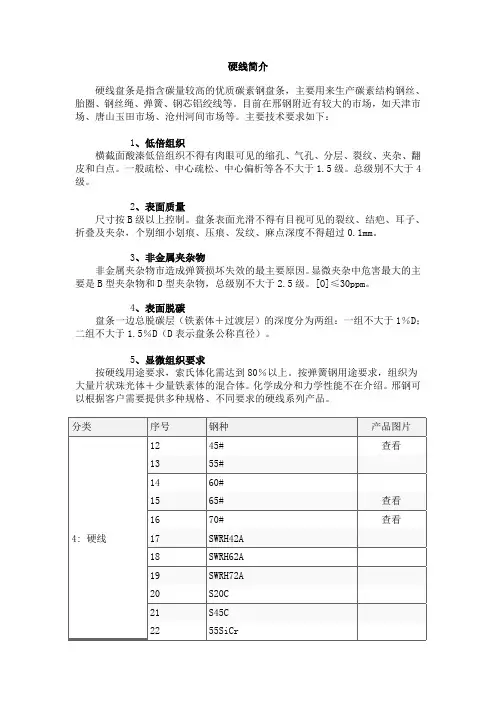
硬线简介硬线盘条是指含碳量较高的优质碳素钢盘条,主要用来生产碳素结构钢丝、胎圈、钢丝绳、弹簧、钢芯铝绞线等。
目前在邢钢附近有较大的市场,如天津市场、唐山玉田市场、沧州河间市场等。
主要技术要求如下:1、低倍组织横截面酸溱低倍组织不得有肉眼可见的缩孔、气孔、分层、裂纹、夹杂、翻皮和白点。
一般疏松、中心疏松、中心偏析等各不大于1.5级。
总级别不大于4级。
2、表面质量尺寸按B级以上控制。
盘条表面光滑不得有目视可见的裂纹、结疤、耳子、折叠及夹杂,个别细小划痕、压痕、发纹、麻点深度不得超过0.1mm。
3、非金属夹杂物非金属夹杂物市造成弹簧损坏失效的最主要原因。
显微夹杂中危害最大的主要是B型夹杂物和D型夹杂物,总级别不大于2.5级。
[O]≤30ppm。
4、表面脱碳盘条一边总脱碳层(铁素体+过渡层)的深度分为两组:一组不大于1%D;二组不大于1.5%D(D表示盘条公称直径)。
5、显微组织要求按硬线用途要求,索氏体化需达到80%以上。
按弹簧钢用途要求,组织为大量片状珠光体+少量铁素体的混合体。
化学成分和力学性能不在介绍。
邢钢可以根据客户需要提供多种规格、不同要求的硬线系列产品。
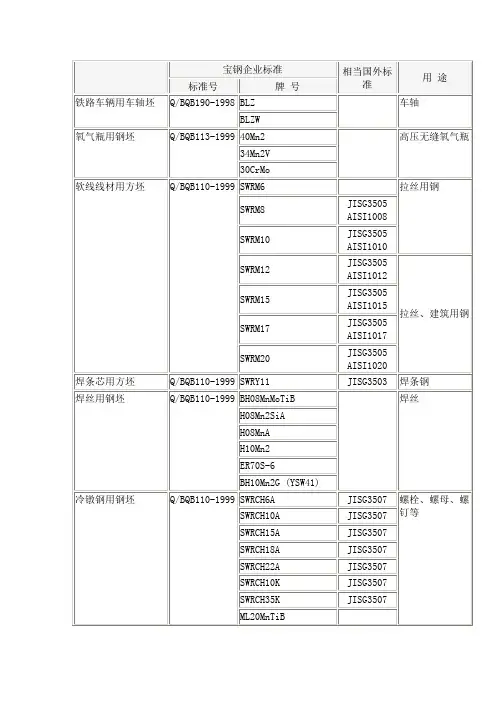
12.9级高强螺栓用钢——SCM435我公司2003年成功开发了SCM435,现可生产规格Φ6.5—Φ34mm,执行Q/XG 114-2005《冷镦和冷挤压用钢盘条》,稳定产量为2000吨/月。
该产品经球化退火后,具有良好的冷镦性能。
已销往江浙、广东、山东、重庆、东北等多个区域,用户群体较为广泛。
其中,山东某高强度标准件厂、广东某五金制品有限公司均为该产品的使用客户,用于生产12.9级汽缸螺母、汽缸螺栓、轮毂螺栓、双头螺栓等高强度螺栓,应用到维柴、朝柴、江铃汽车等产品领域,另外,也大量出口欧美等国家。
德标低碳冷镦钢——Qst32-3我公司于2005开发了Qst32-3,现可生产规格Φ5.5—Φ15mm,执行Q/XG 123-2005《优质冷镦和冷挤压用钢》,月产量在500吨左右。
SWRH82B盘条心部马氏体的控制摘要:SWRH82B 盘条是生产预应力钢丝、钢绞线的主要原料,广泛应用于高层建筑、铁路、公路、桥梁等工程领域,在深加工过程中要经过多道次冷拔,累计变形量高,故要求SWRH82B 盘条具有稳定的化学成分、较高的索氏体化率、均匀的金相组织,以获得优良的力学性能。
关键词:SWRH82B盘条心部马氏体;控制;SWRH82B盘条用于冷拔生产钢丝、钢丝绳和钢绞线等产品,在冷拔过程中减面率均在85%以上。
在拉拔、捻制过程中从头到尾承受100%的检验,在高应力状态下,任何缺陷和异常组织都是断裂源。
一、盘条金相组织检测检测试样来自宣钢生产的Φ12.5mm 预应力钢绞线用SWRH82B 钢盘条,对该盘条切取横截面试样和纵截面试样在金相显微镜下进行金相组织检测。
SWRH82B钢盘条的正常组织是珠光体和索氏体(索氏体是在600~650℃相变温度下形成的更细小的珠光体组织),索氏体组织硬度值为MHV350左右;马氏体为淬火组织,是原子经无序扩散切变位移的、不变平面应变的晶格改组过程得到的具有严格晶体学关系和惯习面的,形成相中伴生极高密度位错或层错、精细孪晶等亚结构的整合组织,其硬度较高,达到MHV650左右。
就硬度值来分析,白色带状组织符合典型马氏体组织特征,基体组织符合索氏体的特征。
用电子探针对马氏体区域与附近索氏体组织进行成分显微分析,由检测结果可知,马氏体区域中Cr、Mn 含量明显高于正常组织区域(均为质量百分数)。
二、SWRH82B盘条心部马氏体的控制在轧后冷却过程中,盘条表面通过斯太尔摩风冷线大功率风机以对流换热的方式进行冷却;盘条心部和表面有一定的温度梯度,热量由心部向表面以传导的方式传递,因此表面冷速必然大于心部冷速。
而盘条表面没有产生马氏体,心部却产生了马氏体,分析认为盘条中心成分偏析是导致心部产生马氏体的主要原因。
盘条温度进入保温罩进行缓冷,降低冷却速度。
因为若冷却速度过快,盘条会因在400~600℃温度区间的停留时间不够长而导致未转变的奥氏体偏多,而未转变的奥氏体会在低温时继续转变形成马氏体组织,继而导致出现心部马氏体组织。
钢丝绳的规格及用途+钢丝绳的选用报废拉力计算+钢丝绳拉力估算参照表钢丝绳的规格及用途 1. 点接触钢丝绳执行标准钢绳结构规格(mm) 交货状态主要用途 GB/T8918-1996 6*7+FC 6*7+1WR 6--26 光面或镀锌适用于皮带输送、索道牵引和斜进卷扬、渔业捕捞等。
GB/T8919-1996 6*19+FC6*19+1WR 15--43 光面或镀锌适用于各种起重、提升、牵引、渔业捕捞船舶装卸等。
GB/T8918-1996 6*24+7FC 9--44 光面或镀锌适用于拖船、货网、浮运木材等。
GB/T8918-1996 6*25Fi+FC 6*25Fi+1WR 14--40 光面或镀锌适用于各种起重、提升和牵引设备、金属芯绳,可用于冲击负荷、受热和受挤压条件下使用。
GB/T 8918-1996 6*29Fi+FC 6*29Fi+1WR 14--40 光面或镀锌适用于各种起重、提升和牵引设备、金属芯绳,可用于冲击负荷、受热和受挤压条件下使用。
GB/T8919-1996 6*36SW+FC 6*36SW+1WR 19--40 光面或镀锌适用于皮带输送、索道牵引、缆车、电铲卷扬、船舶装卸、渔业拖网等。
GB/T 8918-1996 6*37+FC 6*19S+1WR 11--32 光面或镀锌适用于各种起重、提升和牵引设备。
2. 线接触钢丝绳执行标准钢绳结构规格(mm) 交货状态主要用途 GB/T8918-1996 6*19S+FC 6*19S+1WR 11--32 光面或镀锌适用于各种起重、提升和牵引设备、金属芯绳,可用于冲击负荷、受热和受挤压条件下使用。
GB/T8919-1996 6*19W+FC 6*19W+1WR 11--36 光面或镀锌适用于各种起重、提升和牵引设备、金属芯绳,可用于冲击负荷、受热和受挤压条件下使用。
3 3 . 多股不旋转钢丝绳执行标准钢绳结构规格(mm) 交货状态主要用途GB/T 8918-1996 18*7+FC 18*7+1WR 16--30 光面适用于矿井提升及港口设备提升及要求钢丝绳不旋转 GB/T8919-1996 108*19+FC 18*19+1WS 16--30 光面适用于乘客电梯或载货电梯的牵引 4 4 . 电梯用钢丝绳执行标准钢绳结构规格(mm) 交货状态主要用途 GB/T 8903-88 6*19S+NF 8*19S+NF 8--22 光面适用于乘客电梯或载货电梯的牵引钢丝种类执行标准钢种规格交货状态用途弹性针布钢丝 YB/T056-94 SWRH72A SWRH72B 形:0.205-0.58 三角形:0.305*0.405 0.33*0.43 等扁平形:0.255*0.63 0.255*0.33 椭圆形:0.305*0.405 0.33*0.43 / 棉、毛、麻、绢、化纤等纺织以及制刷用等碳素弹簧钢丝 GB 4357-89 SWRH82B SWRH72A 65Mn 等 0.2-0.8 适用于制造在冷状态下缠绕成型后经低温定型处理而不需要淬火的弹簧等产品合金结构钢丝 GB/T3079-93 20CrMnMo 30CrMnSi等2.0-7.0 冷拉状态退火状态适用于机器制造业中的曲轴、齿轮、连杆以及制作链条用等。
质量月培训考试题姓名:单位(车间班组):得分:一、单选题(每题1分)1.Φ6.5盘条60、65钢盘条脱碳层深度标准不大于()A.≤2.5%D B. ≤2.0%D C. ≤1.0%D D. ≤0.5%D2.半成品表面质量管理,生产时按标准作业程序规定取半成品试样,进行()检查,发现有轧制缺陷时要及时停车查找原因。
A.裂纹 B. 酸洗 C. 折叠 D. 耳子3.Φ6.5号钢的直径尺寸精度要求偏差()A.±0.25 B. ±0.20 C. ±0.15 D. ±0.354.Φ12.5规格82B要求的不圆度()A.≤0.45 B. ≤0.50 C. ≤0.48 D. ≤0.405.号钢盘条切净未穿水段,正常生产时头部剪切不少于()圈、尾部剪切4圈。
A.8 B.10 C. 5 D. 126.60、65钢热轧盘条要求的吐丝温度()A.900±10℃ B. 830±10℃ C. 880±10℃ D. 800±10℃7.SWRH82B硬线盘条主要用来做()A.钢绞线 B. 钢帘线 C. 弹簧钢丝 D. 焊线8.硬线盘条在一个轧槽周长上出现的凸块不得超过()个A.1 B. 2 C. 3 D. 49.82B头部剪切正常生产时头部剪切()圈、尾部剪切()圈。
A.5、3 B. 7、4 C. 10、4 D. 10、510.生产过程中产品质量的缺陷是由()造成。
A.偶然因素 B. 异常因素 C. 偶然因素和异常因素 D. 以上说法都不对11.棒材、高线轧制钢材的原料为()A.铸锭 B. 连铸坯 C. 铸锭和连铸坯 D.初轧坯12.棒、线材的规格是以( )来表示。
A.每米米重 B. 盘重 C. 断面直径 D.断面半径13.连轧机组的精轧机应遵循( )原则。
A.张力相等 B. 线速度相等 C. 秒流量相等 D. 面积相等14.国家标准的代号是( )。
SWRH82B盘条实物质量分析张楠【摘要】对四个生产厂家SWRH82B盘条的拉拔情况及钢绞线产品力学性能进行了系统分析,同时分析了各厂家盘条的力学性能、化学成分、微观组织等.分析结果表明,保证SWRH82B盘条化学成分均匀、氮含量控制在45ppm以下、索氏体化率达到92%左右、抗拉强度目标值控制在1180MPa将有利于拉拔和捻股,钢绞线成品性能良好.【期刊名称】《天津冶金》【年(卷),期】2018(000)0z1【总页数】5页(P63-67)【关键词】SWRH82B盘条;拉拔;断裂;氮含量;索氏体化率【作者】张楠【作者单位】天津钢铁集团有限公司,天津300301【正文语种】中文0 引言高强度低松弛预应力钢绞线的主要生产原料之一是SWRH82B盘条,其生产过程中需对SWRH82B盘条进行多道次大变形量的拉拔,生产出的成品最终将应用于桥梁、建筑、电站等重大工程。
因此,对SWRH82B盘条的化学成分、组织性能等均提出较高要求。
本文从分析各厂家盘条特点的角度,对4个不同厂家生产的规格Φ12.5mm的SWRH82B盘条,在拉拔过程中的断丝情况和成品性能合格情况进行统计,对各厂家盘条的化学成分、微观组织、力学性能等进行对比分析,找出影响盘条拉拔和钢绞线成品性能的原因。
以便提高SWRH82B盘条质量,更好的服务下游客户。
1 拉拔断丝和成品力学性能不合格统计1.1 拉拔断丝统计4个厂家SWRH82B盘条用于生产结构为1×7规格为Ф15.20mm的1860MPa级钢绞线产品。
对生产过程中拉拔断裂情况进行统计,如表1所示。
放线架原料断裂是指因盘条自身原因,导致尚未进行拉拔时在放线架上发生断裂。
该类断裂B 厂家最多,为每百吨断0.74次,D厂最少,为每百吨断0.14次。
而尖窝断裂次数B厂最多,为每百吨断0.72次,A厂最少,为每百吨断0.41次。
总断丝情况,D厂最少,为0.66次,B厂最多,为1.46次。
表1 各厂家盘条拉拔百吨断丝率统计 /%厂家放线架原料断丝率尖窝断丝率总断丝率A 0.35 0.41 0.76 B 0.74 0.72 1.46 C 0.21 0.56 0.77 D 0.14 0.52 0.661.2 成品力学性能不合格情况对相同数量的各厂家盘条产品的钢绞线成品进行力学性能检测,不合格情况如表2所示。
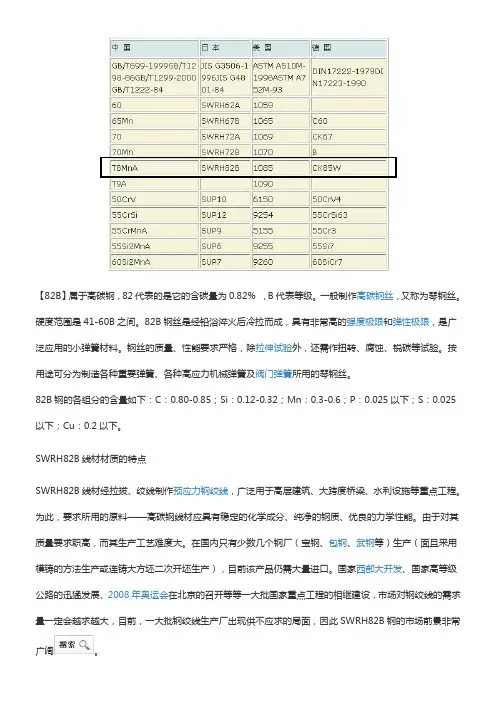
【82B】属于高碳钢,82代表的是它的含碳量为0.82% ,B代表等级。
一般制作高碳钢丝,又称为琴钢丝。
硬度范围是41-60B之间。
82B钢丝是经铅浴淬火后冷拉而成,具有非常高的强度极限和弹性极限,是广泛应用的小弹簧材料。
钢丝的质量、性能要求严格,除拉伸试验外,还需作扭转、腐蚀、锐碳等试验。
按用途可分为制造各种重要弹簧、各种高应力机械弹簧及阀门弹簧所用的琴钢丝。
82B钢的各组分的含量如下:C:0.80-0.85;Si:0.12-0.32;Mn:0.3-0.6;P:0.025以下;S:0.025以下;Cu:0.2以下。
SWRH82B线材材质的特点SWRH82B线材经拉拔、绞线制作预应力钢绞线,广泛用于高层建筑、大跨度桥梁、水利设施等重点工程。
为此,要求所用的原料——高碳钢线材应具有稳定的化学成分、纯净的钢质、优良的力学性能。
由于对其质量要求职高,而其生产工艺难度大。
在国内只有少数几个钢厂(宝钢、包钢、武钢等)生产(面且采用模铸的方法生产或连铸大方坯二次开坯生产),目前该产品仍需大量进口。
国家西部大开发、国家高等级公路的迅猛发展、2008年奥运会在北京的召开等等一大批国家重点工程的相继建设,市场对钢绞线的需求量一定会越求越大,目前,一大批钢绞线生产厂出现供不应求的局面,因此SWRH82B钢的市场前景非常广阔。
——————————————————————————————————————————弹簧钢丝的标准及用途摘要我国弹簧纲丝标准是参照ISO和JIS制订的,本文以ISO和JIS为依据,分析了弹簧纲丝现行国家标准和行业标准的适用范围,各组别之间隐含的的差别,对弹簧钢丝的生产和使用都有参考价值。
关键词弹簧钢丝、标准、适用范围弹簧是机械行业和日常生活中最常用的零件。
弹簧在弹性范围内使用,卸载后应回复到原来位置,希望塑性变形越小越好,因此钢丝应具有高的弹性极限,屈服强度和抗拉强度。
屈强比越高,弹性极限就越接近抗拉强度,因而越能提高强度利用率,制成的弹簧弹力越强。
弹簧钢丝的标准及用途说明大全弹簧钢丝是一种特殊用途的钢丝,具有高强度和良好的弹性变形性能。
它广泛应用于工业生产、民用产品以及交通运输等领域,具有非常重要的作用。
下面将详细介绍弹簧钢丝的标准以及主要的应用领域。
一、弹簧钢丝的标准1.GB/T4357-2024《碳素弹簧钢丝》:这个标准适用于生产碳素弹簧钢丝,其化学成分和力学性能有详细的要求和试验方法。
2.GB3206-82《冷轧碳素弹簧钢丝》:这个标准规定了冷轧碳素弹簧钢丝的化学成分、机械性能、表面质量以及试验方法等要求。
4.ISO8458-2:2002《钢丝和钢丝制品》:该标准涉及了钢丝的尺寸、公差以及化学成分和机械性能的要求。
它是国际上最常用的钢丝标准之一以上标准是弹簧钢丝的主要标准,其它国家和地区也有相应的标准来规范弹簧钢丝的生产和使用。
二、弹簧钢丝的用途说明1.工业生产:弹簧钢丝被广泛应用于工业生产中的各种机械设备,如机床、汽车、船舶、电子设备等。
它们通常作为承载元件,用于传递力量、支撑结构和减震降噪等方面。
2.民用产品:弹簧钢丝在民用产品中也有很多应用,如家具、电器、文具和卫浴用品等。
它们通常用于弹簧床垫、弹簧门扣、弹簧笔和淋浴龙头等部件的制作,提供舒适性、灵活性和稳定性。
3.交通运输:弹簧钢丝在交通运输领域也起到重要作用。
它们被广泛应用于汽车悬挂系统、摩托车减震器、火车弹簧和地铁门扣等方面。
弹簧钢丝的良好弹性变形性能可以提供舒适和平稳的行车体验。
4.建筑行业:在建筑行业,弹簧钢丝通常用于建筑结构的加固和支撑,如桥梁、电线塔和高层建筑的防震安装等。
弹簧钢丝的高强度和良好的弹性特性确保了建筑物的结构稳定性和安全性。
5.其它领域:弹簧钢丝还可以在许多其它领域中得到应用,如农机设备、电梯、电视天线和医疗器械等。
它们在这些领域中发挥着关键的作用,保证了设备的运行效率和性能稳定。
总结起来,弹簧钢丝是一种重要的特殊用途钢材,广泛应用于不同领域的工业生产、民用产品和交通运输等。
冷镦钢 " 产品型号 " 相关标准产品规格产品使用产品特性SCr420B φ16~38mm 通常用于生产12.9级工程履带螺栓 SCr420B是生产12.9级高强度紧固件的钢种,产品具有成分稳定、有害元素低、钢质纯净度高、脱碳层小,表面缺陷少等优点。
球化退火后,冷镦性能优良。
产品具有良好的淬透性。
50BV30 φ6.5~38mm 通常用于生产高强度工具套筒。
产品具有成分稳定、有害元素低、钢质纯净度高、脱碳层小,表面缺陷少等优点。
球化退火后,冷镦性能优良。
产品具有良好的淬透性。
SCM435 、SCM440 φ5.5~42mm 适用于生产12.9级气缸螺栓等SCM435是生产12.9级高强度紧固件的常用钢种,产品具有成分稳定、有害元素低、钢质纯净度高、脱碳层小,表面缺陷少等优点,使用时易进行球化退火、冷镦开裂率低,热处理质量稳定、硬度均匀,广泛应用在发动机、模具等行业。
SCM440与SCM435相似,但有更高的强度和淬透性。
35VB φ16~38mm 适用于生产10.9级钢结构螺栓 35VB 是生产高档次10.9级钢结构螺栓的钢种,产品具有成分稳定、有害元素低、钢质纯净度高、脱碳层小,表面缺陷少等优点,使用时冷镦开裂率低,热处理质量稳定、淬透性好、硬度均匀。
SAE1018 、Cq15、Qst32-3 φ5.5-38mm 汽车悬架、安全系统用于生产汽车悬挂及安全系统零件,产品具有成分稳定、有害元素低、钢质纯净度高、表面质量高、几何尺寸精度高、脱碳层小等优点,热处理过程中易进行球化退火、冷成型时开裂率低、尺寸精度高、硬度均匀。
广泛应用于国际知名品牌汽车。
10B21、10B28、10B33 φ5.5~42mm 适用于生产8.8~10.9级各种型号紧固件主要用于生产8.8~10.9级标准件,产品具有成分稳定、有害元素低、钢质纯净度高、脱碳层小,表面缺陷少、冷镦开裂率低、盘条原始硬度低、经热处理后强度高、淬透性好等优点,极具推广价值。
弹簧钢丝和弹性合金丝(上)东北特殊钢集团大连钢丝制品公司徐效谦弹性材料是机械和仪表制造业广泛采用的制作各种零件和元件的基础材料,它在各类机械和仪表中的主要作用有:通过变形来吸收振动和冲击能量,缓和机械或零部件的震动和冲击;利用自身形变时所储存的能量来控制机械或零部件的运动;实现介质隔离、密封、软轴连接等功能。
还可以利用弹性材料的弹性、耐蚀性、导磁、导电性等物理特性,制成仪器、仪表元件,将压力、张力、温度等物理量转换成位移量,以便对这些物理量进行测量或控制。
1弹性材料的分类 1.1按化学成分分类弹性材料可分为:碳素弹簧钢、合金弹簧钢、不锈弹簧钢、铁基弹性合金、镍基弹性合金、钴基弹性合金等。
1.2按使用特性分类根据弹性材料使用特性,可作如下分类: 1.2.1通用弹簧钢(1)形变强化弹簧钢:碳素弹簧钢丝。
(2)马氏体强化弹簧钢:油淬火回火钢丝。
(3)综合强化弹簧钢:沉淀硬化不锈钢丝 1.2.2弹性合金 (1)耐蚀高弹性合金 (2)高温高弹性合金 (3)恒弹性合金(4)具有特殊机械性能、物理性能的弹性合金 2弹簧钢和弹性合金的主要性能指标 2.1弹性模量钢丝在拉力作用下产生变形,当拉力不超过一定值时,变形大小与外力成正比,通常称为虎克定律。
公式如下: ε=σ/E式中ε—应变(变形大小)σ—应力(外力大小) E —拉伸弹性模量拉伸弹性模量(又称为杨氏弹性模量或弹性模量)是衡量金属材料产生弹性变形难易程度的指标,不同牌号弹性模量各不相同,同一牌号的弹性模量基本是一个常数。
工程上除表示金属抵抗拉力变形能力的弹性模量外(E ),还经常用到表示金属抵抗切应力变形能力的切变弹性模量(G )。
拉伸弹性模量与切变弹性模量之间有一固定关系:G=)1(2μ+E ,μ称为泊桑比,同一牌号的泊桑比是一定数,弹性材料的μ值一般在1/3~1/4之间。
E 和G 是弹簧设计时两个重要技术参数(拉压螺旋弹簧的轴向载荷力P=348nD Gd ,扭转螺旋弹簧的刚度P=nD Ed 644)。
【82B】属于高碳钢,82代表的是它的含碳量为% ,B代表等级。
一般制作高碳钢丝,又称为琴钢丝。
硬度范围是41-60B之间。
82B钢丝是经铅浴淬火后冷拉而成,具有非常高的强度极限和弹性极限,是广泛应用的小弹簧材料。
钢丝的质量、性能要求严格,除拉伸试验外,还需作扭转、腐蚀、锐碳等试验。
按用途可分为制造各种重要弹簧、各种高应力机械弹簧及阀门弹簧所用的琴钢丝。
82B钢的各组分的含量如下:C:;Si:;Mn:;P:以下;S:以下;Cu:以下。
SWRH82B线材材质的特点SWRH82B线材经拉拔、绞线制作预应力钢绞线,广泛用于高层建筑、大跨度桥梁、水利设施等重点工程。
为此,要求所用的原料——高碳钢线材应具有稳定的化学成分、纯净的钢质、优良的力学性能。
由于对其质量要求职高,而其生产工艺难度大。
在国内只有少数几个钢厂(宝钢、包钢、武钢等)生产(面且采用模铸的方法生产或连铸大方坯二次开坯生产),目前该产品仍需大量进口。
国家西部大开发、国家高等级公路的迅猛发展、2008年奥运会在北京的召开等等一大批国家重点工程的相继建设,市场对钢绞线的需求量一定会越求越大,目前,一大批钢绞线生产厂出现供不应求的局面,因此SWRH82B钢的市场前景非常广阔。
弹簧钢丝的标准及用途????摘要我国弹簧纲丝标准是参照ISO和JIS制订的,本文以ISO和JIS为依据,分析了弹簧纲丝现行国家标准和行业标准的适用范围,各组别之间隐含的的差别,对弹簧钢丝的生产和使用都有参考价值。
关键词弹簧钢丝、标准、适用范围弹簧是机械行业和日常生活中最常用的零件。
弹簧在弹性范围内使用,卸载后应回复到原来位置,希望塑性变形越小越好,因此钢丝应具有高的弹性极限,屈服强度和抗拉强度。
屈强比越高,弹性极限就越接近抗拉强度,因而越能提高强度利用率,制成的弹簧弹力越强。
弹簧依靠弹性变形吸收冲击能量,所以弹簧钢丝不一定要有很高的塑性,但起码要有能承受弹簧成型的塑性,以及足够的能承受冲击能量的韧性。
弹簧通常在交变应力作用下长期工作,因此要有很高的疲劳极限,以及良好的抗蠕变和抗松弛性能。
在特定环境中使用的弹簧,对钢丝还会有一些特殊要求,例如:在腐蚀介质中使用的弹簧,必须有良好的抗腐蚀性能。
精密仪器中使用的弹簧,应具有长期稳定性和灵敏性,温度系数要低,品质因素要高,后效作用要小,弹性模量要恒定。
在高温条件下工作的弹簧,要求在高温时仍能保持足够的弹性极限和良好的抗蠕变性能等。
此外,还应考虑弹簧钢丝的成形工艺和热处理工艺。
冷拉弹簧钢丝和油淬火回火弹簧钢丝都以供货状态钢丝直接绕制弹簧,弹簧成形后经消除应力处理直接使用。
冷拉弹簧钢丝的抗拉强度要略高于油淬火回火钢丝。
大规格冷拉钢丝弹力太大,绕制弹簧很困难,所以冷拉弹簧钢丝使用规格一般小于,油淬火回火钢丝使用规格一般小于。
实际上直径弹簧多选用轻拉状态弹簧钢丝,冷拉绕制成形后再淬回火使用。
直径以上钢丝大多采用加热绕制工艺制簧。
弹簧根据运行状态可分为静态簧和动态簧。
静态弹簧指服役期振动次数有限的弹簧,如安全阀弹簧,弹簧垫,秤盘弹簧,定载荷弹簧,机械弹簧,手表游丝等。
动态弹簧指服役期振动次数达1×106次以上的弹簧,如发动机阀门弹簧,车辆悬挂簧,防震弹簧,联轴器弹簧,电梯缓冲弹簧等。
静态弹簧选材时主要考虑抗拉强度和稳定性,动态弹簧选材时主要考虑疲劳,松弛及共振性能。
弹簧根据负荷状况可分为轻载荷、一般载荷和重载荷三种状态。
轻载荷指承受静态应力,应力较低,变形量较小的弹簧,如安全装置用弹簧,吸收振动用弹簧等。
设计使用寿命103~104次。
一般载荷指设计寿命105~106次,在振动频率300次/min条件下使用的普通弹簧。
在许用应力范围内,寿命保证1×106次,载荷应力越低,寿命越长。
重载荷指长时间工作、振动频繁的弹簧。
如阀门弹簧,空气锤、压力机、液压控制器弹簧,其载荷较高,常常在低于许用应力10%左右使用,使用寿命大于1×106次,通常为107次。
弹簧选材的原则是:首先满足功能要求,其次是强度要求,最后才考虑经济性。
碳素弹簧钢是弹簧钢中用途广泛,用量最大的钢类。
钢中含%~%的碳和%~%的锰,不再添加其它合金元素,使用成本相对较低。
碳素弹簧钢丝经适当的加工或热处理,可以获得很高的抗拉强度,足够的韧性和良好的疲劳寿命。
但碳素钢丝的淬透性低,抗松弛性能和耐蚀性能差,弹性模量的温度系数较大(高达300×10-6/℃),适用于制造截面较小,工作温度较低(120℃>)的弹簧。
合金弹簧钢一般含%~%的碳和一定量的Si,Mn,Cr,V,W及B等合金元素。
合金元素的加入改善弹簧钢的抗松弛性能,提高钢的韧性,同时显着提高钢的淬透性和使用温度,适用于制造较大截面,较高温度下使用的弹簧。
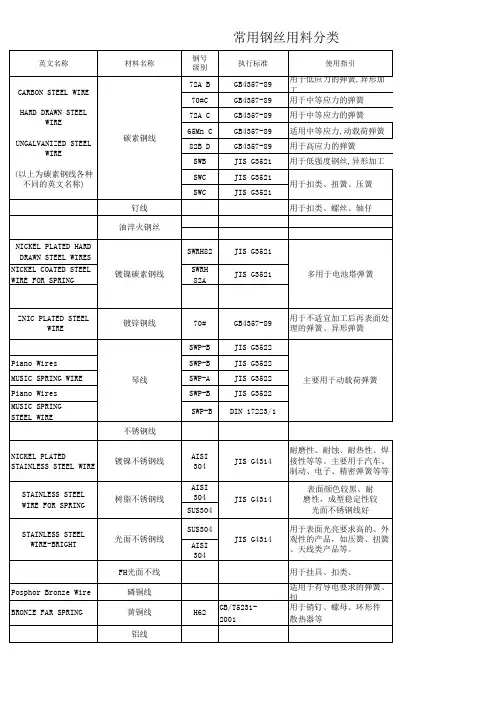
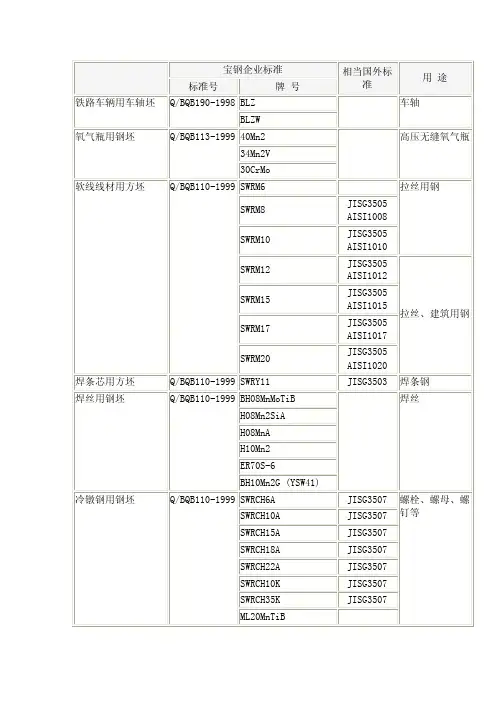
国内外弹簧钢常用牌号对照如表1。
表1国内外弹簧钢常用牌号对照表2弹簧钢丝标准、适用范围及工艺特点我国弹簧钢丝标准是参照ISO和JIS标准,分钢类制定的。
现行国家及行业推荐标准包括碳素弹簧钢丝标准6个,合金弹簧钢丝标准4个,标准明细如表2。
表2弹簧钢丝标准明细??????碳素弹簧钢丝标准、适用范围及工艺特点碳素弹簧钢丝现行国家和行业推荐标准分两种类型:一类是冷变形强化钢丝,又称冷拉弹簧钢丝。
冷拉碳素弹簧钢丝首先经铅淬火处理获得索氏体组织,然后表面磷化,以很大减面率拉拔到成品尺寸,钢丝组织呈纤维状,有很高的抗拉强度和弹性极限,良好的弯曲和扭转性能。
冷拉弹簧钢丝尺寸精度高,表面光洁,无氧化和脱碳缺陷,疲劳寿命比较稳定,是使用最广泛的弹簧钢丝。
碳素弹簧钢丝的另一类型是马氏体强化钢丝,又称油淬火回火钢丝。
碳素钢丝通过淬回火处理,可获得良好的综合力学性能,当钢丝规格较小时(φ≤),油淬火回火钢丝的各项强度指标比索氏体化处理后冷拉钢丝要低。
当钢丝规格较大时(φ≥)索氏体化的钢丝不可能采用很大减面率来获得所要求的强度指标,而油淬火回火钢丝只要完全淬透就可以获得比冷拉钢丝更高的性能。
在抗拉强度相同条件下,马氏体强化钢丝比冷变形强化钢丝具有更高的弹性极限。
冷拉钢丝金相组织呈纤维状,各向异性明显,油淬火回火钢丝金相组织为均匀的回火马氏体,几乎是各向同性的。
同时油淬火回火钢丝的抗松弛性能优于冷拉钢丝,使用温度(150~190℃)也高于冷拉钢丝(≤120℃)。
近年来中大规格油淬火、回火钢丝大有取代冷拉钢丝趋势。
下面按标准介绍各类碳素弹簧钢丝的应用范围及工艺特点。
(1)YB/T5220-93《非机械弹簧用碳素弹簧钢丝》该标准适用于沙发垫簧,座垫,靠背拉簧,卡簧,夹簧等非机械弹簧用碳素弹簧钢丝。
标准按抗拉强度要求不同将钢丝分成A1,A2,A3…A9九个组别,每个组别钢丝不分规格大小按一个强度范围供货,抗拉强度偏差≤200Mpa。
A1,A2和A3组用于制造较低应力弹簧。
A3,A4和A5用于制造一般应力弹簧。
A7,A8和A9用于制造较高应力弹簧。
床垫簧一般选用A3和A4组别。
从使用状态分析,该标准钢丝基本属于静态簧,成品钢丝仅考核抗拉强度、缠绕和单次弯曲三项性能,详见表3。
表3YB/T5220-93非机械弹簧用碳素弹簧钢丝???说明:①Φ≤钢丝在2d芯棒上缠绕两圈无裂纹或折断。
②Φ>钢丝进行弯曲试验,试样沿R=10mm圆弧向不同方向弯曲90o,弯曲处不得有裂纹或折断。
A1-A3组钢丝一般选用45~70钢,A3~A6组选用65Mn或70钢,A7~A9组钢丝选用70或T8MnA (82B)生产。
由于按该标准供货的钢丝基本用于制作静态弹簧,对疲劳寿命的要求相对宽松,钢丝可以采用控轧控冷盘条直接拉拔成品。
钢丝成前热处理也可以用正火代替铅浴处理。
同时允许选用转炉镇静钢作为原料。
(2)GB/T4357-89《碳素弹簧钢丝》该标准是冷拉碳素弹簧钢丝的通用标准,主要用于制作在各种应力状态下工作的静态弹簧。
根据弹簧工作应力状态钢丝可分三个级别供货:B级用于低应力弹簧,C级用于中等应力弹簧,D级用于高应力弹簧。
成品钢丝考核抗拉强度、扭转、缠绕和弯曲四项性能,常见规格的力学性能如表4。
表4GB/T4357-89碳素弹簧钢丝???????说明:①Φ≤的D级钢丝和Φ≤的B级、C级钢丝在等于钢丝直径的芯棒上缠绕2圈、缠绕后的试样表面不得产生裂纹和断裂。
②Φ>的D级钢丝在2倍钢丝直径的芯棒上缠绕2圈,缠绕后的试样表面不得产生裂纹和断裂。
③Φ>的钢丝应进行弯曲检验,试样沿R=10mm圆弧向不同方向弯曲900,弯曲后不得产生裂纹和断裂。
B级和C级钢丝一般选用70(67A、72A)或65Mn(67B),D级选用T9XtA和T8MnA(82B)生产。
本标准钢丝主要用于制作静态机械弹簧,其服役期振动频次要高于非机械弹簧,对疲劳寿命有一定的要求,成品也增加扭转性能的考核。
因此对钢丝用盘条应采用电炉或电炉+炉外精炼法冶炼,盘条中P≤%、S≤%等。
成品钢丝显微组织中如含有游离铁素体,会降低弹簧疲劳寿命,而控轧控冷盘条中一般均存有5%~%的游离铁素体,一般不宜采用盘条直接生产成品钢丝。
按此标准供应的钢丝原则上成前应经铅浴处理,消除游离铁素体组织,成品钢丝显微组织应为纤维化索氏体组织。
(3)GB/T4358-1995《重要用途碳素弹簧钢丝》按该标准供货的钢丝,主要用于制作在各种应力状态下工作的动态弹簧。
根据弹簧工作应力状态,钢丝分3个组别供货:E组适用于中等应力动态弹簧,F组适用于高应力动态弹簧,G组适用于高疲劳寿命的动态弹簧。
成品钢丝考核抗拉强度,扭转,缠绕,弯曲和脱碳五项性能指标,常见规格的力学性能如表5。
由于按该标准供货的钢丝用于制作中、高应力状态下工作的动态弹簧,成品钢丝除保持高的弹性极限和良好的韧性指标外,还必须考虑到疲劳极限和弹簧的疲劳寿命。
为此,对钢的纯净度,非金属夹杂含量和气体含量,铁素体含量及表面脱碳程度有更高的要求。
钢丝用盘条必须采用电炉+炉外精炼法冶炼,对盘条的化学成分有更高的要求:P≤%、S≤%,Cr≤%、Ni≤%(%)、Cu≤%。
实际生产中为提高疲劳寿命往往将Mn控制在高限,E组选用70或70Mn(72B),F组选用T8MnA或T9Rt A,G组选用65Mn(Mn可调整到)或67B。
降低钢中P、S含量,提高Mn含量和采用炉外精炼的目的是:消减钢中非金属夹杂含量,改善夹杂物形态和降低气体含量,提高疲劳极限和疲劳寿命。
如果钢丝显微组织中含有游离铁素体,会较大幅度地降低疲劳寿命,按该标准供货的钢丝,成前必须进行铅淬火处理。
G组钢丝用于制作在剧烈振动状态下工作的阀门弹簧,对疲劳寿命要求极高,所以选用韧性更好的65Mn盘条,抗拉强度虽有所下降,但疲劳寿命更有保证。
钢丝表面脱碳,形成铁素体组织严重影响疲劳性能,标准对G组钢丝增加脱碳层检验,规定总脱碳层深度不得大于%d,但对较大规格钢丝(Φ>)受减面率限制,由热轧盘条带来的脱碳层很难彻底消除,标准补充规定:"征得需方同意,可供应脱碳层不超直径%d的钢丝"。