压铸模零件明细表
- 格式:doc
- 大小:28.50 KB
- 文档页数:1


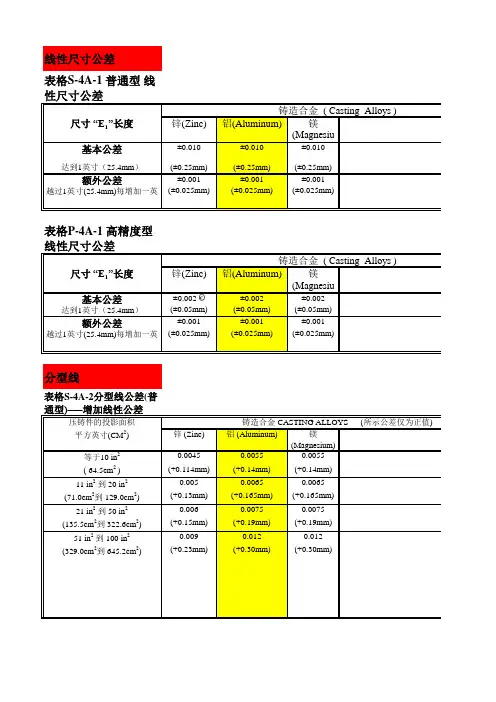

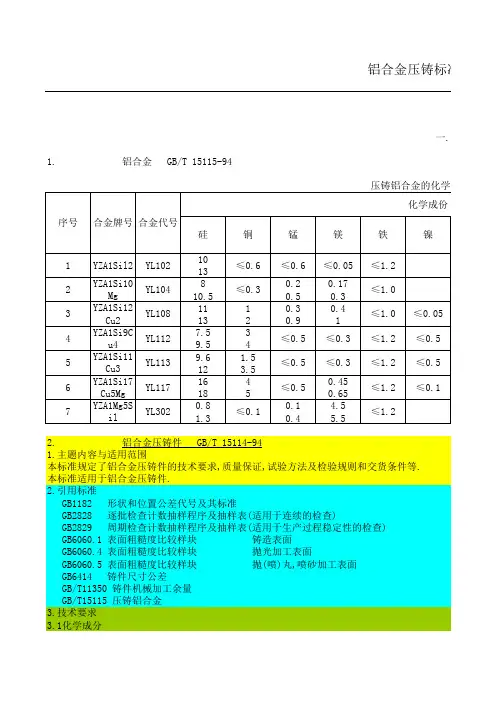
铝合金压铸标准-铝合金压铸标准一.中华人民1. 铝合金 GB/T 15115-942. 铝合金压铸件 GB/T 15114-941.主题内容与适用范围本标准规定了铝合金压铸件的技术要求,质量保证,试验方法及检验规则和交货条件等.本标准适用于铝合金压铸件.2.引用标准GB1182 形状和位置公差代号及其标准GB2828 逐批检查计数抽样程序及抽样表(适用于连续的检查)GB2829 周期检查计数抽样程序及抽样表(适用于生产过程稳定性的检查)GB6060.1 表面粗糙度比较样块 铸造表面GB6060.4 表面粗糙度比较样块 抛光加工表面GB6060.5 表面粗糙度比较样块 抛(喷)丸,喷砂加工表面GB6414 铸件尺寸公差GB/T11350 铸件机械加工余量GB/T15115 压铸铝合金3.技术要求3.1化学成分合金的化学成分应符合GB/T15115的规定.3.2力学性能3.2.1当采用压铸试样检验时,其力学性能应符合GB/T15115的规定3.2.2当采用压铸件本体试验时,其指定部位切取度样的力学性能不得低于单铸试样的75%,若有特3.3压铸件尺寸3.3.1压铸件的几何形状和尺寸应符合铸件图样的规定3.3.2压铸件尺寸公差应按GB6414的规定执行,有特殊规定和要求时,须在图样上注明.3.3.3压铸件有形位公差要求时,其标注方法按GB1182的规定.3.3.4压铸件的尺寸公差不包括铸造斜度,其不加工表面:包容面以小端为基准,有特殊规定和要求3.4压铸件需要机械加工时,其加工余量按GB/T11350的规定执行.若有特殊规定和要求时,其加工3.5表面质量3.5.1铸件表面粗糙度应符合GB6060.1的规定3.5.2铸件不允许有裂纹,欠铸,疏松,气泡和任何穿透性缺陷.3.5.3铸件不允许有擦伤,凹陷,缺肉和网状毛刺等腰三角形缺陷,但其缺陷的程度和数量应该与供3.5.4铸件的浇口,飞边,溢流口,隔皮,顶杆痕迹等腰三角形应清理干净,但允许留有痕迹.3.5.5若图样无特别规定,有关压铸工艺部分的设置,如顶杆位置,分型线的位置,浇口和溢流口的3.5.6压铸件需要特殊加工的表面,如抛光,喷丸,镀铬,涂覆,阳极氧化,化学氧化等须在图样上注3.6内部质量3.6.1压铸件若能满足其使用要求,则压铸件本质缺陷不作为报废的依据.3.6.2对压铸件的气压密封性,液压密封性,热处理,高温涂覆,内部缺陷(气孔,疏孔,冷隔,夹杂)及3.6.3在不影响压铸件使用的条件下,当征得需方同意,供方可以对压铸件进行浸渗和修补(如焊补4质量保证4.1当供需双方合同或协议中有规定时,供方对合同中规定的所有试验或检验负责.合同或协议中有权对标准中的任何试验和检验项目进行检验,其质量保证标准应根据供需双方之间的协议而定.4.2根据压铸生产特点,规定一个检验批量是指每台压铸设备在正常操作情况下一个班次的生产量供方对每批压铸件都要随机或统计地抽样检验,确定是否符合全部技术要求和合同或铸件图样的5试验方法及检验规则5.1化学成分5.1.1合金化学成分的检验方法,检验规则和复检应符合GB/T15115的规定.5.1.2化学成分的试样也可取自压铸件,但必须符合GB/T15115的规定5.2力学性能5.2.1力学性能的检验方法,检验频率和检验规则就符合GB/T15115的规定.5.2.2采用压铸件本体为试样时,切取部位尺寸,测试形式由供需双方商定.5.3压铸件几何尺寸的检验可按检验批量抽验或按GB2828,GB2829的规定进行,抽检结果必须符合5.4压铸件表面质量就逐检查,检查结果应符合本标准3.5的规定.5.5压铸件表面粗糙度按GB6060.1的规定执行.5.6压铸件需抛光加工的表面按GB6060.4的规定执行,5.7压铸件需喷丸,喷砂加工的表面按GB6060.5的规定执行.5.8压铸件内部质量的试验方法检验规则由供需双方商定,可以包括:X射线照片,无损探伤,耐压试5.9经浸渗和修补处理后的压铸件应做相应的质量检验.6压铸件的交付,包装,运输与储存6.1当在合同或协议中有要求时,供方应提供需方一份检验证明,用来说明每批压铸件的取样,试验6.2合格压铸件交付时,必须有附有检验合格证,其上应写明下列内容:产品名称,产品号,合金牌号格证上注明检验的条件和结果.6.3压铸件的包装,运输与储存,由供需双方商定.份标准---中国标准华人民共和国国家标准若有特殊要求,可由供需双方商定.和要求时,须在图样上注明.其加工作量须在图样上注明.该与供需双方同意的标准相一致.流口的位置等由生产厂自行规定;否则图样上应注明或由供需双方商定.样上注明或由供需双方商定.夹杂)及本标准未列项目有要求时,可由供需双方商定.如焊补,变形校整等)处理.协议中无规定时,经需方同意,供方可以用自已适宜的手段执行本标准所规定的试验和要求,需方间的协议而定.生产量,设备,化学成分,铸型和操作连续性的任何重大变化都应被认为是新是一个批量开始.图样的规定要求,检验结果应予以记录.须符合标准3.3的规定.耐压试验,金相图片和压铸件剖面等,其检难结果应符合3.6的规定.样,试验和检验符合标准的规定.金牌号,数量,交付状态,制造厂名,检验合格印记和交付时间.有特殊检验项目者,应在检验员合。
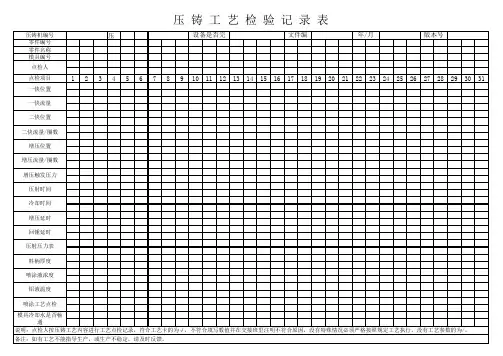
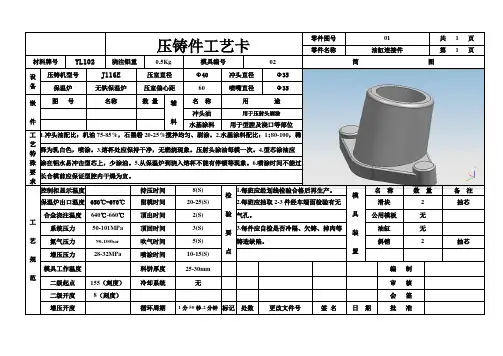
产品名称:模具编号:适用设备:模具负责人: K3号:模穴:试模设备:项目负责人:产品材料:安装预复位安装油泵压室直径∮80项目理论值实际值项目理论值实际值项目理论值实际值项目实际值压射比压/Mpa 40MPa 低速开度/转0.2铸造温度/℃670顶回时间/s 压射力/T315KN 高速起点位置设定温度/℃670勺在炉时/s 压射缸表压/Mpa高速行程机械油温/℃/臂退等时/s ACC压力/Mpa 80bar 高速开度/转模具温度/℃200-300动喷脱时/s ACC降量/Mpa <1增压开度/转循环时间/s 定喷脱时/s高压压力/Mpa 80-100bar 增压储能器充油压力/Mpa原料比率/%7:3吹气时间/s料柄厚度/mm15冷却时间/s脱模剂型号冲头油/颗粒油类别结论1.模具外形长2.油缸拆装是3.模具吊装是4.法兰配合是5.压板槽位置6.水管油管安7.油缸抽拉运8.滑块拔出距9.导柱导套运10.顶板导柱导11.顶杆运行是12.压机拉杆和13.机械手取件14.料缸活塞运15.是否粘模?16.是否飞铝?18.滑块拔出后19.模芯是否有20.产品合格率21.每模成型周17.有没有固定位置的固定缺陷?(如:裂纹、穿透性冷隔、欠铸、表面气孔等) XX机械有限公司意见、建议(问题描述)项目ADC122基本信息产品重量:快压射件数:成品件数:成型慢压射件数:试模件数:运行试 模 记 录 试模时间: 第 次试模试模过程检查项目安装产品检测及模具安装要求:外表无明显冷隔缺陷项目负责人签字:主管签字:增压件数:提交顾客:保留 模,其余回炉剩余 件移交工程压机工艺参数编制:流道+料饼重量:试模组长签字:样件数量、重量信息渣包+排气重量:总重量:是否是否。
压铸模具说明书1307—YJ—799—A
ﻬ目录
1、模具概述
ﻬ2、毛坯机加工余量示意图
2.1此零件向客户提供压铸件,不做机加工
3、模穴编号示意图
3.1此零件一出一,未刻模穴号,滑块编号如下图:
4、模具镶针编号图
镶针图档请看维响中最终的档案
5、模具备件清单
序号名称规格数量材质备注
1 上模镶针S1 Ф19.5×74 1 SKD61
2 下模镶针X1Ф8×90.1 2 SKD61
3 滑块镶针H1/2 Ф8×952SKD61
4滑块镶针C1Ф7。
5×97 2SKD61
5滑块镶针C2 Ф7。
5×126 2 SKD61
6 滑块镶针C3 Ф7。
5×126 2 SKD61
7滑块A 2 H13有滑块座8滑块B 2 H13有滑块座
9 顶针C1 Ф7×951SKD61
10 顶针C2 Ф7×95 1 SKD61
6、顶针编号表
7、顶针高度表
注:高度以分型面为基准,高出为正,低下为负。
8、模具水路图8.1动模水路如下图:
注:点水1,2铜管高50
8.2定模水路图如下图
9、一模多款产品对照表
9.1此产品目前共六款,通过更换顶针X2,滑块,及滑块镶针C2/3实现,具体对照表如下:
10、装模注意事项及其他
10.1此模具在280T上旋转吊装
10.2此模具在350T上旋转吊装
ﻬ11、喷雾示意图
11。
1动定模喷雾示意图
11。
2定模喷雾示意图。
二、压铸模零件明细表
序号名称用途材料
1 复位杆引导推杆板复位S45C
2、3、31 推杆便于脱模45钢
4 推板使产品脱模45钢
5 推杆固定板定位加固定顶杆45钢
6 推板导柱给推板导向的,防止因顶出偏移产生的顶针折断45钢
7 推板导套对推出机构起导向作用45钢
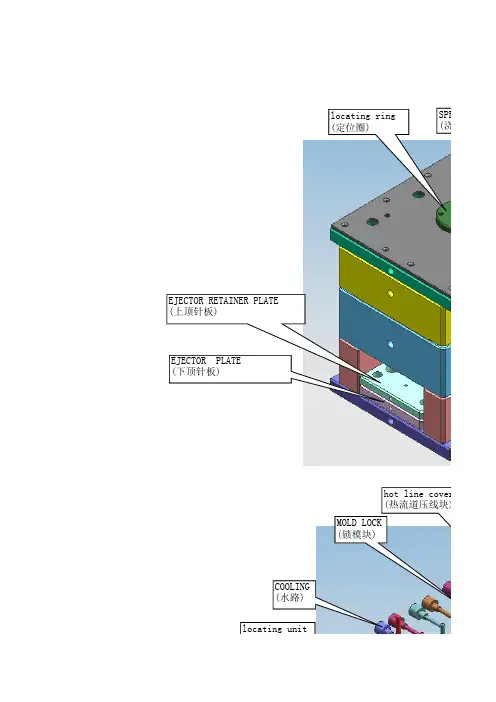
8 动模座板直接与压铸机的动模模座固定,使动模部分固定
在压铸机上,并设置限位钉Q235或45钢
9 垫块提供保护和水平支撑面
10 销钉设备中常用的紧固件碳钢
11 支承板通过和动模套板连接来压紧镶块,以形成动模整
体。
45钢
12 动模套版支撑、连接件,用于支撑上模板和连接垫板,在
连接上为防止移动常采用螺钉(或销钉)进行连
接,其内侧与导套相接触
45钢
13 挡块防止脱落硅青铜
14、30、32、33 螺钉零件之间的紧固连接碳钢
15 弹簧使推杆固定板回到原来的位置,来复位。
65、70钢
16 螺杆加热挤出塑化的部分45钢
17 滑块模具的开模动作中能够按垂直于开合模方向或
与开合模方向成一定角度滑动。
45钢
18 定模套版支撑、连接件Q235或
45钢
19 定模座板将定模固定在压铸机的定模模座上,并使得浇口
套对准压铸机压室
45钢
20 楔紧块起锁紧作用,而且还可以起斜导柱的抽芯分型作
用
45钢
21 斜销用来成型铸件的侧边成型面碳钢
22 动模镶块可以做型腔;固定导柱;冷却水道;为复位杆导
向;固定型芯;固定拉料杆
45钢
23 定模镶块分流道;固定导套;充当型腔;做冷却水道;固
定浇口套;连接定模座板;为复位杆后退提供
一个支撑
45钢
24 溢流槽在压铸过程中排除气体、涂料余烬和冷金属,以
提高铸件质量、消除和减少铸件缺陷和改善模具
的热平衡
25 型芯作注塑空心产品的空心部分填充物;与模具的间
隙配合可以用来做排气系统。