西门子PLC在包装机上的应用
- 格式:pdf
- 大小:223.77 KB
- 文档页数:3
西门子S7—300PLC背景下高速全自动包装机控制系统的设计要点解析作者:潘泽来源:《中国科技博览》2015年第04期[摘要]现阶段,随着社会现代化进程的不断推进,科学技术的不断发展,西门子S7-300PLC在高速全自动包装机控制系统设计中得到了充分的应用。
其不但保障了控制系统的稳定性以及跟随性,而且还提高了全自动包装生产线的生产效率以及运行速度。
在本文中,笔者对西门子S7-300PLC进行了简要的概述,对高速全自动包装机的工作原理进行了详细的分析,并对西门子S7-300PLC背景下高速全自动包装机控制系统的设计要点进行了深入的研究与探讨。
[关键词]西门子S7-300PLC 高速全自动包装机控制系统设计中图分类号:TB486.3 文献标识码:A 文章编号:1009-914X(2015)04-0255-01现阶段,在全自动包装工厂中,以塑料薄膜、纸以及复合材料为包装材料的生产线得到普遍的推广与应用,其中,在生产线的运行过程中,包装材料传送的准确性至关重要,尤其是在多种电机进行同步的控制运行中,其电机的升降与降速要求传动电机能够及时的进行同步的运行。
因此,笔者对西门子S7-300PLC背景下高速全自动包装机控制系统的设计要点进行了详细的分析,以供所需者进行参考。
1、西门子S7-300PLC的概述所谓西门子S7-300PLC技术,就是指以计算机的基础作为基础,对工业进行控制的新型装置。
也可以称之为:可编程控制器。
西门子S7-300PLC是一种专门在工业环境中使用设计出的进行数字运算操作的电子装置,其使用可以进行程序编制的存储器,进而使其在内部存储中执行顺序运算、逻辑运算、计数、计时以及进行算术运算操作的指令,同时采用模拟式或者数字式进行输出与输入,完成对各类机械以及生产过程的控制。
随着时代的进步,科学技术的发展,西门子S7-300PLC技术的功能得到了优化与升级,其不仅仅具有实现逻辑控制、单机控制,而且还具备多机群控制、过程控制、数据处理以及运动控制等功能。
毕业设计(论文)题目:基于PLC高速全自动包装机的控制系统应用摘要可编程控制器(PLC )作为控制系统的核心装置,功能强大、性能稳定可靠。
在现代工业自动化生产中得到了广泛的应用。
取得了理想的控制效果。
本论文以东莞佳鸣机械制造有限公司开发的高速全自动卷纸包装机控制系统为背景,理论与实践相结合,详细阐述了集PLC技术,变频器技术,光电感应技术,通信技术于一体的先进控制技术在该包装机控制系统中的应用。
论文主要内容如下:1.概述了可编程控制器PLC的现状及其在包装机械上应用的可能性和前景。
2.通过对卷纸包装机生产工艺流程的了解,统计其输入输出I/O点,然后进行PLC选型,硬件组态的设计。
3.详细分析了包装纸放卷过程中的受力(尤其是张力)情况,并建立了数学模型,利用自适应控制原理实现了送料过程中的张力控制。
4.在卷纸包装机中,卷纸和包装纸要求能同时到达工位1,这就产生了送料过程中的同步控制问题,在同步控制中,我们在卷纸供送系统的驱动轴上安装一个半圆形金属片,在侧面装上接近开关探头,通过判断每次光电传感器检测到色标时接近开关的输出状态,就能知道包装纸供送系统是滞后还是超前于卷纸供送系统,从而使伺服电机正、反转或不动,实现了送料过程中的同步控制。
5.卷纸的包装是一个典型的顺序控制,因此我们利用一个移位寄存器,使工艺盘的每一个V形槽对应一个二进制位,通过移位寄存器的移动,实现了包装过程的程序控制。
6.利用Siemens公司的编程软件Step7、软件WinCC及其通信功能设计了包装过程以完成数据的采集并控制输出设备安全、高速、高效地运行,实现了该包装过程的监视功能。
经过我们的努力,卷纸包装机控制系统的设计己经完成。
并且经过了严格的测试,在实验室的模拟运行中,取得了良好的控制效果。
使该机无论从功能上还是效率上都获得了质的提高,基本达到了九十年代末期国际先进水平,较好地实现了厂方提出的控制要求。
关键词:包装机;PLC;张力控制;自适应控制;同步控制;WinCC; Step7。
基于PLC S-1200包装机设计一、简介本文档将介绍基于PLC S-1200的包装机设计。
在包装行业中,自动化设备的应用越来越普遍,PLC是其中的核心控制设备之一。
PLC S-1200是一款灵活可靠的PLC控制器,具有多种功能模块和丰富的输入输出接口。
通过合理的设计和程序编写,我们可以实现高效、精准的包装过程控制。
二、设计目标本次包装机设计的目标是实现以下功能:1.自动化包装过程控制2.精确计量和调整包装材料3.实时监测和反馈包装机状态4.故障报警和自动排除故障5.用户友好的人机界面通过这些设计目标的实现,我们可以提高包装生产线的效率和质量,减少人工操作的错误和风险。
三、系统架构1. 硬件配置基于PLC S-1200的包装机设计主要包括以下硬件部分:•PLC S-1200主控制器•人机界面终端•电机驱动模块•传感器模块•执行器模块•通信模块2. 软件设计软件设计部分由PLC程序和人机界面程序组成。
PLC程序负责实现包装机的逻辑控制,并与各个硬件模块进行通信和数据交换。
人机界面程序则提供友好的操作界面,实现用户与设备的互动。
四、功能模块设计1. 自动化包装过程控制在包装过程中,我们需要控制物料的输送、计量、装填和封包等操作。
通过PLC程序,可以实现对电机驱动模块和执行器模块的精确控制,完成自动化的包装过程。
2. 精确计量和调整包装材料为了确保每个包装单位的准确性和重复性,我们需要精确计量和调整包装材料的重量或容量。
通过传感器模块和PLC程序,可以实时监测物料的重量或容量,并对电机驱动模块进行调整,以达到设定的包装要求。
3. 实时监测和反馈包装机状态包装机在运行过程中,需要实时监测各个部件的状态,并及时反馈到人机界面和PLC程序中。
通过传感器模块和通信模块,可以实现对包装机的状态监测和数据传输。
4. 故障报警和自动排除故障当包装机发生故障时,需要及时报警并进行自动排除故障。
通过PLC程序和传感器模块的故障检测,可以实现对故障的监测和报警。
设备管理与维修2019翼10(上)西门子PLC 在DXDK900颗粒包装机中的应用崔军,崔晓宇,王国军,张海涛,刘超(北京生物制品研究所有限责任公司;北京100176)摘要:随着科技的进步,西门子PLC 在生产生活中的应用越来越广泛。
介绍DXDK900颗粒包装机的设计布局及利用西门子PLC自动控制包装机工作。
关键词:西门子PLC ;包装机;控制程序中图分类号:TB486文献标识码:BDOI :10.16621/ki.issn1001-0599.2019.10.660引言药品和食品行业是国家的重要行业,在国民经济中占据重要地位,此外,食品和药品与人民的日常生活息息相关,关系到人民的身体健康和平均寿命的长短。
所以食品和药品是人民必不可少的,十分重要。
食品药品的保质保量生产十分重要。
研究一种药品颗粒包装机的电器控制。
他可以极大的提高药品包装的效率和质量,节省人工和成本。
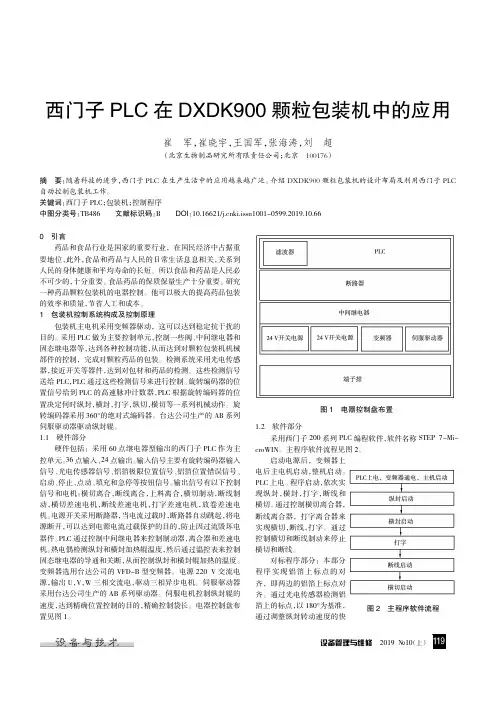
1包装机控制系统构成及控制原理包装机主电机采用变频器驱动,这可以达到稳定抗干扰的目的。
采用PLC 做为主要控制单元,控制一些阀、中间继电器和固态继电器等,达到各种控制功能,从而达到对颗粒包装机机械部件的控制,完成对颗粒药品的包装。
检测系统采用光电传感器,接近开关等器件,达到对包材和药品的检测。
这些检测信号送给PLC ,PLC 通过这些检测信号来进行控制。
旋转编码器的位置信号给到PLC 的高速脉冲计数器,PLC 根据旋转编码器的位置决定何时纵封,横封,打字,纵切,横切等一系列机械动作。
旋转编码器采用360毅的绝对式编码器。
台达公司生产的AB 系列伺服驱动器驱动纵封辊。
1.1硬件部分硬件包括:采用60点继电器型输出的西门子PLC 作为主控单元。
36点输入、24点输出。
输入信号主要有旋转编码器输入信号、光电传感器信号、铝箔极限位置信号、铝箔位置错误信号、启动、停止、点动、填充和急停等按钮信号。
输出信号有以下控制信号和电机:横切离合,断线离合,上料离合,横切制动,断线制动,横切差速电机,断线差速电机,打字差速电机,放卷差速电机。

PLC自动化技术在机械制造中的应用PLC(可编程逻辑控制器)是一种专为工业自动化设计的数字计算机,它可用于控制设备和系统的运行。
PLC自动化技术在机械制造领域的应用广泛而重要,本文将详细介绍其在机械制造中的应用。
PLC可以集成到机械设备中,实现自动化控制。
在传统的机械制造过程中,操作人员需要手动操作机器和设备,这样容易出现操作不稳定和效率低下的问题。
而PLC自动化技术可以通过编程实现对机械设备的控制,从而实现自动化操作。
对于一个包装机,可以使用PLC控制机器的开关、传输带、夹紧器等部件的动作,从而实现自动的包装过程。
这不仅提高了生产效率,还降低了出错率,提高了机械制造的质量。
PLC还可以实现机械设备的监控和故障检测。
在机械制造过程中,随着设备的运行时间增加,设备的磨损、故障等问题也会逐渐增加。
传统的方式是由人工巡检或者定期维护来解决这些问题,但这种方式耗时费力,而且不能及时发现和解决问题。
而PLC可以通过监控和故障检测功能实时监测设备的工作状态和运行数据,并在发生故障时发出警报或者自动停机。
在一个自动化生产线上,PLC可以实时监测设备的运行温度、电流、振动等参数,并通过编程判断设备是否存在故障。
一旦发现故障,PLC可以发出警报并自动停机,避免设备的进一步损坏。
PLC还可以实现机械设备的优化控制。
在机械制造过程中,不同的工艺参数和操作方式可能会对机器设备的性能和使用寿命产生影响。
传统的方式是通过试验和调整来找到最佳的工艺参数和操作方式,但这样耗时费力。
而PLC可以通过编程实现对机械设备的优化控制,找到最佳参数和操作方式,从而提高机械设备的性能和使用寿命。
在一个注塑机上,PLC可以根据不同的注塑材料和产品要求,自动调整注塑机的温度、压力和速度等参数,以实现最优的产品效果。
PLC自动化技术在机械制造中的应用十分广泛,不仅可以实现机械设备的自动化控制、序列控制和监控,还可以实现机械设备的故障检测和优化控制,提高了生产效率和质量,降低了操作风险和成本,具有重要的意义和应用前景。

PLC技术在灌装设备上的应用摘要:随着国民经济的发展和人民消费需求的增加,促进了啤酒行业的迅猛发展,消费者对啤酒的需求激增,同时也提高了对啤酒的品质和风味的要求。
为了提升啤酒产量和质量,自动化生产线成为啤酒包装过程中必不可少的生产设备,以可编程控制器(PLC)技术为核心,对包装设备的自动化程度进行升级和改造,对灌装过程中啤酒瓶的定位、灌装压力和速度等进行控制。
PLC技术的应用可以显著的提高包装车间的生产效率,在提升啤酒整体质量的同时降低员工劳动强度并改善劳动条件。
关键词:PLC;啤酒包装;包装设备引言在工业自动化发展进程中,啤酒的生产设备在高速、稳定和智能化发展的道路上稳步向前。
啤酒包装是直接关系啤酒质量重要生产步骤,因此拥有一条设计合理、自动化程度高的生产线,不仅能够保障产品质量,还能够降低生产成本,提高产品利润率。
本文首先对啤酒包装车间生产工艺流程进行介绍,随后对PLC技术在啤酒包装设备上的应用进行分析与总结。
1 包装车间生产工艺流程根据包装车间的工艺流程对包装车间的自动生产线进行布局,采用可控制编程技术实现各机台之间的通讯和控制。
通过自动化手段连接多台设备,通过储存中间变量以及传感器信号实现控制设备而形成的包装生产系统。
图1包装车间生产工艺流程图在啤酒生产中,包装生产线主要由卸瓶垛机、洗瓶机、光检机、灌酒机、杀菌机、贴标机、装箱机、码垛机等设备组成。
啤酒包装的生产过程大致分为四个部分:首先是瓶源的清洗和检测;其次是啤酒的灌装和杀菌;再次是贴标和满箱检测;最后是打包码垛运输至物流仓库。
下面对这四个步骤进行详细介绍:瓶源从空瓶库房运输至卸垛机,卸垛机将成包瓶子解包汇成瓶流进入洗瓶机,洗瓶机通过高温碱水对瓶子进行清洗,通过光检机检测清洗后瓶源的干净程度,未洗净的瓶子通过回瓶链道返回洗瓶机进行二次清洗,检测干净的瓶源进入灌酒机等待灌装;灌酒机将啤酒页灌装至后瓶子后,盛装啤酒的酒瓶进入杀菌机进行巴氏杀菌,并对PU值(PU值是巴氏杀菌的一个重要技术指标)进行检测,避免杀菌不足或杀菌过度对啤酒的保质期和风味产生的影响;杀菌后的瓶流进入贴标机进行贴标喷码,经过贴标机的瓶流进入装箱机进行装箱,在这一过程中对整箱啤酒进行满箱检测,检测是否缺瓶或空箱;整箱啤酒最后进入码垛机进行打包码垛,随后运输至物流仓库等待出厂销售。
PLC控制系统在LED编带包装机上的应用? PLC控制系统在LED编带包装机上的应用PLC控制系统在LED编带包装机上的应用杨全忠(佛山市蓝箭电子股份有限公司,广东佛山528000) 摘要:主要针对PLC 控制系统在LED编带包装机上的应用展开了探讨。
对PLC 控制系统的方案设计作了详细阐述,并对系统硬件和软件的实现作了系统的分析,以期能为相关方面的技术人员提供参考。
关键词:PLC控制系统;LED编带包装机;应用0引言PLC控制是由内部的存储程序、逻辑运算及算术操作等层面向用户发出相关指令,通过模拟输入或数字输入达到控制各类生产流程或机械的目的。
目前,PLC被广泛应用于很多生产领域,其具有显著的优势,如方便、可靠、高效等。
PLC控制系统也在LED编带包装机上得到了有效应用,本文将深入探讨LED编带包装机上PLC控制系统的具体应用,以期为方案设计带去新的启发。
1系统方案的设计在本次设计中,选取的编带机分为机械系统和电气系统两个主要部分。
电气系统主要包括1.0 kW伺服电机、7英寸触摸屏和PLC;机械系统选择机械凸轮机构,选取不同范围的角度,对每一个工位实际的动作进行有效控制。
编带机的具体设计参数如表1所示。
表1编带机的具体设计参数控制器永宏PLC操作方式永宏触摸屏驱动方式永宏伺服&变频结构方式机械凸轮定位方式电子凸轮产量(片/h)最高20气源压力(MPa)0.5~0.8电源电压(V)交流220 根据上述技术指标,可以构建出清晰的编带机系统架构,如图1所示。
电控自动化系统包括PLC控制器、伺服系统、上位机、变频系统、机械凸轮机构和气动系统等。
B1系列的PLC控制器为本次方案选择的控制系统;A1系列的伺服电机、E2系列的伺服驱动器组成伺服驱动系统;三相异步电机、变频驱动器应用于变频驱动系统;不同角度范围机械凸轮定位通过PLC子凸轮指令来完成;参数界面、操作界面服务于上位机;参数设置根据用户需求来具体设定。
河北化工医药职业技术学院毕业论文基于PLC的巷道式堆垛机定位控制系统的设计作者姓名:专业班级机电G30803学号指导教师耿惊涛杨辉静陈冬成绩2010 年11月摘要立体仓库的产生和发展是现代物流体系发展的要求和信息技术进步的结果。
自上世纪60 年代以来,美、日、欧等国家和地区设计和投入使用的立体仓库越来越多,立体仓储技术已成为一门新兴的学科。
堆垛机是自动化立体仓库的主要作业机械,担负着出库、进库、盘库等任务,是自动化立体仓库的核心部件,自动化立体仓库的发展就是以堆垛机的发展为主要标志的。
巷道堆垛机是实现整个仓库系统“自动”功能的关键设备,对其控制系统的研究具有广阔的应用前景。
本文以西门子公司S7-200系列PLC机型为例,研究了巷道式堆垛机的定位控制系统。
关键词:立体仓库;PLC;巷道式堆垛机;定位方法Design of Position Control System of Laned Type of Stacker on PLCAbstractThe creation and development of stereoscopic warehouse is the request of modern logistics system development and the result of information technique progress. From last century 60's, more and more nations and regions such as the United States, Japan, Europe began to design and devotion the usage of stereoscopic warehouse, which have become a newly arisen academics. Stacker is the core part of automation stereoscopic warehouse, which carries on many main missions for the automation stereoscopic warehouse. The development of automation stereoscopic warehouse take the stacker’s development as it’s main marking. The most important part of the whole warehouse system is laned type of stacker. The reserch of it’s controlling system has wildly application foreground. This paper took the example of Siemens company’s S7-200 series PLC, it reserched the position control system of laned type of stacker.Key words : Stereoscopic warehouse ; PLC ; Laned type of stacker ; Posotioning method目录摘要 (I)Abstract (II)第一章绪论 (1)1.1自动化立体仓库定义 (1)1.2 立体仓库的历史沿革 (1)1.3 国内外自动化立体仓库的发展 (3)1.4 本文主要研究内容 (4)第二章巷道式堆垛机定位控制的总体设计 (5)2.1 巷道式堆垛机概况 (5)2.1.1堆垛机的研究现状 (5)2.1.2 堆垛机控制系统的功能 (6)2.1.3 巷道堆垛机机械结构 (6)2.2定位自控系统总体设计 (7)2.3系统硬件设计方案 (8)2.3.1 控制核心单元的选择 (8)2.3.2PLC的特点 (9)2.4 系统软件设计方案 (10)第三章定位控制系统的硬件设计 (11)3.1 PLC的选型和资源配置 (11)3.1.1 S7-200系列PLC概述 (11)3.1.2 CPU型号的选择 (12)3.1.3 其他功能模块的配置 (13)3.1.4 PLC的I/O资源配置 (14)3.2位置的定位方法 (15)3.3 电气接线图及元器件的选择 (16)3.3.1电气接线图 (16)3.3.2元器件的选择 (19)第四章定位控制系统的软件设计 (21)4.1程序流程图 (21)4.2编程软件简介 (22)4.3程序设计 (23)第五章总结与展望 (29)参考文献 (30)致谢 (31)第一章绪论当今社会仓储、物流等概念已经逐渐为广大公众所了解,其相应的管理技术也在许多大、中型企业中付诸实施。
PLC 在称重式自动定量包装机上的应用Application of PLC in the automatic quantitative packaging machine(天津科技大学)郭湘君李振亮李亚Guo,Xiangjun Li,Zhenliang Li,Ya摘要:本文介绍了PLC 在称重式自动定量包装机系统中的应用,控制系统采用SIMATIC S7-200 PLC 和文本显示器构成。
论述了包装机的系统组成及工作原理,并对控制系统的软、硬件设计进行了详细的分析。
关键词:可编程序控制器;称重;定量包装中图分类号:TP273 文献标识码:B天津科委科技攻关项目项目编号:033103811Abstract: This paper introduces the application of PLC in the automatic quantitative packagingmachine, which control system is based on SIMATIC S7-200 and text display. It discusses thestructure and running principles of packaging,and analyses the hardware configuration and softdesign of control system.Key words: PLC; weighing; quantitative packaging1.引言随着机械自动化水平的不断提高,自动控制技术在定量包装生产中应用越来越多,在粮食、化肥、饲料和轻工等行业中都有广泛应用。
称量包装技术的发展大致经历了手工称量、继电器控制、称重仪表控制、PLC 控制等几个阶段。
相对于传统的称重仪表控制,应用PLC 和触摸屏组成的控制系统便于将开关量设置、复位操作以及设定和修改系统参数功能有机的结合,提高机器速度和精度。