SMT制程不良原因及改善措施分析
- 格式:ppt
- 大小:2.37 MB
- 文档页数:20

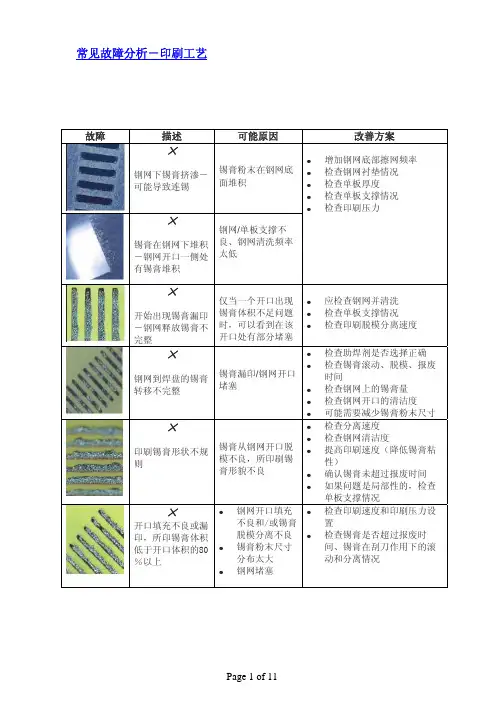
常见故障分析-印刷工艺故障描述可能原因改善方案×钢网下锡膏挤渗-可能导致连锡锡膏粉末在钢网底面堆积×锡膏在钢网下堆积-钢网开口一侧处有锡膏堆积钢网/单板支撑不良、钢网清洗频率太低z 增加钢网底部擦网频率 z 检查钢网衬垫情况 z 检查单板厚度 z检查单板支撑情况 z检查印刷压力×开始出现锡膏漏印-钢网释放锡膏不完整仅当一个开口出现锡膏体积不足问题时,可以看到在该开口处有部分堵塞z 应检查钢网并清洗 z 检查单板支撑情况z检查印刷脱模分离速度×钢网到焊盘的锡膏转移不完整锡膏漏印/钢网开口堵塞z 检查助焊剂是否选择正确 z检查锡膏滚动、脱模、报废时间z 检查钢网上的锡膏量 z 检查钢网开口的清洁度 z可能需要减少锡膏粉末尺寸×印刷锡膏形状不规则锡膏从钢网开口脱模不良,所印刷锡膏形貌不良z 检查分离速度 z 检查钢网清洁度z提高印刷速度(降低锡膏粘性)z 确认锡膏未超过报废时间 z如果问题是局部性的,检查单板支撑情况×开口填充不良或漏印,所印锡膏体积低于开口体积的80%以上z钢网开口填充不良和/或锡膏脱模分离不良 z锡膏粉末尺寸分布太大 z钢网堵塞z检查印刷速度和印刷压力设置z检查锡膏是否超过报废时间、锡膏在刮刀作用下的滚动和分离情况常见故障分析-印刷工艺(续)故障描述可能原因改善方案×印刷锡膏过多-可能导致连锡印刷刮网不干净,或印刷压力太低z 加大印刷压力 z 调整分离速度z检查钢网和焊盘平整度,钢网开口锥度不良,重新认证钢网供应商 z降低钢网厚度×/√印刷外形不良“狗耳朵”,锡膏量合适,但形貌不良-可能导致回流后连锡分离速度需要调整或钢网开口外形不良,后者影响更大,钢网开口壁面积应该不大于焊盘表面积z 检查分离速度 z 检查锡膏胶粘性 z 检查钢网厚度z提高印刷速度并检查单板支撑情况×锡膏铲坑-印刷锡膏不足,呈凹型,四周锡膏量多z刮刀类型不合适z 印刷压力过大 z刮刀刀刃损伤z 确认印刷压力是否过大 z确认使用金属刮刀而非软橡胶刮刀z 检查刮刀刀刃是否有缺口 z检查钢网与PCB 接触情况 ×过印刷-所印锡膏外形超出焊盘z可能需要减少钢网开口尺寸 z可能存在钢网下锡膏挤渗z 检查焊盘/开口设计z降低印刷压力或提高印刷速度z检查钢网衬垫情况×印刷脱模后有锡膏残留在钢网开口中,单板上锡膏外形不一致z锡膏流变性变质z 需要清洗钢网 z 需要调整脱模 z锡膏粉末尺寸分布太大z钢网设计不良z检查锡膏在刮刀作用下的滚动和分离情况、锡膏是否超过报废时间z提高印刷速度(降低锡膏粘性)z 检查钢网开口的清洁度 z 检查脱模分离速度z 可能需要减少锡膏粉末尺寸 z检查开口焊盘比×锡膏桥接/外形拖尾。
SMT制程不良原因及改善对策SMT制程(Surface Mount Technology)是一种常用的电子组装技术,广泛应用于电子产品的制造过程中。
然而,由于各种原因所引起的不良现象在SMT制程中时有发生。
本文将讨论SMT制程不良原因以及改善对策。
1.焊接不良:焊接不良可以导致焊点虚焊、焊接断裂等问题。
常见的原因包括焊接温度不够、焊接时间不足、焊接设备不稳定等。
改善对策包括提高焊接设备的质量和稳定性、增加焊接温度和时间的控制精度等。
2.贴装不良:贴装不良可以导致元件偏移、元件漏贴等问题。
常见的原因包括贴装位置错误、贴装头磨损、胶垫损坏等。
改善对策包括提高贴装机的精度和稳定性、定期更换贴装头和胶垫等。
3.元件损坏:元件在SMT制程中容易受到机械损伤、电静电等因素的影响而受损。
改善对策包括提供合适的防护措施,如使用防静电设备、增加元件存储和运输的保护等。
4.焊盘不良:焊盘不良可以导致焊点接触不良、导致电路连通性问题。
常见的原因包括锡膏质量不佳、焊盘形状不准确等。
改善对策包括使用高质量的锡膏、提高焊盘生产过程的精度等。
5.引脚弯曲:引脚弯曲会导致元件无法正确插入或连接。
常见的原因包括元件存储和运输过程中引脚受到碰撞、搬运过程中的不当操作等。
改善对策包括提供合适的存储和运输保护措施、培训操作人员正确操作等。
改善SMT制程不良有很多对策,下面列举了其中一些常见的:1.提高设备的质量和稳定性:定期对设备进行维护和保养,确保其正常运行和精度稳定。
采用高质量的设备和工具,可大大降低不良率。
2.优化工艺参数:根据产品要求和设备特性,合理的调整焊接温度、焊接时间等工艺参数,以确保焊接效果和质量。
3.加强员工培训:提供必要的培训和指导,使操作人员熟悉SMT制程的原理和操作技巧,减少人为失误和操作不当导致的不良。
4.严格品质管理:建立完善的品质管理体系,包括设备校验、材料检测、过程控制等环节,确保产品质量稳定。
5.提供合适的存储和运输保护:对元件进行正确的存储和运输保护,避免机械损伤、静电损伤等因素导致的元件损坏。
SMT制程常见异常分析SMT制程(表面贴装技术)是一种在电子元件制造中常用的制程技术,用于将电子元件贴装在印刷电路板(PCB)上。
然而,在SMT制程中,常会出现一些异常情况,如焊接不良、元件丢失等问题。
本文将针对SMT制程常见的异常进行分析。
1.焊接不良:焊接不良是SMT制程中常见的问题之一、焊接不良可能由于锡膏的质量问题、焊垫的尺寸偏差、焊接设备的操作不当等原因引起。
常见的焊接不良有焊接剪切、焊锡球、云母等问题。
焊接不良会导致元件与PCB之间的电连接不良,影响产品的性能和可靠性。
2.元件丢失:元件丢失是SMT制程常见的问题之一、元件丢失可能由于操作不当、元件自身缺陷、供应链问题等原因引起。
元件丢失会导致产品的功能性能下降,严重的情况下可能导致产品不能正常工作。
3.印刷问题:印刷问题是SMT制程中常见的问题之一、印刷问题可能由于锡膏的质量问题、印刷设备的操作不当、PCB的表面不平整等原因引起。
常见的印刷问题有锡膏剪切、印刷偏移、印刷污染等问题。
印刷问题会导致焊接质量不良,影响产品的性能和可靠性。
4.质量控制问题:质量控制问题是SMT制程中常见的问题之一、质量控制问题可能由于生产过程中缺乏足够的质量控制措施、操作工人技术水平不足、设备维护不良等原因引起。
质量控制问题会导致产品的性能和可靠性不稳定,严重的情况下可能导致产品不合格。
针对SMT制程常见的异常,可以采取以下措施进行分析和解决:1.异常分析:对于出现的异常情况,首先要进行详细的分析,排查出具体的原因。
可以通过观察异常的形态特征、分析生产过程中的操作记录、检查原材料的质量等方式进行分析。
2.数据收集:在SMT制程中可以采集相关的数据,如焊接温度、湿度、气压等参数,以及生产过程中的记录。
这些数据可以用于分析异常情况的原因,帮助找出潜在的问题。
3.过程优化:针对分析结果,可以进行制程的优化。
例如,对于焊接不良问题,可以优化焊接设备的参数,选择质量更好的焊接材料,加强操作工人的培训等。

SMT制程常见异常分析图文SMT制程常见异常分析目录一锡珠的产生及处理二立碑问题的分析及处理三桥接问题四常见印刷不良的诊断及处理五不良原因的鱼骨图六來料拒焊的不良现象认识一焊锡珠产生的原因及处理焊锡珠( SOLDER BALL )现象是表面贴装(SMT)过程中的主要缺陷,主要发生在片式阻容元件(CHIP)的周围,由诸多因素引起。
Solder Ball因素一:焊膏的选用直接影响到焊接质量焊膏中金属的含量、焊膏的氧化度,焊膏中合金焊料粉的粒度度都能影响焊珠的产生。
a. 焊膏的金属含量焊膏中金属含量其质量比约为88%~92%,体积比约为50%。
当金属含量增加时,焊膏的黏度增加,就能有效地抵抗预热过程中汽化产生的力。
另外,金属含量的增加,使金属粉末排列紧密,使其在熔化时更容结合而不被吹散。
此外,金属含量的增加也可能减小焊膏印刷后的“塌落”,因此,不易产生焊锡珠。
b. 焊膏的金属氧化度在焊膏中,金属氧化度越高在焊接时金属粉末结合阻力越大,焊膏与焊盘及元件之间就越不浸润,从而导致可焊性降低。
实验表明:焊锡珠的发生率与金属粉末的氧化度成正比。
一般的,焊膏中的焊料氧化度应控制在0.05%以下,最大极限为0.15%。
c. 锡膏中金属粉末的粒度锡膏中粉末的粒度越小,锡膏的总体表面积就越大,从而导致较细粉末的氧化度较高,因而焊锡珠现象加剧。
我们的实验表明:选用较细颗粒度的锡膏时,更容易产生焊锡粉。
d. 锡膏中助焊剂的量及焊剂的活性焊剂量太多,会造成锡膏的局部塌落,从而使锡珠容易产生。
另外,焊剂的活性小时,焊剂的去氧化能力弱,从而也容易产生锡珠。
免清洗锡膏的活性较松香型和水溶型锡膏要低,因此就更有可能产生锡珠。
e. 其它注意事项此外,锡膏在使用前,一般冷藏在冰箱中,取出来以后应该使其恢复到室温后打开使用,否则,锡膏容易吸收水分,在再流焊锡飞溅而产生锡珠。
因此,锡膏品牌的选用(工程评估)及正确使用(完全依照锡膏使用管理办法),直接影响锡珠的产生。