11-成型零件尺寸计算[33页]
- 格式:ppt
- 大小:1.12 MB
- 文档页数:33
成型零件工件尺寸计算案例、塑料制品制品如图1所示,材料为ABS。
以下计算相关模具凹模、型芯的直径和高(深)度、螺纹直径以及孔的中心距尺寸。
图1制品尺寸二、计算1、确定模塑收缩率查模具设计手册得知,ABS的收缩率为0.4〜0.8%。
收缩率的平均值为:B 一% =0.6%2、确定制品尺寸公差等级,将尺寸按规定形式进行处理查常用塑料模塑公差等级表,对于ABS塑件标注公差尺寸取MT3 ,未注公差尺寸取MT5级,以满足模具制造和成型工艺控制,满足制品要求。
查得制品未注公差尺寸的允许偏差为双向偏差形式,按照尺寸形式的规定,作如下转换:塑件外径『' '内部小孔'一1一’'塑件高度三1顼二--------- 1 '-3、计算凹模、型芯工作尺寸...... …月—i.取模具制造公差五厂。
1)凹模尺寸径向尺寸'-V - - :'注J匕二[50.32 +50.32x0.006—"0.64]十年片口40.lt —〜,,,,、=(不保留小数位)高度尺寸、T.=21祁'H (不保留小数位)2)型芯尺寸大型芯径向尺寸 ,-',:-;一』'L」一 L '孩=[45+45x0.006 + 1、』0.361 顷==45.5 w (保留一位小数)大型芯高度尺寸二- 一-1"^ = 18+18x0.006 + jx0.2] …=18.2 (保留一位小数)或=[786 + 7.86 x O.OQ6 T E.28]小型芯径向尺寸=8 7叩(不保留小数位) 小型芯高度尺寸 f ,-L -:]'" 一 ,.... - ::-.J . - 22-i :::=2.2两个小型芯固定孔的中心距匕M =【£$+£孩性】土*%皿上二【30+30x0.006]土于 _3。
2 +。
35-3U.2 H U.U35取制造公差为土 U.U1,因土 U.U1V 土 U.U35,满足要求,故最后确定两小型芯固定孔的中 心距为上=30 2 + 0 014、计算螺纹型芯和螺距工作尺寸 查普通金属螺纹基本尺寸标准(GB197 — 81),得:OB.。
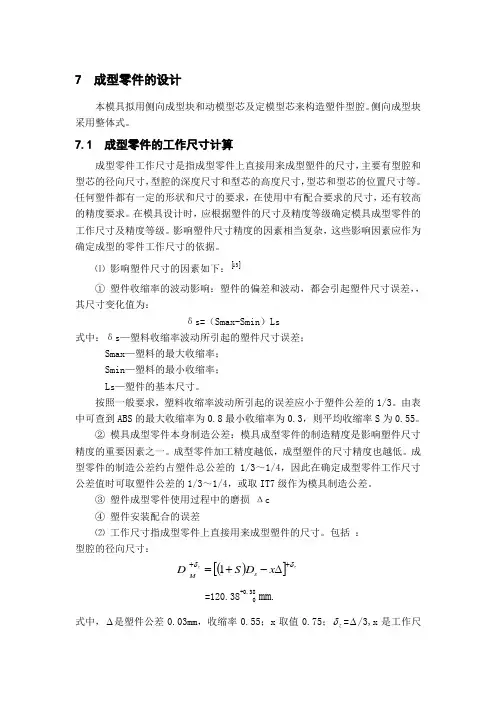
7 成型零件的设计本模具拟用侧向成型块和动模型芯及定模型芯来构造塑件型腔。
侧向成型块采用整体式。
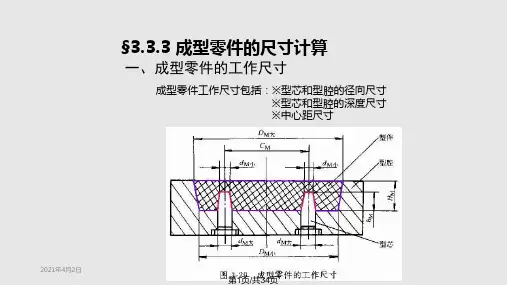
7.1 成型零件的工作尺寸计算成型零件工作尺寸是指成型零件上直接用来成型塑件的尺寸,主要有型腔和型芯的径向尺寸,型腔的深度尺寸和型芯的高度尺寸,型芯和型芯的位置尺寸等。
任何塑件都有一定的形状和尺寸的要求,在使用中有配合要求的尺寸,还有较高的精度要求。
在模具设计时,应根据塑件的尺寸及精度等级确定模具成型零件的工作尺寸及精度等级。
影响塑件尺寸精度的因素相当复杂,这些影响因素应作为确定成型的零件工作尺寸的依据。
⑴ 影响塑件尺寸的因素如下:[]13① 塑件收缩率的波动影响:塑件的偏差和波动,都会引起塑件尺寸误差,,其尺寸变化值为:δs=(Smax-Smin )Ls 式中:δs —塑料收缩率波动所引起的塑件尺寸误差;Smax —塑料的最大收缩率;Smin —塑料的最小收缩率;Ls —塑件的基本尺寸。
按照一般要求,塑料收缩率波动所引起的误差应小于塑件公差的1/3。
由表中可查到ABS 的最大收缩率为0.8最小收缩率为0.3,则平均收缩率S 为0.55。
② 模具成型零件本身制造公差:模具成型零件的制造精度是影响塑件尺寸精度的重要因素之一。
成型零件加工精度越低,成型塑件的尺寸精度也越低。
成型零件的制造公差约占塑件总公差的1/3~1/4,因此在确定成型零件工作尺寸公差值时可取塑件公差的1/3~1/4,或取IT7级作为模具制造公差。
③ 塑件成型零件使用过程中的磨损 Δc④ 塑件安装配合的误差⑵ 工作尺寸指成型零件上直接用来成型塑件的尺寸。
包括 :型腔的径向尺寸:()[]z zx D S D s M δδ++∆-+=1 =120.38+0.38 0mm .式中,∆是塑件公差0.03mm ,收缩率0.55;x 取值0.75;z δ=∆/3,x 是工作尺寸的制造与使用修正系数,此处取0.5。
型腔的深度尺寸:()z z Hs S H M δδ++⎥⎦⎤⎢⎣⎡∆-+=321 =60.09+0.12 0mm 型芯的径向尺寸:()[]z z x ds S d M δδ--∆++=1=107.010 -0.19mm型芯的高度尺寸:()zzs M h S h δδ--⎥⎦⎤⎢⎣⎡∆++=321 =40.410 -0.09mm型芯的中心距尺寸:L M =(L 塑件 + L 塑件×S 均)±δz /2=80.28+-0.11。
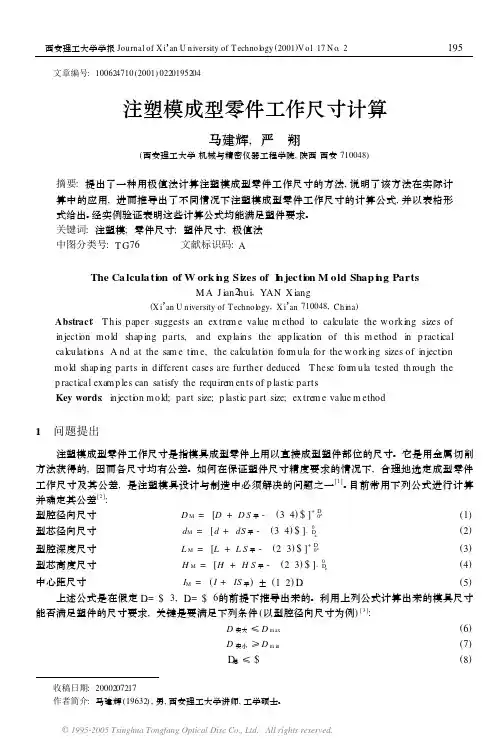
文章编号:100624710(2001)022*******注塑模成型零件工作尺寸计算马建辉,严 翔(西安理工大学机械与精密仪器工程学院,陕西西安710048)摘要:提出了一种用极值法计算注塑模成型零件工作尺寸的方法,说明了该方法在实际计算中的应用,进而推导出了不同情况下注塑模成型零件工作尺寸的计算公式,并以表格形式给出。
经实例验证表明这些计算公式均能满足塑件要求。
关键词:注塑模;零件尺寸;塑件尺寸;极值法中图分类号:T G 76 文献标识码:AThe Ca lcula ti on of W ork i n g Si zes of I n jecti on M old Shap i n g PartsM A J ian 2hui ,YAN X iang(X i ’an U n iversity of T echno l ogy ,X i ’an 710048,Ch ina )Abstract :T h is paper suggests an ex tre m e value m ethod to calculate the w o rk ing sizes of in jecti on mo ld shap ing parts ,and exp lain s the app licati on of th is m ethod in p racticalcalculati on s .A nd at the sa m e ti m e ,the calculati on fo r m ula fo r the w o rk ing sizes of in jecti onmo ld shap ing parts in differen t cases are further deduced .T hese fo r m ula tested th rough thep ractical exa mp les can satisfy the require m en ts of p lastic parts.Key words :in jecti on mo ld ;part size ;p lastic part size ;ex tre m e value m ethod1 问题提出注塑模成型零件工作尺寸是指模具成型零件上用以直接成型塑件部位的尺寸。