第四讲 金属切削过程的基本规律(简)
- 格式:ppt
- 大小:3.65 MB
- 文档页数:85
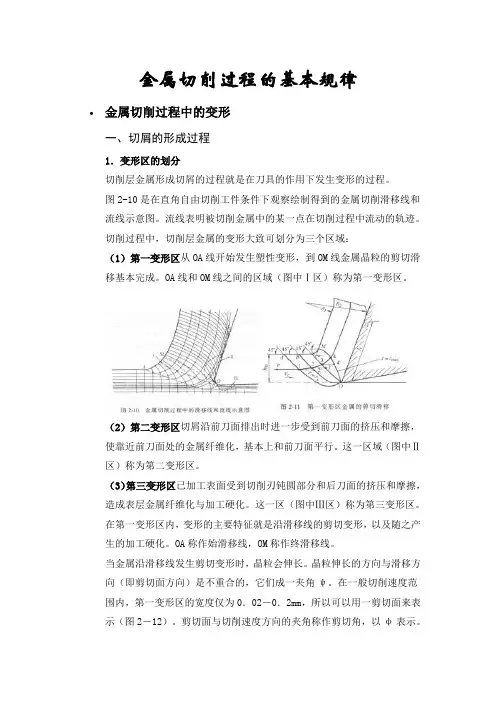
金属切削过程的基本规律金属切削过程中的变形一、切屑的形成过程1.变形区的划分切削层金属形成切屑的过程就是在刀具的作用下发生变形的过程。
图2-10是在直角自由切削工件条件下观察绘制得到的金属切削滑移线和流线示意图。
流线表明被切削金属中的某一点在切削过程中流动的轨迹。
切削过程中,切削层金属的变形大致可划分为三个区域:(1)第一变形区从OA线开始发生塑性变形,到OM线金属晶粒的剪切滑移基本完成。
OA线和OM线之间的区域(图中Ⅰ区)称为第一变形区。
(2)第二变形区切屑沿前刀面排出时进一步受到前刀面的挤压和摩擦,使靠近前刀面处的金属纤维化,基本上和前刀面平行。
这一区域(图中Ⅱ区)称为第二变形区。
(3)第三变形区已加工表面受到切削刃钝圆部分和后刀面的挤压和摩擦,造成表层金属纤维化与加工硬化。
这一区(图中Ⅲ区)称为第三变形区。
在第一变形区内,变形的主要特征就是沿滑移线的剪切变形,以及随之产生的加工硬化。
OA称作始滑移线,OM称作终滑移线。
当金属沿滑移线发生剪切变形时,晶粒会伸长。
晶粒伸长的方向与滑移方向(即剪切面方向)是不重合的,它们成一夹角ψ。
在一般切削速度范围内,第一变形区的宽度仅为0.02-0.2mm,所以可以用一剪切面来表示(图2-12)。
剪切面与切削速度方向的夹角称作剪切角,以υ表示。
2.切屑的受力分析在直角自由切削的情况下,作用在切屑上的力有:前刀面上的法向力Fn 和摩擦力Ff;剪切面上的正压力Fns和剪切力Fs;这两对力的合力互相平衡,如图2-14所示。
如用测力仪直接测得作用在刀具上的切削分力F c和F p,在忽略被切材料对刀具后刀面作用力的条件下,即可求得前刀面对切屑作用的摩擦角β,进而可近似求得前刀面与切屑间的摩擦系数μ。
二、切削变形程度切削变形程度有三种不同的表示方法,分述如下。
1.变形系数在切削过程中,刀具切下的切屑厚度h ch通常都大于工件切削层厚度h D,而切屑长度l ch却小于切削层长度l c。
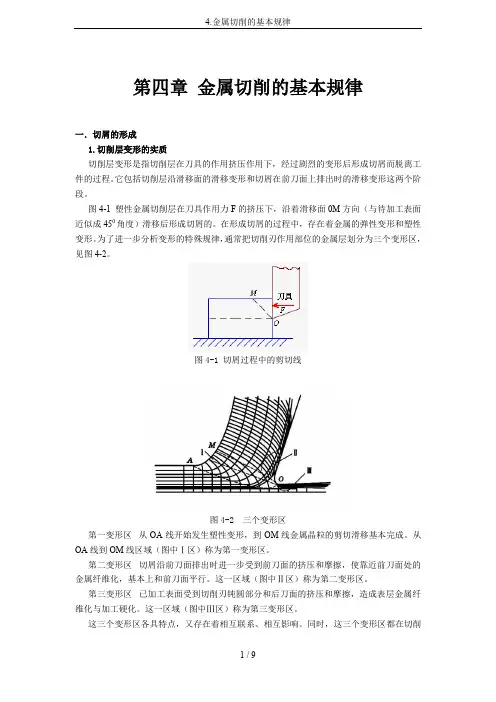
第四章金属切削的基本规律一.切屑的形成1.切削层变形的实质切削层变形是指切削层在刀具的作用挤压作用下,经过剧烈的变形后形成切屑而脱离工件的过程。
它包括切削层沿滑移面的滑移变形和切屑在前刀面上排出时的滑移变形这两个阶段。
图4-1 塑性金属切削层在刀具作用力F的挤压下,沿着滑移面0M方向(与待加工表面近似成450角度)滑移后形成切屑的。
在形成切屑的过程中,存在着金属的弹性变形和塑性变形。
为了进一步分析变形的特殊规律,通常把切削刃作用部位的金属层划分为三个变形区,见图4-2。
图4-1 切屑过程中的剪切线图4-2 三个变形区第一变形区从OA线开始发生塑性变形,到OM线金属晶粒的剪切滑移基本完成。
从OA线到OM线区域(图中Ⅰ区)称为第一变形区。
第二变形区切屑沿前刀面排出时进一步受到前刀面的挤压和摩擦,使靠近前刀面处的金属纤维化,基本上和前刀面平行。
这一区域(图中Ⅱ区)称为第二变形区。
第三变形区已加工表面受到切削刃钝圆部分和后刀面的挤压和摩擦,造成表层金属纤维化与加工硬化。
这一区域(图中Ⅲ区)称为第三变形区。
这三个变形区各具特点,又存在着相互联系、相互影响。
同时,这三个变形区都在切削刃作用下,是应力比较集中,变化比较复杂的区域。
2.切屑的形成过程在图4-3a中,切削层在作用力F的作用下,使切削刃处的金属首先产生弹性变形,接着产生塑性变形。
塑性变形的表现是使切削层里的金属沿倾斜的剪切面滑移,这一剪切面不是一个平面,而是由许多曲面构成的剪切区。
图中0AB是始滑移面。
由于切屑形成时的速度很快,时间短,0AB与0CD面相距很近,一般约为0.02~0.2mm,所以也可以用一个剪切面(OBC)来表示。
切屑的形成过程(图4-3),可以粗略地看作金属切削层逐步移至剪切面OBC,即面片地产生滑移。
这个过程连续地进行,切削层便连续地通过前刀面转变面切屑。
由此可见,第一变形区就是形成切屑的变形区。
图4-3 切削形成过程3.切屑的类型切削金属时,由于工件材料不同,切削条件不同,切削过程中变形的程度也就不同,所形成的切屑形态多种多样。


金属切削的基本规律金属切削理论是在生产实践与切削实验中,总结出的关于金属切削过程中基本物理现象变化规律的理论。
这些基本物理现象包括:切削变形、切削力、切削温度和刀具磨损等。
学习并掌握这些规律,以提高切削加工的生产率、加工质量和降低生产成本。
一、切削变形金属切削过程,从实质讲,就是产生切屑和形成已加工表面的过程。
产生切屑和形成已加王表面是金属切削时密切相关的两个方面。
切削变形就是从这两个方面讨论切削过程。
因而学习切削变形是学习其它物理现象的基础。
一、切削方式切削时,当工件材料一定,所产生切屑的形态和形成已加工表面的特性,在很大程度上决定于切削方式。
切削方式是由刀具切削刃和工件间的运动所决定,可分为:直角切削、斜角切削和普通切削三种方式。
二、切削变形概述(一)切屑的基本形态:金属切削时,由于工件材料、刀具几何形状和切削用量不同,会出现各种不同形态的切屑。
但从变形观点出发,可归纳为四种基本形态(如图3—2)。
1.带状切屑切屑呈连续状、与前刀面接触的底层光滑、背面呈毛葺状。
2.挤裂状切屑切屑背面呈锯齿形、内表面有时有裂纹。
3.单元状切屑切削塑性很大的材料,如铅、退火铝、纯铜时,切屑容易在前刀面上形成粘结不易流出,产生很大变形,使材料达到断裂极限,形成很大的变形单元,而成为此类切屑。
4.崩碎状切屑切削脆性材料,如铸铁、黄铜等时,形成片状或粒状切屑。
切削时,在产生带状切屑的过程中,切削力变化较小,切削过程稳定,已加工表面质量好。
但切屑成为很长的带状,影响机床正常工作和工人安全,因而要采取断屑措施;在产生挤裂状和单元状切屑的过程中,切削力有较大的波动,尤其是单元状切屑,在其形成过程中可能产生振动影响加工质量;在切削铸铁时,由于所形成的崩碎状切屑是经石墨边界处崩裂的,因而已加工表面的粗糙度值变大。
(二)积屑瘤在某一定切削速度范围内,切削钢、4~6黄铜、铝合金等材料时,切削刃附近的前刀面上会出现一块堆积物,代替切削刃工作,把这个堆积物称为积屑瘤。