压铆螺柱安装方法
- 格式:docx
- 大小:14.84 KB
- 文档页数:2

m6压铆螺柱规格一、引言在工业制造中,压铆螺柱是一种常用的连接元件,广泛应用于汽车、电子设备、家具等各个领域。
本文将详细探讨m6压铆螺柱的规格,包括其定义、特点、应用、标准等方面。
二、m6压铆螺柱的定义m6压铆螺柱是一种螺纹连接元件,它由一个螺柱和一个压铆螺母组成。
螺柱上有螺纹,可以与其他零部件进行螺纹连接,而螺母则用于固定螺柱。
m6表示螺柱的直径为6mm,这是一种常见的规格。
三、m6压铆螺柱的特点m6压铆螺柱具有以下特点: 1. 直径小:m6压铆螺柱直径为6mm,相比较而言,它相对较小,适用于一些空间有限的场合。
2. 螺纹连接:m6压铆螺柱采用螺纹连接,可以提供较好的连接强度和可靠性。
3. 快速安装:m6压铆螺柱可以通过压铆机快速安装,提高生产效率。
四、m6压铆螺柱的应用m6压铆螺柱广泛应用于各个领域,包括但不限于以下几个方面: 1. 汽车制造:m6压铆螺柱用于汽车座椅、车门、仪表盘等零部件的连接。
2. 电子设备:m6压铆螺柱用于电脑、手机、相机等电子设备的组装。
3. 家具制造:m6压铆螺柱用于家具的组装,如沙发、床架等。
五、m6压铆螺柱的标准m6压铆螺柱的制造和使用需要符合相应的标准,常用的标准有以下几个: 1.GB/T 819标准:该标准规定了m6压铆螺柱的尺寸、材料、表面处理等要求。
2. ISO 15977标准:该标准为m6压铆螺柱的使用提供了指导,包括安装方法、连接强度等。
3. DIN 7337标准:该标准规定了m6压铆螺柱的压铆螺母的尺寸和要求。
六、m6压铆螺柱的安装步骤下面是m6压铆螺柱的安装步骤: 1. 准备工作:选择合适的m6压铆螺柱和压铆螺母,并确保工作区域整洁。
2. 预处理:将需要连接的零部件进行清洁和打磨,确保表面平整。
3. 安装螺柱:将m6压铆螺柱插入需要连接的零部件中,并旋紧。
4. 安装螺母:将压铆螺母放置在螺柱上,并使用压铆机将其压紧。
5. 检查连接:检查连接是否牢固,是否符合要求。

压铆螺柱0.6板厚-概述说明以及解释1.引言1.1 概述在现代工程领域中,压铆螺柱是一种常见的连接元件。
它不仅能够提供牢固的连接,同时还具有便于拆卸和重复使用的特点。
压铆螺柱适用于各种板厚,其中包括0.6板厚。
在本文中,我们将重点探讨压铆螺柱在0.6板厚中的应用。
首先,让我们来了解一下压铆螺柱的定义和原理。
压铆螺柱是一种螺纹结构,可以通过压铆工具将其牢固地固定在工作件上。
它由两部分组成:一个带有螺纹的柱体和一个头部,头部通常带有一个凹槽,用于插入工具。
通过将压力施加在头部上,压铆螺柱可以嵌入工作件中,并形成可靠的连接。
随着工程技术的不断发展,压铆螺柱在0.6板厚中的应用越来越广泛。
0.6板厚是一种常见的薄板材料,常用于电子设备、机械零件以及汽车行业中的结构件制造。
压铆螺柱能够在这种薄板上提供良好的连接,克服了传统螺栓连接容易松动的问题。
在2.2部分,我们将详细讨论压铆螺柱在0.6板厚中的应用。
我们将探讨该连接方式的优势和适用范围,并举例说明其在各个领域的实际应用情况。
同时,我们还将对压铆螺柱的优缺点进行分析,以便读者更全面地了解这种连接方式的特点和局限性。
总之,本文旨在深入介绍压铆螺柱在0.6板厚中的应用。
通过对其定义、原理以及优缺点的分析,我们希望读者能够更全面地理解压铆螺柱的特点,并为各个工程领域中的连接设计提供参考和建议。
接下来,在下一节的2.1部分,我们将开始探讨压铆螺柱的定义和原理。
1.2 文章结构文章结构是指文章主体部分的组织框架和章节划分。
本文的结构主要分为引言、正文和结论三个部分。
引言部分(Introduction)是文章开头的部分,主要包括概述、文章结构和目的三个方面的内容。
在概述中,可以简要介绍压铆螺柱技术及其在工业制造中的重要性。
文章结构部分应该说明文章的整体框架,包括各章节的标题和内容概要。
目的部分可以明确说明撰写这篇文章的目的和意义。
正文部分(Main Body)是文章的核心部分,主要包括压铆螺柱的定义和原理、其在0.6板厚中的应用以及优缺点三个方面的内容。

压铆螺柱的安装原理
压铆螺柱的安装原理包括以下几个方面:
1. 压铆螺柱的基本结构与组成:压铆螺柱由螺柱本体和压铆套组成。
螺柱本体一端有外螺纹,一端有内螺纹,内螺纹部分有一个凸台形结构,用于接受压铆套。
压铆套是通过压铆工具将其压入螺柱内,形成可压铆的连接。
2. 压铆螺柱的压铆原理:压铆螺柱通过力的传递实现压铆的固定。
当压铆工具施加压力时,压铆套受力并被压入螺柱本体的内孔中。
压铆套在接触表面形成摩擦,摩擦力使得压铆套紧密地嵌入螺柱本体内孔,并提供较大的表面积以增加连接的强度。
同时,螺纹和凸台结构相互咬合,增加了连接的牢固性。
3. 压铆螺柱的安装过程:压铆螺柱的安装分为准备工作、安装和检验三个步骤。
3.1 准备工作:首先,准备好需要安装压铆螺柱的工件,并确保工件的表面平整、干净。
然后,选择适合的螺柱和压铆套,并将其准备好。
3.2 安装:将螺柱本体与压铆套组合在一起,通常选择合适的工具将压铆套按照所需的位置和方向插入螺柱内孔。
将压铆工具放置于螺柱本体上,施加足够的力度进行压铆。
3.3 检验:安装完成后,使用相应的工具进行检验,确保螺柱与工件之间的连接紧固可靠。
4. 压铆螺柱的应用:压铆螺柱广泛应用于机械设备、结构连接和汽车制造等领域。
它们通常用于连接金属板、管道和螺纹之间,以实现可拆卸和可重复使用的连接。
总之,压铆螺柱的安装原理是通过将压铆套嵌入螺柱本体内,形成紧固的连接。
其安装过程分为准备工作、安装和检验三个步骤。
压铆螺柱具有可拆卸和可重复使用的特点,广泛应用于机械设备和结构连接领域。
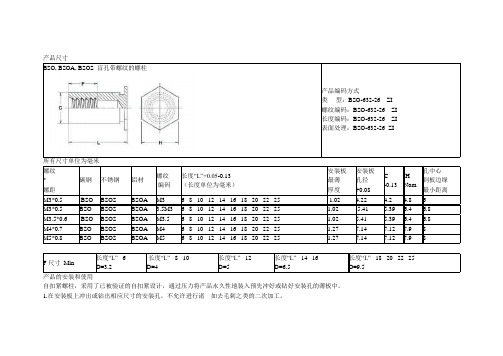
产品尺寸BSO, BSOA, BSOS 盲孔带螺纹的螺柱产品的安装和使用自扣紧螺柱,采用了已被验证的自扣紧设计,通过压力将产品永久性地装入预先冲好或钻好安装孔的薄板中。
1.在安装板上冲出或钻出相应尺寸的安装孔。
不允许进行诸如去毛刺之类的二次加工。
2.如图所示,将紧固件穿过安装孔置于下模中。
材料和表面处理规格使用在板厚.060”的5052-H34铝板材时螺纹编码螺柱材质最大记录值紧固扭矩值配套螺丝(in.lbs.)安装力(lbs.)推出力(lbs.)扭出力(in.lbs.)拉出力(lbs.)440 钢材不锈钢铝材4.753.82.851100 1600 112802241686440 钢材不锈钢铝材4.753.82.851700 300 11280224168632 钢材不锈钢铝材8.7575.251700 300 253102481868632 钢材不锈钢铝材8.7575.252400 400 25310248186832 钢材不锈钢铝材1814.4112400 400 45580464348032钢材不锈钢铝材3225.6192400 400 45580464348使用在板厚.060”的冷轧钢板材时螺纹编码螺柱材质最大记录值紧固扭矩值配套螺丝(in.lbs.)安装力(lbs.)推出力(lbs.)扭出力(in.lbs.)拉出力(lbs.)440 钢材不锈钢4.753.82200220022522519193302646440 钢材不锈钢4.753.8330033004424421919330264632 钢材不锈钢8.7573300330044244235353803048632 钢材不锈钢8.757440044005605603535380304832 钢材不锈钢1814.4440044005605607575700560032钢材不锈钢3225.6440044005605607575700560使用在板厚1.5mm的5052-H34铝板材时螺纹编码螺柱材质最大记录值紧固扭矩值配套螺丝(N.m)安装力(KN)推出力(N)扭出力(N.m)拉出力(N)M3 钢材不锈钢铝材0.550.440.334.9 710 1.2412459967473.5M3 钢材不锈钢铝材0.550.440.337.6 1330 1.241245996747M3.5 钢材0.91 7.6 1330 2.82 1375不锈钢铝材0.730.551100825M4 钢材不锈钢铝材21.61.210.7 1780 5.08257520601545M5 钢材不锈钢铝材3.62.882.1610.7 1780 5.08257520601545使用在板厚1.5mm的冷轧钢板材时螺纹编码螺柱材质最大记录值紧固扭矩值配套螺丝(N.m)安装力(KN)推出力(N)扭出力(N.m)拉出力(N)M3 钢材不锈钢0.550.449.89.81001002.152.15146511723.5M3 钢材不锈钢0.550.4414.714.71861862.452.1514651172M3.5 钢材不锈钢0.910.7314.714.71861863.953.9516901352M4 钢材不锈钢21.617.817.8249024908.478.4731102488M5 钢材不锈钢3.62.8817.817.8249024908.478.4731102488。

压铆螺钉安装方法压铆螺钉是一种常用的连接元件,常用于汽车、航空航天、机械制造等领域。
它具有安装简便、连接牢固等优点,被广泛应用于各种工程中。
下面将详细介绍压铆螺钉的安装方法。
准备工作非常重要。
在安装压铆螺钉之前,要确保工作区域干净整洁,以免杂质影响安装效果。
同时,需要准备好所需的压铆螺钉、压铆枪和相应的工具。
根据实际需要,选择合适规格的压铆螺钉,并确保其质量合格。
接下来,确定安装位置和数量。
根据工程设计要求,确定压铆螺钉的安装位置和数量。
通常情况下,压铆螺钉需要均匀分布在被连接的两个物体上,以确保连接的均衡和稳固。
然后,进行预处理。
在安装压铆螺钉之前,需要对被连接的物体进行预处理,以便更好地与压铆螺钉连接。
预处理的方式包括清洁表面、打磨、涂覆润滑剂等。
这样可以提高连接的质量和可靠性。
接下来,开始安装压铆螺钉。
首先,将压铆螺钉插入待连接的物体中。
然后,将压铆枪置于压铆螺钉的头部,确保与其紧密贴合。
接下来,启动压铆枪,施加适当的压力,使压铆螺钉的尾部与待连接物体形成牢固的连接。
在此过程中,需要注意施加压力的大小和均匀性,以确保连接的质量。
安装完成后,检查连接质量。
通过检查连接部位,可以判断压铆螺钉是否安装正确。
检查的内容包括连接的牢固性、平整度和外观等。
如发现连接不牢固或存在其他问题,应及时进行调整和修复。
做好记录和整理工作。
对于每个安装的压铆螺钉,应做好相应的记录,包括安装位置、数量、安装时间等信息。
这样可以方便后续的检查和维护工作。
总结起来,压铆螺钉的安装方法包括准备工作、确定安装位置和数量、预处理、安装、检查和记录。
通过正确的安装方法,可以有效地保证压铆螺钉的连接质量和可靠性。
在实际工程中,应根据具体情况选择合适的压铆螺钉和工具,确保安装工作的顺利进行。
同时,安装过程中要注意安全,避免发生意外事故。
通过正确使用和安装压铆螺钉,可以提高工程的质量和效率,为各行各业的发展做出贡献。

压铆螺母应该怎么使用?什么是压铆螺母?压铆螺母,也被称作铆接螺母,是一种用于连接薄板材料的螺母。
它通常由两个部分组成:一个外壳和一个内螺纹。
外壳在材料表面压铆,将螺母紧固在材料上。
压铆螺母的优点与传统的螺栓连接方法相比,压铆螺母具有以下优点:1.更适用于薄板连接。
2.安装过程更快速简便。
3.更适用于机器操作。
4.对后续维护具有可重复性和稳定性。
压铆螺母的种类在行业中有多种不同类型的压铆螺母,但这些类型通常很相似。
以下是一些常见的压铆螺母类型:1.圆形头的压铆螺母2.带锥头的压铆螺母3.带方洞的压铆螺母4.气动压铆螺母这些不同的螺母类型通常是为不同的应用场景而设计的。
压铆螺母使用方法材料表面的准备工作安装压铆螺母之前,必须确保材料表面是平坦、光滑和无缺陷的。
如果材料表面存在凸起、凹陷或早期腐蚀,则需要进行磨光和清洁工作。
压铆螺母的安装安装压铆螺母需要进行以下步骤:1.首先,请将螺母插入正在使用的刀具中。
刀具的大小必须与使用的压铆螺母相匹配。
2.确保螺母的盖板适合材料中的孔洞。
3.将板材平放,并将螺母放入要安装螺母的孔中。
4.将刀具放在螺母的盖板上。
5.用适当的力量压下手柄,使刀具将螺母铆接到材料上。
压铆螺母的保养压铆螺母是一种高品质的连接材料,但在使用过程中还需进行正确的保养。
以下是一些简单的保养步骤:1.定期检查压铆螺母是否松动或表面有损伤。
2.定期使用静电气富器、真空吸尘器和其他清洁用品清洁压铆螺母。
3.不要在过分潮湿或寒冷的环境中长时间储存压铆螺母。
结论压铆螺母是一种高效、适用于各种应用场景的连接器件。
正确安装和保养压铆螺母可以保证其使用寿命,加强材料的紧固性,对于确保设备和结构的安全性至关重要。
一、适用范围本操作规程规定了压铆的操作方法、压铆工件的工艺要求、使用安全注意事项及日常维护与保养。
适用于本公司的压铆的操作。
二、压铆机的主要部件1.压铆机主要有机身、液压箱、脚踏开关、配电箱等组成三、开关机顺序1. 开机顺序:配电箱电源开关打开压铆机电源打开开关2.关机顺序:按下开关关闭压铆机电源配电箱电源开关四、压铆作业前的准备1)检查设备每天开机前应按设备点检卡内容进行设备点检。
2)开机按开机顺序开机。
3)安装压铆模具4)根据图纸要求,选出相应的螺母,选择对应的模具。
5)在加工压铆工件时,下模选择平整光滑的模具,在安装上模时要切断电源,安装好上模后要空压一下使上模牢固。
五、加工时的安全使用和工艺要求1)调节压铆机压力时,要根据图纸的要求,选择螺母对应的压力来调节压力(可参照相对应的参数表)调好压力后,把螺母放在需压工件的孔内,踏下开关。
2)检查所压的螺母是否有逢隙,工件是否变形,螺母的扭力是否达到要求。
3)在加工时脚不可以连续放在脚踏开关上,手放螺母时,脚一定要离开开关。
4)在加工工件时,各种型号的螺母不可以混放在一起,以免压错铆钉。
5)在加工电镀件时要佩戴手套、袖套,机器台面要清理干净,严禁裸手触摸工件,做好“三防”工作。
6)在加工涨铆螺母和螺钉时,要做到表面无压印,背面无凸包。
7)加工后的工件要摆放整齐,电镀件用纸皮隔离。
8)压铆后的工件,要用扭力批进行检验,达到所要求的扭力。
六、设备保养1.每天上班前对设备进行日保养2.每次工作完之后清扫工作台面,擦试机器给压铆机架内加润滑油翼鹏QY8-500C气压机(压力在350 Par以内使用)压力值参照表压铆螺母S 规格铁板压力(板厚0.8~3.2)铝板压力(板厚0.8~3.2)M3 60~90 Par 45~60 ParM4 90~110 Par 60~90 ParM5 110~130 Par 90~110 ParM6 130~160 Par 110~130 ParM8 160~190 Par 130~150 Par涨铆螺母Z 规格铁板压力(板厚0.8~3.2)铝板压力(板厚0.8~3.2)M3 60~80 Par 30~50 ParM4 80~100 Par 40~60 ParM5 100~130 Par 60~90 ParM6 130~160 Par 90~120 ParM8 150~170 Par 120~140 Par压铆螺柱BSO规格铁板压力(板厚0.8~3.2)铝板压力(板厚0.8~3.2)3.5M3 140~160 Par 115~125 ParM4 160~180 Par 125~135 ParM5 180~200 Par 130~150 ParM6 200~240 Par 150~190 Par压铆螺钉FHS规格铁板压力(板厚0.8~3.2)铝板压力(板厚0.8~3.2)M3 130~170 Par 40~70 ParM4 170~190 Par 70~100 ParM5 190~210 Par 100~130 ParM6 210~230 Par 130~160 Par翼鹏QY8-500C压铆机压力增大键压力减小键压力显示表(Par)Haeger(哈格)618PLUS-H气压机压力值参照表压铆螺母S 规格铁板(板厚0.8~3.2)铝板(板厚0.8~3.2)M3 20~40 Par 15~35 ParM4 40~50 Par 30~40 ParM5 50~60 Par 40~50 ParM6 60~75 Par 不优选M8 70~85 Par 不优选涨铆螺母Z M3 25~35 Par 15~25 Par M4 35~45 Par 25~35 Par M5 45~55 Par 35~45 Par M6 55~65 Par 45~50 Par M8 65~80 Par 不优选压铆螺柱BSO M3 70~80 Par 40~50 Par M4 80~90 Par 50~60 Par M5 90~110 Par 55~70 Par压铆螺钉FH M3 80~90 Par 50~60 Par M4 90~100 Par 55~65 Par M5 100~110 Par 60~70 ParHaeger(哈格)618PLUS-H压铆机压力显示表(Par)压力调整键,顺时针增大,逆时针减小M6110~120 Par不优选耐克斯RN-5T5气压机 压力值参照表 (单位:T )螺母规格S型号铁板(板厚0.8~3.2)铝板(板厚0.8~3.2) 铜排(板厚0.8~3.2)M3 0.8~1.4 T 0.3~0.8 T 0.6~1.2 T M4 1.2~1.8 T 0.8~1.3 T1.1~1.4 T M5 1.4~2.4 T 1.0~1.8 T 1.4~2.2 T M6 1.5~3.0 T 1.1~2.3 T 1.4~2.3 T M8 1.8~3.5 T 1.8~2.5 T 2.0~3.0 T 涨铆螺母ZM3 0.6~1.2 T 0.2~0.8 T 0.5~0.9 T M4 0.8~1.6 T 0.4~1.2 T 0.8~1.5 T M5 1.6~2.5 T 1.0~1.8 T 1.2~2.0 T M6 2.0~3.0 T 1.8~2.4 T 1.4~1.8 T M8 2.5~3.5 T 2.0~3.0 T 2.2~3.2 T 压铆螺柱BSO M3 1.6~2.2 T 1.2~1.8 T 1.8~2.5 T M4 1.8~2.5 T 1.3~2.0 T 1.6~2.4 T M5 2.0~2.7 T 1.4~2.2 T 1.8~2.6 T M6 2.7~3.0 T 2.0~2.3 T 2.6~2.8 T 压铆螺钉FHM3 1.2~1.8 T 0.8~1.3 T 1.2~1.6 T M4 1.5~2.4 T 1.0~1.8 T 1.4~2.2 T M5 2.0~2.8 T 1.4~2.3 T 1.8~2.6 T M62.8~3.5 T2.0~3.0 T2.5~3.2 T注:压力低于2.5T ,气压小于或等于0.45mpa ,大于2.5T,气压大于0.45mpa 或等于6mpa耐克斯RN-5T5压铆机压力减小压力增大压力显示表(T )液压压铆机压力表(华龙液压机)。
压铆螺柱六角头封堵方法1.引言1.1 概述概述压铆螺柱六角头封堵方法是一种常用的技术,在工业领域有着广泛的应用。
它通过使用压铆螺柱和六角头,可以有效地封堵管道或设备中的孔隙,达到密封和固定的目的。
压铆螺柱是一种具有螺纹的柱状零件,一端带有六角头,另一端带有凸起的凸齿或切痕。
它通常由高强度材料制成,具有良好的耐腐蚀性和机械性能。
六角头是一种具有六个平行的边的头部,可以方便地使用六角扳手或扳手拧紧。
压铆螺柱六角头封堵方法主要用于需要密封和固定的设备或管道连接处。
当两个物体需要连接时,首先在其中一个物体上钻孔,然后将压铆螺柱插入孔中。
接下来,用扳手或其他工具拧紧六角头,使压铆螺柱与物体紧密连接。
通过这种方式,可以达到有效的封堵效果。
六角头封堵方法相比其他封堵方法具有一些明显的优点。
首先,它可以提供可靠的密封性能,确保连接处不会发生泄漏。
其次,由于使用了六角头的设计,拧紧和松开压铆螺柱相对容易,节省了人力和时间成本。
此外,压铆螺柱材料的选择也可以根据实际需要进行调整,以满足不同环境条件下的使用要求。
总的来说,压铆螺柱六角头封堵方法是一种可靠、高效的封堵技术。
它被广泛应用于汽车制造、航空航天、机械制造等领域。
未来,随着科技的不断进步和应用需求的增加,这种方法将会得到更广泛的应用,并可能在材料和设计上进行进一步的创新和改进。
通过不断的研究和实践,我们可以更好地理解和利用压铆螺柱六角头封堵方法,为各种领域的连接和封堵问题提供更好的解决方案。
1.2文章结构文章结构:本文主要分为引言、正文和结论三个部分。
引言部分包括概述、文章结构和目的三个小节。
在概述中,首先介绍压铆螺柱和六角头封堵方法的基本概念及其在实际应用中的重要性。
接着说明文章的整体结构,即引言、正文和结论三个部分的内容安排。
最后明确本文的目的,即通过分析和总结压铆螺柱六角头封堵方法的优点,以及展望未来的研究方向,提供给读者一个全面而深入的了解。
正文部分主要包括两个小节:压铆螺柱的基本原理和应用,以及六角头封堵方法的介绍。
压铆螺柱详细介绍
压铆螺柱是一种常用的机械连接件,它通过压铆的方式将两个或多个零件固定在一起。
压铆螺柱有不同的形状和尺寸,以适应不同的连接需求。
压铆螺柱一般由两部分组成:螺柱和压铆头。
螺柱通常有外螺纹,以便与其他零件进行螺纹连接。
压铆头则被用来施加压力,将螺柱固定在零件上。
压铆螺柱的安装过程相对简单。
首先,需要在连接零件上钻孔。
然后,将螺柱插入孔中,确保其与连接零件的表面平齐。
接下来,将压铆头置于螺柱的一端,并施加足够的压力,使螺柱与连接零件紧密结合。
最后,检查压铆螺柱的固定效果,确保其牢固可靠。
压铆螺柱具有许多优点。
首先,它们能够提供强大的连接力,可以在高负荷和振动环境下保持稳定。
其次,安装过程简单快捷,不需要额外的焊接或螺栓。
此外,压铆螺柱可以重复使用,方便维修和更换。
压铆螺柱广泛应用于各个领域。
在汽车制造业中,它们常用于连接车身和底盘部件,提供稳定的结构支撑。
在航空航天领域,压铆螺柱可用于连接飞机的机翼和机身,确保航空器的安全。
此外,压铆螺柱还被用于电子设备、家电、建筑和机械设备等领域。
压铆螺柱是一种重要的机械连接件,通过压铆的方式将零件固定在
一起。
它具有安装简便、连接力强、可重复使用等优点,广泛应用于不同领域。
压铆螺柱的存在和应用,为各行各业的发展提供了强有力的支持。
压铆螺柱安装方法
压铆螺柱安装方法如下:
第一步:
将薄板置于工装(底座)上方,薄板的预开孔与工装的底孔对齐。
这个底座工装一比较简单,一般用户都可以自己做一个,或委托做模具相关的厂家做设计一个。
注意工装的平整度要高,要保证工装的底孔与压机冲头保持同轴。
如果此处的底座放在工作台上有一定倾斜度,那压机压下的时候螺柱受力是不均匀的,将导致螺柱压偏。
这是保证安装完后工件稳定的工作性能不可或缺的重要因素工装的底孔根据压铆螺母的圆柱尺寸(即C尺寸)设计,比C 尺寸略大,比如如果需要压BSO-3.53-6的螺柱,这颗螺柱的C尺寸为5.38-0.1,则此处孔的尺寸为5.4+0.08。
孔深不底于6.0MM(事实上,考虑到将来亦可适用其它长度的螺纹柱,这个孔建议做成通孔)。
第二步:
将螺柱置入薄板的开孔。
第三步:
压铆机开始工作(条件是之前已设置好压铆机的发装力,行程等参数),压机压入
前面提及过,此处要保证压机和压铆螺柱的头部垂直平衡,受力均匀。
第四步:
压铆机入螺柱与薄板压平,安装完成。