有限元软件SYSWELD在焊接数值模拟中的作用
- 格式:pdf
- 大小:353.94 KB
- 文档页数:3
基于ANSYS的焊接温度场和应力的数值模拟研究一、本文概述随着现代工业技术的飞速发展,焊接作为一种重要的连接工艺,在航空、汽车、船舶、石油化工等领域的应用日益广泛。
然而,焊接过程中产生的温度场和应力场对焊接结构的性能有着至关重要的影响。
为了深入理解焊接过程中的热-力行为,预测焊接结构的变形和残余应力,进而优化焊接工艺参数和提高产品质量,本文旨在利用ANSYS有限元分析软件,对焊接过程中的温度场和应力场进行数值模拟研究。
本文首先简要介绍了焊接数值模拟的意义和现状,包括焊接数值模拟的重要性、国内外研究现状和存在的问题等。
随后,详细阐述了ANSYS 软件在焊接数值模拟中的应用,包括其基本原理、分析流程、模型建立、参数设置等方面。
在此基础上,本文以某典型焊接结构为例,详细阐述了焊接温度场和应力场的数值模拟过程,包括模型的建立、边界条件的设定、求解参数的选择、结果的后处理等。
对模拟结果进行了详细的分析和讨论,验证了数值模拟方法的准确性和可靠性,为实际工程应用提供了有益的参考。
本文的研究不仅有助于深入理解焊接过程中的热-力行为,为优化焊接工艺参数和提高产品质量提供理论支持,同时也为ANSYS软件在焊接数值模拟领域的应用推广和进一步发展奠定了基础。
二、焊接理论基础焊接是一种通过加热、加压或两者并用,使两块或多块金属在原子层面结合形成永久性连接的工艺过程。
焊接过程涉及复杂的物理和化学变化,包括金属的熔化、凝固、相变以及应力和变形的产生等。
因此,深入了解焊接过程的理论基础对于准确模拟焊接过程中的温度场和应力分布至关重要。
焊接过程中,热源将能量传递给工件,导致工件局部快速升温并熔化。
熔池形成后,随着热源的移动,熔池中的液态金属逐渐凝固形成焊缝。
焊接热源的类型和移动速度、工件的材质和厚度等因素都会影响焊接过程的温度场分布。
为了准确模拟这一过程,需要了解各种热源模型(如移动热源模型、体积热源模型等)及其适用范围,并选择合适的模型进行数值模拟。
基于SYSWELD的激光复合焊焊接变形数值模拟0 序言地铁作为一种重要的交通工具,在城市生活中起着越来越重要的作用,它不仅不阻碍地面交通,而且还具有绿色无污染、准时、运载能力强等优点.牵引梁作为地铁底架重要组成部分,由于焊缝多且长,因此在焊接过程中,容易形成应力集中,从而使焊接结构变形,不利于地铁车辆的运行安全,成为制约地铁发展的一个关键因素[1].由于牵引梁属于大型构件,通过试验的方法来研究焊接变形不仅耗时,而且成本高昂,因此采用数值模拟的方法逐步发展起来. 日本学者Ogaiva等人[2]最先提出了固有应变法,它不同于热弹塑性法,固有应变法专注于焊后结果而不考虑焊接过程中复杂的瞬态过程,从而大大缩短了计算量,是现在大型构件焊接变形模拟的主要方法[3-5]. 文中采用有限元软件SYSWELD,通过固有应变法对某型号地铁牵引梁在不同约束条件下的焊接变形进行了模拟计算,并与实测结果相比较,验证了焊接变形模拟的可靠性,通过优化约束条件,减小了焊接变形.河流和陆上融化的冰川给北冰洋带来的源源不断的淡水加剧了这一区域的脆弱性,因为淡水更难中和二氧化碳酸化效应。
有研究者指出,北欧的海洋酸化范围非常广,其表层的海水酸化最快,深层的海水则更慢一些。
科学家表示,流入北冰洋地区的大型河流因其流量大会形成巨大的集水区域。
由于淡水和海水的混合较慢,因此在一些地方产生了淡水覆盖在海水上层的情况。
淡水降低了能够缓和PH值变化的离子的浓度。
海洋冰川相当于是北冰洋面的一个盖子,所以冰的融化将加速海水吸收二氧化碳。
1)链路的稳定性评估.考虑到道路的宽度是可以忽略的,所以拓扑的变化很多时候是由于速度以及方向的变化所引起的,严重影响了链路的稳定性.本文利用相对位移的变化量来衡量节点间链路的稳定性.节点周期性的广播信标数据包,使得节点间的距离很容易利用以下公式得到1 热源模型建立牵引梁材料为304不锈钢,为使模拟结果更准确,在对牵引梁整体进行模拟计算前,需要对构件的T形接头和对接接头进行热源校核. 实际生产中采用的是激光−MIG复合焊接工艺,为使模拟结果与实际吻合,在不考虑熔池流动的情况下,选用3D高斯+双椭球热源[6-8]. 将模拟结果与实际焊接接头比较,得到模拟熔池与实际焊缝截面基本一致,如图1和图2所示,证明了所选热源模型的正确性.图 1 T形接头焊缝截面对比Fig. 1 Cross section comparison of T-joint welds图 2 对接接头焊缝截面对比Fig. 2 Cross section comparison of T-joint welds2 数值模拟过程2.1 有限元模型如图3所示,该型号牵引梁长约2 m,由4块上盖板、1块下盖板、2块腹板、2块筋板和1块端板构成,包括32条不同类型的焊缝,最长约1 800 mm,最短约105 mm.为了保证计算精度,同时又尽量减少计算量,采用渐变的六面体网格对模型进行离散化处理. 在焊缝及其附近区域尺寸约为1 mm,远离焊缝区单元尺寸增大,约为10 ~18 mm.最终得到总的单元约为490 000个,如图4所示.图 3 牵引梁实物图Fig. 3 Traction beam图 4 牵引梁整体网格模型Fig. 4 Mesh model of traction beam2.2 固有应变的提取和施加当校核焊缝截面与实际焊缝截面一致后,进行力学计算,并提取焊缝附近节点的固有应变. 该牵引梁焊接接头主要分为3种,即T形接头、插接接头和对接接头.根据不同板厚,将8 mm × 8 mm 和8 mm × 4 mm 的 T 形接头分别命名为 T01和 T02;6 mm × 8 mm 和 6 mm × 4 mm 的插接接头命名为C01和 C02;8 mm × 8 mm 对接接头命名为D01,如图5所示. 焊接时,C01,C02和D01直接使用激光–MIG复合焊焊接,而T01和T02需先用激光焊打底,各焊接工艺参数如表1所示,提取各焊接接头长度方向中间截面的应变,计算得到的平均值如表2所示.图 5 接头形式及编号(mm)Fig. 5 Forms and numbering of welded joints表 1 焊接工艺参数Table 1 Welding process parameters接头编号焊接方法电流I/A电压U/V 速度v/(m·min–1)功率P/kW T01和T02激光焊——17复合焊22527.51.33 C01复合焊28329.71.685 C02复合焊 22529.71.684 D01复合焊 28329.71.685 表 2 平均应变值Table 2 Average strain of welded joints接头编号平均值ε/mm T010.084 T02 0.064 C010.060 C020.075 D010.060现有的有限元软件一般不能直接将固有应变作为载荷进行加载,需要对固有应变进行转化才能施加到构件中进行变形的计算.根据提取和施加方式的不同,主要分为等效载荷法和温度载荷法.2.2.1 等效载荷法万科董事会主席郁亮表示,万科非常重视此次与太古的业务合作,借此不仅希望能够向太古学习借鉴、取长补短,更希望双方未来在更广泛领域加强合作交流,包括在粤港澳大湾区建设等国家战略规划中共同寻找合作契机、发挥重要作用。

——焊接基于sysweld软件的T型接头焊接仿真模拟姓名:000班级:材料000班学号:00000000指导老师:000日期:2011年09月SYSWELD——法国ESI公司的焊接仿真分析软件,经20多年发展,已成为热处理、焊接和焊接装配过程模拟的领先模拟软件,能够全面考虑材料特性、设计和过程的各种情况。
随着科学技术的发展,机械制造行业也随之不断的革新和进步。
人们对铸件的质量要求也越来越高,而SYSWELD为其提供了一个良好的工具,对提高铸件的质量有未雨绸缪的作用。
SYSWELD热过程模拟软件对铸件的制造起着非常关键的作用,为解决铸件缺陷问题提供了一个平台。
利用SYSWELD软件对焊缝进行计算机仿真模拟来提高焊缝的质量,本文主要对焊接的热过程模拟来分析T形接头焊焊接热过程,主要通过T形建模、热源校核、焊接向导、求解计算及结果后处理的操作步骤对焊接热过程进行数值模拟。
与测试并修正的传统方法相比,SYSWELD使得成本降低、周期缩短。
另外还能够显著减少物理样机,产生高的投资回报率。
界面友好,轻松易学。
SYSWELD 是用于引导工程师发现关于变形、残余应力和塑性应变的影响因素,然后优化过程参数的专业模拟软件。
2011-09-091、T型接头模型的建立1.1创建Points (1)1.2由Points生成Lines (1)1.3由Lines生成Edges (2)1.4由Edges生成Domains (2)1.5离散化操作 (3)1.6划分2D网格 (5)1.7生成Volumes (6)1.8离散Volumes (8)1.9生成体网格 (10)1.10划分换热面 (11)1.11划分1D网格 (12)1.12合并节点 (13)1.13保存模型 (14)1.14组的定义操作 (15)1.15保存 (17)1.16小结 (17)2、焊接热源校核2.1网格的建立 (18)2.2材料的导入及定义 (20)2.3热源过程参数的定义 (20)2.4求解 (21)2.5热源显示 (21)2.6修改参数 (22)2.7热源校核 (22)2.8检查显示结果 (23)2.9保存函数 (24)2.10热源查看 (24)2.11保存热源 (25)2.12小结 (25)3、焊接模拟向导设置3.1材料的导入 (26)3.2热源的导入 (26)3.3材料的定义 (27)3.4焊接过程的定义 (27)3.5热交换的定义 (28)3.6约束条件的定义 (28)3.7焊接过程求解定义 (28)3.8冷却过程求解定义 (29)3.9检查 (29)3.10小结 (31)4、后处理与结果显示分析4.1计算求解 (32)4 .2导入后处理文件 (32)4.3结果显示与分析 (33)4.4小结 (36)1、T型接头模型的建立1.1创建Points根据所设计T型接头模型的规格,选定原点,然后分别计算出各节点的坐标,按照Geom./Mesh.→geometry→point步骤,建立以下13个点:P1(-25,0,-10)、P2(7,0,-10)、P3(10,0,-10)、P4(13,0,-10)、P5(35,0,-10)、P6(35,0,0)、P7(10,0,0)、P8(10,0,30)、P9(0,0,30)、P10(0,0,3)、P11(-1.5,0,1.5)、P12(-3,0,0)、P13(-25,0,0)如下图所示:1.2由Points生成Lines按照Geom./Mesh.→geometry→1Dentities步骤,按照一定的方向性将各点连接成如下图所示的Lines:1.3由Lines生成Edges按照Geom./Mesh.→geometry→EDGE步骤,点击选择各边,依次生成如下图所示各Edges:1.4由Edges生成Domains按照Geom./Mesh.→geometry→Domains步骤,依次生成如下六个Domains:1.5离散化操作离散化操作是针对由Points所生成的Lines而言,由于除了有这些点生成的线以外,软件本身也会自动产生一些辅助的线条,为了方便清晰地对所生成的主要线条进行选取及其他操作,可以通过“隐藏→显示”处理,只显示如下图所示的十八条线:通过以下操作为后面的离散操作做好准备:→通过Meshing→Definition→Discretisation启动离散化操作界面,将L2、L4、L8、L10四条线均匀离散成3段,将其他十四条线非均匀离散,离散单元数为5,系数为3.5。
有限元软件SYSWELD在焊接数值模拟中的作用
华鹏;孙俊生
【期刊名称】《现代制造技术与装备》
【年(卷),期】2005(000)001
【摘要】本文对数值模拟技术的应用和发展作了展望.介绍了大型有限元软件SYSWELD在焊接数值模拟中的应用.
【总页数】3页(P10-12)
【作者】华鹏;孙俊生
【作者单位】山东大学,材料科学与工程学院,济南,250061;山东大学,材料科学与工程学院,济南,250061
【正文语种】中文
【中图分类】TG4
【相关文献】
1.焊接变形与基于SYSWELD的焊接力学数值模拟 [J], 熊建坤;陈达平;张从平;徐健;伍敏
2.基于SYSWELD压滤机滤框焊接变形数值模拟 [J], 周三平; 王恒; 郑宏涛
3.基于SYSWELD软件T型接头焊接温度场的数值模拟分析 [J], 陈俊安;崔建峰;李峰超;王乐;赵宏伟
4.基于SYSWELD的X80管线钢焊接接头温度场的数值模拟 [J], 田万鹏
5.基于SYSWELD的铝合金厚板多层多道焊焊接温度场和焊接变形的数值模拟 [J], 杨仲林;王陆钊;鲁二敬;李充;于岩
因版权原因,仅展示原文概要,查看原文内容请购买。
有限元法在激光焊接模拟中的应用XXXX(北京航空航天大学机械工程及自动化学院北京,100191)摘要:本文简要介绍了有限元法的基本理论,结合激光焊接数值模拟给出了有限元法实现焊接模拟的主要步骤,阐述了国内近10年激光焊接数值模拟的研究现状。
关键字:有限元法;激光焊接;高斯热源;研究现状Application of Finite Element Methodin the Simulation of Laser WeldingXXXX(School of Mechanical Engineering, Beihang University, Beijing 100191, China)Abstract: The basic theory of finite element method is discussed in this paper, the main steps of applying the finite element method to solve the numeric simulation on welding is given out in the example of numeric simulation on laser welding. At last, the development of numeric simulation on laser welding in the latest 10 years is concluded.Key Words: Finite element method, Laser welding, Gauss heat sources, Development0引言激光焊接是利用高能量密度的激光作为热源的一种高效精密的焊接方法。
它是一个快速而不均匀的热循环过程,焊缝附近出现很大温度梯度。
激光焊接后,其结构将出现不同程度的残余应力,并引起焊件变形,直接影响焊接结构的质量和使用性能。

solidworks 有限元焊件载荷+温度
Solidworks有限元分析软件是一款强大的工程仿真软件,可用于对焊接件进行载荷和温度分析。
有限元方法是一种常用的工程分析方法,它将实际的结构或装配体划分为许多小元素,每个小元素被认为是连续介质,通过数学上的离散化方法对其进行数值求解,从而得出结构的应力、应变及变形等工程参数。
焊接件在使用过程中,常常会受到各种载荷和温度的作用。
载荷是指外部施加在焊接件上的力或力矩,包括静态载荷和动态载荷。
静态载荷可以是永久作用在焊接件上的固定力或力矩,而动态载荷则是随时间变化的作用力。
温度是指焊接件所处环境的温度,并且焊接过程中也会产生瞬时的高温。
通过使用Solidworks的有限元分析功能,可以模拟和预测焊接件在各种复杂载荷和温度条件下的应力、变形和热变形情况。
这有助于工程师评估焊接件的性能和强度,优化设计,减少故障风险并提高整体质量。
综上所述,Solidworks有限元分析软件可以用于对焊接件进行载荷和温度分析,帮助工程师预测和优化焊接件的性能。
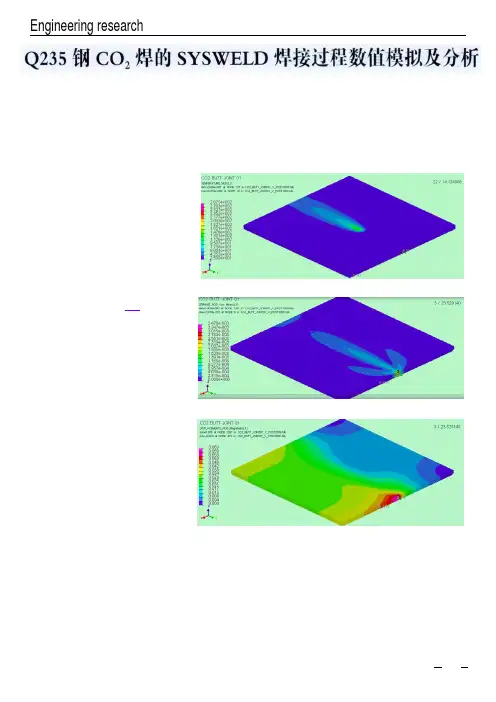
81工程研究Engineering research■ 石秋红 张勤 邓开豪 苏玲娇 潘荣Q235钢CO 2焊的SYSWELD 焊接过程数值模拟及分析摘要:本文通过对Q235钢的CO 2焊焊接过程的sysweld 数值模拟得出了在一定焊接参数时,Q235钢平板对接焊的焊接温度场变化;焊接变形情况及焊接 应力情况。
此种方法可为焊接结构生产工程实践提供基础技术数据。
关键词:Q235钢;CO 2焊;焊接变形;数值模拟引言:焊接变形是焊接结构生产过程中不可避免的问题,且焊接变形对焊接结构的质量会产生极大的影响。
随着焊接结构在工业生产中的应用越来越广泛,焊接结构的变形问题日益突出。
[1]传统的控制焊接变形措施是通过实践经验积累和工艺试验等方法,制订较为合理的设计措施与工艺措施。
但焊接结构的多样性,凭积累工艺实验数据了解和控制焊接变形,既不切实际又成本昂贵同时费时费力。
Sysweld 焊接过程模拟可使焊接专业人员利用基础理论对焊接过程中的物理或化学现象的本质进行分析,进而通过模拟和计算得到定量的结果。
[2]Sysweld 有限元分析软件应用于焊接数值模拟,通过参数量的变化,与实验分析对比等手段相结合进行分析,结果用于指导生产实践,可为推广焊接工艺优化设计提供技术支持,具有工程实践意义。
1焊接模型建立Q235钢由于含碳量适中,强度、塑性和焊接等工艺性等综合性能较好,被大量应用于建筑及工程结构中。
Q235钢可以制作钢筋或建造厂房房架、高压输电铁塔、车辆、桥梁、容器、船舶、锅炉等。
而CO 2焊也由于该焊接方法的高效节能和低成本在工业生产中得到了大量的应用。
焊接对接接头型式结构简单,操作方便,受力性能好,被广泛应用在焊接结构中。
由此确定具有典型代表性的有限元模型如下:材料为Q235A;尺寸为200mm×100mm×6mm;焊接方法为CO 2焊。
焊接工艺条件:装配间隙为零,构件两边自由状态。
焊接工艺参数:焊丝:H08Mn2SiA;焊丝直径为Φ1mm。
SYSWELD焊接过程数值模拟的应用及发展前景摘要:本文对近年来SYSWELD焊接过程数值模拟的应用情况作了概括介绍,总结了SYSWELD在应用中存在的问题,并展望其在焊接生产领域的发展前景。
关键词:SYSWELD;焊接模拟;发展前景引言仿真技术已成为早期预测产品设计、加工工艺性能、实际使用中可能产生问题的主要手段之一。
而SYSWELD已经成为焊接、热处理、焊接装配工艺模拟的先导。
它综合考虑了材料性能,设计因素,工艺条件。
能够揭示出包含在焊接、热处理、焊接装配中的复杂物理现象,从而降低产品成本和焊接结构的重量,能通过SYSWELD焊接模拟指出所有物理作用引起的构件变形和焊后残余应力,在产品设计最初阶段保证最大安全性,并控制加工工艺。
焊接关键是尽可能的减少和消除焊接变形,减少修复量,研究不同工艺下的构件耐久度等。
焊接工程师需要通过优化工艺类型及焊接工艺参数找到变形、残余应力和塑性变形的最佳结合点,研究它们对焊后材料性能和零件最终形状的影响。
而SYSWELD可以在如下几点帮助焊接工程师:①SYSWELD焊接模拟能够估测焊接构件最终变形量,因为装配结构需要按一定顺序进行连续焊或点焊,所以合理的焊接位置和焊接顺序是焊接装配工艺设计的关键;②SYSWELD焊接模拟能够预测并使焊接变形量最小化,从而提高产品的整体质量,降低成本;③SYSWELD焊接模拟能够使残余应力最小化,通过焊接模拟使应力梯度最小化是控制焊接工艺的有效途径;④SYSWELD能够研究几何敏感性、材料和工艺参数,尤其是在设计阶段,可以减少设计错误,避免了后期昂贵的工程修改;⑤优化焊接工艺,SYSWELD中可以定义焊接顺序,控制焊接工艺参数,如焊接速度、热输入量等等。
1 SYSWELD焊接过程数值模拟的应用近十几年来,大量工程技术人员和科研专家应用SYSWELD焊接模拟使其在焊接领域的应用得到了快速发展,总计有近1000多项的研究成果,特别在2012年有近100多项的研究成果,并且有很多成果在指导工程实践中发挥了重要作用。
度发展条件下已经能够通过有限元法、有限差分法等方法对这些数学模型做到定量求解。
在有限元计算方面,现在已经有商业化的大型通用有限兀工具软件NASTRAN、MARC、ABAQUS、ANSYS等,还有专门用于分析焊接现象的软件,如SYSWELD(法)、HEARTS(日)以及QUICKWELDER(日)等。
MATLAB等软件包为进行各种数值计算提供了有力工具。
各国在焊接过程模拟方面已经做了大量工作,在生产中得到了许多应用成果。
【4J2.1SYSWELD软件的发展历程法国的J.B.Leblon对相变时的钢的塑性行为进行了理论和数值研究,在研究的基础上发展了SYSWELD软件。
SYSWELD的开发最初源于核工业领域的焊接工艺模拟,当时核工业需要揭示焊接工艺中的复杂物理现象,以便提前预测裂纹等重大危险。
在这种背景下,1980年,法国法码通公司和ESI公司共同开展了SYSWELD的开发工作。
由于热处理工艺中同样存在和焊接工艺相类似的多相物理现象,所以SYSWELD很快也被应2.2.1数据导人SYSWELD的操作环境SYSWORLD也可直接建立几何模型和生成各种网格。
配合GE—OMESH几何网格工具,SYSWELD可以直接读取UG,CATIA的数据和接受各种标准交换文件图1用到热处理领域中并不断增强和完善。
随着应用的发展,SYSWELD逐渐扩大了其应用范围,并迅速被汽车工业、航空航天、国防和重型工业所采用。
1997年,SYSWELD正式加入ESI集团,法码通成为SYSWELD在法国最大的用户并继续承担软件的理论开发与工业验证工作。
2.2SYSWELD简介SYSWELD完全实现了机械、热传导和金属冶金的耦合计算,允许考虑晶相转变及同一时间晶相转变潜热和晶相组织对温度的影响。
在具体计算中,分两步进行,首先实现温度和晶相组织的计算,然后进行机械力的计算。
在机械力计算中,已经充分考虑了第一步计算的结果,如残余应力和应变的影响。
焊接部分(使用软件版本visual-mesh6.1,sysweld2010,pam-assembly2009,weld-planner2009)一、软件安装说明软件包括visual-mesh6.1,sysweld2010,pam-assembly2009,weld-planner2009,其中pam-assembly2009,weld-planner2009统一叫做WeldingDE09,安装基本相同,点击setup,所有选项默认,点击next按钮,直到安装完成,点击finish。
所有安装完毕后,重启计算机,在桌面上出现ESI GROUP 文件夹,所有软件的快捷方式都在此文件夹内。
二、基本流程中小件焊接过程模拟分析的步骤是CAD->网格划分(Visual-mesh)->热源校核(sysweld软件中的Heat Input Fitting)->焊接向导(sysweld软件中的welding wizrad)->求解(sysweld slover)->后处理观察结果(sysweld)网格网格划分是有限元必需的步骤。
Sysweld的网格划分工具采用visual-mesh。
版本使用的是6.1Visual –mesh界面见下图对于形状简单的零件,可以在visual-mesh里面直接建立模型,进行网格划分,对于复杂的图形,需要先在CAD画图软件中画出零件的3维几何图形,然后导入visual-mesh软件进行网格划分。
Visual-mesh的菜单命令中的Curve,Surface,Volume,Node是用来创建几何体的命令,接下来的1D,2D,3D是用来创建1维,2维,3维网格的命令。
对于一个简单的焊接零件,网格创建的步骤为:●建立节点nodes●生成面surface●网格生成a)生成2D mesh 用于生成3D网格b)拉伸3D mesh 用于定义材料赋值及焊接计算c)提取2D mesh表面网格用于定义表面和空气热交换d)生成1D 焊接线,参考线用于描述热源轨迹●添加网格组a)开始点,结束点,开始单元用于描述热源轨迹b)装夹点用于定义焊接过程中的装夹条件下面以T型焊缝网格划分为例,说明visual-mesh的具体用法,常用快捷键说明:按住A移动鼠标或者按住鼠标中键,旋转目标;按住S移动鼠标,平移目标;按住D移动鼠标,即为缩放;按F键(Fit),全屏显示;选中目标,按H键(Hide),隐藏目标;选中目标,按L键(Locate),隐藏其他只显示所选并全屏显示;Shift+A,选中显示的全部内容;鼠标可以框选或者点选目标,按住Shift键为反选;在任务进行中,鼠标中键一般为下一步或者确认。